
Implementation of an Electro-Hydraulic Drive Unit with Two Control Variables in a Drawing Cushion Application †

 and
and
Abstract
1. Introduction
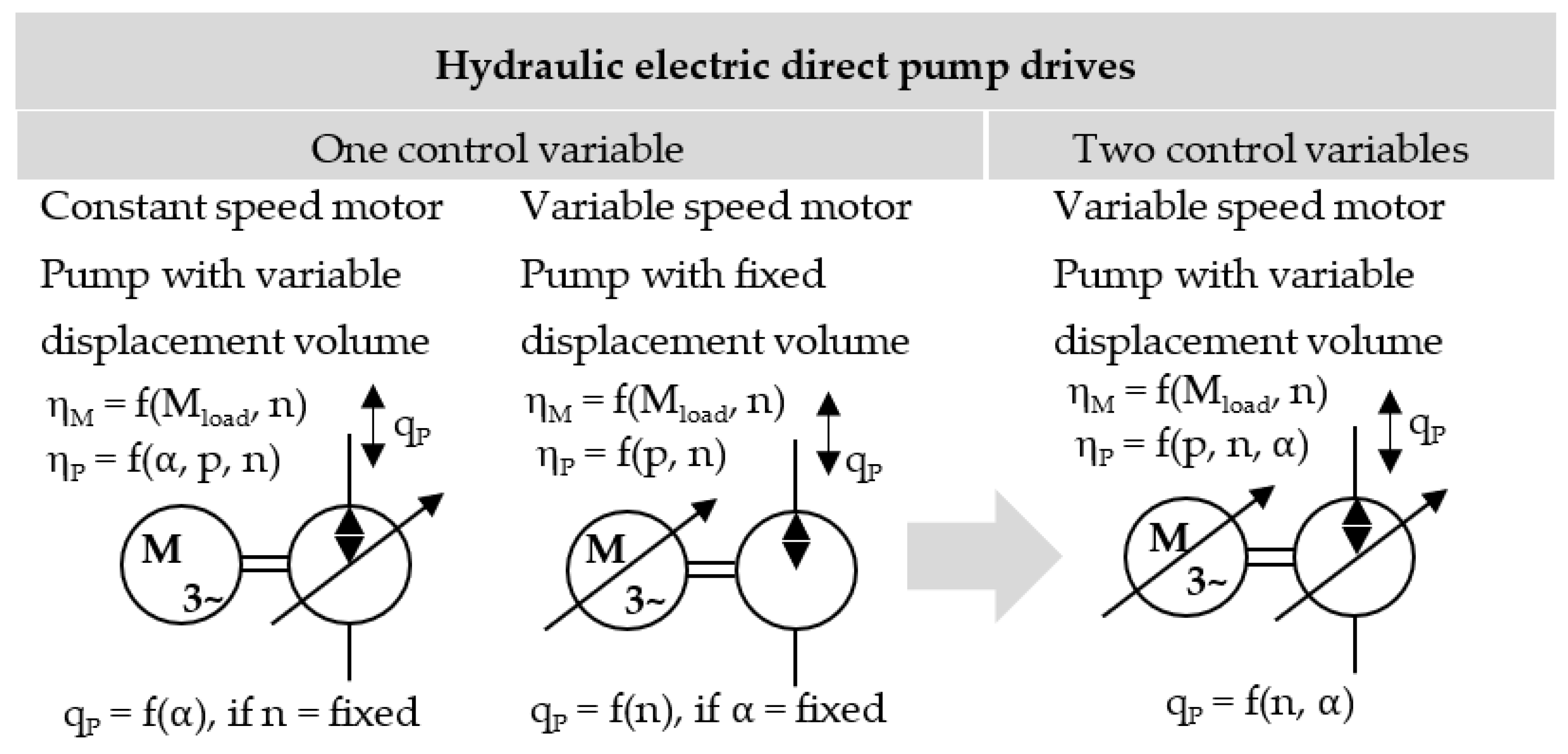
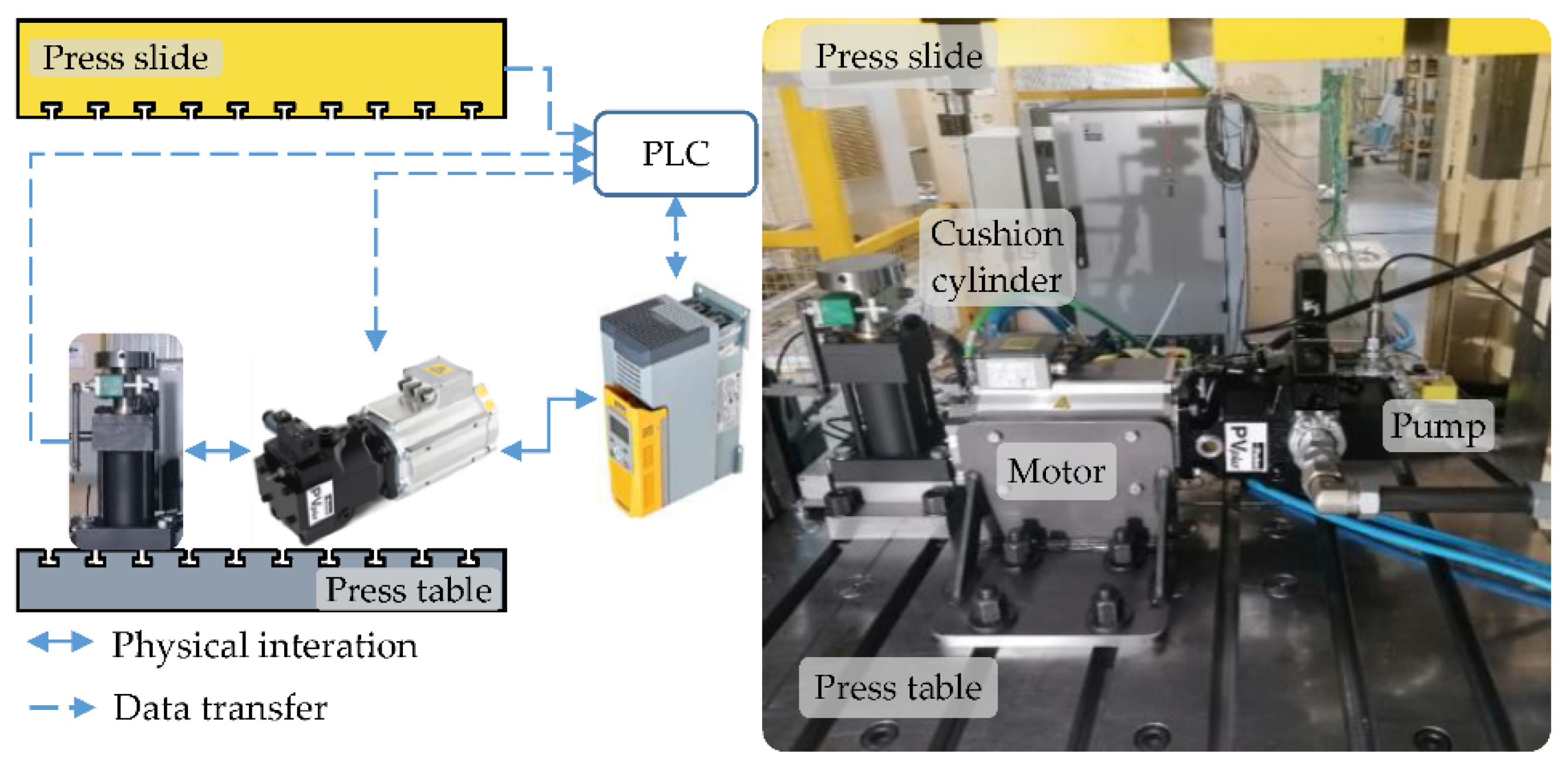
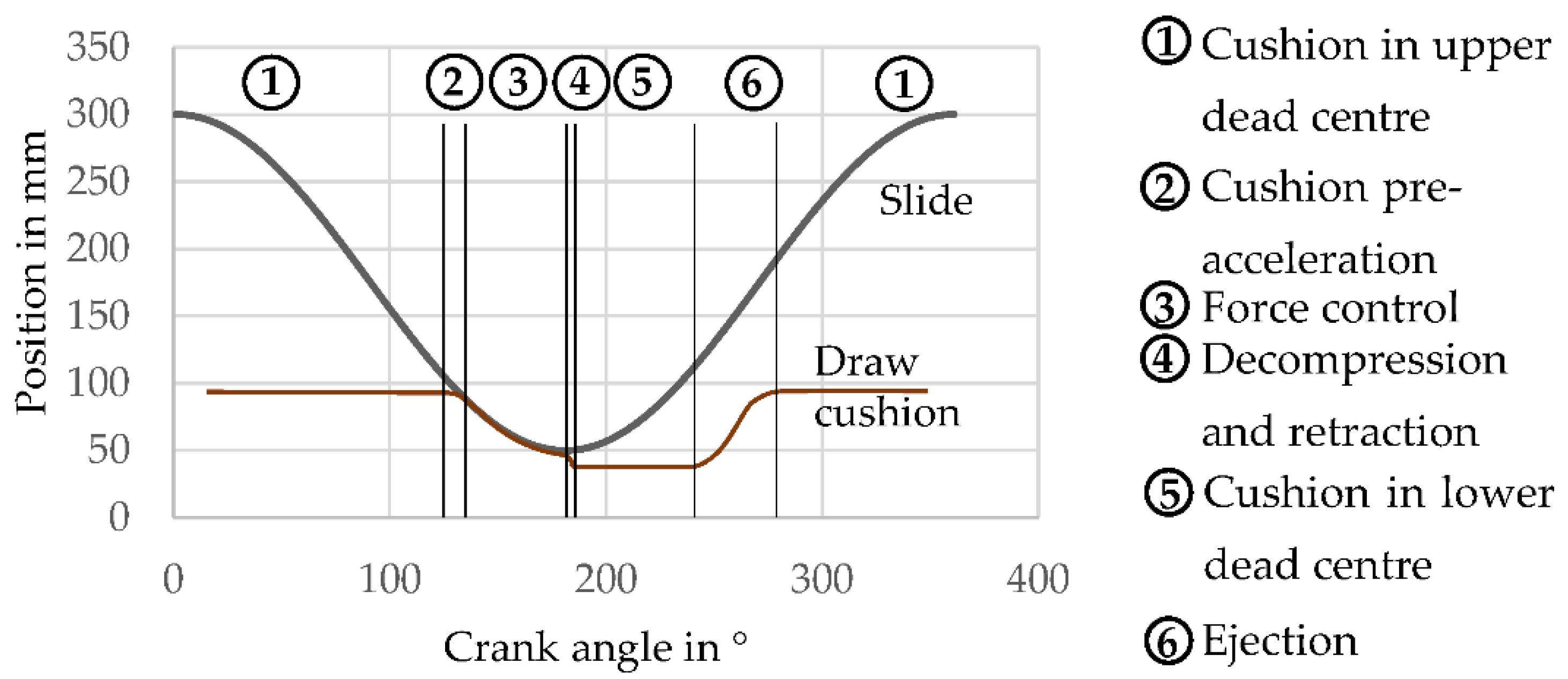
2. Implementation of a Hydraulic Drive Unit with Two Control Variables in a Drawing Cushion Application
3. Model Representation of the Implemented Test Stand
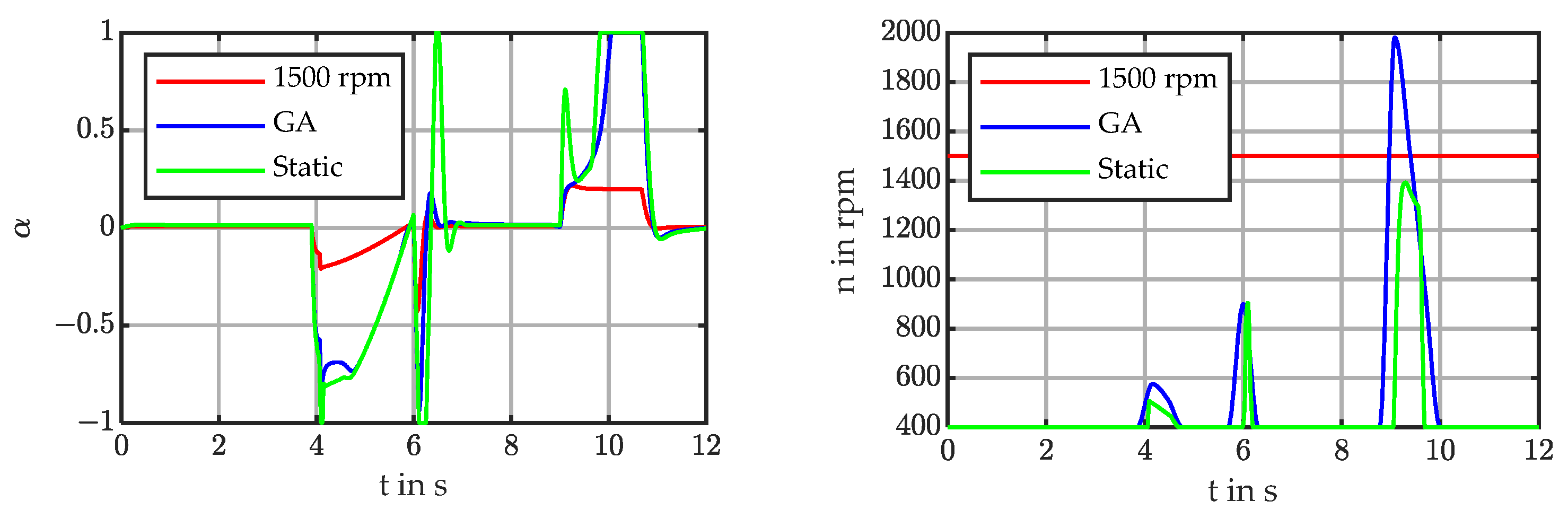
4. Energy Efficient Operation of the Drive Unit in the Drawing Cushion Application
5. Influence of Variation of the Control Variables on the System Dynamics
6. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations/Symbols
| Variable | Description | Unit |
| id/q | d/q-axis current | [A] |
| J | Inertia | [kgm2] |
| kpp | Pole pairs | [-] |
| Kd | Viscous friction torque loss | [Nm/(1000 rpm)] |
| Kα | Regression parameter | [1/(Pa·s)] |
| L | Inductance | [mH] |
| n | Rotational speed | [rpm] |
| p | Pressure | [bar] |
| Q | Volume flow | [m3/s] |
| R | Phase resistance | [Ω] |
| TF | Dry friction torque loss | [Nm] |
| Ud/q | d/q-axis voltage | [V] |
| α | Relative pump swash plate angle | [-] |
| Ψp | Flux linkage of permanent magnets | [-] |
| ω | Angular velocity | [1/s] |
| τ | Torque | [Nm] |
References
- Kurth, R.; Tehel, R.; Päßler, T.; Putz, M.; Wehmeyer, K.; Kraft, C.; Schwarze, H. Forming 4.0: Smart machine components applied as a hybrid plain bearing and a tool clamping system. Procedia Manuf. 2019, 27, 65–71. [Google Scholar] [CrossRef]
- Alaluss, M.; Drechsler, C.; Kurth, R.; Mauersberger, A.; Ihlenfeldt, S.; Marré, M.; Labs, R. Usage-based leasing of complex manufacturing systems: A method to transform current ownership-based into pay-per-use business models. Procedia CIRP 2022, 107, 1238–1244. [Google Scholar] [CrossRef]
- Schenke, C.; Weber, J. Steigerung der Energieeffizienz Verdrängersteuerung senkt den Energiebedarf hydraulischer Tiefziehpressen. O+P Fluidtechnik 2019, 62, 54–59. [Google Scholar]
- Willkomm, J.; Wahler, M.; Weber, J. Process-Adapted Control to Maximize Dynamics of Speedand Displacement-Variable Pumps. In Proceedings of the ASME/BATH 2014 Symposium on Fluid Power and Motion Control, Bath, UK, 10–12 September 2014. [Google Scholar] [CrossRef]
- Gao, M.; Li, X.; Huang, H.; Liu, Z.; Li, L.; Zhou, D. Energy-saving Methods for Hydraulic Presses Based on Energy Dissipation Analysis. Procedia CIRP 2016, 48, 331–335. [Google Scholar] [CrossRef][Green Version]
- Huang, H.; Jin, R.; Li, L.; Liu, Z. Improving the Energy Efficiency of a Hydraulic Press Via Variable-Speed Variable-Displacement Pump Unit. ASME J. Dyn. Sys. Meas. Control. 2018, 140, 111006. [Google Scholar] [CrossRef]
- Jin, R.; Huang, H.; Li, L.; Zhu, L.; Liu, Z. Energy Saving Strategy of the Variable-Speed Variable-Displacement Pump Unit Based on Neural Network. Procedia CIRP 2019, 80, 84–88. [Google Scholar] [CrossRef]
- Reichert, W.; Leonhard, A.; Päßler, T.; Gummich, C. Energy efficient operation of a hydraulic drive unit with two degrees of freedom in a hydraulic drawing cushion. In Proceedings of the 13th International Fluid Power Conference, Aachen, Germany, 13 February 2022. [Google Scholar]
- Landgrebe, D.; Blau, P.; Päßler, T.; Tehel, R.; Voigt, T. Energieoptimierte Antriebskonzepte für hydraulische Umformmaschinen mit elektrischen Servoantrieben; Europäische Forschungsgesellschaft für Blechverarbeitung e.V.: Hannover, Germany, 2016. [Google Scholar]
- Neubert, T. Energie sparende Hydraulikantriebe-Drehzahlveränderbarer Verstellpumpenantrieb in Spritzgießmaschinen; Carl Hanser Verlag: München, Germany, 2002. [Google Scholar]
- Willkomm, J. Modellprädiktive Optimierung drehzahlvariabler Verstellpumpen. Ph.D. Thesis, TU Dresden, Dresden, Germany, 2016. [Google Scholar]
- Doege, E.; Behrens, B.A. Blechumformung. In Handbuch Umformtechnik; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties Pump Parker PVoc 040 | |
|---|---|
| Max. displacement | 40 cm³/rev |
| Swash angle (max/min) | +/−100% |
| Output flow at 1500 rpm | 60 l/min |
| Nominal pressure | 350 bar |
| Max. pressure (at 20% working cycle) | 420 bar |
| Max. speed (preferred/reverse rotation direction) | 2900/2700 rpm |
| Control valve (proportional directional valve) | Parker D1FP |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reichert, W.; Leonhard, A.; Päßler, T.; Kurth, R.; Ihlenfeldt, S. Implementation of an Electro-Hydraulic Drive Unit with Two Control Variables in a Drawing Cushion Application. Eng. Proc. 2022, 26, 18. https://doi.org/10.3390/engproc2022026018
Reichert W, Leonhard A, Päßler T, Kurth R, Ihlenfeldt S. Implementation of an Electro-Hydraulic Drive Unit with Two Control Variables in a Drawing Cushion Application. Engineering Proceedings. 2022; 26(1):18. https://doi.org/10.3390/engproc2022026018
Chicago/Turabian StyleReichert, Willy, Alexander Leonhard, Thomas Päßler, Robin Kurth, and Steffen Ihlenfeldt. 2022. "Implementation of an Electro-Hydraulic Drive Unit with Two Control Variables in a Drawing Cushion Application" Engineering Proceedings 26, no. 1: 18. https://doi.org/10.3390/engproc2022026018
APA StyleReichert, W., Leonhard, A., Päßler, T., Kurth, R., & Ihlenfeldt, S. (2022). Implementation of an Electro-Hydraulic Drive Unit with Two Control Variables in a Drawing Cushion Application. Engineering Proceedings, 26(1), 18. https://doi.org/10.3390/engproc2022026018