Abstract
Additive functionalization is a novel additive manufacturing approach that aims to combine design freedom and process agility at low tooling costs through thermoplastic additive extrusion with the extraordinary performance of conventionally manufactured thermoset composites by overprinting the latter. A key prerequisite for enabling this production scenario is to achieve sufficient bond strength between the thermoset composite substrate and the overprinted thermoplastic material. Therefore, thermoset composite plates with different surface modifications were prepared and subsequently overprinted with thermoplastic material. The bond strength of the thermoset–thermoplastic hybrid specimens was evaluated by mechanical testing, while optical and laser scanning microscopy was used to analyze the thermoset–thermoplastic interface and the failure mode. Significant improvements in bond strength for overprinted specimens were achieved by modifying the thermoset composite surface, either through plasma treatment or the integration of thermoplastic films as skin layers.
1. Introduction
Additive manufacturing (AM) technologies, particularly extrusion-based methods such as fused filament fabrication (FFF) and fused granule fabrication (FGF), have established themselves as agile, tooling-free manufacturing processes for the cost-efficient production of components in small quantities and a wide range of variants in the aerospace sector. However, the mechanical properties of components produced solely by thermoplastic additive extrusion often fall short of the requirements for structural applications.
To address these limitations, efforts have been made to combine the advantages of additive extrusion with the outstanding mechanical properties of continuous fiber-reinforced composites by overprinting [1,2]. By using a robotic additive manufacturing system instead of the common gantry-based FFF machines, large components with complex non-planar surfaces can be overprinted to integrate additional functionalities like brackets or local reinforcements [3,4]. Most studies that have investigated the overprinting of continuous fiber-reinforced composites focused on thermoplastic composites, since in this case, bonding between the composite substrate and the overprinted material can be achieved through the molecular diffusion of polymer chains across the interface [5].
In the aerospace sector, however, most composite structural components are based on thermosets [6]. By overprinting such thermoset composites with thermoplastic material in an additive functionalization process, hybrid structures with additional functionalities can be manufactured. Due to different matrix materials, however, a critical challenge in the additive functionalization process is achieving sufficient bonding between the thermoset composite substrate and the overprinted thermoplastic. One way to improve this bonding is to modify the surface of the thermoset composite prior to the deposition of the thermoplastic melt [7,8].
Therefore, the aim of this study was to identify a suitable thermoset surface modification technique for the additive functionalization process. For this purpose, thermoset composite plates with various surface modifications were manufactured and subsequently overprinted with thermoplastic ribs in a fused deposition modeling (FDM) process. The resulting thermoset–thermoplastic hybrid specimens were subjected to mechanical testing to evaluate bond strength, while optical and laser scanning microscopy was used to analyze the thermoset–thermoplastic interface and the failure mode.
2. Materials and Methods
2.1. Thermoset Composite Manufacturing
Five thermoset composite plates were fabricated from 12 layers of aerospace-grade epoxy-based unidirectional carbon fiber-reinforced prepreg with a symmetric layup [0, 90, 90, 0, 0, 90]s to minimize residual stresses and prevent warping. Four plates included surface modifications to manufacture different surface textures:
- Peel ply: WELA T0098-105-1470 (yarn type PA 66);
- Steel mesh: PACO stainless steel body weave (wire diameter 0.050 mm, mesh size 0.052 mm);
- PA6 film: Goodfellow Nylon 6 Coil (0.2 mm thickness, melting temperature 220 °C);
- PEI film: Sabic Ultem 1000 film (0.125 mm thickness, glass transition temperature 215 °C).
Peel ply and steel mesh were selected to create undercuts and increase surface area, while the PA6 and PEI films were used to co-cure with the epoxy matrix, thus creating a thermoplastic skin layer. The fifth plate, without surface modifications, served as a reference (tooling surface).
All plates were cured under vacuum in an autoclave at 6 bar and 180 °C for 2 h. Post-curing, peel ply and steel mesh were removed, and 20 × 20 mm specimens were prepared from each plate. All specimens were cleaned with isopropanol and acetone.
To further investigate the impact of surface modifications, additional pre-treatments, which are commonly used in adhesive bonding processes, were applied.
- Grinding: one set of specimens from the reference plate were ground with 1000-grit abrasive paper, followed by cleaning with isopropanol and acetone;
- Cold atmospheric plasma treatment: Another set of specimens from the reference plate, along with a set from the peel ply plate, were treated with cold atmospheric plasma. This treatment was conducted using a plasma device (piezobrush PZ2-o, Reylon Plasma GmbH) mounted on the printhead of a standard FDM 3D printer (Prusa i3 MK3S, Prusa Research s.r.o.). By moving the plasma device along the 3D printer’s axes according to programmed G-code, a reproducible plasma treatment process was achieved across all specimens. The distance between the plasma nozzle and the specimen was 10 mm, and the treatment speed was set to 10 mm/min.
Table 1 provides an overview of all specimens sets and their respective surface modifications and pre-treatments.

Table 1.
Overview of investigated surface modifications.
2.2. Overprinting
Thermoplastic ribs were directly overprinted on the composite specimens using the following:
- PA-CF15: polyamide filament reinforced with 15 wt% short carbon fibers (Fiberthree F3 PA-CF Pro);
- PEI: polyetherimide filament (Sabic Ultem 1010) used exclusively for specimens with a PEI film surface layer.
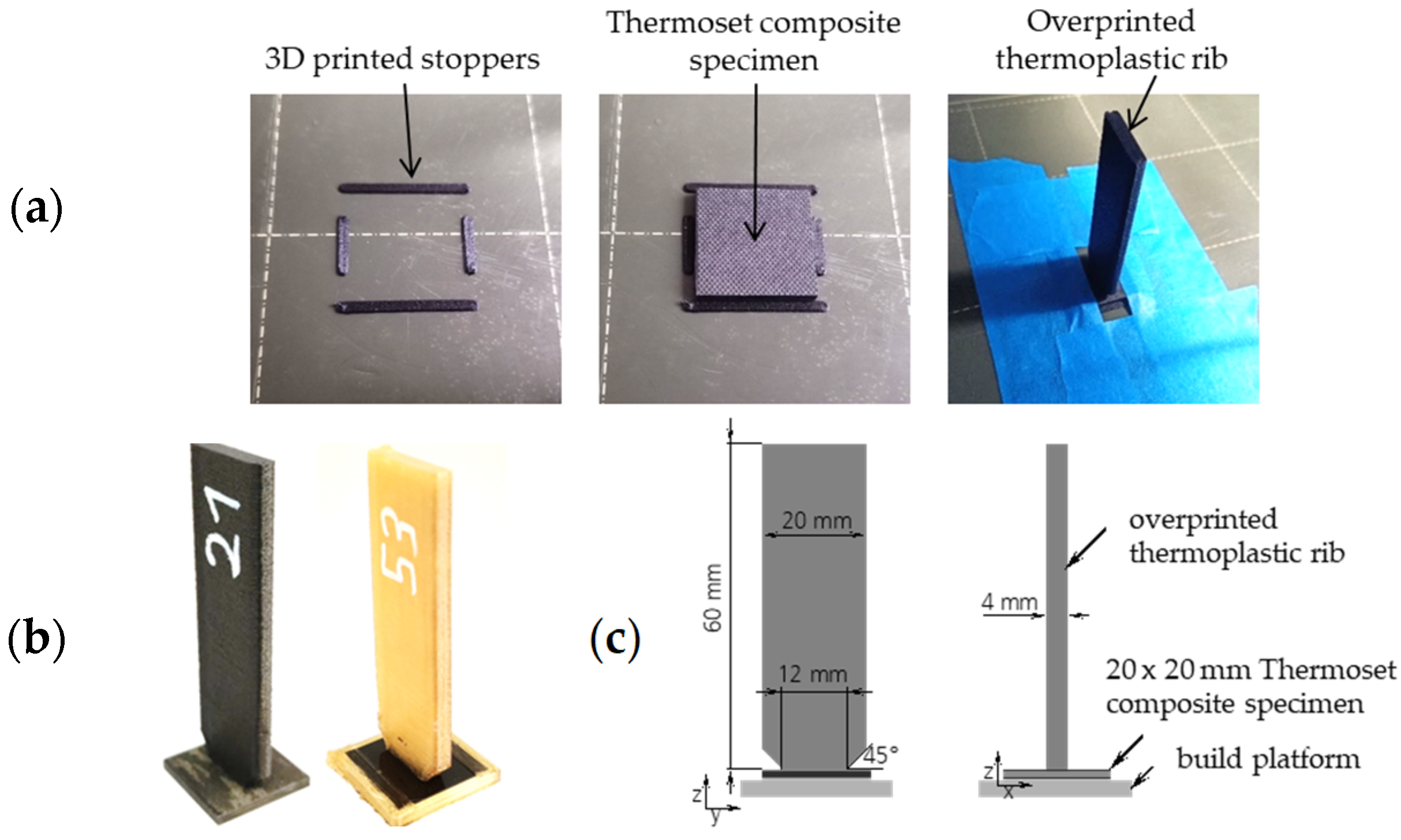
For overprinting, composite specimens were positioned on the preheated build platform of the 3D printer using pre-printed stoppers. Each specimen’s thickness was measured and compensated for in the G-code to maintain a constant nozzle–substrate distance of 0.2 mm across all specimens. After the composite specimen reached the temperature of the build platform, a thermoplastic rib was printed directly onto its surface. Figure 1 shows the sequence of the overprinting process and the geometry of the overprinted ribs.
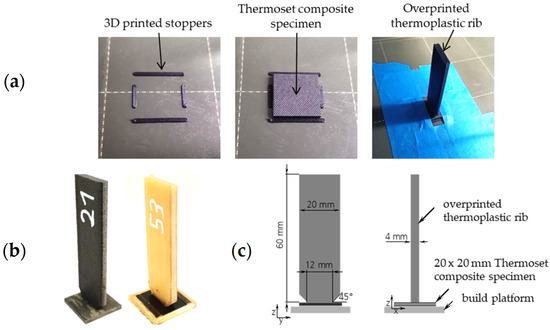
Figure 1.
(a) Sequence of the overprinting process; (b) thermoset–thermoplastic hybrid specimens (left: PA-CF filament, right: PEI filament); (c) dimensions of the overprinted thermoplastic ribs.
Polyamide filament with 15 wt% short carbon fiber reinforcement (PA-CF15, Fiberthree F3 PA-CF Pro) was selected for the overprinting process. However, in the case of the composite plate with the PEI film as a top layer, polyetherimide filament (PEI, Sabic ULTEM 1010) was used in order to be able to form a weld at the specimen surface during overprinting. The printing parameters were set based on the respective material supplier recommendations. For the first layer, which is particularly critical for bond formation, the printing speed and layer height were adjusted to ensure stable deposition during overprinting. Furthermore, in the case of the PA-CF 15 specimen, a higher build platform temperature was selected to increase temperature at the thermoset–thermoplastic interface. Table 2 shows the most relevant parameters for the overprinting process for the two materials.
Table 2.
Overprinting process parameters.
2.3. Characterization
2.3.1. Mechanical Testing
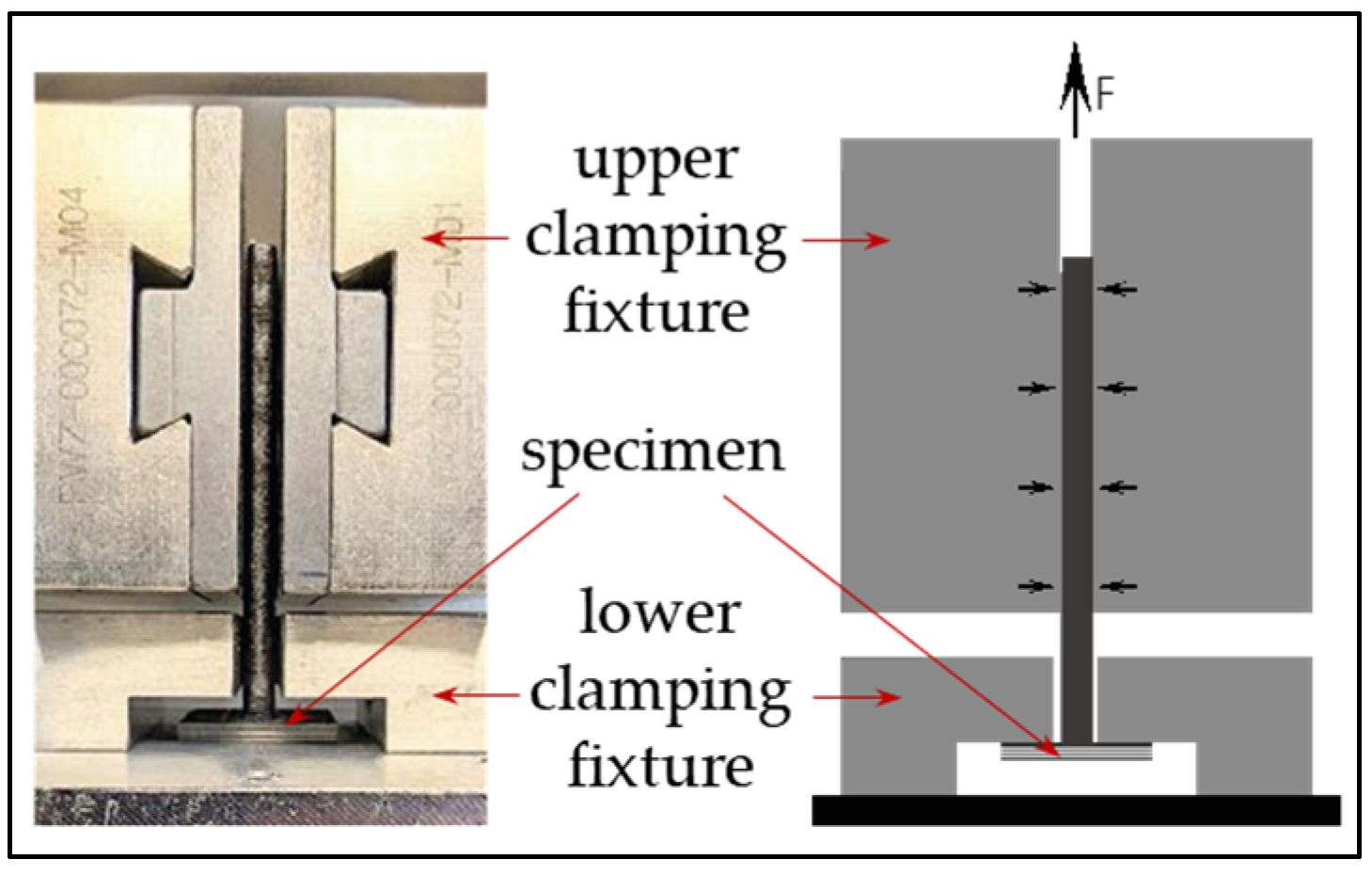
To evaluate the bond strength, a test fixture was developed, which allowed us to pull off the thermoplastic rib from the thermoset substrate. During the test, the maximum load required to pull off the thermoplastic rib from the composite substrate was recorded. The bond strength was calculated by dividing this load by the nominal interface area. Mechanical tests were performed on a Zwick Z005 universal testing machine equipped with a 5 kN load cell. The test speed was set to 1 mm/min. The mechanical testing setup is shown in Figure 2.
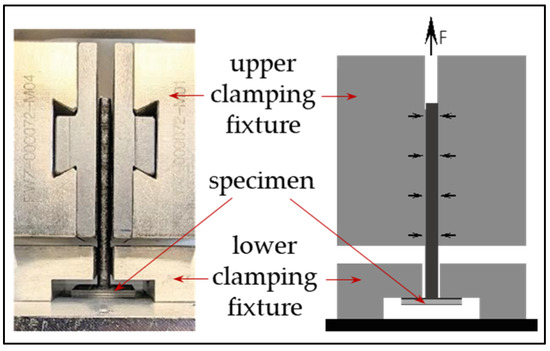
Figure 2.
Test setup for bond strength measurement of thermoset–thermoplastic hybrid specimens.
2.3.2. Microscopy
Prior to overprinting, the 20 × 20 mm thermoset composite specimens (Figure 1a) were analyzed using laser scanning microscopy (Keyence VK X3000, Mechelen, Belgium) with a 5× magnification. Surface scans were performed over a representative area close to the center of the specimens. From these scans, the arithmetical mean height (Sa) for surface roughness and the maximum height (Sz) for surface texture depth were determined based on a 2000 × 2000 µm evaluation area.
After overprinting, the thermoset–thermoplastic interface was examined via optical microscopy (Keyence VHX 1000D with VH-Z100UR lens, Mechelen, Belgium). Specimens were embedded in resin, ground, and polished using a Struers Tegramin 25. Following mechanical testing, fracture surfaces were analyzed optically to determine whether failure occurred in the thermoset composite, the thermoplastic rib, or at the interface.
3. Results
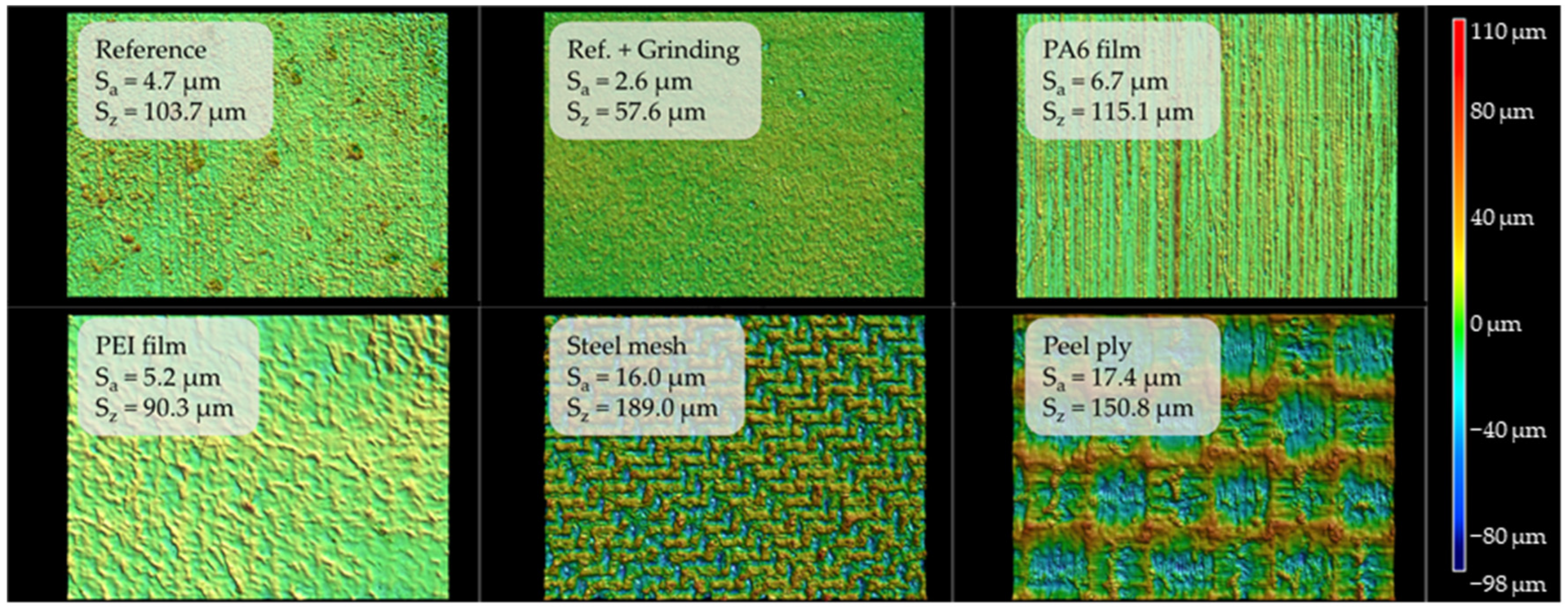
Figure 3 shows typical surface topographies as well as the parameters Sa and Sz for the different surface modifications. The effect of cold atmospheric plasma treatment on the surface topology was considered to be negligible and therefore was not investigated.
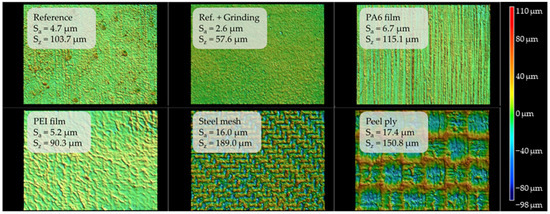
Figure 3.
Representative surface topographies and roughness parameters Sa and Sz for thermoset composite specimens with different surface modifications.
For the reference plate, with its tooling-derived surface, a surface roughness of 4.7 µm was measured. Grinding of this surface with 1000-grit abrasive paper reduced the surface roughness to 2.6 µm by removing protruding areas in particular. The PA6 and PEI film surfaces yielded slightly higher roughness values of 6.7 µm and 5.2 µm, respectively.
As expected, composite plates manufactured with peel ply and steel mesh showed the highest roughness values, reaching 17.4 µm for the peel ply and 16.0 µm for the steel mesh. The distinctive imprints created by these fabrics were evident, with the maximum profile height (Sz) for the steel mesh plate exceeding the layer height of the overprinted material, potentially impacting adhesion.
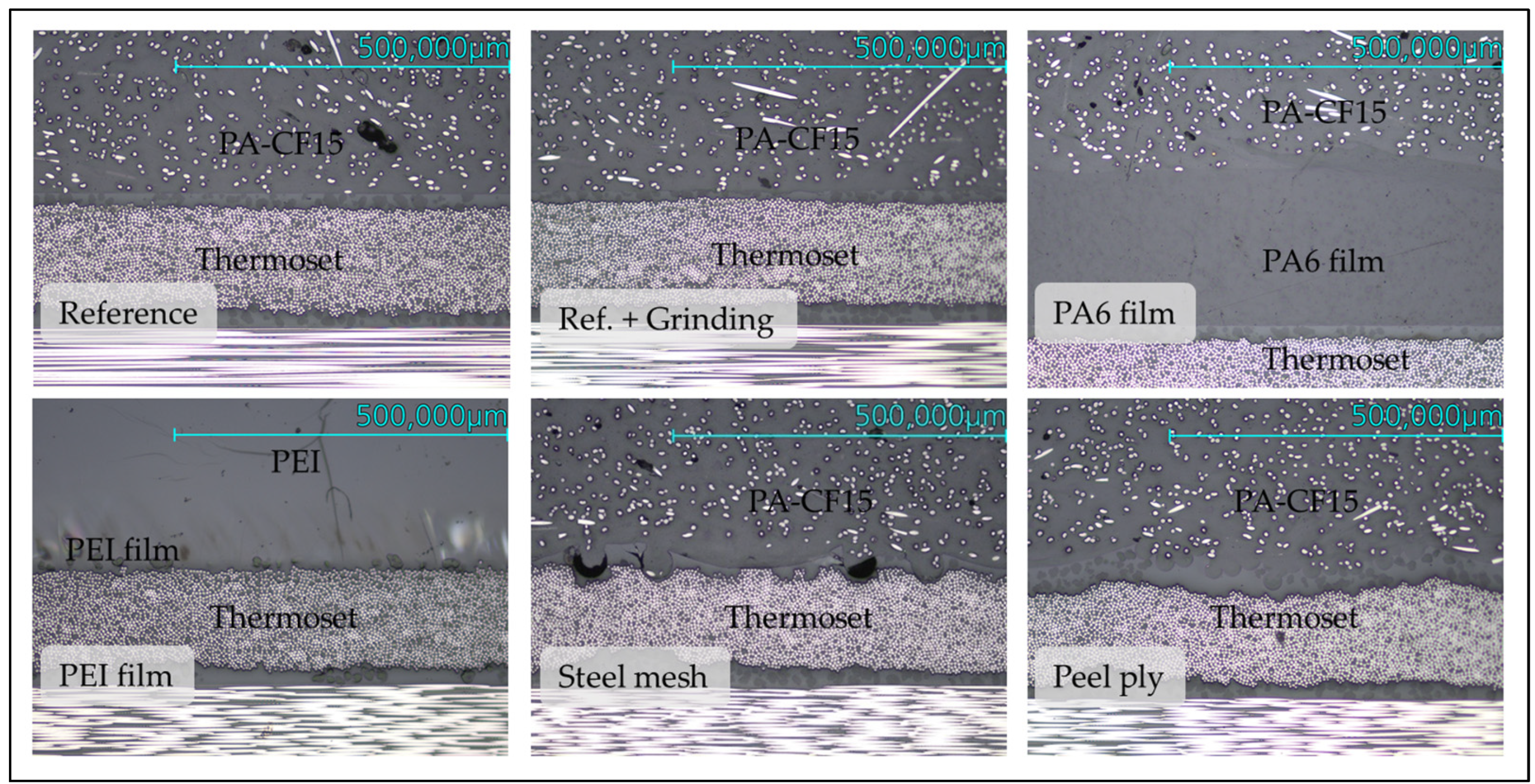
Figure 4 shows cross-section images of overprinted thermoset composite specimens. In the case of the smooth surfaces of the reference and the grinded reference specimens, the overprinted thermoplastic covers the whole surface, without any voids or initial delamination at the thermoplastic–thermoset interface.
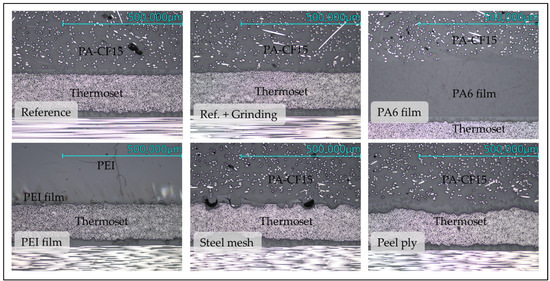
Figure 4.
Microscopy images of the cross-section of overprinted thermoset plates for the different surface modifications.
The same observation can be made for the plate with a peel ply surface regardless of the strongly increased surface roughness and profile height. For the steel mesh plate, however, the cross-section image clearly shows that the deep valleys imprinted by the steel mesh could not be completely filled with thermoplastic material during overprinting. Additionally, cracks were detected in the peaks of the mesh imprint, likely due to the high peel-off forces required to remove the mesh after curing. During microscopic analysis, several such cracks and voids were observed along the whole thermoset–thermoplastic interface.
Regarding the thermoset plates with thermoplastic skin layers, the two films show different behavior. PEI films displayed smooth transitions between the epoxy matrix, the PEI layer, and the overprinted thermoplastic. In contrast, the PA6 films showed clear boundaries between the film and the epoxy matrix.
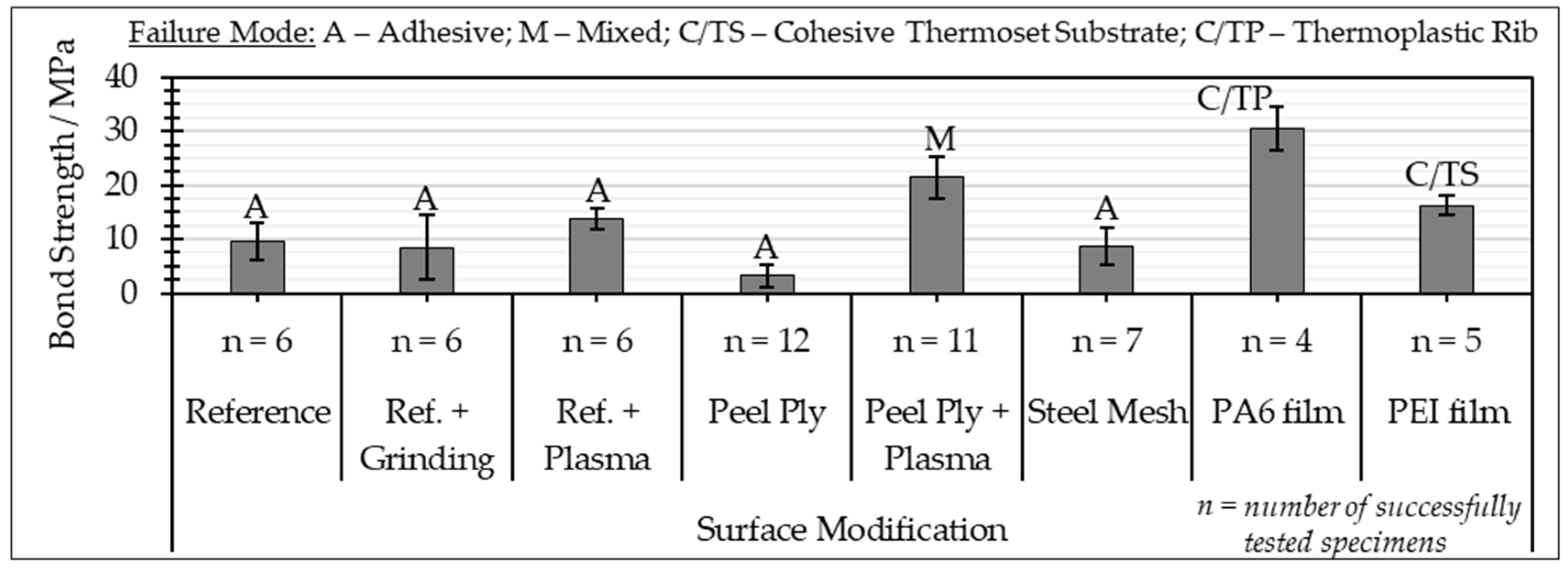
Bond strength values for thermoset–thermoplastic hybrid specimens with different surface modifications are presented in Figure 5 along with the number of successfully tested specimens.
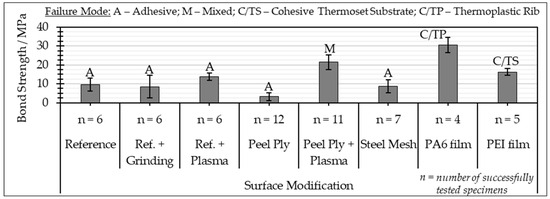
Figure 5.
Bond strength of thermoset–thermoplastic hybrid specimens manufactured by overprinting for different thermoset surface modifications.
For the reference specimens, where PA-CF15 was printed directly onto the untreated surface, an average bond strength of 9.5 ± 3.5 MPa was measured. Fracture analysis indicated solely adhesive failure at the thermoset–thermoplastic interface. Grinding the reference surface reduced the bond strength to 8.4 ± 5.9 MPa with adhesive failure and strongly increased the scattering of the results.
Overprinted specimens with peel ply and steel mesh surfaces exhibited reduced bond strengths of 3.2 ± 2.0 MPa and 8.7 ± 3.4 MPa, respectively. Adhesive failure occurred in both cases.
The cold plasma treatment of the thermoset composite specimens improved the bond strength values. Plasma-treated reference specimens achieved 13.7 ± 1.9 MPa, with a predominantly adhesive failure mode. For plasma-treated peel ply specimens, the bond strength increased significantly to 21.4 ± 3.8 MPa, with the failure mode shifting to mixed adhesive and cohesive failure within both the thermoplastic rib and the composite substrate.
Specimens with the PA6 film as the top layer achieved the highest bond strength of 30.5 ± 4.1 MPa, approximately three times higher than for the unmodified reference specimens. Failure consistently occurred cohesively within the thermoplastic rib, indicating that the bond strength between the thermoset substrate and the thermoplastic rib exceeded the intrinsic strength of the printed thermoplastic material. In contrast, the PEI film specimens achieved 16.2 ± 1.8 MPa, with failure occurring at the interface between the PEI film and the thermoset substrate and within the laminate.
4. Discussion
Grinding removed protruding areas of the surface and reduced the surface roughness without exposing the uppermost fiber layer in the composite. Accordingly, no additional adhesion mechanisms were enabled, and the bond strength did not improve in comparison with the reference series without any surface modification.
By using steel mesh, a surface with strongly increased roughness as well as undercuts was created that could theoretically increase the mechanical adhesion of the printed rib on the thermoset surface. However, the micrographs show pores at the interface and cracks at the surface of the composite. While the pores result from insufficient filling of the microcavities in the thermoset surface by thermoplastic melt during overprinting, the cracks in the peaks of the thermoset surface are probably caused by high peel forces during the removal of the steel mesh. It is assumed that these defects cause a reduction in bond strength compared to the reference series.
Peel ply also created a very rough surface with undercuts, and microscopical images of the thermoset–thermoplastic interface revealed no defects that could negatively impact adhesion. However, the bond strength of these specimens was the lowest in this investigation. Further testing with additional specimens validated these results. A possible explanation for these results could be contamination by residual release agents that could not be removed from the highly structured surface during cleaning.
For cold atmospheric plasma treatment, the increase can be attributed to the chemical activation of the thermoset surface through the introduction of polar chemical groups, which can create hydrogen bonds with the polar polyamide matrix of the overprinted rib [8]. Plasma treatment proved to be particularly effective for the peel ply surface, increasing the bond strength by a factor of seven compared to the untreated peel ply surface while shifting the failure mode from pure adhesive failure to mixed failure. The stronger impact of plasma treatment in the case of the peel ply surface compared to the reference surface could be explained by the strongly increased surface area of the peel ply surface, which allows for more functional groups to be introduced. Furthermore, plasma treatment is also known to have a cleaning effect, potentially removing contaminants that the standard cleaning procedure could not eliminate from the rough peel ply surface [9].
PEI and PA6 thermoplastic films were co-cured with the epoxy resin during crosslinking, thus creating a thermoplastic skin on the thermoset composite. For the PEI film, smooth transitions between the epoxy matrix, the PEI layer, and the overprinted thermoplastic were observed, indicating partial dissolution of the PEI film in the epoxy resin during curing, which is well documented in the literature [10]. In contrast, the PA6 film showed a clear boundary with the epoxy matrix, indicating no dissolution at the given curing temperature, which is also consistent with the literature [11]. During overprinting of these composite specimens, molecular diffusion can occur between the skin layer and the overprinted thermoplastic rib, as is the case in classical polymer welding processes [2].
For the specimens with a PA6 film surface overprinted with PA-CF, this led to exclusively cohesive failure in the thermoplastic rib, indicating that the bond strength of the interface is even higher than 30.5 MPa. Despite the distinct boundary between the PA6 film and the epoxy matrix observed in the micrographs, these results indicate that the film is well bonded to the epoxy matrix, which could be explained by covalent bonding between the matrixes during co-curing as well as hydrogen bond formation [12].
The mechanical testing of specimens with PEI film surfaces revealed premature failure at the PEI film–thermoset interface as well as in the top layers of the thermoset composite. This may be due to thermal damage of the 180 °C curing epoxy matrix of the composite caused by the overprinting process, which required high platform and chamber temperatures of 220 °C and an extrusion temperature of 380 °C in the case of the PEI film.
5. Conclusions
This study demonstrates the feasibility of the additive functionalization of thermoset composites by identifying suitable thermoset surface modification techniques to enhance adhesion between thermoset substrates and overprinted thermoplastics. Surface modifications such as grinding, peel ply, and steel mesh, which targeted mechanical adhesion through surface topography changes, failed to improve bond strength. In contrast, increasing specific adhesion via plasma treatment or co-curing with thermoplastic film layers improved bond strength significantly. Plasma treatment in combination with peel ply increased the bond strength to 21.4 MPa (~2.3× higher than the unmodified reference at 9.5 MPa), while the PA6 thermoplastic films achieved the highest bond strength of 30.5 MPa (~3.2× higher), exceeding the intrinsic strength of the thermoplastic rib. Notably, the integration of thermoplastic films can be easily implemented in conventional composite manufacturing processes, offering a practical pathway for the development of the whole additive functionalization process chain for thermosets. These results lay the groundwork for future research to maximize bond strength, increase reliability, and upscale the process.
Author Contributions
Conceptualization, F.K.; methodology, F.K. and M.K.; software, M.K.; validation, F.K. and M.K.; formal analysis, M.K.; investigation, F.K. and M.K.; resources, F.K.; data curation, F.K.; writing—original draft preparation, F.K.; writing—review and editing, F.K.; visualization, F.K. and M.K.; supervision, F.K.; project administration, F.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Maier, J.; Vogel, C.; Lebelt, T.; Geske, V.; Behnisch, T.; Modler, N.; Gude, M. Adhesion Studies during Generative Hybridization of Textile-Reinforced Thermoplastic Composites via Additive Manufacturing. Materials 2021, 14, 3888. [Google Scholar] [CrossRef] [PubMed]
- Hümbert, S.; Atzler, F.; Voggenreiter, H. Mechanical Characterisation of Bond Formation during Overprinting of PEEK Laminates. Materials 2023, 17, 161. [Google Scholar] [CrossRef] [PubMed]
- Caprais, I.; Joyot, P.; Duc, E.; Deseur, S. Bonding between high-performance polymer processed by Fused Filament Fabrication and PEEK/carbon fiber laminate. ESAFORM 2021 2021. [CrossRef]
- Matkovic, N.; Kupzik, D.; Steidle-Sailer, C.; Friedmann, M.; Fleischer, J. Novel Robot-Based Process Chain for the Flexible Production of Thermoplastic Components with CFRP Tape Reinforcement Structures. Procedia CIRP 2022, 106, 21–26. [Google Scholar] [CrossRef]
- Hümbert, S.; Meth, J.; Fricke, D.; Voggenreiter, H. Modelling of Bond Formation during Overprinting of PEEK Laminates. Materials 2024, 17, 4399. [Google Scholar] [CrossRef] [PubMed]
- Larsen, L.; Endrass, M.; Jarka, S.; Bauer, S.; Janek, M. Exploring ultrasonic and resistance welding for thermoplastic composite structures: Process development and application potential. Compos. Part B Eng. 2025, 289, 111927. [Google Scholar] [CrossRef]
- Bauer, P.; Becker, Y.N.; Motsch-Eichmann, N.; Mehl, K.; Müller, I.; Hausmann, J. Hybrid thermoset-thermoplastic structures: An experimental investigation on the interface strength of continuous fiber-reinforced epoxy and short-fiber reinforced polyamide 6. Compos. Part C Open Access 2020, 3, 100060. [Google Scholar] [CrossRef]
- Ding, Y.; Tang, H.; Shi, W.; He, Q.; Zhai, Z. Enhancement of interfacial strength of overmolded hybrid structures of short fiber reinforced polyamide 6 on continuous fiber reinforced epoxy composites under various surface pretreatments. Polym. Compos. 2022, 43, 1038–1047. [Google Scholar] [CrossRef]
- Liston, E.M.; Martinu, L.; Wertheimer, M.R. Plasma surface modification of polymers for improved adhesion: A critical review. J. Adhes. Sci. Technol. 1993, 7, 1091–1127. [Google Scholar] [CrossRef]
- Bruckbauer, P. Struktur-Eigenschafts-Beziehungen von Interphasen Zwischen Epoxidharz und Thermoplastischen Funktionsschichten für Faserverbundwerkstoffe. Ph. D. Thesis, Universitätsbibliothek der TU München, München, Germany, 2018. [Google Scholar]
- Kim, S.; Kim, J.; Lim, S.H.; Jo, W.H.; Choe, C.R. Effects of mixing temperatures on the morphology and toughness of epoxy/polyamide blends. J. Appl. Polym. Sci. 1999, 72, 1055–1063. [Google Scholar] [CrossRef]
- Deng, S.; Djukic, L.; Paton, R.; Ye, L. Thermoplastic–epoxy interactions and their potential applications in joining composite structures—A review. Compos. Part A Appl. Sci. Manuf. 2015, 68, 121–132. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).