1. Introduction
Al-based foams are gaining increasing interest due to their low density, high specific stiffness and impact energy/vibration absorption ability, fire resistance, and recyclability [
1,
2]. The scientific literature has documented this situation through the publication of papers on this topic, which has risen from a rate of 100/year to 600/year in the last 20 years [
3]. Moreover, industrial applications are emerging in this field. In many cases, however, the performances of metal foams can be enhanced only by the realization of sandwich structures or hollow structures with a foam core, which have been widely studied in the literature [
2,
4]. On the other hand, the use of Al-based foams as cores in casting component production is still poorly explored (just a few papers/year, less than 10 patents published on this topic), even if it can offer numerous advantages, such as weight reduction compared to dense components, the obtainment of cavities in cast objects, strength increase in terms of hollow or T-shaped sections, impact energy and vibration absorption, acoustic insulation, and the simplification of the technological processes (no removal/recycling of traditional sand cores) and recyclability [
3].
The few published works related to the use of Al-based foams as cores in casting include some details and characterizations, but almost no solutions have been proposed and discussed to overcome the criticisms. For the first time, the present research considers and compares different foams, analyzes both foams and cast objects, establishes the main issues, and proposes new strategies for their overcoming.
2. Materials and Methods
Al-based metal foams with a dense and thick outer skin (AF1; Al alloy with a limited amount of TiH2 as the foaming agent, Havel Metal Foams GmBH, Brandenburg an der Havel, Germany) or with a thin and not completely homogeneous outer skin (AF2; Al alloy with SiC particles as stabilizing agent, Cymat Technologies Ltd, Mississauga, Ontario, Canada) were considered.
The samples’ density was measured by means of weight and volume measurements. The dimension and distribution of pores, as well as the thickness of the cell walls and the outer skin, were estimated by optical microscopy (Reichert-Jung MeF3, Leica Microsystems Srl, Buccinasco (MI), Italy) on metallographic sections of the foams.
The morphology and semi-quantitative composition of the foam surface was investigated by means of scanning electron microscopy equipped with energy dispersive spectroscopy (SEM-EDS JEOL, JCM 6000 plus and JED 2300).
Foam samples in the form of rectangular bars were used as cores in the gravity casting experiments with an Al-Si-Cu-Mg alloy (EN AB-46400).
The cast objects were sectioned, and visually inspected to estimate the degree of infiltration and the stability of the foam core in the cast component. Small samples of the cast metal and of the cast metal with foam inserts were cut, resin-mounted, and mirror-polished for optical microscopy observations.
3. Results and Discussion
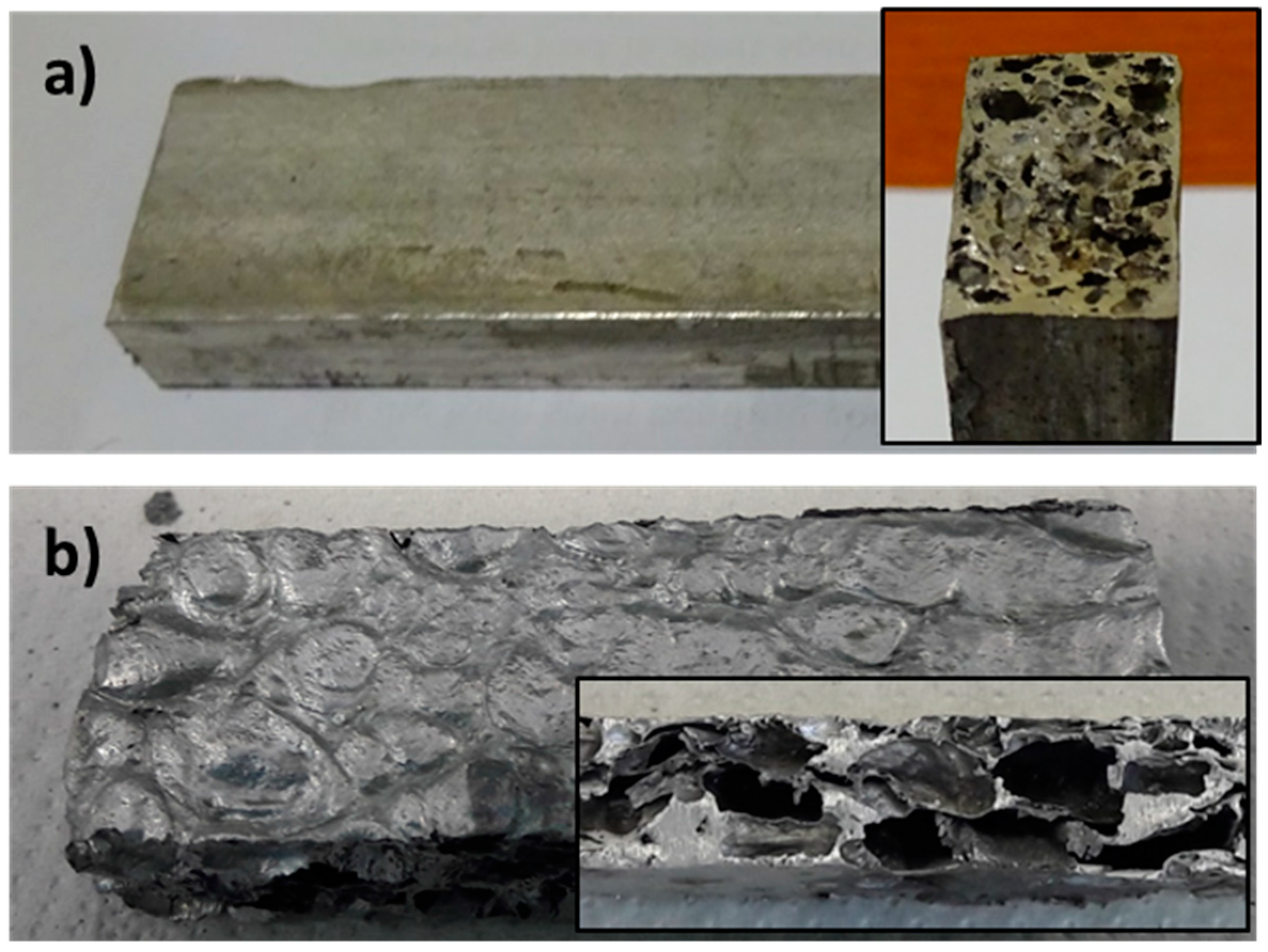
The visual appearance of the foams used as inserts is shown in
Figure 1.
It can be observed that the AF1 foam presents a thick outer skin which uniformly covers almost the whole lateral surface of the bar (it has been produced by powder metallurgy as a shaped part). On the other hand, the AF2 foam presents a thin outer skin which is not completely homogeneous and covers only the top and bottom surfaces of the bars (they have been cut from large panels).
The relative density ρs (considering the density of compact Al, 2.7 g/cm3 as a reference) is between 0.4 and 0.6 for the AF1 foams used, and between 0.1 and 0.2 for the AF2 ones.
The pore dimension is highly variable for both foam types, in accordance with the self-generation route used in both production process (powder metallurgy with TiH
2 as foaming agent for AF1 and gas injection in the molten metal for AF2) [
3,
4]. Pore dimension values in the range 95–3900 µm have been reported for AF1 foams, and in the range 1000–20,000 µm for the AF2 ones.
The wall thickness is in the 15–400 µm range for AF1 and in the 50–1000 µm one for AF2. Finally, the outer skin thickness is up to 1200 µm for AF1 and up to 300 µm for AF2, confirming the greater thickness of the first type of foam.
EDS analyses on the foam surfaces evidenced the presence of C, O, Mg and Al on AF1 samples, and of C, O, Al and Si on the AF2 samples. Moreover, the AF1 samples showed numerous particles rich in O and Mg, attributable to the Mg-rich oxides and carbonates frequently observed on Al-Mg alloys [
5,
6,
7]. These particles are hardly removed; only mechanical grinding can detach them from the surface. On the other hand, a few particles (rich in Al and O) can be found on the surfaces of the AF2 samples, and are easily removed with sample ultrasonic washing. These observations suggest a higher oxidation degree for the AF1 samples compared to the AF2 ones. This feature can determine the possibility of foam reacting with molten metal in casting experiments, as discussed in the following.
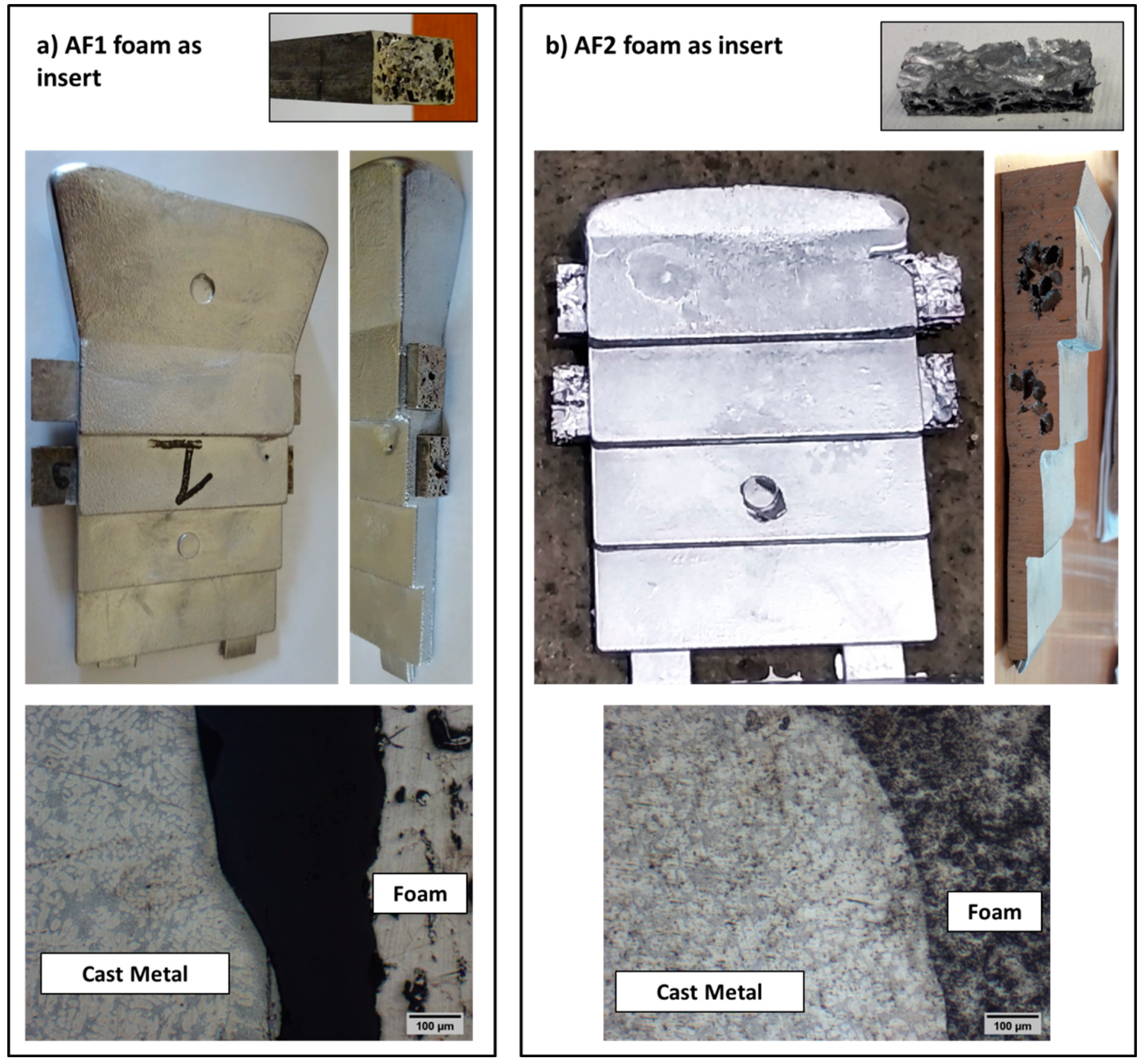
The visual appearances of the cast samples and the optical images of the foam core–cast metal interface are reported in
Figure 2 ((a) for AF1 foam inserts and (b) for AF2 ones).
It can be observed that the foam core is completely unaltered after the casting experiment for AF1 (the foam bar maintains its shape and porosity), while a certain degree of infiltration can be documented for AF2, even if part of the porosity is maintained.
These observations suggest that the thicker outer skin of the AF1 foams, which covers all the surface exposed to the molten metal, effectively protects them from infiltration during casting experiments, while the thin outer skin of AF2 cores, which does not cover all the sample surface exposed to the molten metal, allows a certain degree of infiltration.
Looking at the interface between the foam core and the cast metal, it can be observed that a thick gap (hundreds of microns) is clearly observable for AF1 cores, while metallurgical continuity is documented for AF2 cores in many zones of the interface. In this case it can be supposed that the well-adhered oxide layer, which is rich in Mg, evidenced by the SEM-EDS analyses of the outer skin of AF1 cores, can obstruct the reaction with the molten metal, as is frequently reported in the literature for Al–Mg alloys. On the other hand, the surface of AF2 foams presents a lower amount of oxides that adhere poorly to the surface, and consequently these foams are more prone to reaction.
4. Conclusions
Al-based foams in the form of bars have been used as cores in gravity casting experiments. Foams with a thick and continuous outer skin over the whole external surface are effectively protected from the infiltration of molten metal, and maintain their shape and porosity. However, the high surface oxidation of the outer skin inhibits its reaction with molten metal, hampering metallurgical bonding between the foam core and the cast metal. On the other hand, metallurgical continuity can be obtained when the outer skin is less oxidized. However, in this case, the lesser thickness and the absence of skin in some areas of the external surface allow the infiltration of molten metal. This research suggests that an Al-based foam with a thick and continuous outer skin can be suitable for use as a core in casting if its surface does not present a significant oxide layer, or if this layer can be properly removed.




{kind=link}
{kind=link}

