
The Performance of Hydrated Lime Derived from Industrial Brine Sludge Waste in Spray Dry Scrubbing of SO2 †


{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results and Discussion
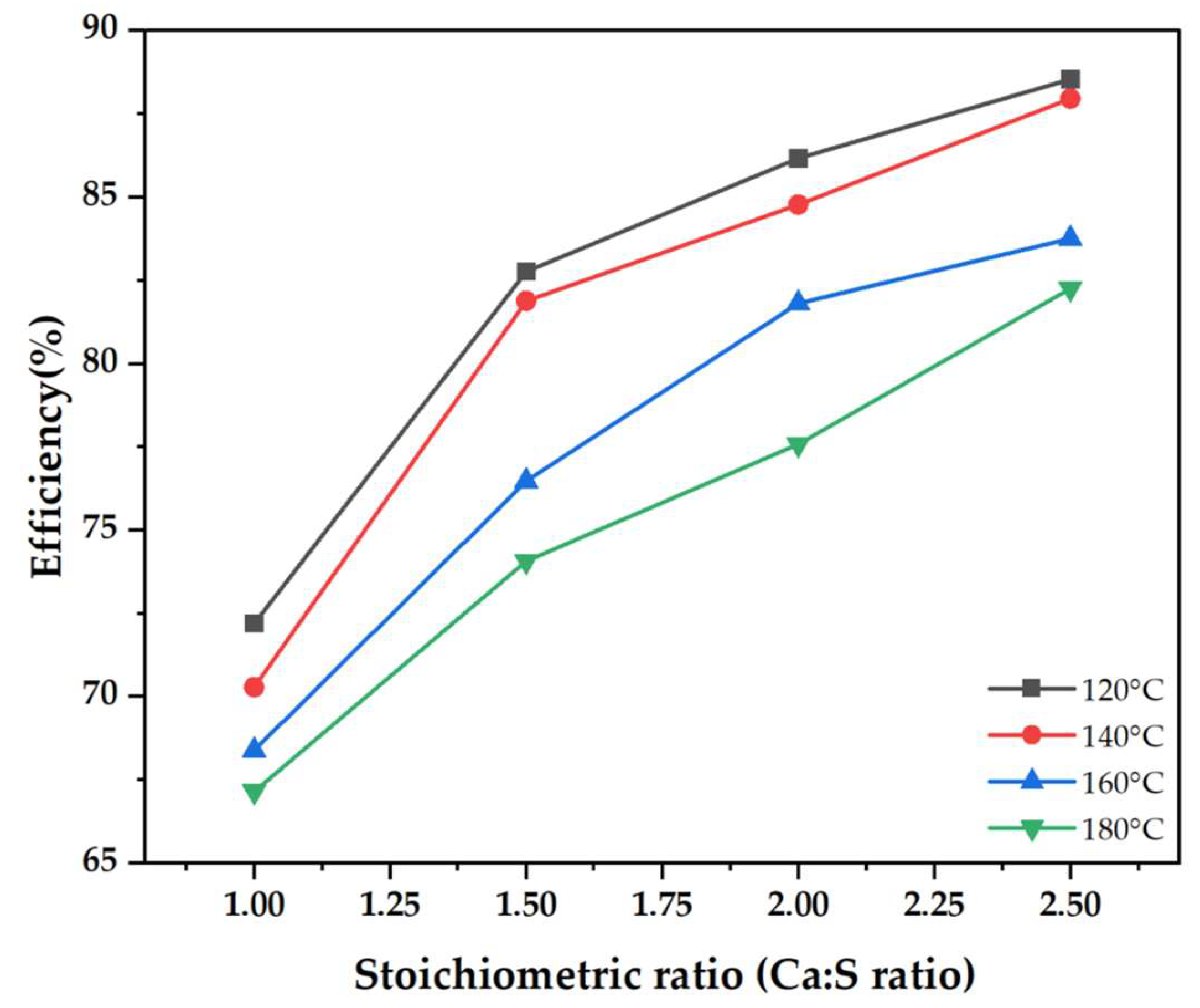
3.1. Effect of Inlet Flue Gas Temperature and Stoichiometric Ratio
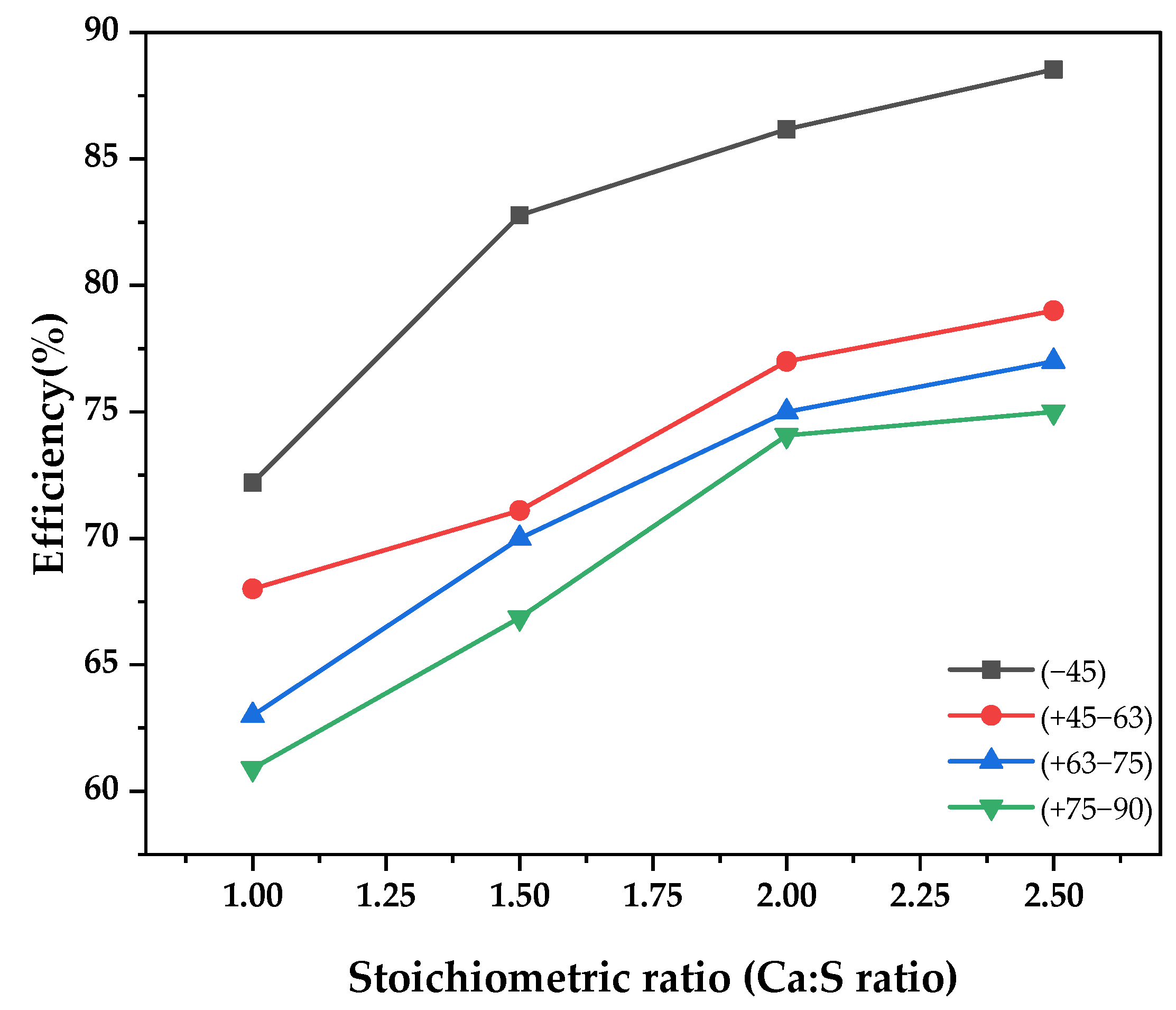
3.2. Effect of Sorbent Particle Size
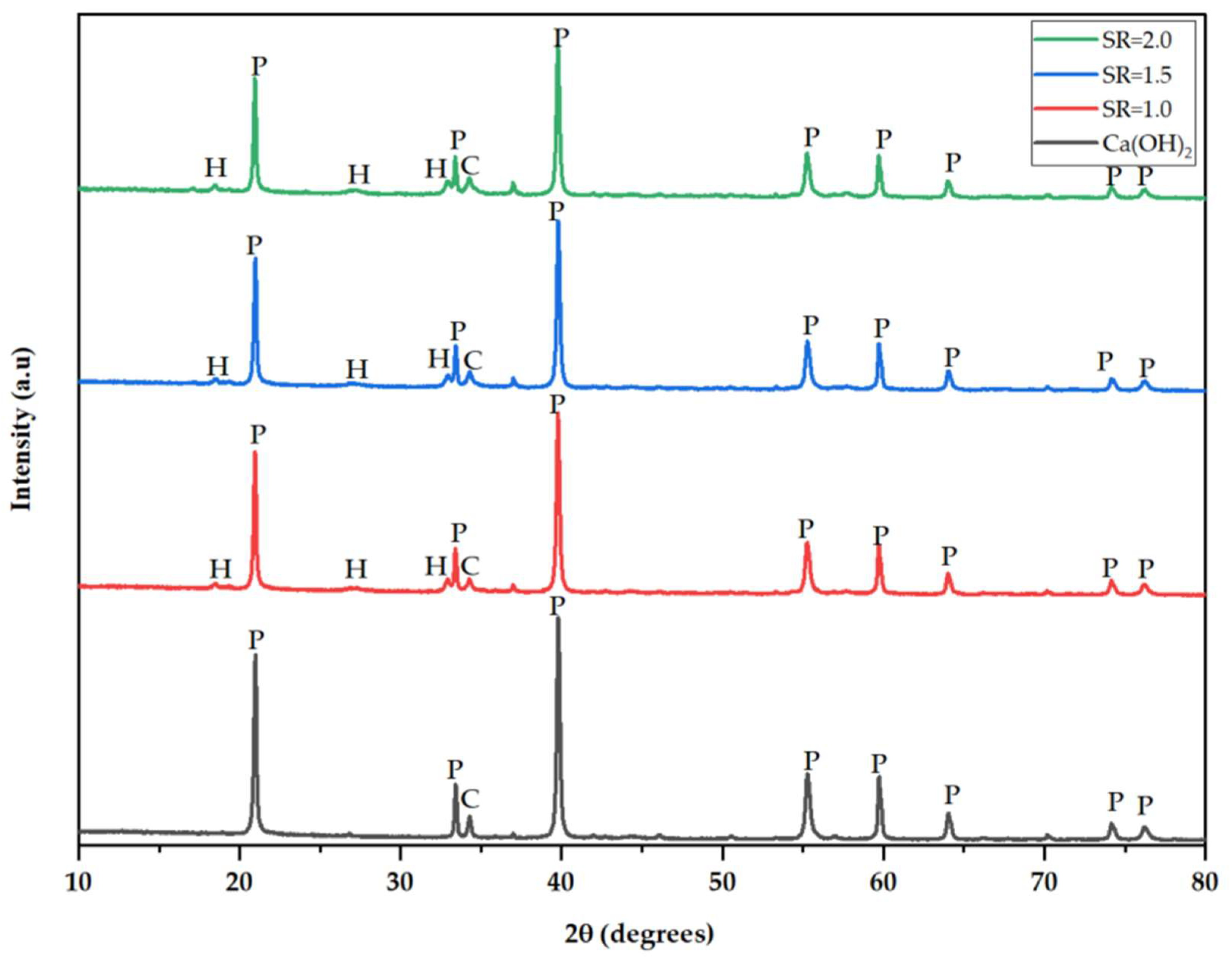
3.3. Mineralogical Composition of the Desulfurization Products
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nuclear Power in South Africa | South African Nuclear Energy—World Nuclear Association. Available online: https://world-nuclear.org/information-library/country-profiles/countries-o-s/south-africa.aspx (accessed on 13 February 2023).
- Morris, L. The Ins and Outs of SO2 Control. Available online: https://www.power-eng.com/news/the-ins-and-outs-of-so2-control/ (accessed on 10 January 2023).
- Chattopadhyaya, G.; Macdonald, D.G.; Bakhshi, N.N.; Mohammadzadeh, J.S.S.; Dalai, A.K. Adsorptive removal of sulfur dioxide by Saskatchewan lignite and its derivatives. Fuel 2006, 85, 1803–1810. [Google Scholar] [CrossRef]
- Kumar, L.; Jana, S.K. Advances in absorbents and techniques used in wet and dry FGD: A critical review. Rev. Chem. Eng. 2020, 38, 843–880. [Google Scholar] [CrossRef]
- Scala, F.; Lancia, A.; Nigro, R.; Volpicelli, G. Spray-dry desulfurization of flue gas from heavy oil combustion. J. Air Waste Manag. Assoc. 2005, 55, 20–29. [Google Scholar] [CrossRef] [PubMed]
- Klingspor, J.; Stromberg, A.; Karlsson, H.T.; Bjerle, I. Similarities between lime and limestone in wet—Dry scrubbing. Chem. Eng. Process. Process Intensif. 1984, 18, 239–247. [Google Scholar] [CrossRef]
- Klingspor, J. Improved Spray Dry Scrubbing through Grinding of FGD Recycle Material. J. Air Waste Manag. Assoc. 1987, 37, 801–806. [Google Scholar] [CrossRef]
- Garg, M.; Pundir, A. Investigation of properties of fluorogypsum-slag composite binders—Hydration, strength and microstructure. Cem. Concr. Compos. 2014, 45, 227–233. [Google Scholar] [CrossRef]
- Masilela, E.; Lerotholi, L.; Seodigeng, T.; Rutto, H. The dissolution kinetics of industrial brine sludge wastes from a chlor-alkali industry as a sorbent for wet flue gas desulfurization (FGD). J. Air Waste Manag. Assoc. 2018, 68, 93–99. [Google Scholar] [CrossRef] [PubMed]
- Hill, F.F.; Zank, J. Flue gas desulphurization by spray dry absorption. Chem. Eng. Process. Process Intensif. 2000, 39, 45–52. [Google Scholar] [CrossRef]
- Neathery, J.K. Model for flue-gas desulfurization in a circulating dry scrubber. AIChE J. 1996, 42, 259–268. [Google Scholar] [CrossRef]
- França, Í.W.L.; Cartaxo, S.J.M.; Bastos-Neto, M.; Gonçalves, L.R.B.; Fernandes, F.A.N. Effect of Additives to Improve Calcium-Based Sorbents in Semi-Dry Flue Gas Desulphurization. Emiss. Control Sci. Technol. 2020, 6, 105–112. [Google Scholar] [CrossRef]
- Liu, D.; Quan, X.; Zhou, L.; Huang, Q.; Wang, C. Utilization of waste concrete powder with different particle size as absorbents for SO2 reduction. Constr. Build. Mater. 2021, 266, 121005. [Google Scholar] [CrossRef]
- Mardiana, L.; Ardiansah, B.; Septiarti, A.; Bakri, R.; Kosamagi, G. Ultrasound-assisted synthesis of curcumin analogs promoted by activated chicken eggshells. AIP Conf. Proc. 2017, 1862, 030096. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chepkonga, B.J.; Koech, L.; Rutto, H.L. The Performance of Hydrated Lime Derived from Industrial Brine Sludge Waste in Spray Dry Scrubbing of SO2. Eng. Proc. 2023, 37, 82. https://doi.org/10.3390/ECP2023-14623
Chepkonga BJ, Koech L, Rutto HL. The Performance of Hydrated Lime Derived from Industrial Brine Sludge Waste in Spray Dry Scrubbing of SO2. Engineering Proceedings. 2023; 37(1):82. https://doi.org/10.3390/ECP2023-14623
Chicago/Turabian StyleChepkonga, Bilha J., Lawrence Koech, and Hilary L. Rutto. 2023. "The Performance of Hydrated Lime Derived from Industrial Brine Sludge Waste in Spray Dry Scrubbing of SO2" Engineering Proceedings 37, no. 1: 82. https://doi.org/10.3390/ECP2023-14623
APA StyleChepkonga, B. J., Koech, L., & Rutto, H. L. (2023). The Performance of Hydrated Lime Derived from Industrial Brine Sludge Waste in Spray Dry Scrubbing of SO2. Engineering Proceedings, 37(1), 82. https://doi.org/10.3390/ECP2023-14623