
Defect Reduction in Ferritic Stainless Steels through Modelling Plastic Deformation and Metallurgical Evolution †



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Material and Methods
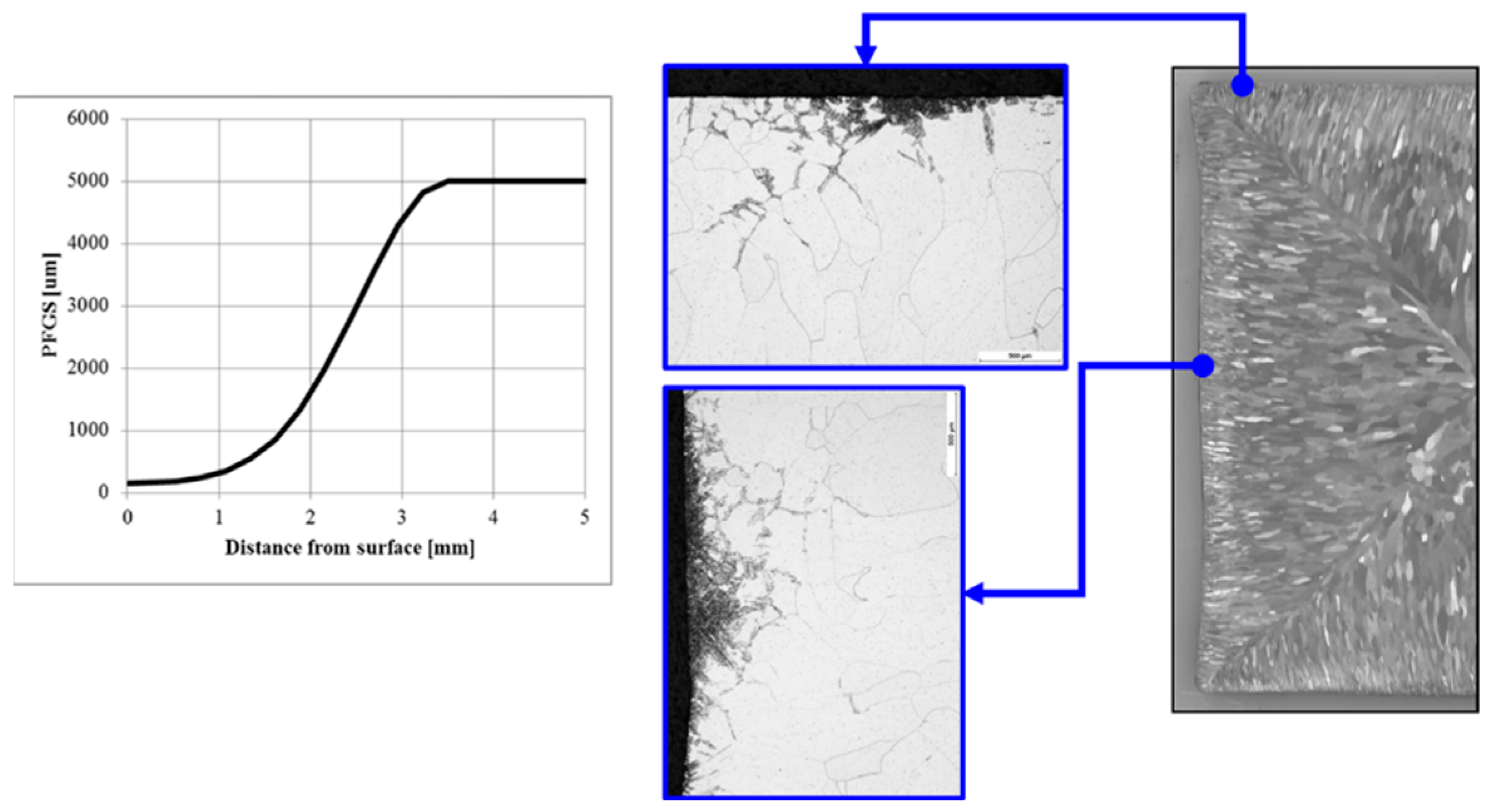
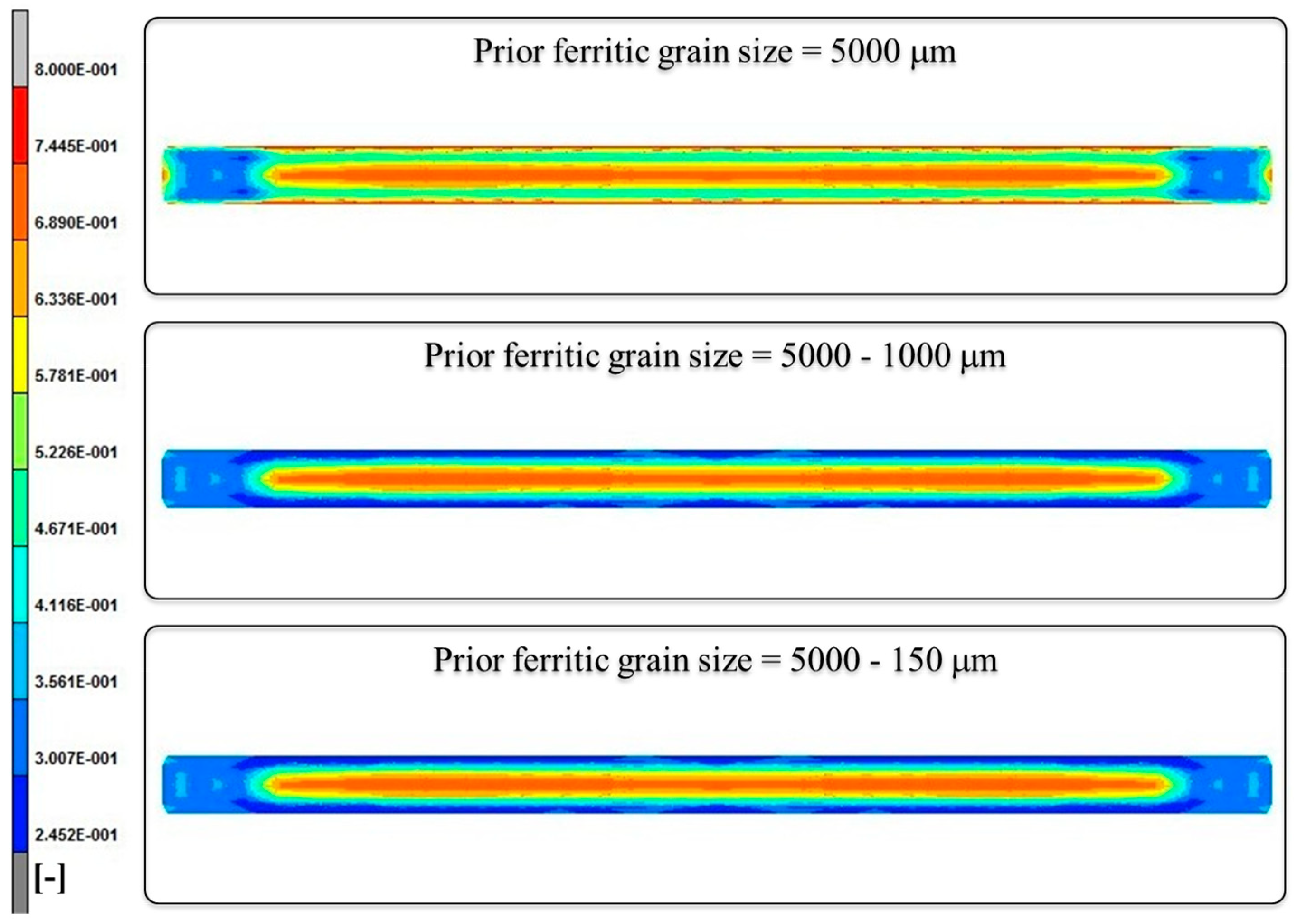
- A reference condition with grain size ranging from 5000 μm in the centre to 150 μm on the surface.
- A uniform grain size of 5000 μm average size.
- A grain size of 5000 µm in the center up to 1000 μm on the surface.
2.1. Static Recrystalization and Grain Growth Models
2.2. Meta-Dynamic Recrystalization and Grain Growth Models
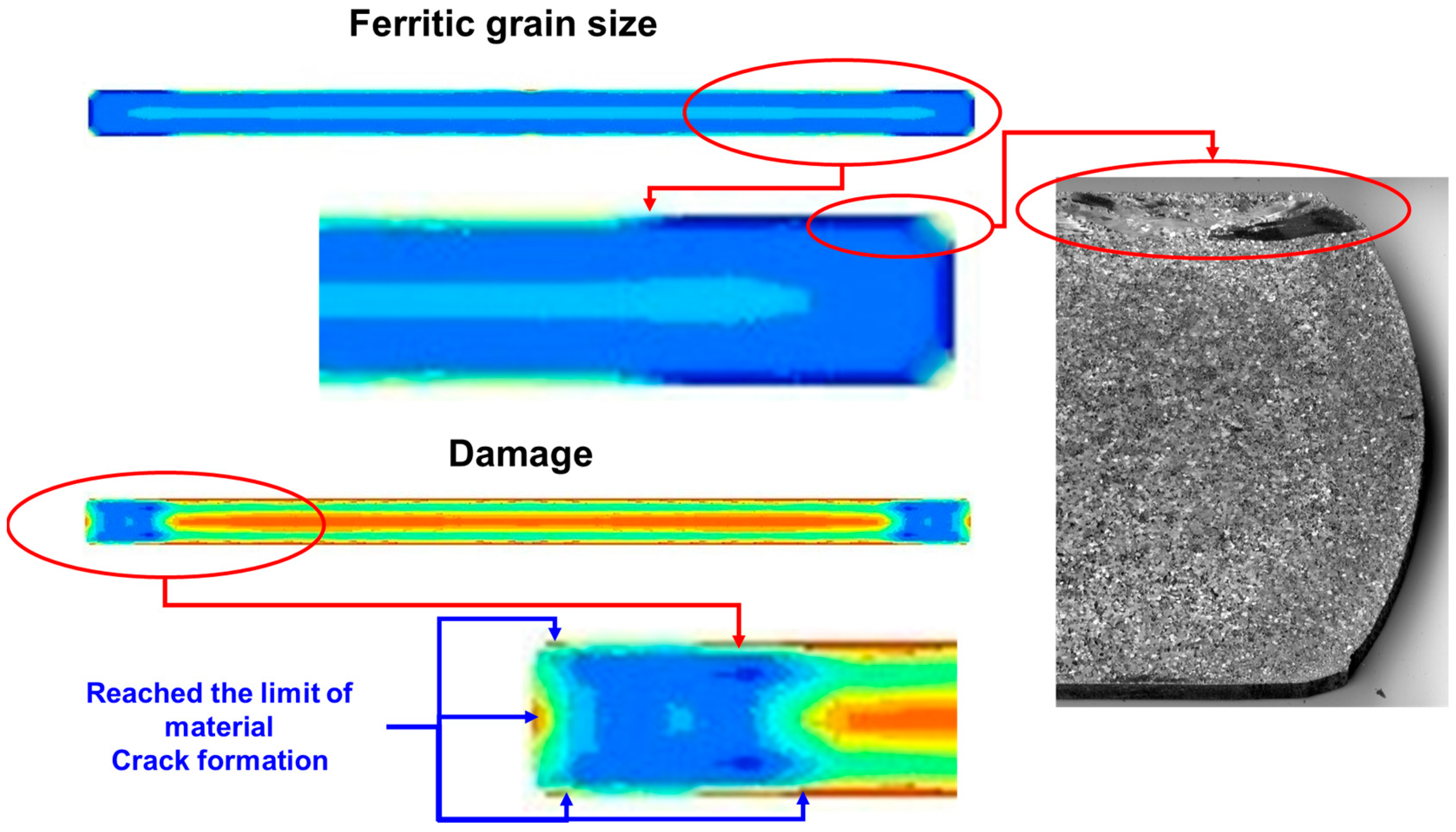
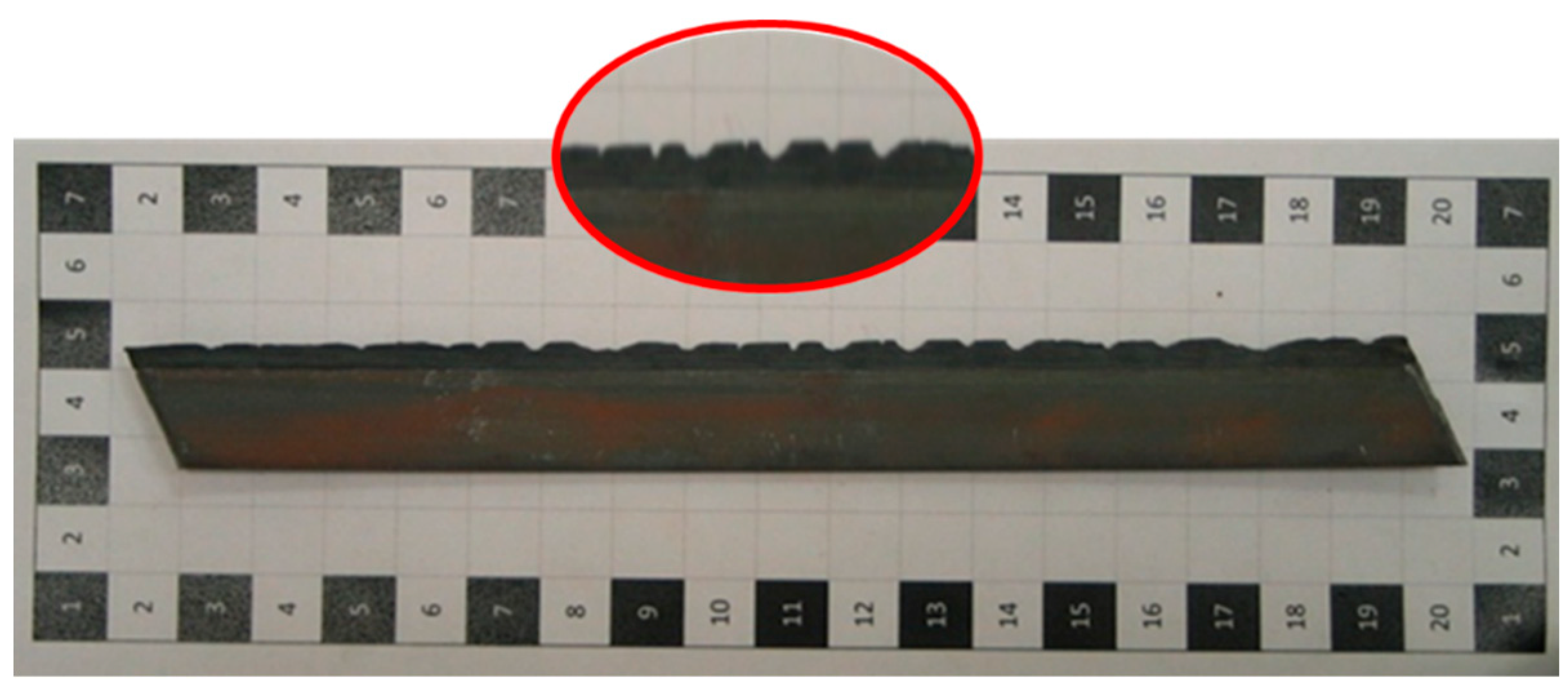
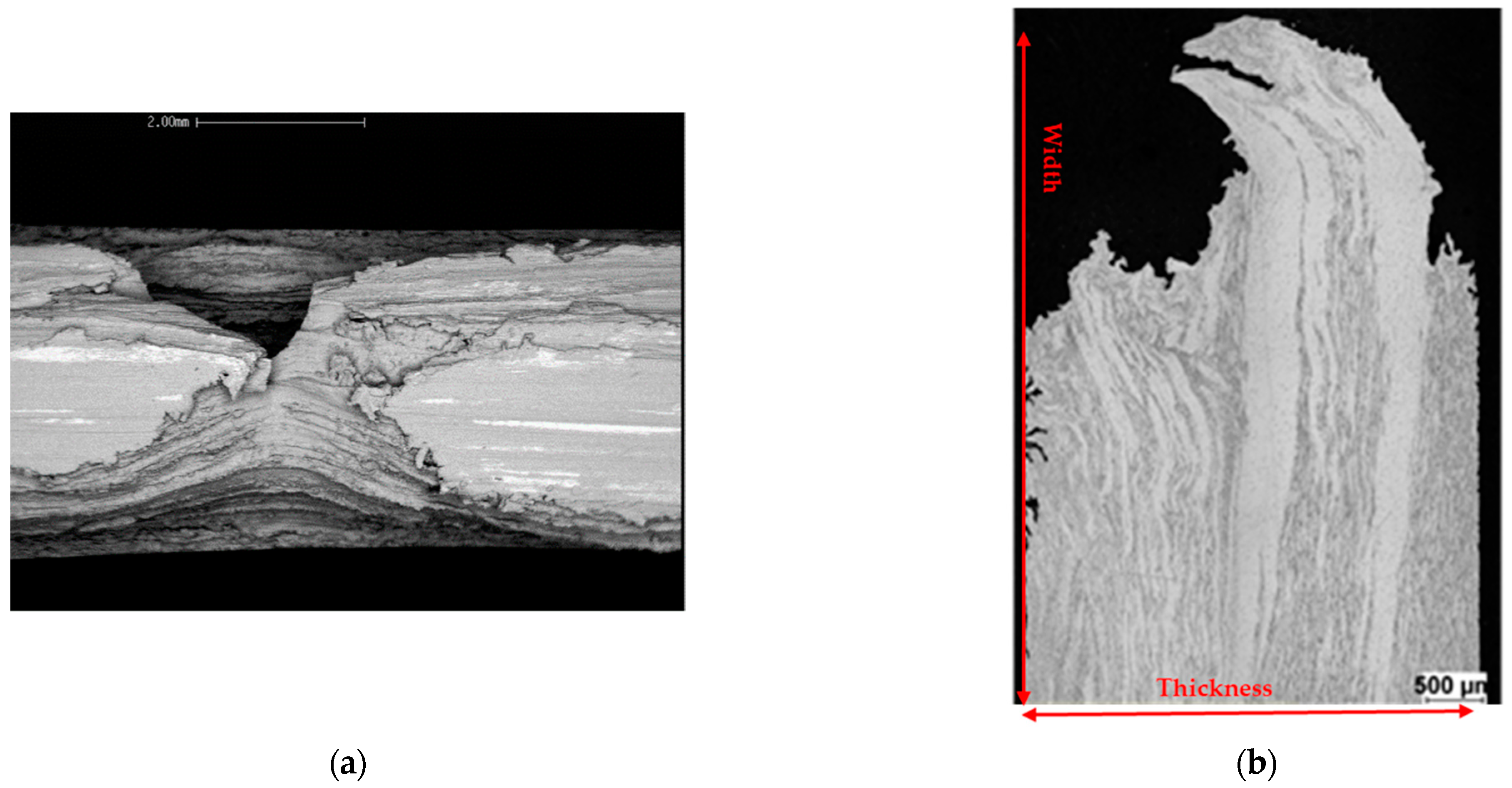
3. Results and Discussion
4. Conclusions
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
References
- Sathiya, P.; Aravindan, S.; Haq, A. Effect of friction welding parameters on mechanical and metallurgical properties of ferritic stainless steel. Int. J. Adv. 2007, 31, 1076–1082. [Google Scholar] [CrossRef]
- Jhonas, J. Effect of Quench and Interpass Time on Dynamic and Static Softening during Hot Rolling. Steel Res. Int. 2005, 76, 392–398. [Google Scholar] [CrossRef]
- Hapmhreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Sung, K.; Yeon-Chul, Y. Dynamic recrystallization behavior of AISI 304 stainless steel. Adv. Mater. Sci. Eng. 2001, 311, 108–113. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Barnett, M.R.; Hodgson, P.D. Hot deformation and recrystallization of austenitic stainless steel. Part I: Dynamic recrystallization. Metall. Mater. Trans. A 2008, 39, 1359–1370. [Google Scholar] [CrossRef]
- Duggan, B.J.; Tse, Y.Y.; Lam, G.; Quadir, M.Z. Deformation and Recrystallization of Interstitial Free (IF) Steel. Mater. Manuf. Processes 2011, 26, 51–57. [Google Scholar] [CrossRef]
- Barnett, M.R.; Jonas, J.J. Influence of ferrite rolling temperature on microstructure and texture in deformed low C and IF steels. ISIJ Int. 1997, 37, 697–705. [Google Scholar] [CrossRef]
- Spittel, M.; Spittel, T. Flow Stress of Steel. Metal Forming Data of Ferrous Alloys-Deformation Behavior-Advanced Materials and Technologies (Numerical Data and Functional Relationships in Science and Technology); Group VIII Advanced Materials and Technologies; 2C1 Landolt-börnstein; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar] [CrossRef]
- Ghiotti, A.; Fanini, S.; Bruschi, S.; Bariani, P. Modeling of the Mannesman effect. CIRP Ann. Manuf. Technol. 2009, 58, 255–258. [Google Scholar] [CrossRef]
- Mehtonen, S.; Karjalainen, L.P.; Porter, D. Hot deformation behavior and microstructure evolution of a stabilized high-Cr ferritic stainless steel, Mater. Sci. 2013, 571, 1–12. [Google Scholar] [CrossRef]
- Oliveira, T.R.; Montheillet, F. Effect of Niobium and Titanium on the Dynamic Recrystallization during Hot Deformation of Stabilized Ferritic Stainless Steels. Mater. Sci. Forum 2004, 467–470, 1229–1236. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Najafizadeh, A. Hot deformation and dynamic recrystallization of 17-4 PH stainless steel. ISIJ Int. 2013, 53, 680–689. [Google Scholar] [CrossRef]
- Mancini, S.; Langellotto, L.; Di Nunzio, P.E.; Zitelli, C.; Di Schino, A. Defect Reduction and Quality Optimization by Modeling Plastic Deformation and Metallurgical Evolution in Ferritic Stainless Steels. Metals 2020, 10, 186. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mancini, S.; Langellotto, L.; Schino, A.D. Defect Reduction in Ferritic Stainless Steels through Modelling Plastic Deformation and Metallurgical Evolution. Mater. Proc. 2021, 3, 22. https://doi.org/10.3390/IEC2M-09236
Mancini S, Langellotto L, Schino AD. Defect Reduction in Ferritic Stainless Steels through Modelling Plastic Deformation and Metallurgical Evolution. Materials Proceedings. 2021; 3(1):22. https://doi.org/10.3390/IEC2M-09236
Chicago/Turabian StyleMancini, Silvia, Luigi Langellotto, and Andrea Di Schino. 2021. "Defect Reduction in Ferritic Stainless Steels through Modelling Plastic Deformation and Metallurgical Evolution" Materials Proceedings 3, no. 1: 22. https://doi.org/10.3390/IEC2M-09236
APA StyleMancini, S., Langellotto, L., & Schino, A. D. (2021). Defect Reduction in Ferritic Stainless Steels through Modelling Plastic Deformation and Metallurgical Evolution. Materials Proceedings, 3(1), 22. https://doi.org/10.3390/IEC2M-09236