
Manufacturing of Economical Packing by Using Vacuum Forming Technique †


Abstract
:1. Introduction
2. Materials and Methods
2.1. Major Components for Economical Packing Machine
- Rod heater: Two heaters of 1000 Watts each are utilized for warming the sheet to a necessary temperature.
- K-Type thermocouple: K thermocouple gives the broadest working temperature range. K-Type thermocouples of W1209 are utilized in this venture.
- REXC-700 temperature controller: A module related to Arduino UNO R3 to record the temperature readings is utilized.
- Molds: Molds create different kinds of shapes. The molds are made of aluminum. These molds will be placed on suction box. The variety of packing shapes are easily made by this setup.
- Plastic sheets: The sheets utilized are acrylic (polyethylene terephthalate) plastic sheets to make diverse shapes. This material is clear and transparent in appearance. It is manufactured effectively, is accessible in sway-adjusted grades and furthermore comes in many tones.
- Vacuum chamber: The vacuum chamber is on the bottom of the mold. A vacuum pump is attached to the vacuum chamber. The pump will suck until the desired vacuum pressure is achieved. The working pressure for the vacuum chamber is 14 psi.
2.2. Experimental Methodology
3. Results
4. Discussion
5. Conclusions
Conflicts of Interest
References
- Rosen, S.R. Thermoforming: Improving Process Performance, 1st ed.; Society of Manufacturing Engineers: Southfield, MI, USA, 2002; pp. 67–73. [Google Scholar]
- Ayhan, Z.; Zhang, H. Wall thickness distribution in thermoformed food containers produced by a Benco aseptic packaging machine. Polym. Eng. Sci. 2000, 40, 1–10. [Google Scholar] [CrossRef]
- Xu, H.; Kazmer, D. Thermoforming Shrinkage Prediction. Polym. Eng. Sci. 2001, 41, 1553–1563. [Google Scholar] [CrossRef]
- Hosseini, H.; Berdyshev, B.V. A Solution for the Rupture of Polymeric Sheets in Plug-Assist Thermoforming. J. Polym. Res. 2006, 13, 329–334. [Google Scholar] [CrossRef]
- Chen, S.; Huang, S.; Lin, M.; Chien, R. Study on the thermoforming of PC films used for in-mold decoration. Int. Commun. Heat Mass Transf. 2008, 35, 967–973. [Google Scholar] [CrossRef]
- McCool, R.; Martin, P.J. The Role of Process Parameters in Determining Wall Thickness Distribution in Plug-Assisted Thermoforming. Polym. Eng. Sci. 2010, 50, 1923–1934. [Google Scholar] [CrossRef]
- Sreedhara, V.S.M.; Mocko, G. Control of thermoforming process parameters to increase quality of surfaces using pin-based tooling. In Proceedings of the ASME International Design Engineering Technical Conference, Boston, MA, USA, 2–5 August 2015; pp. 1–8. [Google Scholar]
- Prakash, M.; Mahadeo, P.S.; Vitthal, N.G.; Ramesh, D.R.; Ashok, G.P. Design & development of vaccum forming machine & die. Spec. Issue Int. J. Theor. Appl. Res. Mech. Eng. (IJTARME) 2016, 5, 20–24. [Google Scholar]
- GmbH, B.; Huber, C. Lower Tool for Vacuum Skin Packaging. U.S. Patent 16/786,534, 10 February 2020. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
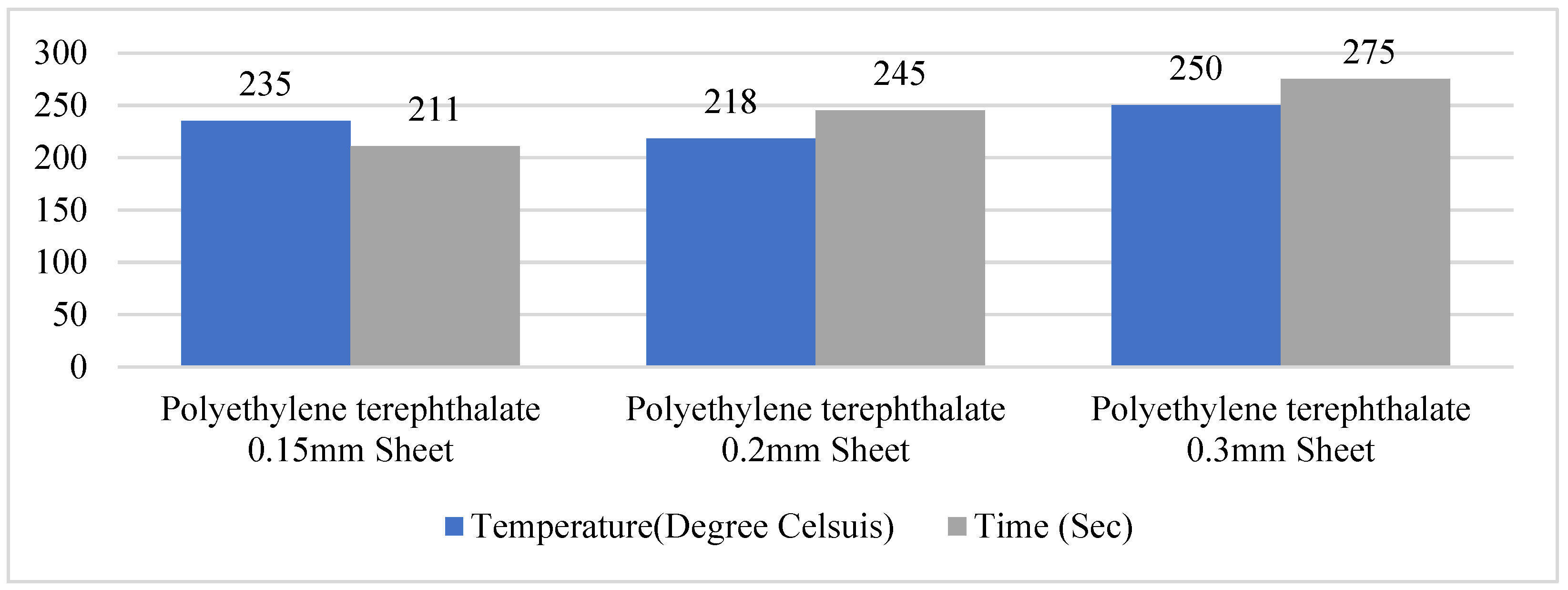
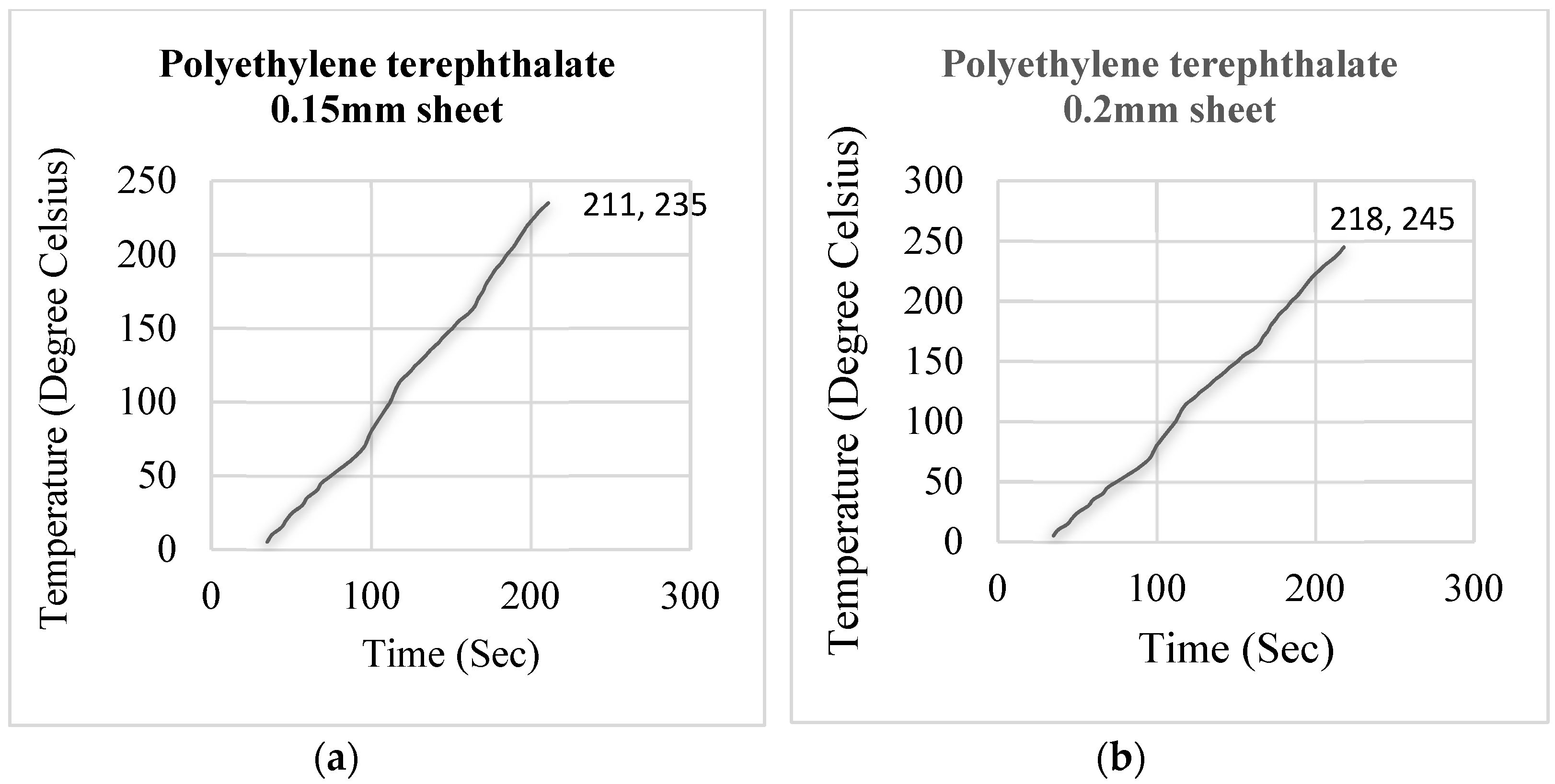
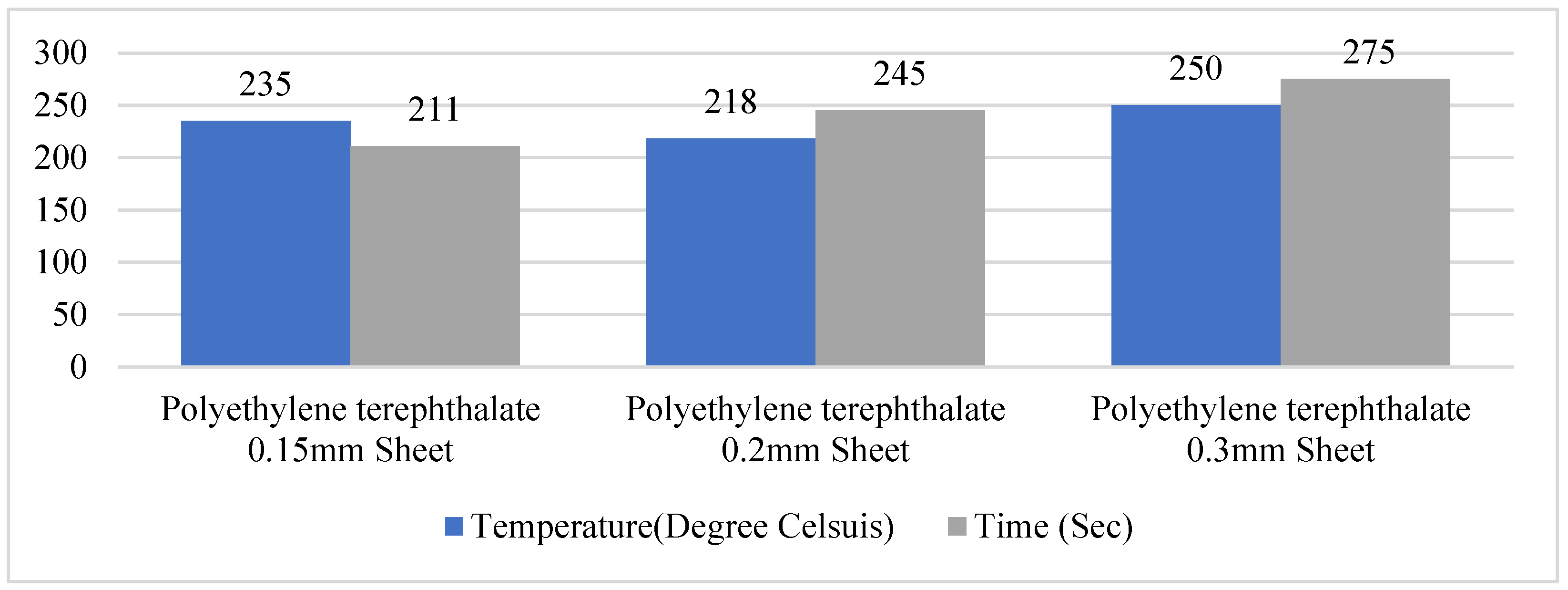
| Sheets | Temperature (°C) | Time (s) |
|---|---|---|
| Polyethylene terephthalate 0.15 mm sheet | 235 | 211 |
| Polyethylene terephthalate 0.2 mm sheet | 218 | 245 |
| Polyethylene terephthalate 0.3 mm sheet | 250 | 275 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mansoor, I.; Naseer, A.; Qadeer, A. Manufacturing of Economical Packing by Using Vacuum Forming Technique. Eng. Proc. 2021, 12, 74. https://doi.org/10.3390/engproc2021012074
Mansoor I, Naseer A, Qadeer A. Manufacturing of Economical Packing by Using Vacuum Forming Technique. Engineering Proceedings. 2021; 12(1):74. https://doi.org/10.3390/engproc2021012074
Chicago/Turabian StyleMansoor, Irfan, Ammar Naseer, and Abdul Qadeer. 2021. "Manufacturing of Economical Packing by Using Vacuum Forming Technique" Engineering Proceedings 12, no. 1: 74. https://doi.org/10.3390/engproc2021012074
APA StyleMansoor, I., Naseer, A., & Qadeer, A. (2021). Manufacturing of Economical Packing by Using Vacuum Forming Technique. Engineering Proceedings, 12(1), 74. https://doi.org/10.3390/engproc2021012074