Abstract
Electrical discharge machining (EDM) and its variant methods are used to fabricate three-dimensional and complex geometrical features from micro level to nano dimensions. Researchers have successfully experimented with high-strength alloys and composite materials, finding wide applications in defense, automobile, and medical industries to shape precision micro-grooves (straight, tapered, and angular-based). Motion-type EDM methods (when the tool electrode is moving) utilize capabilities to rotate the tool electrode or work material to manufacture grooves (applications included in the micro-electronics sector, aircraft engines, and diffraction gratings). In the present investigation, experimental studies were performed to fabricate the grooves of high-strength NI-based alloy using the EDM electrode (cylindrical in shape) using Taguchi’s L-18 orthogonal array. SEM studies were performed at different magnifications to check and analyze the recast layer formation on the surface of the groove at different parametric settings. The analysis of the effect of input parameters was tested on machine performance responses viz. MRR, EWR, and surface roughness. This was revealed, and the optimum levels of process parameters were analyzed, showing the best surface finish with a maximum metal removal rate after analyzing using SEM. The MRR was found to increase with an increase in the thickness of the disk electrode (0.1–0.6) at all parametric settings. Also, roughness increased with an increase in the current settings from 6 to 12 A. SEM analysis depicts that groove thick ness at the bottom (565 µm) and top of the groove (1.14 mm).
1. Introductory Theory
EDM is a high-end machining process commonly referred to as thermal-erosion progression [1,2,3,4]. Researchers investigate the machinability of nickel-based superalloys using EDM. The authors analyze the surface integrity and microstructure, such as the machined surface, including the formation white/recast layer [5]. The stimulus of changed process parameters on the white layer thickness was studied, providing insights into optimizing the machining parameters for enhanced EDM performance [6]. Few studies were focused on Inconel 718, a widely used Ni-based superalloy; this research investigates the white layer formation during wire EDM [7]. The authors discovered the characteristics of Ti-6Al-4V with rotary ultrasonic-assisted EDM [8]. The manufacturing and formation of typical geometrical features is also a challenging task for various researchers. It has been identified in various studies that the EDM process provides a better response to the machining of such types of alloys [9,10,11].
2. Materials Section
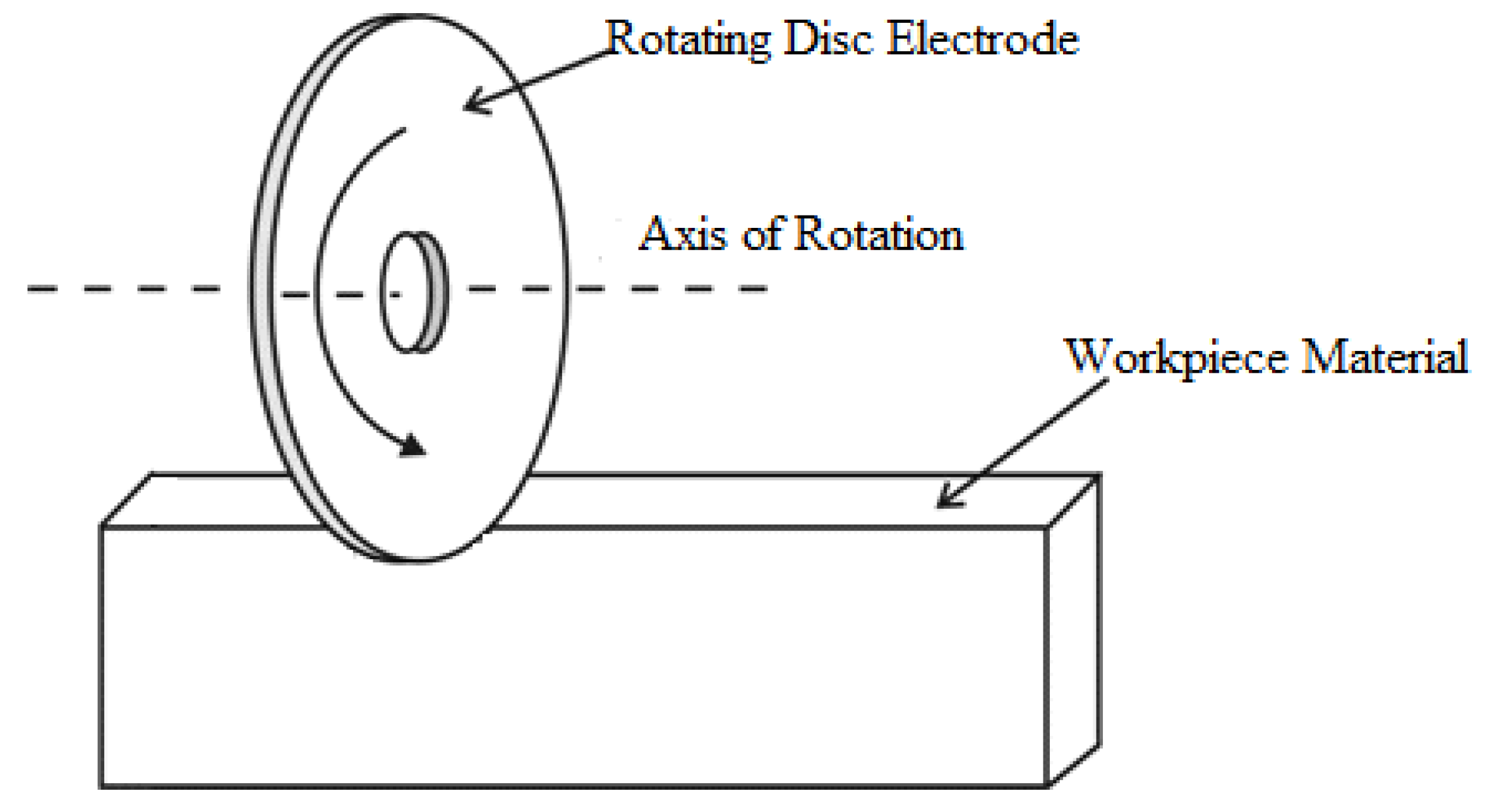
The dimensions of the workpiece material (Ni-based) considered were 45 × 34 × 2 mm. The experimental investigations were performed using a Cu disk-shaped electrode, as shown in Figure 1. The technical specifications of CNC-EDM are listed in Table 1.
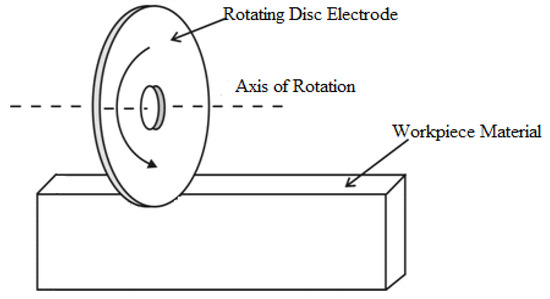
Figure 1.
Schematic line diagram of experimental process.

Table 1.
Technical specifications of conventional EDM.
3. Taguchi’s Optimization Technique
The present study was chosen after considering the following criteria, namely the number of factors and their levels. Accordingly, experimentation was performed based on L18 (21 × 35), with six columns and eighteen rows. The authors suggest that Taguchi’s technique is a useful tool to conduct the experiment, which reduces the time and cost of the machining process [12,13]. Numerous investigations using variants of EDM techniques are utilized for the machining of high-strength alloys [14,15,16,17,18]. The parametric investigation levels are presented in Table 2.
Table 2.
Experimental parameters and their levels.
4. Methods for Experimental Planning
The experimental planning was implemented on CNC-EDM, Model S-25 (maximum current setting—50 A), and the following make: Sparkonix, Pune, India, fortified with an ISOPULSE P50 generator. Table 3 presents Taguchi’s experimental design matrix (L18) for parameter optimization.
Table 3.
Taguchi’s experimental design matrix (L18) for parameter optimization.
5. Results and Analysis
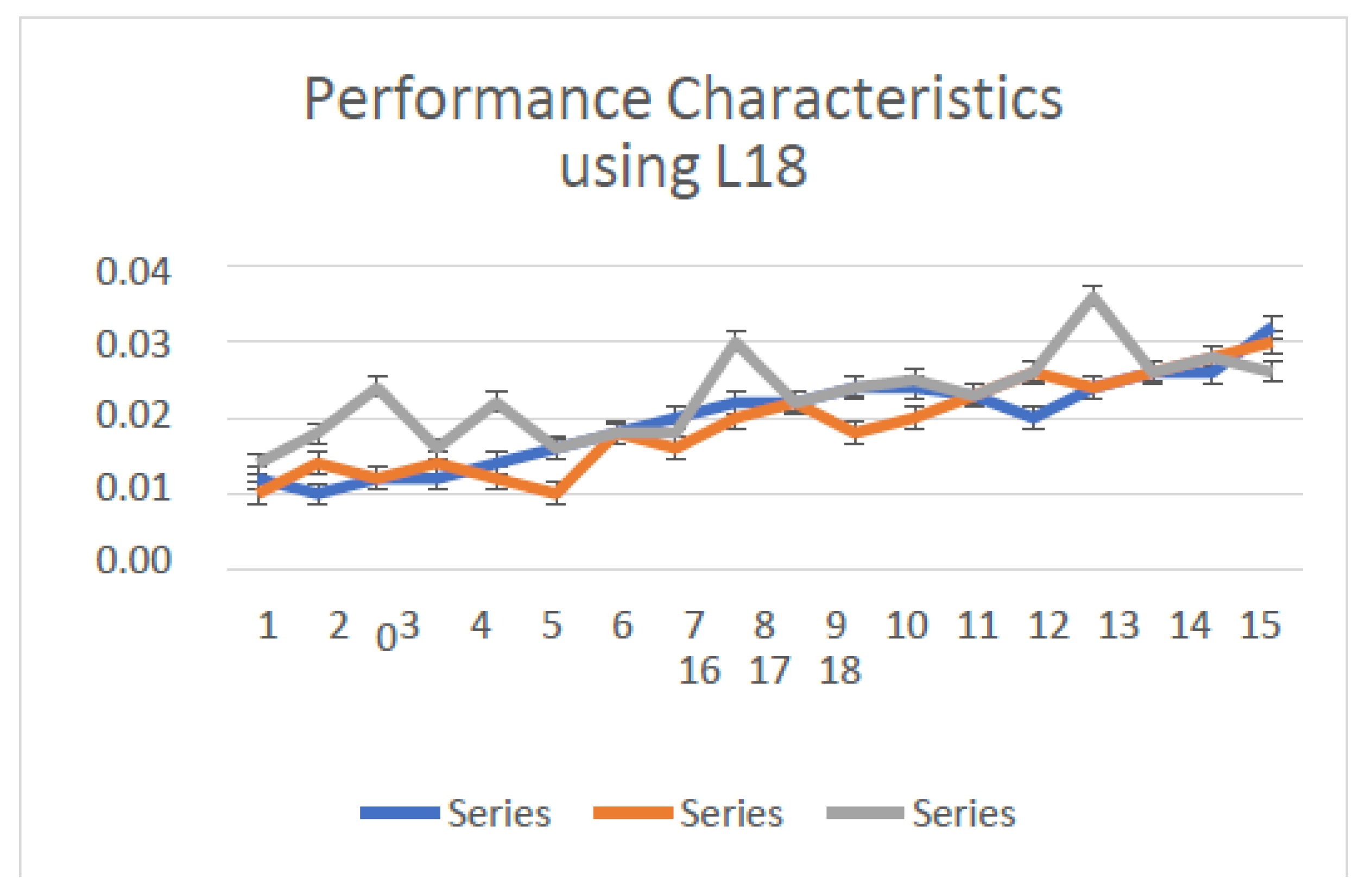
The experimental runs were performed based on L-18 OA by setting the levels assigned in each step. The depth of the cut for grooves machined on the workpiece material was taken as 1.24 mm and was controlled by the servo head of the EDM. An increased current value and pulse-ON time values adversely affected the surface roughness [19]. This could be due to the higher amount of melting of the work material that took place at an increased current (high-discharge energy). Experimental investigations revealed that at the higher rotational speed of the tool electrode, a centrifugal force generated within the dielectric fluid increased the MRR, as shown in Figure 2. However, this promoted instability in the discharge, leading to unstable sparks and straightness.
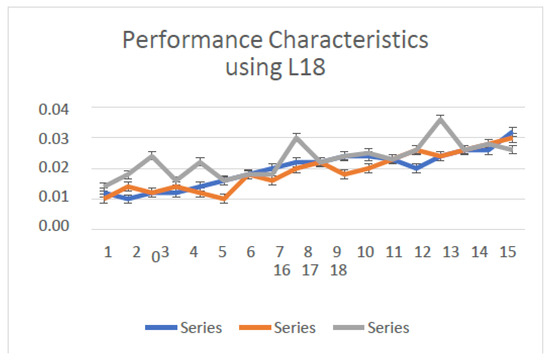
Figure 2.
Performance characteristics using the L18 orthogonal array MRR (g/min).
6. Scanning Electron Microscopy (SEM) Analysis
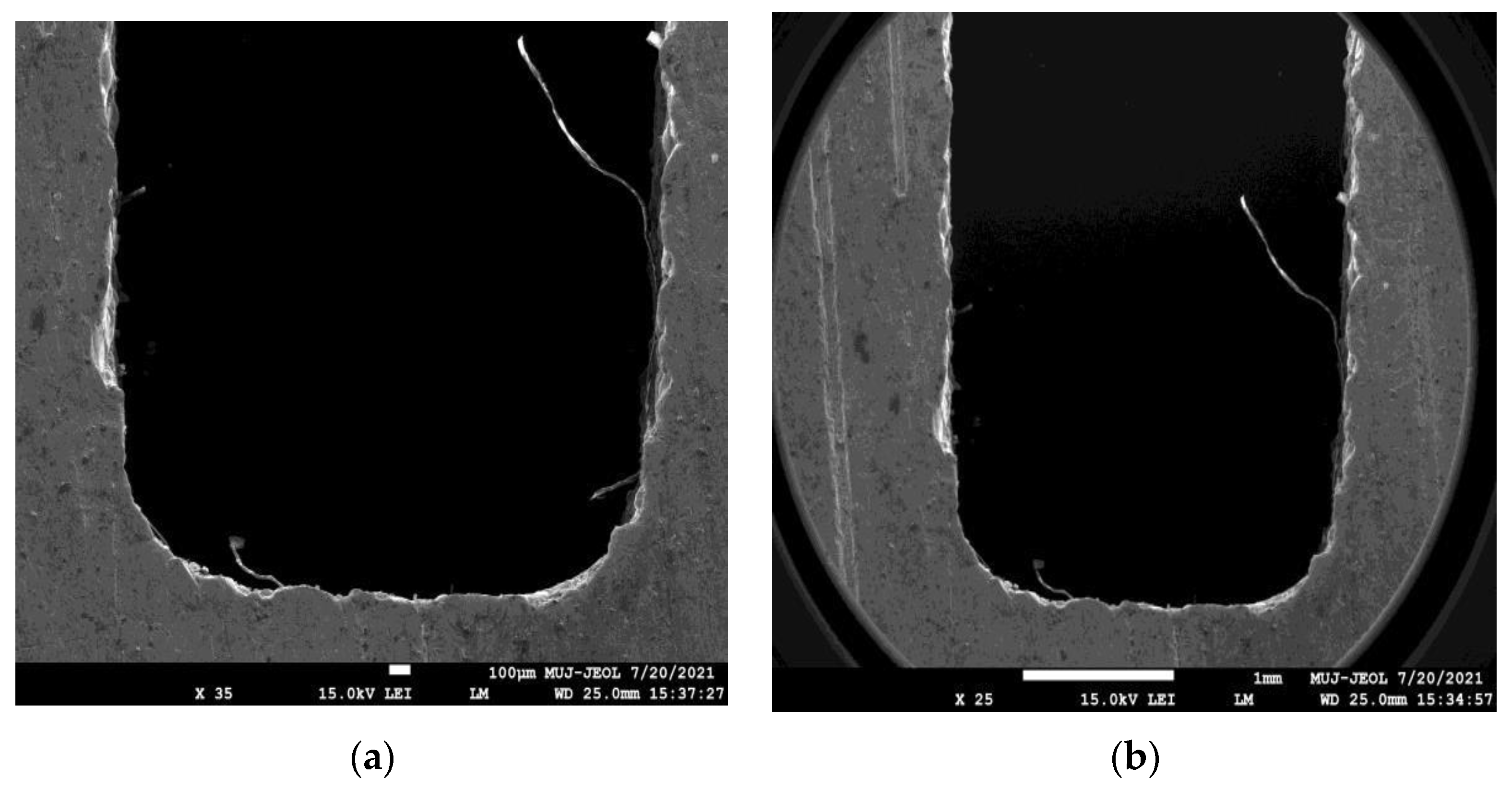
SEM images viz. the appearance of the cut groove, bottom part, and the machined surface were seen. The appearance of the grooves indicates a slight straightness, showing the proper distribution of spark levels during EDM. As observed from Figure 3a, the tool electrode with a larger thickness led to the larger formation of a re-solidified layer obtained after EDM, thus making the machining unstable. Figure 3b predicts the corrected dimensional accuracy formed by the tool electrode with less thickness. This could be due to the lower impact of the current values and the pulse-ON time’s low rpm ranges for the tool electrode movements.
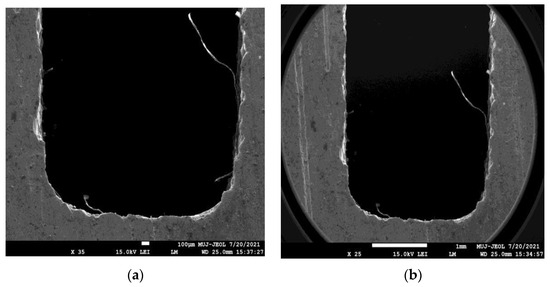
Figure 3.
(a,b) SEM micrographs of external appearance.
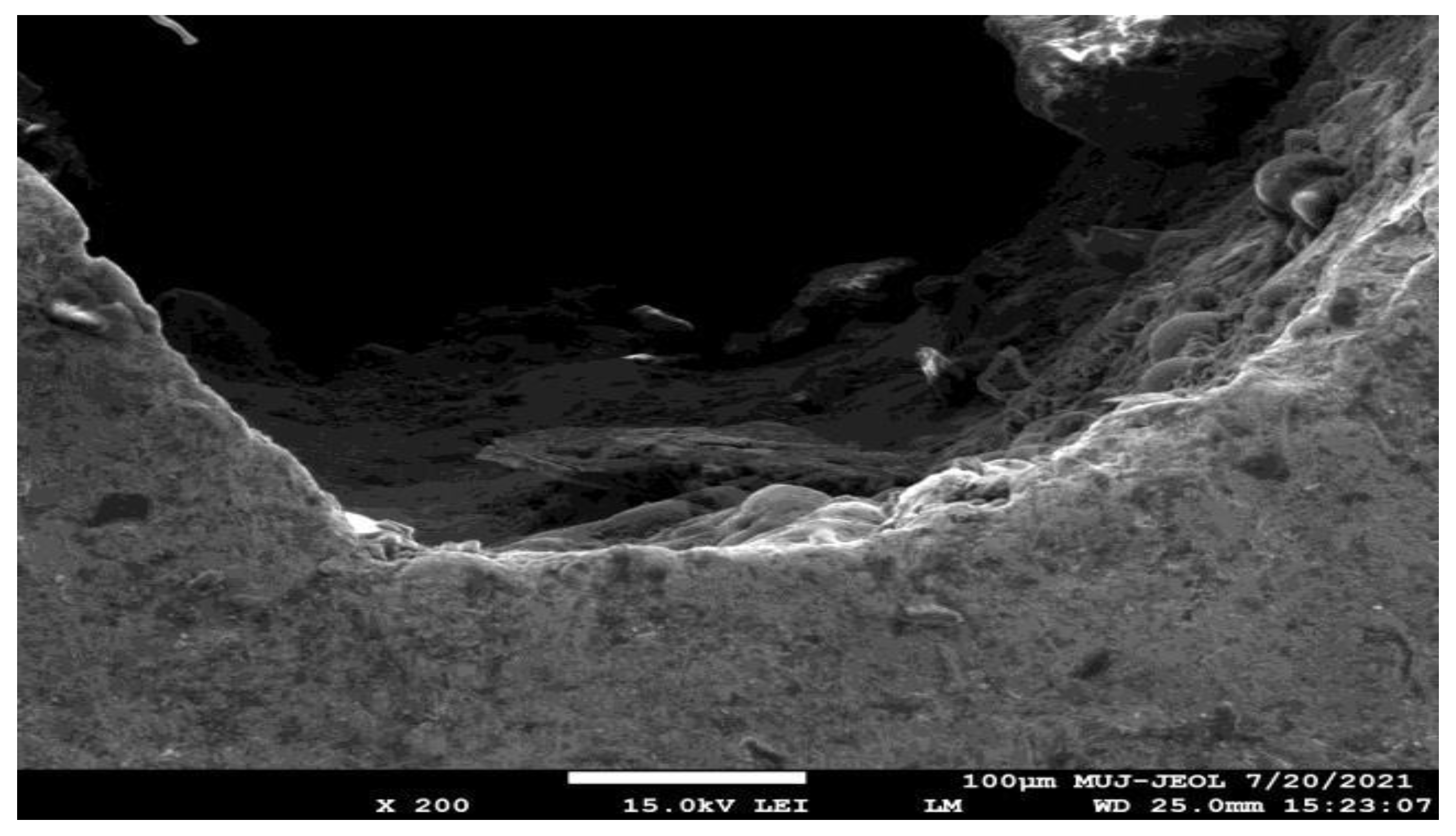
Figure 4 depicts the formation of a layer formed after each setting of the machining process parameters. This white layer is unstable in nature, leading to poor mechanical properties. The graph also revealed that a few formations of cracks/micro-cracks are formed after each EDM setting.
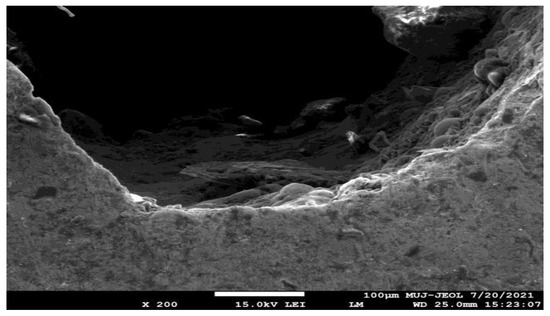
Figure 4.
SEM micrograph (200×) of the bottom of the groove material.
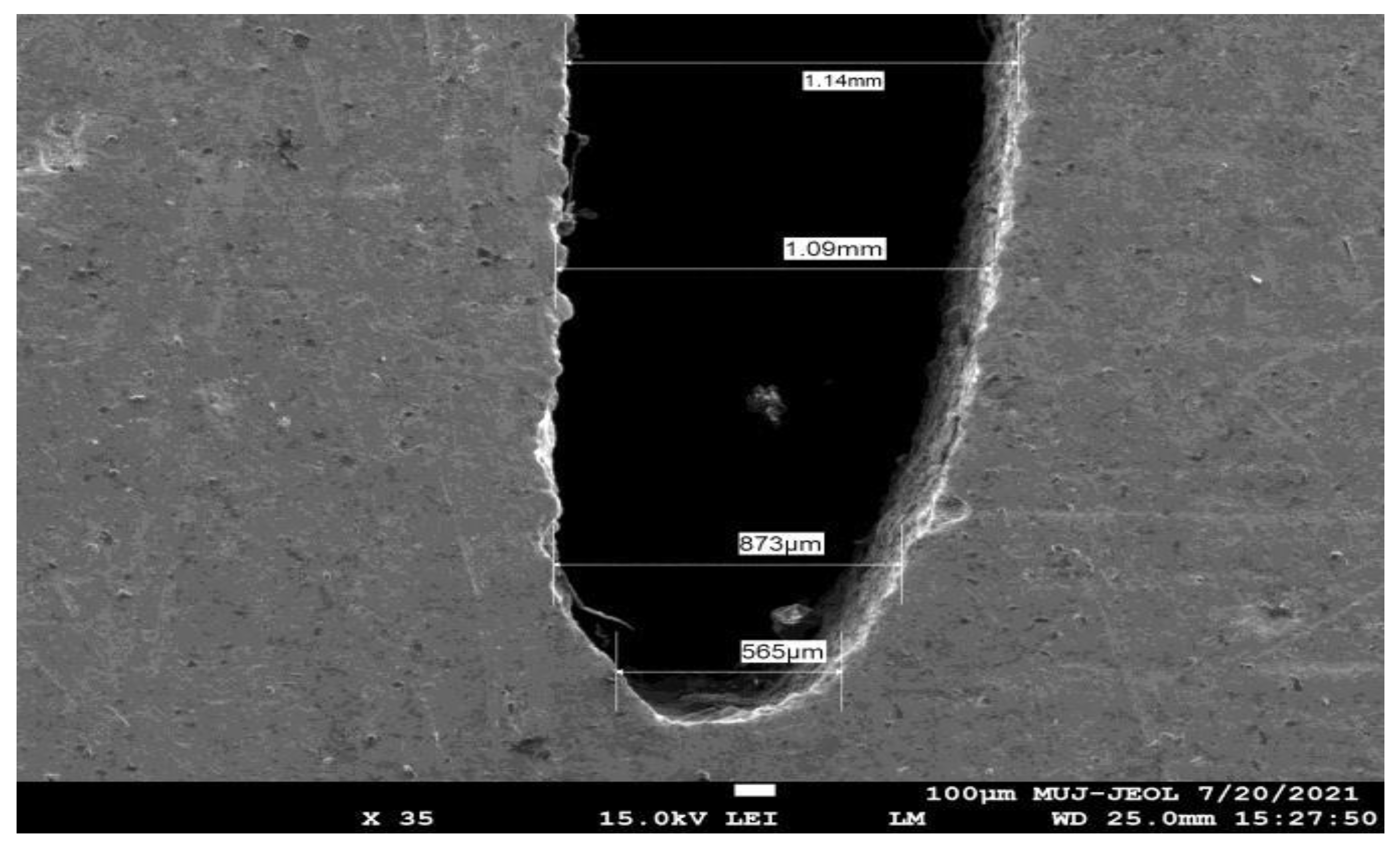
Figure 5 shows the micrograph of the formed groove after the EDM process. The sample was measured four times from the top of the cut to the bottom of the groove. It was seen after measurements using the SEM machine tool that the overcut value was highest (873 microns) at the third position and least at the top of the groove (1.14 μm). This could be due to the prone effect of the tool electrode thickness within the dielectric fluid at the bottom of the groove as a greater quantity of debris formed [20,21].
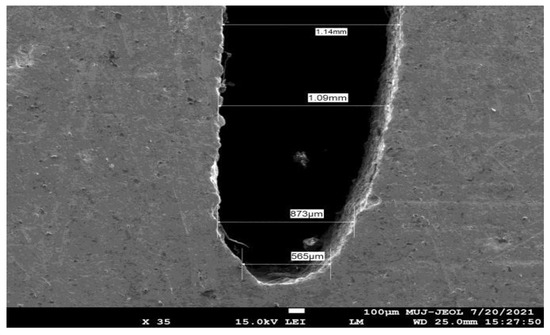
Figure 5.
SEM micrograph of the groove with measured thickness.
7. Conclusions
The improved performances of groove manufacturing using the rotary EDM technique are ascribed in the present examination due to its operative flushing capability viz., due to the rotary force of the copper disk electrode. However, the grander rotational speed can also reduce the machining performances as the SEM analysis of the machined work material depicts the white layer along with its fluctuating thickness for different levels of the process parameters. It has evidently been seen from the analysis that a greater effect is marked by the current and pulse-ON values augmented, which hinders the formation of the white layer. In addition, unstable sparks lead to a deviation in the straightness of the groove formed and seen after experimentations. SEM graphs are one of the versatile ways to analyze machined materials. A blackish carbon deposit existed and was seen on the plane of the disk, resulting in the increased weight of the Cu disk and less DEWR at higher rotational speeds, viz. 120 rpm for the disk electrode. Surface roughness was heightened with an increase in the peak current settings, viz. 6 to 12 A. This is directly related to the normal seepage energy, which generated a large amount of heating while melting and vaporizing the work material within the localized work specimen.
Author Contributions
Contribution of the literature review for the present research, A.G. and A.P.; Designing of the table and graphs, R.W. and A.P.; Investigation of the SEM graphs, V.J. and A.P.; Experimentations and writing the results analysis, A.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Goyal, A.; Pandey, A.; Rahman, H.U.R. Present and future prospective of shape memory alloys during machining by EDM/wire EDM process: A review. Sadhana—Acad. Proc. Eng. Sci. 2022, 47, 217. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, D.; Zhang, B. An experimental investigation on surface characteristics and material removal mechanism of Ti-6Al-4V in rotary ultrasonic-assisted electro-discharge machining. Int. J. Adv. Manuf. Technol. 2018, 94, 4153–4161. [Google Scholar]
- Kumar, R.; Pandey, A.; Sharma, P. Electrical discharge machining of Inconel 718 using cryo-processed rotary Cu-electrode. J. Sci. Ind. Res. 2020, 79, 691–695. [Google Scholar]
- Kumar, R.; Pandey, A.; Sharma, P. Investigation of Surface Roughness for Inconel 718 in Blind Hole Drilling with Rotary Tool Electrode. J. Adv. Manuf. Syst. 2019, 18, 379–394. [Google Scholar] [CrossRef]
- Kumar, R.; Pandey, A.; Sharma, P. Analysis of dimensional accuracy (Over cut) and surface quality (roughness) in electrical discharge machining of inconel-718 alloy. Mater. Sci. Forum 2019, 969, 644–649. [Google Scholar]
- Pandey, A.; Kumar, R. Some studies using Cryogenically treated Rotary Cu-tool electrode Electrical Discharge Machining. Proc. Mater. Today 2018, 5, 7635–7639. [Google Scholar] [CrossRef]
- Goyal, A.; Pandey, A.; Sharma, P. An experimental study of aerospace material during fabrication of V groove using WEDM. Int. J. Mech. Prod. Eng. Res. Dev. 2017, 7, 249–258. [Google Scholar]
- Singh, S.; Pandey, A. Some studies into electrical discharge machining of Nimonic75 super alloy using rotary copper disk electrode. J. Mater. Eng. Perform. 2013, 22, 1290–1303. [Google Scholar] [CrossRef]
- Jhamb, S.; Goyal, S.K.; Pandey, A.; Verma, M.N. Mechanical, Wear, and Degradation Behavior of Biodegradable Mg-x% Sn Alloy Fabricated through Powder Mixing Techniques. J. Mater. Eng. Perform. 2022, 32, 7123–7133. [Google Scholar] [CrossRef]
- Goyal, A.; Pandey, A.; Sharma, P.; Kumar, R.; Namdev, S. Performance study of surface integrity of Inconel 625 by DoE approach during WEDM machining. In Optimization Methods in Engineering: Select Proceedings of CPIE; Springer: Singapore, 2019; pp. 337–348. [Google Scholar]
- Goyal, A.; Pandey, A.; Sharma, P. Machinability of Inconel 625 aerospace material using cryogenically treated WEDM. Solid State Phenom. 2017, 266, 38–42. [Google Scholar]
- Jhamb, S.; Matai, M.; Goyal, A.; Pandey, A. A comprehensive analysis on magnesium-based alloys and metal matrix composites for their in-vitro biocompatibility. Adv. Mater. Process. Technol. 2022, 3, 1249–1282. [Google Scholar] [CrossRef]
- Goyal, A.; Pandey, A.; Sharma, P.; Sharma, S.K. Study on Ni-based super alloy using cryogenic treated electrode by Taguchi methodology. Mater. Today Proc. 2017, 4, 2068–2076. [Google Scholar] [CrossRef]
- Khan, A.; Gokul, A.K.; Bharani Dharan, M.P.; Jeeva Karthikeyan, R.V.S.; Uthaya Kumar, M.S.; Thirumalai Kumaran, S.; Duraiselvam, M. Machinability of nickel-based alloys using electrical discharge machining process. IOP Conf. Ser. Mater. Sci. Eng. 2018, 346, 012044. [Google Scholar] [CrossRef]
- Rohmat, Y.; Pradana, A.; Ferara, A.; Aminnudin, A.; Wahono, W.; Ching Jang, J.S. The Effect of Discharge Current and Pulse-On Time on Biocompatible Zr-based BMG Sinking-EDM. Open Eng. 2020, 10, 401–407. [Google Scholar]
- Mouralova, K.; Zahradnicek, R.; Benes, L.; Prokes, T.; Hrdy, R.; Fries, J. Study of Micro Structural Material Changes after WEDM Based on TEM Lamella Analysis. Metals 2020, 10, 949. [Google Scholar] [CrossRef]
- Saini, A.; Singh, D. The effect of coating morphology on anti-corrosion behavior of modified alumina coating over aluminum alloy. Prot. Met. Phys. Chem. Surf. 2021, 57, 995–1001. [Google Scholar] [CrossRef]
- Saini, A.; Singh, D.; Agarwal, D.C.; Dhayal, V. Structural Characterization and Protective Properties of Spray-Deposited Titania Coating Obtained from Oxime-Modified Titanium (IV) Precursor. Prot. Met. Phys. Chem. Surf. 2022, 58, 615–622. [Google Scholar] [CrossRef]
- Yavari, S.; Modabberifar, M.; Sheykholeslami, M.R. An experimental investigation of electro discharge machining parameters effects on ferromagnetic properties of extra-low-carbon steel. J. Magn. Magn. Mater. 2022, 549, 169041. [Google Scholar] [CrossRef]
- Chakmakchi, M.; Ntasi, A.; Mueller, W.D. Effect of Cu and Ti electrodes on surface and electrochemical properties of Electro Discharge Machined (EDMed) structures made of Co-Cr and Ti dental alloys. Dent. Mater. 2021, 37, 588–596. [Google Scholar] [CrossRef] [PubMed]
- Mohapatra, S.; Sahoo, A.K. Comparative study of Inconel 601, 625, 718, 825 super-alloys during Electro-Discharge Machining. Mater. Today Proc. 2022, 56, 226–230. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).