
Intelligent Process Design System for Human–Robot Collaboration in Helicopter Assembly †

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Human–Robot Collaboration in Helicopter Assembly
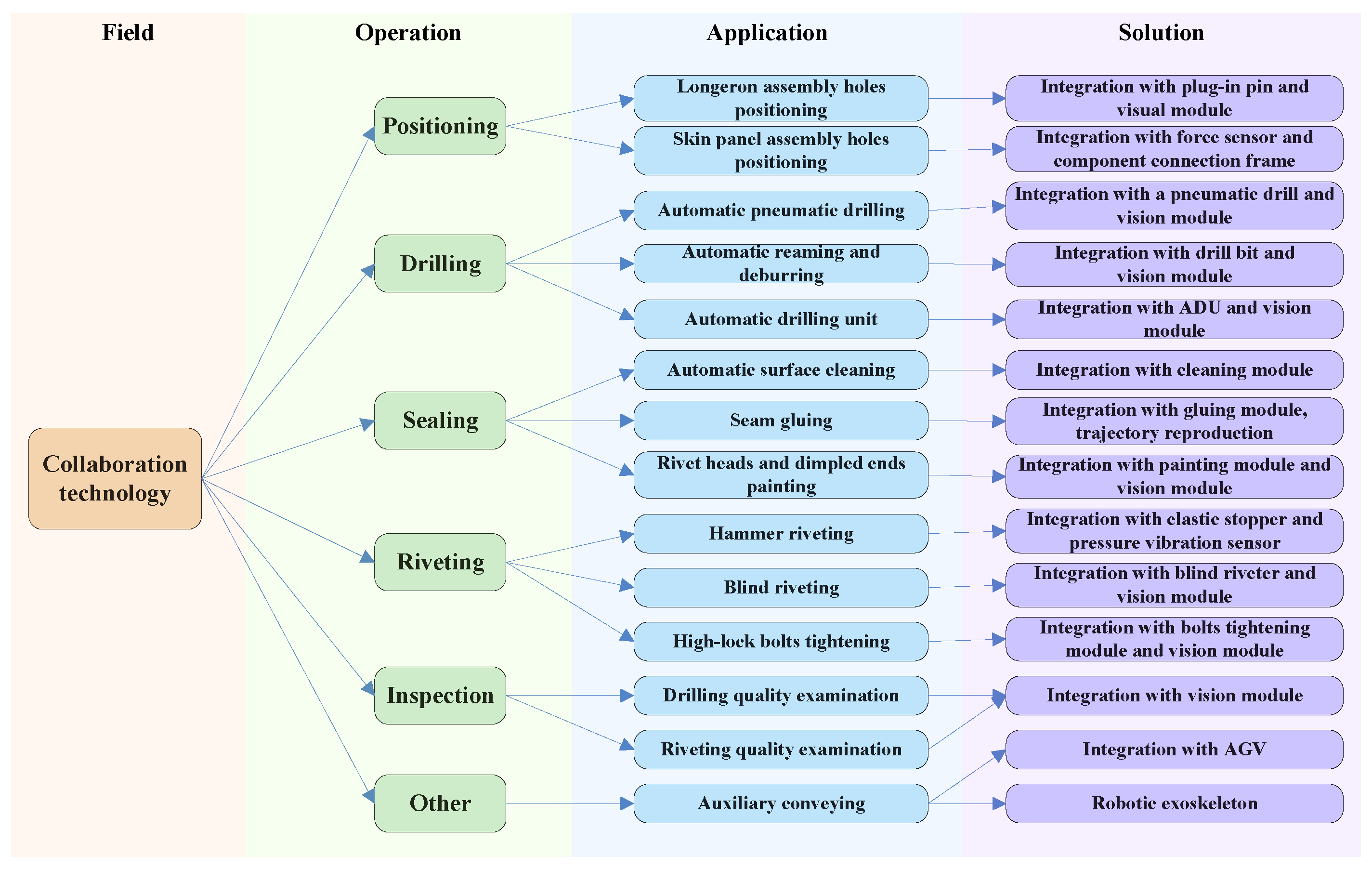
2.1. Collaborative Assembly Framework
2.2. Collaborative Drilling and Riveting
- (1)
- The preparation phase includes the installation and calibration of the robot, vision sensor, and end effectors.
- (2)
- The image recognition unit is used to detect the datum hole and calculate position compensation for the drilling operation. The laser device is used to measure the normal angle offset at the drilling position. If the offset is greater than 0.5 degrees, the robot’s posture is automatically adjusted. If the adjustment fails to achieve the correct posture after three attempts, the system will issue an error alert and pause the operation.
- (3)
- After moving to the drilling position, the drilling spindle mounted at the robot end begins to rotate and feed according to the inputted drilling parameters, and then the chip suction and dust removal unit is activated. Once the spindle reaches the pre-set extension, it begins to retract. When the drill has completely exited the workpiece surface, the chip suction and dust removal unit stop. After the spindle retracts to a proper position, the drilling operation is complete.
- (4)
- A worker manually inserts the rivet into the hole and firmly presses it against the workpiece surface with a rivet hitter held in hand. Guided by the vision unit, the robot moves so that the elastic anvil at the end touches the rivet. The human–robot interaction system sends a start signal to the worker, who then begins the riveting operation. During riveting, the robot’s end effector continuously provides feed force, as measured in real time by the pressure sensor. After several hammerings, the pose adjustment unit measures the position of the anvil and compares it with the initial position to determine the change in rivet height. If the rivet head is up to standard, then the riveting operation at this location is complete; otherwise, riveting continues for several more hammerings until the criterion for the rivet head is reached.
- (5)
- The robot equipped with the end effector moves to the next drilling position calculated by the vision unit, preparing for the next cycle of drilling and riveting.

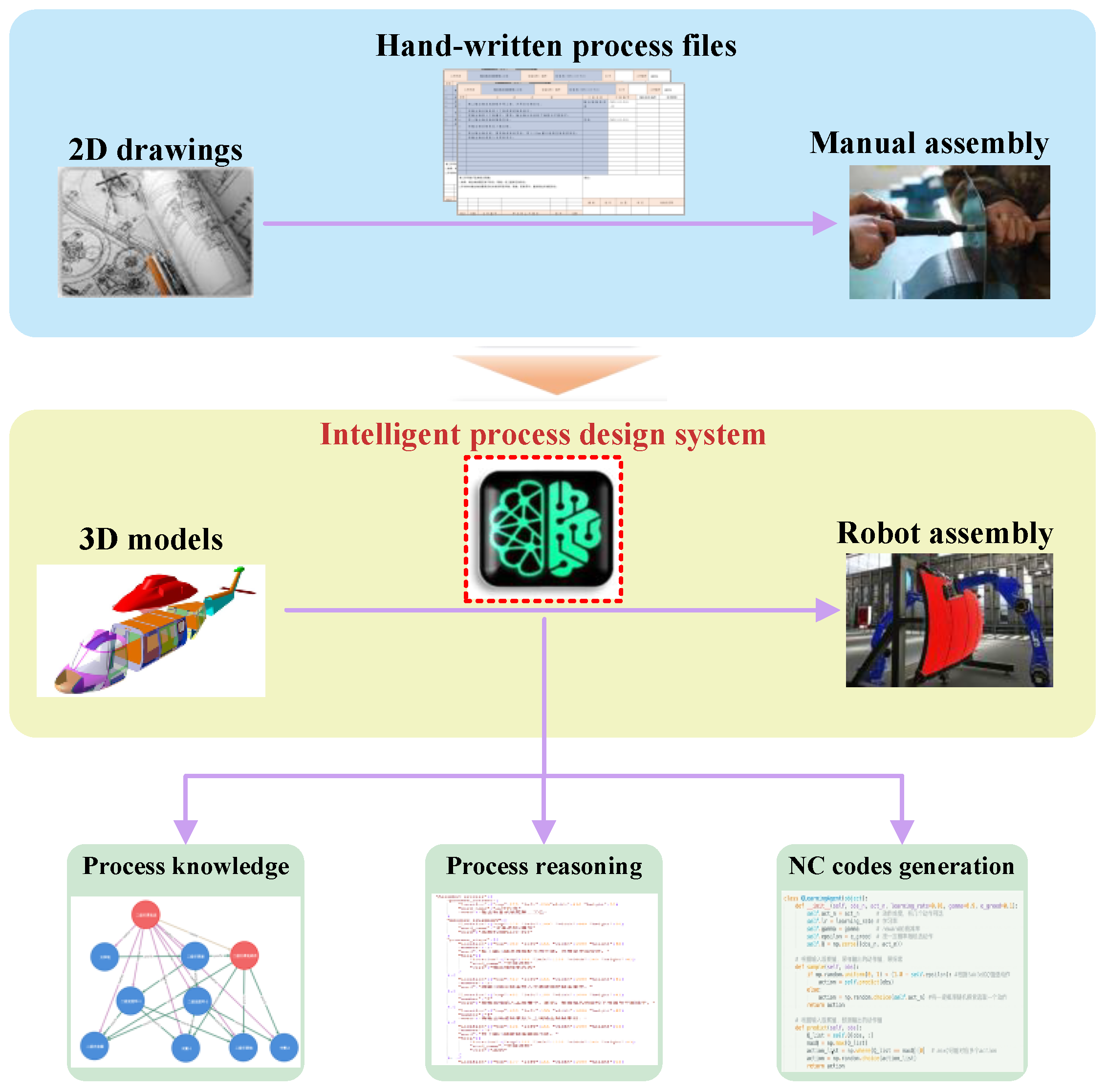
3. Intelligent Process Design System
3.1. System Architecture
3.2. Intelligent Process Design
- (1)
- Technicians determine the process route based on CAD models and extract query parameters from the operation features.
- (2)
- The query parameters are used as screening conditions and are compared with the process templates to determine whether there are similar cases to the assembly process. If so, an appropriate process template is selected as the mathematical model for process reasoning; otherwise, it needs to be redesigned.
- (3)
- A new assembly process design task is created based on the process template, and the process content is decided according to the query parameters. As shown in Figure 5, each object in the process information model generates its attributes through the parameter relationship in the process template. The process design system recommends the versions of devices and provides examples of numerical control programs for technicians to refer to.
- (4)
- On the interactive editing interface, the process inferred by the intelligent design system is revised in a guided manner. After confirmation by the technicians, the structured process data and NC programs are submitted to the process design task database for unified data management.

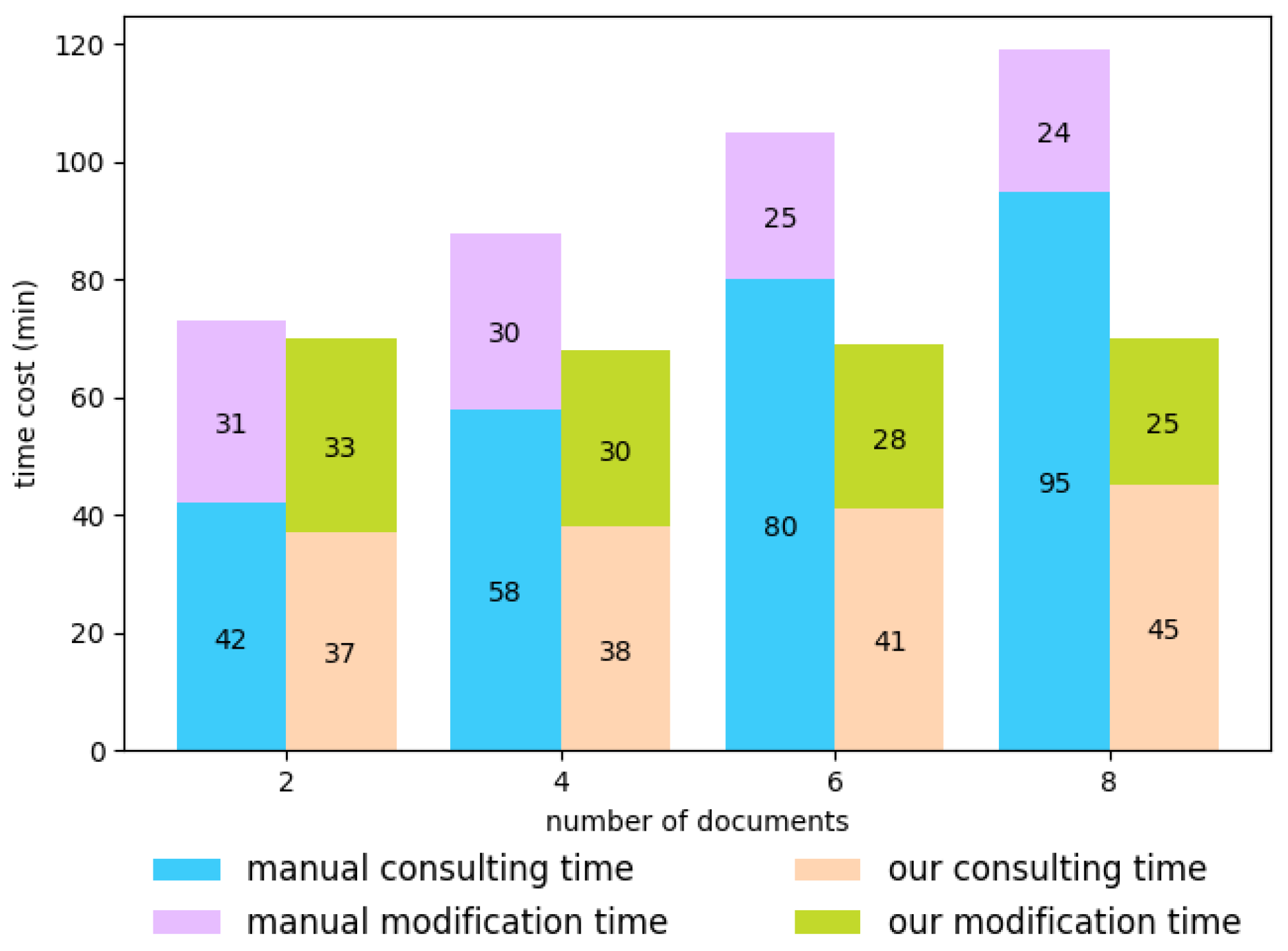
4. Results and Analysis
5. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Waurzyniak, P. Lightweight robots help factories go faster. Manuf. Eng. 2015, 154, 55–64. [Google Scholar]
- Andrea, B.; Dirk, W. Human-robot collaboration: A survey. Int. J. Humanoid Robot. 2008, 5, 47–66. [Google Scholar]
- Besharati-Foumani, H.; Lohtander, M.; Varis, J. Process planning for smart manufacturing systems: A state-of-the-art review. Procedia Manuf. 2019, 38, 156–162. [Google Scholar] [CrossRef]
- Wen, X. Technology foresight research of industrial robot based on patent analysis. J. Data Anal. Inf. Process. 2019, 7, 74–90. [Google Scholar] [CrossRef]
- Airbus Homepage. Available online: https://www.aibus.com/en (accessed on 20 February 2024).
- Fokker Homepage. Available online: https://fokkerservicesgroup.com/news (accessed on 20 February 2024).
- Gao, X.; Mou, W.; Peng, Y. An intelligent process planning method based on feature-based history machining data for aircraft structural parts. Procedia Cirp 2016, 56, 585–589. [Google Scholar] [CrossRef]
- Li, Z.; Deng, Z.; Ge, Z.; Lv, L.; Ge, J. A hybrid approach of case-based reasoning and process reasoning to typical parts grinding process intelligent decision. Int. J. Prod. Res. 2023, 61, 503–519. [Google Scholar] [CrossRef]
- Wang, T.; Chen, Y.; Liu, M. Modeling and application of complex process knowledge for determining parameter. J. Shanghai Jiao Tong Univ. 2021, 55, 1237–1245. [Google Scholar]
- Huang, L. Intelligent process design based on parametric process template. Mach. Tool Hydraul. 2023, 51, 84–89. [Google Scholar]
- Zhuang, C.; Gong, J.; Liu, J. Digital twin-based assembly data management and process traceability for complex products. J. Manuf. Syst. 2020, 58, 118–131. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Zhang, G.; Yun, Q.; Xiong, J. Intelligent Process Design System for Human–Robot Collaboration in Helicopter Assembly. Eng. Proc. 2024, 80, 35. https://doi.org/10.3390/engproc2024080035
Zhang X, Zhang G, Yun Q, Xiong J. Intelligent Process Design System for Human–Robot Collaboration in Helicopter Assembly. Engineering Proceedings. 2024; 80(1):35. https://doi.org/10.3390/engproc2024080035
Chicago/Turabian StyleZhang, Xin, Guoqiang Zhang, Qingwen Yun, and Jun Xiong. 2024. "Intelligent Process Design System for Human–Robot Collaboration in Helicopter Assembly" Engineering Proceedings 80, no. 1: 35. https://doi.org/10.3390/engproc2024080035
APA StyleZhang, X., Zhang, G., Yun, Q., & Xiong, J. (2024). Intelligent Process Design System for Human–Robot Collaboration in Helicopter Assembly. Engineering Proceedings, 80(1), 35. https://doi.org/10.3390/engproc2024080035