
Cooling Simulation on Woven Polyester by Finite Elements for Improving Quality Inspection †

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Methodology and Thermal Simulation
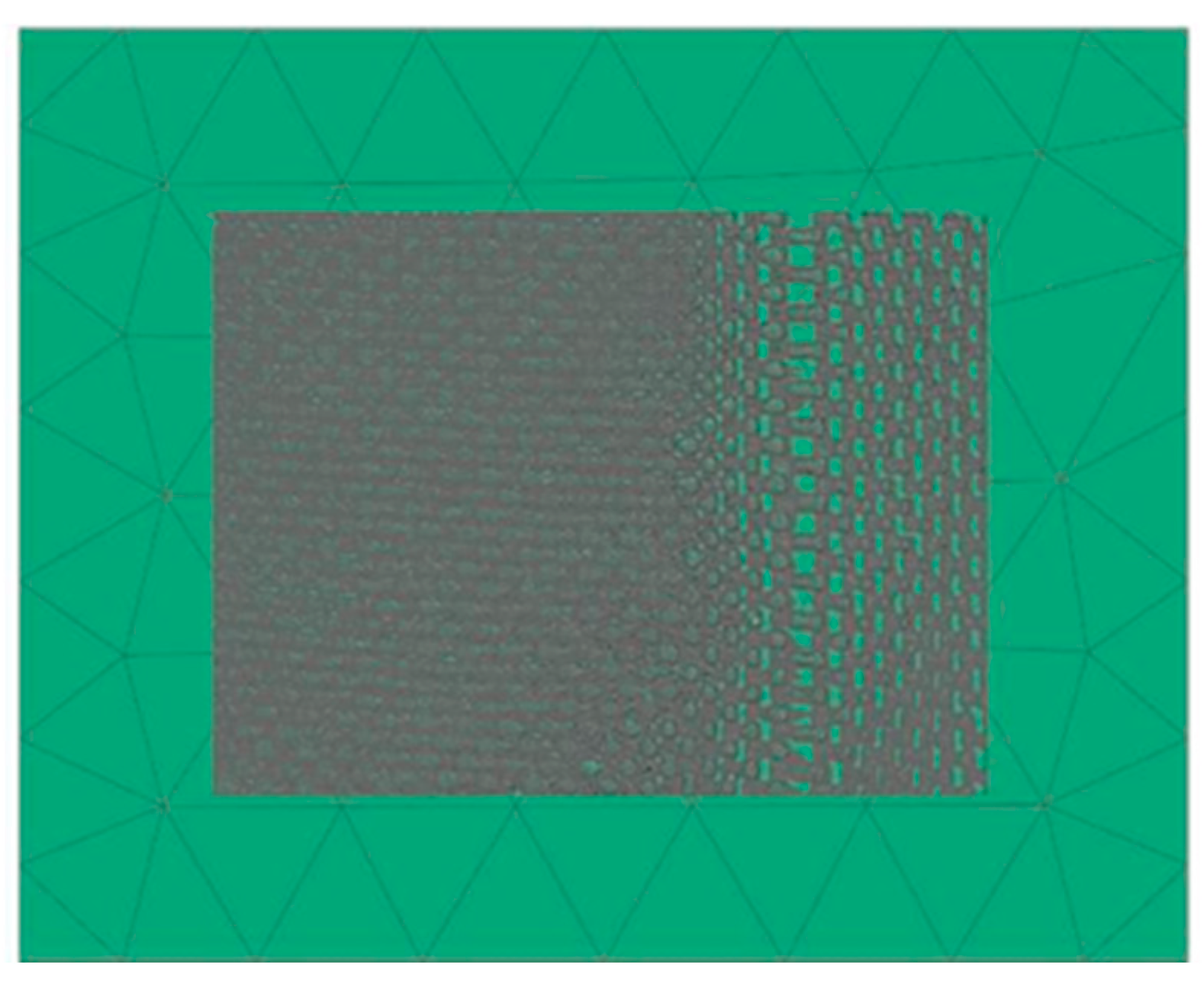
2.1. Modelling a Textile and Its Surface
2.2. Simulation Solver and Parameters
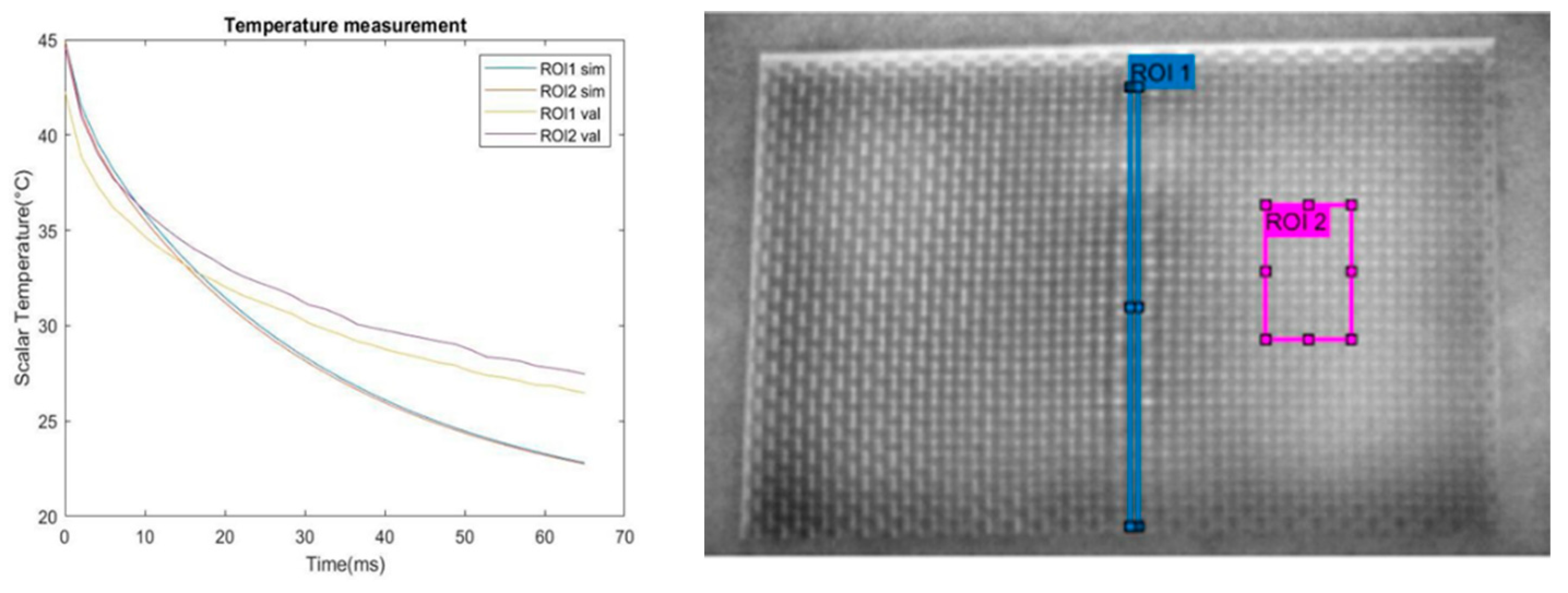
2.3. Infrared Measurements
- -
- Resolution of 640 × 512 pixels;
- -
- Sample rate of 20 frames/s;
- -
- Warm-up time of 3 s by means of 2 × 2 kW halogen lamps;
- -
- Cool-down time of 8 s.
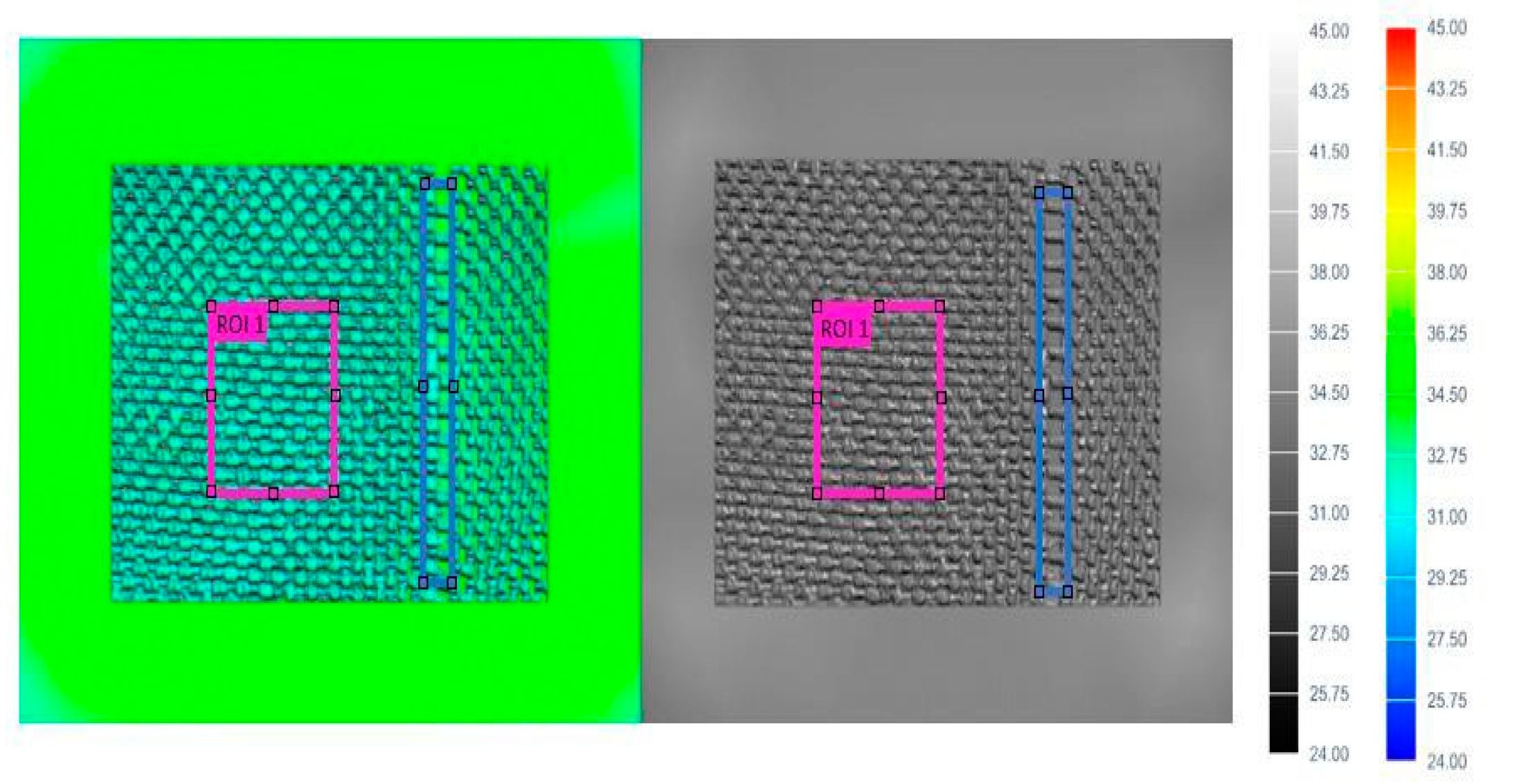
3. Results and Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Heirmans, R.; De Moor, O.; Verspeek, S.; De Vrieze, S.; Ribbens, B.; Vanneste, M.; Steenackers, G. Improving Quality Inspection of Textiles by an Augmented RGB-IR-HS-AI Approach. Eng. Proc. 2021, 8, 21. [Google Scholar] [CrossRef]
- Jhanji, Y.; Gupta, D.; Kothari, V.K. Thermo-physiological properties of polyester–cotton plated fabrics in relation to fibre linear density and yarn type. Fash. Text. 2015, 2, 16. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
| Material | Thermal Conductivity λ | Thermal Absorptivity | Thermal Resistance | Heat Flax Density |
|---|---|---|---|---|
| Pure Polyester | 0.05 W/mK | 47.5 ± 2.02 W/m2K | 27.74 ± 0.63 Km2/W | 0.0088 ± 0.00025 W/m2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Steenackers, G.; Heirmans, R.; Verspeek, S.; De Vrieze, S.; Vanneste, M.; Ribbens, B. Cooling Simulation on Woven Polyester by Finite Elements for Improving Quality Inspection. Eng. Proc. 2023, 51, 27. https://doi.org/10.3390/engproc2023051027
Steenackers G, Heirmans R, Verspeek S, De Vrieze S, Vanneste M, Ribbens B. Cooling Simulation on Woven Polyester by Finite Elements for Improving Quality Inspection. Engineering Proceedings. 2023; 51(1):27. https://doi.org/10.3390/engproc2023051027
Chicago/Turabian StyleSteenackers, Gunther, Ritchie Heirmans, Simon Verspeek, Sander De Vrieze, Myriam Vanneste, and Bart Ribbens. 2023. "Cooling Simulation on Woven Polyester by Finite Elements for Improving Quality Inspection" Engineering Proceedings 51, no. 1: 27. https://doi.org/10.3390/engproc2023051027
APA StyleSteenackers, G., Heirmans, R., Verspeek, S., De Vrieze, S., Vanneste, M., & Ribbens, B. (2023). Cooling Simulation on Woven Polyester by Finite Elements for Improving Quality Inspection. Engineering Proceedings, 51(1), 27. https://doi.org/10.3390/engproc2023051027