

Development of an Automated Downtime System for Small and Medium sized Enterprises †

Abstract
1. Introduction
2. Methods
2.1. Signal Tower Light States
2.2. Conditions
2.3. Data Input
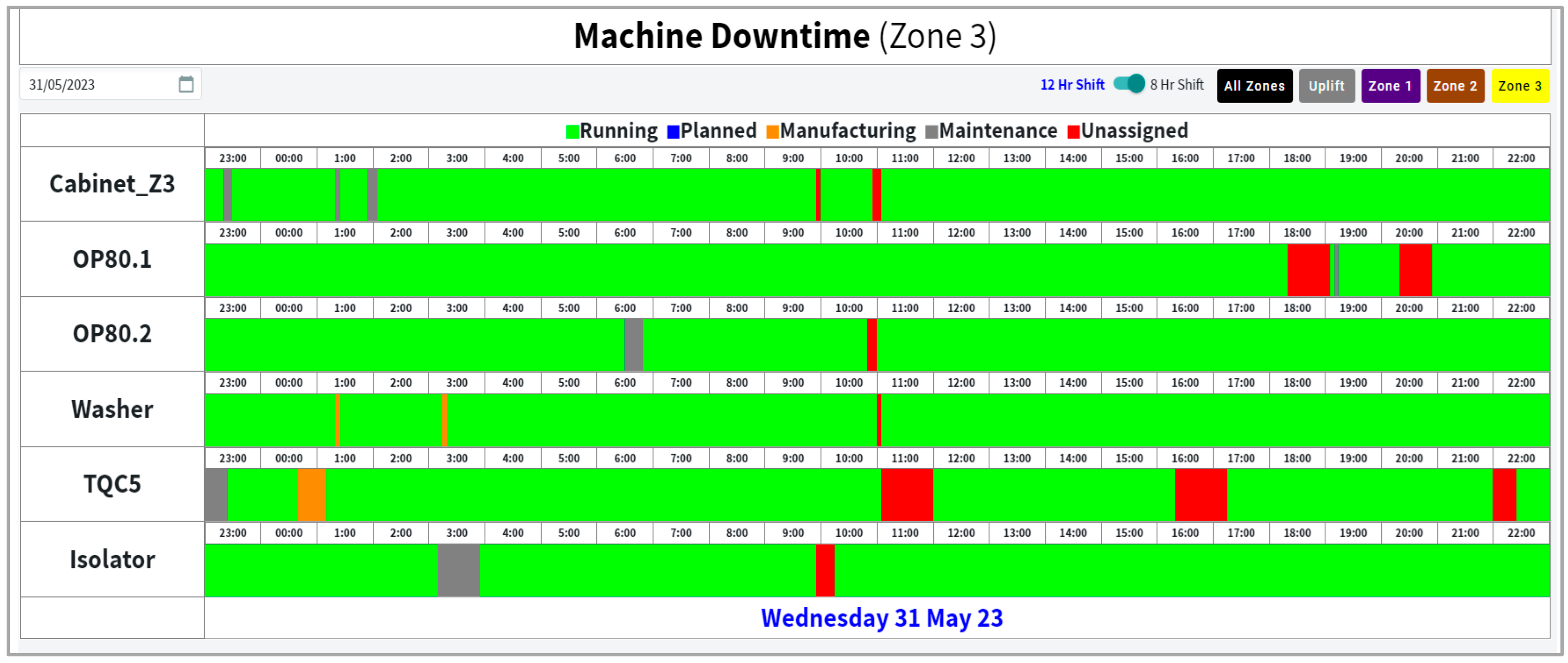
2.4. Interactive User Interface
3. Case Study
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sfar, A.R.; Zied, C.; Challal, Y. A systematic and cognitive vision for IoT security: A case study of military live simulation and security challenges. In Proceedings of the 2017 International Conference on Smart, Monitored and Controlled Cities (SM2C), Sfax, Tunisia, 17–19 February 2017. [Google Scholar]
- Rauch, E.; Linder, C.; Dallasega, P. Anthropocentric perspective of production before and within Industry 4.0. Comput. Ind. Eng. 2020, 139, 105644. [Google Scholar] [CrossRef]
- Mckinsey.com. China’s Industry 4.0 Road. 2018. Available online: https://www.mckinsey.com.cn/%E4%B8%AD%E5%9B%BD%E5%B7%A5%E4%B8%9A4-0%E4%B9%8B%E8%B7%AF/ (accessed on 1 June 2023).
- Williamson, J. Downtime Costs UK Manufacturers £180bn a Year. The Manufacturer. 2017. Available online: https://www.themanufacturer.com/articles/machine-downtime-costs-uk-manufacturers-180bn-year/ (accessed on 1 June 2023).
- Brainboxes Website. 2023. Available online: https://www.brainboxes.com/ (accessed on 1 June 2023).
- RS PRO Red/Green/Amber Signal Tower, 24 V ac/dc. 2023. Available online: https://uk.rs-online.com/web/p/signal-towers/1902868 (accessed on 1 June 2023).
- Node-RED Website. 2023. Available online: https://nodered.org/ (accessed on 1 June 2023).
- Blazor Website. 2023. Available online: https://dotnet.microsoft.com/en-us/apps/aspnet/web-apps/blazor (accessed on 1 June 2023).


{kind=link}
{kind=link}
| Light State (Red, Amber, Green) | Cluster Code |
|---|---|
| Off, Off, On | 001 |
| On, Off, Off | 100 |
| Flashing, Off, On | 201 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Long, A.; Johnston, A.; Soban, D. Development of an Automated Downtime System for Small and Medium sized Enterprises. Eng. Proc. 2024, 65, 2. https://doi.org/10.3390/engproc2024065002
Long A, Johnston A, Soban D. Development of an Automated Downtime System for Small and Medium sized Enterprises. Engineering Proceedings. 2024; 65(1):2. https://doi.org/10.3390/engproc2024065002
Chicago/Turabian StyleLong, Alastair, Andrew Johnston, and Danielle Soban. 2024. "Development of an Automated Downtime System for Small and Medium sized Enterprises" Engineering Proceedings 65, no. 1: 2. https://doi.org/10.3390/engproc2024065002
APA StyleLong, A., Johnston, A., & Soban, D. (2024). Development of an Automated Downtime System for Small and Medium sized Enterprises. Engineering Proceedings, 65(1), 2. https://doi.org/10.3390/engproc2024065002