
Study on Friction in Automotive Shock Absorbers Part 1: Friction Simulation Using a Dynamic Friction Model in the Contact Zone of an FEM Model


Abstract
1. Introduction
2. Reference Damper Introduction
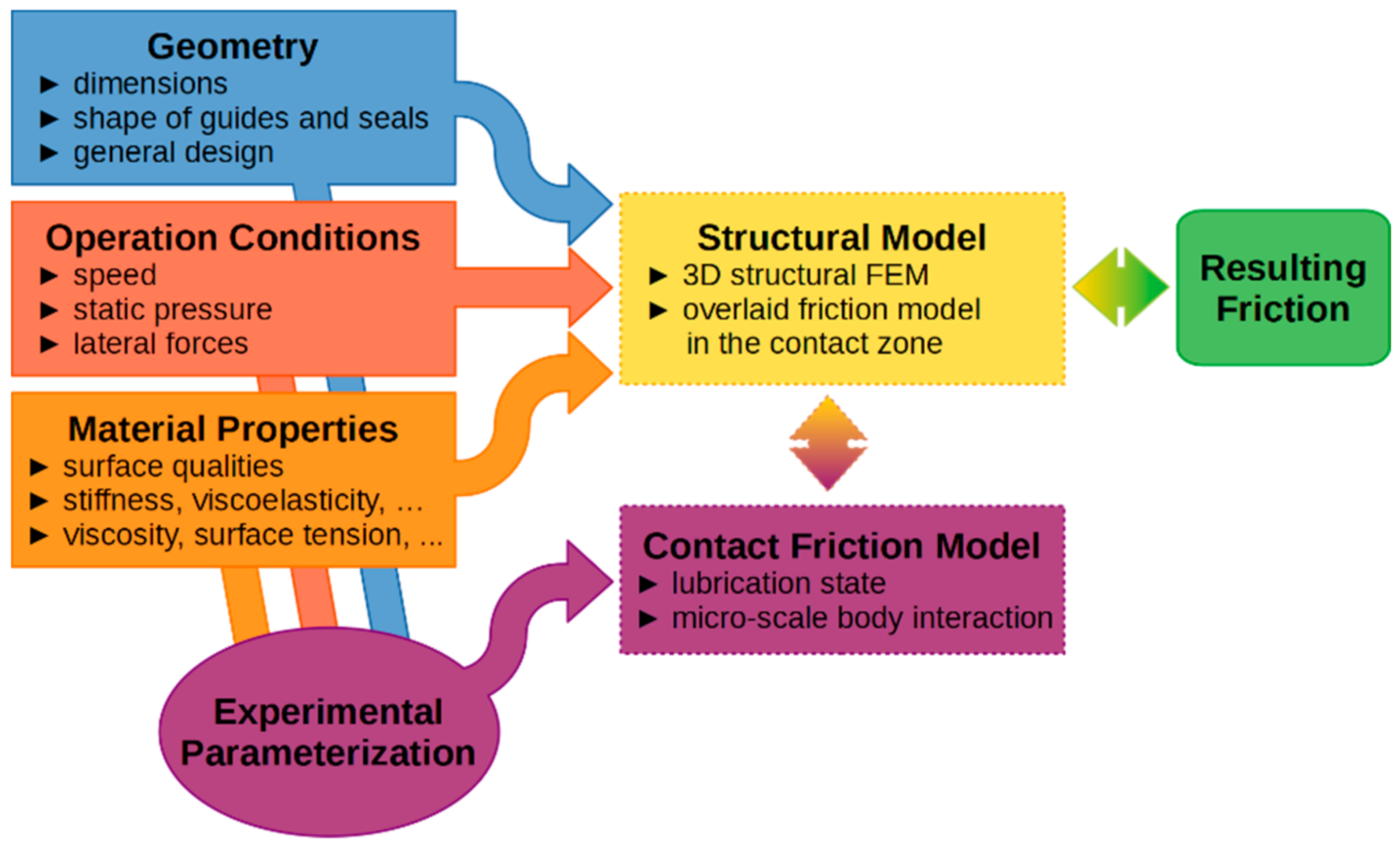
3. Simulation Methodology
- To achieve sufficiently low requirements for computing power and storage, and a sufficiently low setup effort to achieve usability in every-day engineering;
- To consider three-dimensional influences, e.g., consideration of tangential seal stress, lateral forces or production non-uniformities;
- To consider all friction states in one friction model;
- To consider friction-induced seal deformation with full coupling to the deformation-induced contact pressure and contact area changes.
4. Simulation Setup
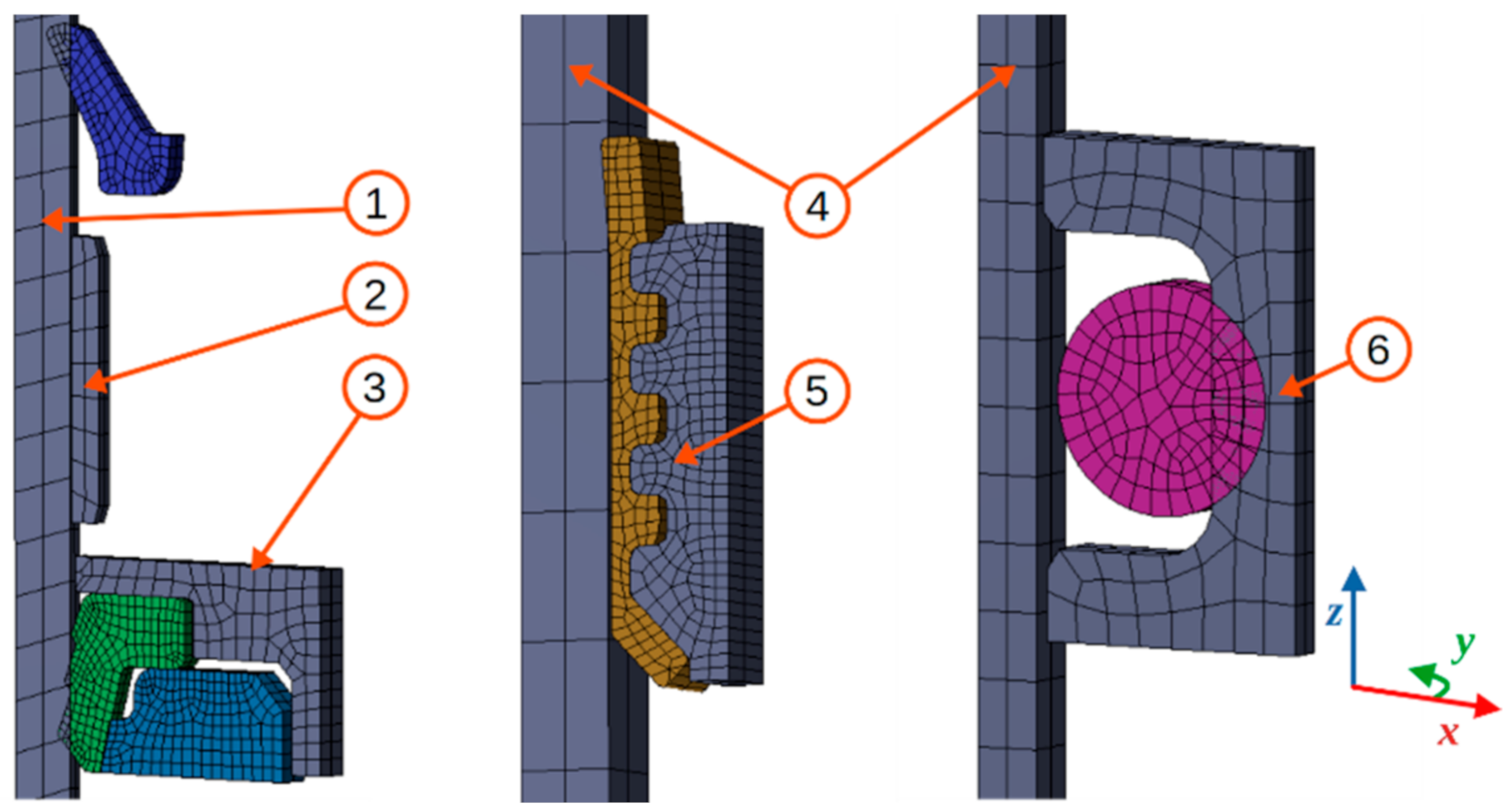
4.1. Geometry Abstraction and Spatial Discretization
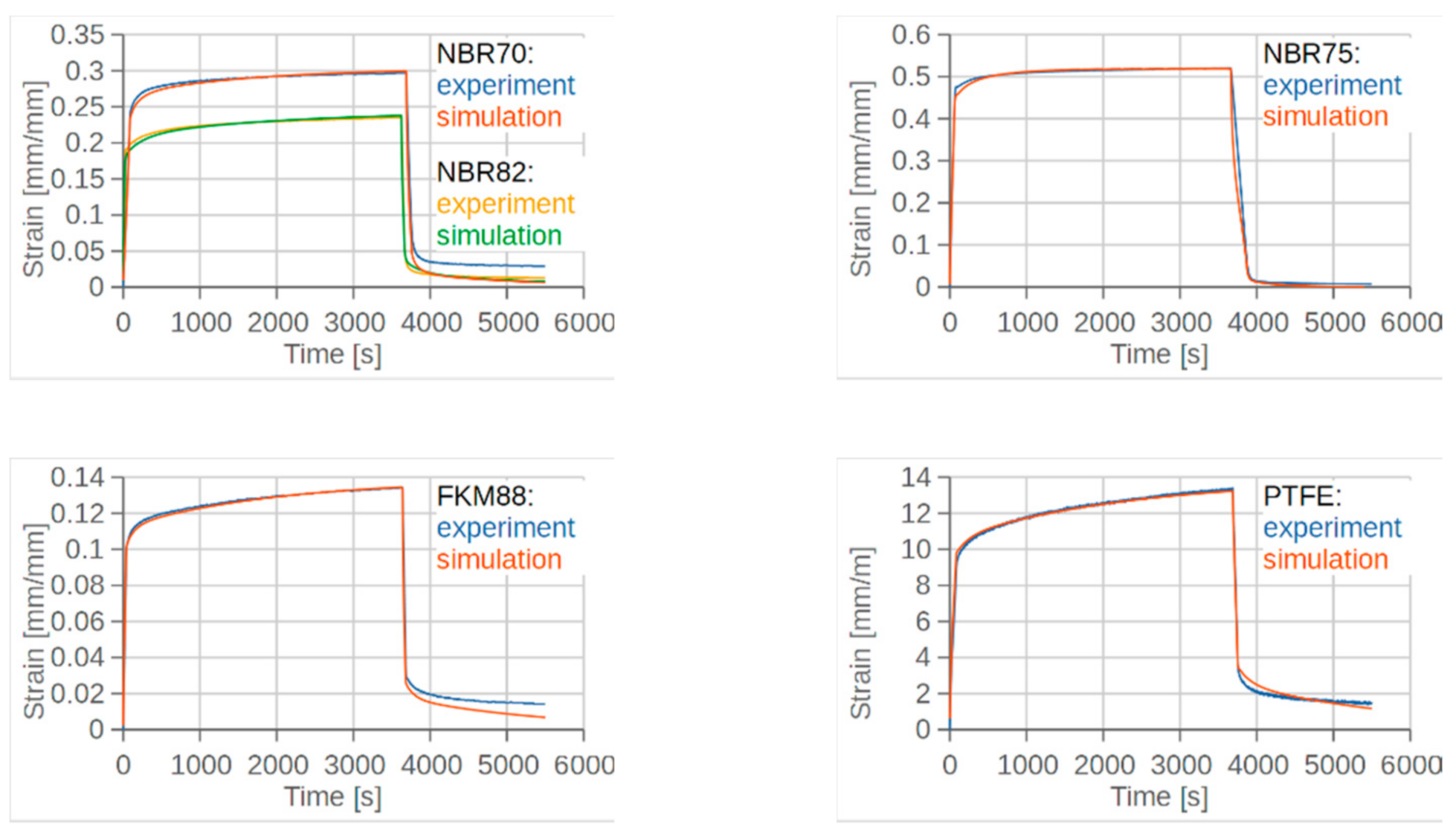
4.2. Material Modeling
4.3. Contact Modeling
- Augmented Lagrange contact formulation, a penetration-based contact definition, which provides decreased penetration and sensitivity to the contact normal stiffness compared to other penetration-based contact models.
- On-Gauss-point contact detection, detecting a contact as soon as a contact surface’s Gauss point (i.e., one integration point of an element) penetrates the target surface.
- 3D volumeless contact elements following the shape of the underlying 3D element and using an internal two-dimensional coordinate system to appropriately determine sliding distance, sliding direction and spatial contact stress distribution, as is generated by the friction model [20].
- Standard Coulomb friction with on all rod guide assembly contacts which are expected to show no significant sliding, which is arbitrary, but within a reasonable range and found to be suitable to stabilize the setup by preventing flicking and gross sliding among these contacts.
- Bonded contact definition for the piston band/piston contact, which is realistic due to the manufacturing process.
- Standard Coulomb friction with between O-ring and floating piston to achieve reliable solution stabilization on this friction point. Since the pre-sliding displacement behavior implemented in dynamic friction models shows near-zero force response to very small displacements, the O-ring position in the floating piston’s groove is very unstable and, therefore, highly uncertain. This instability is increased by the use of a steady-state solver, where all time-dependent terms preventing motion damping due to the neglect of inertia are neglected, which is necessary to achieve suitable simulation time.
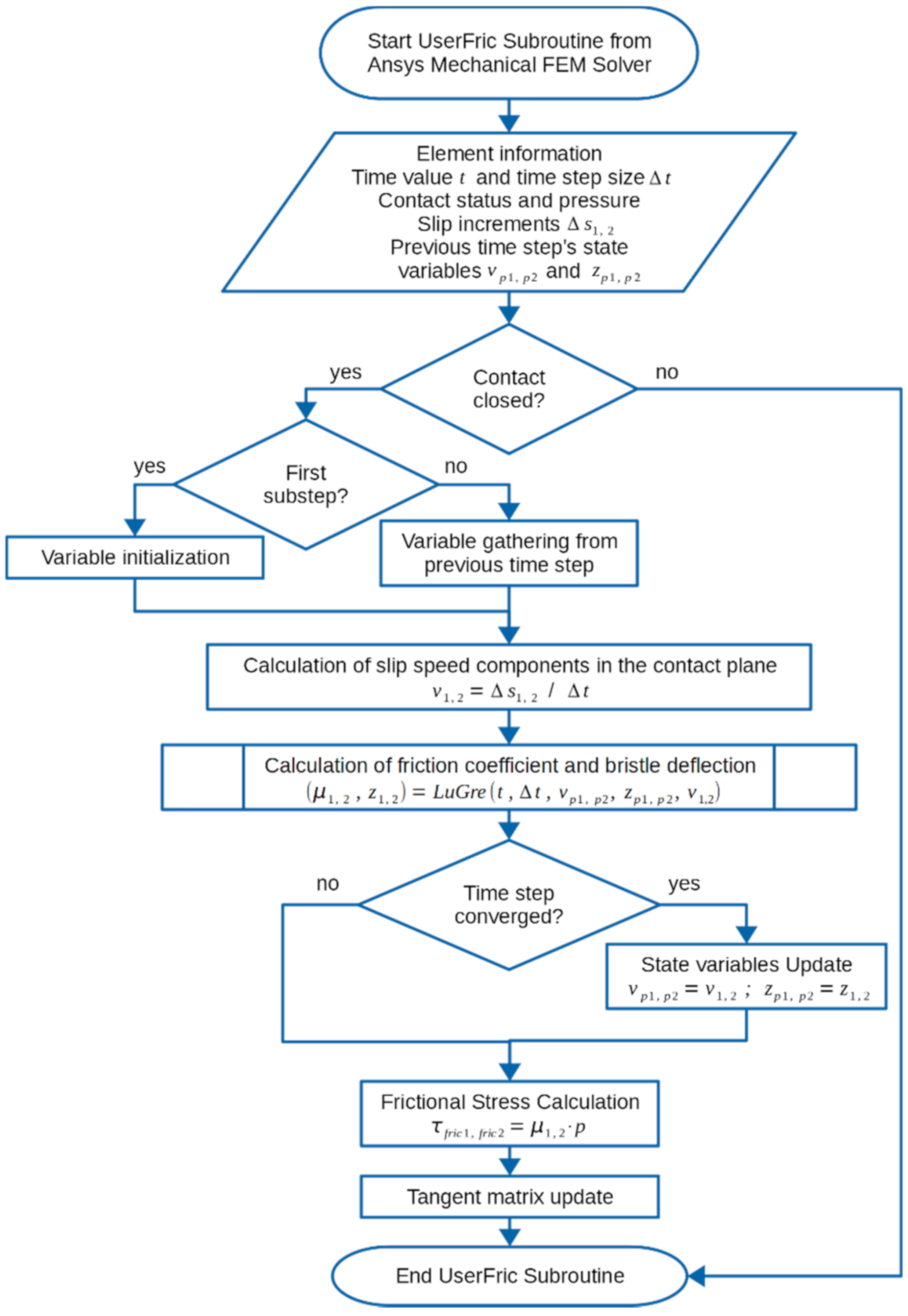
4.4. Friction Modeling
4.5. FEM Friction Simulation
- Mounting phase:
- ○
- Arrangement of all bodies and application of all boundary conditions to a state that resembles a newly constructed shock absorber, just recently mounted and pressurized.
- ○
- Resolving of the contact definitions of all corresponding damper parts in order to replace the initial penetration of the seals and counterparts (see Figure 4).
- ○
- Static pressure application to the parts which face a significant pressure drop in reality, namely the oil seal and the static seal. This is crucial since the correct contact pressure of the oil seal against the rod is additionally determined by the static pressure in the damper, whereas the contact pressure of the other seal contacts (scraper, piston band, floating piston’s O-ring) is only determined by the seal’s deformation due to the contact definition.
- Relaxation phase: This represents the period of time that is needed by the viscoelastic material model to reach a nearly steady state. After this phase a state is reached, which resembles the initial state of the friction recording phase of the single friction point measurements from part 2 of this study. Analysis of the simulation of the relaxation phase showed that a relaxation time of half an hour is sufficient to achieve this desired steady state, which is easily verifiable, given that the ongoing relaxation during the following friction recording phase would result in a decreasing contact pressure, which would result in constantly decreasing friction during actuation.
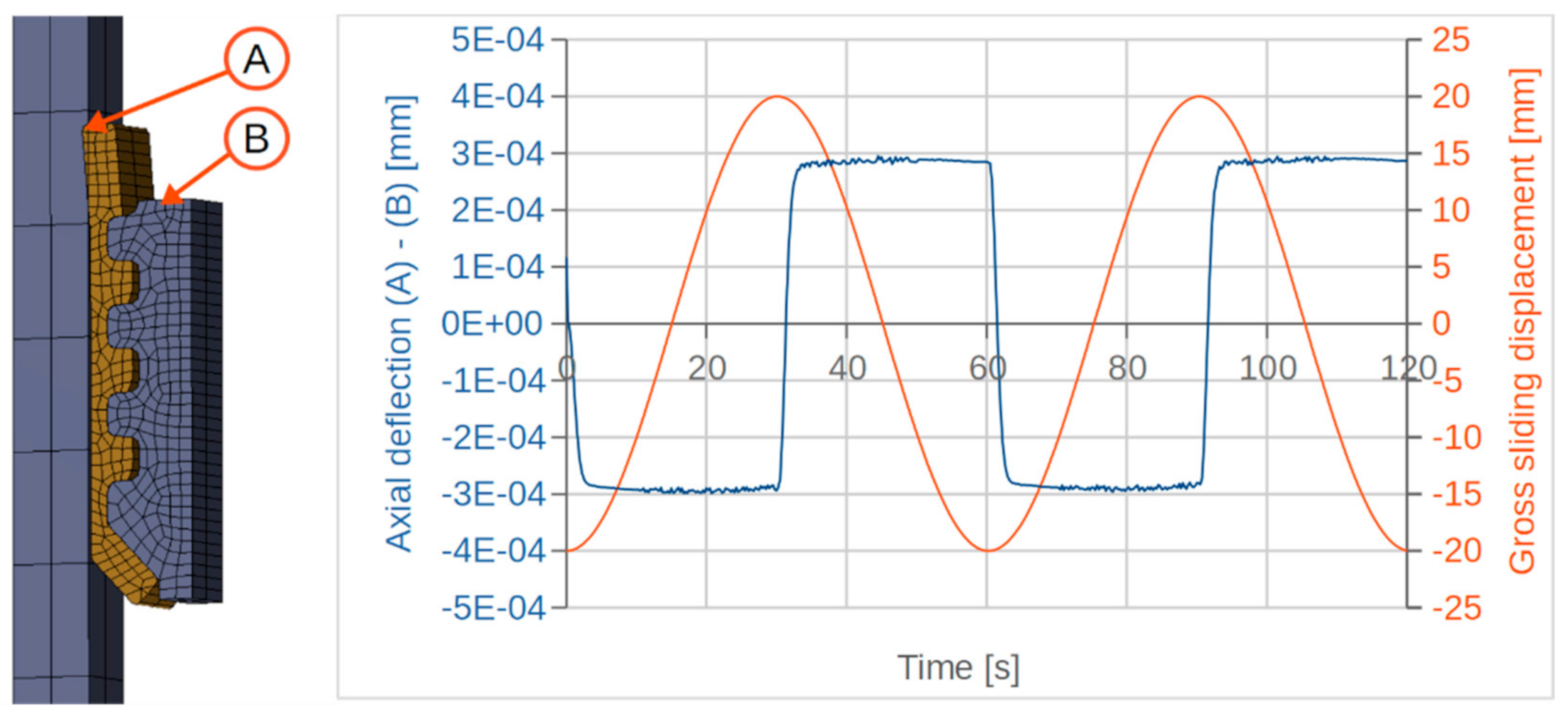
- Friction recording phase: Here, the actuation itself is applied as a time-dependent displacement boundary condition at the piston, the rod and the floating piston. It follows the reference friction recording sequence presented in part 2 of this study, a sine function with a period of 60 s and an amplitude of 20 mm, which corresponds to a maximum speed of about 2.1 mm/s. The related displacement amplitude for the floating piston/tube friction point is 1.85 mm according to the aforementioned hydraulic transmission, which corresponds to a maximum speed of about 0.2 mm/s.
- Use of the implicit Sparse Direct Equation Solver of Ansys Mechanical APDL;
- Use of both large deflections and enforced use of line search algorithms to achieve stable convergence as well as reliable results;
- Use of a fully asymmetric Newton-Raphson method for the determination of the minimum of the potential energy of the FEM setup, since the whole setup is significantly nonlinear due to the contact definition, the friction model, the material data and the large deflections.
5. Results
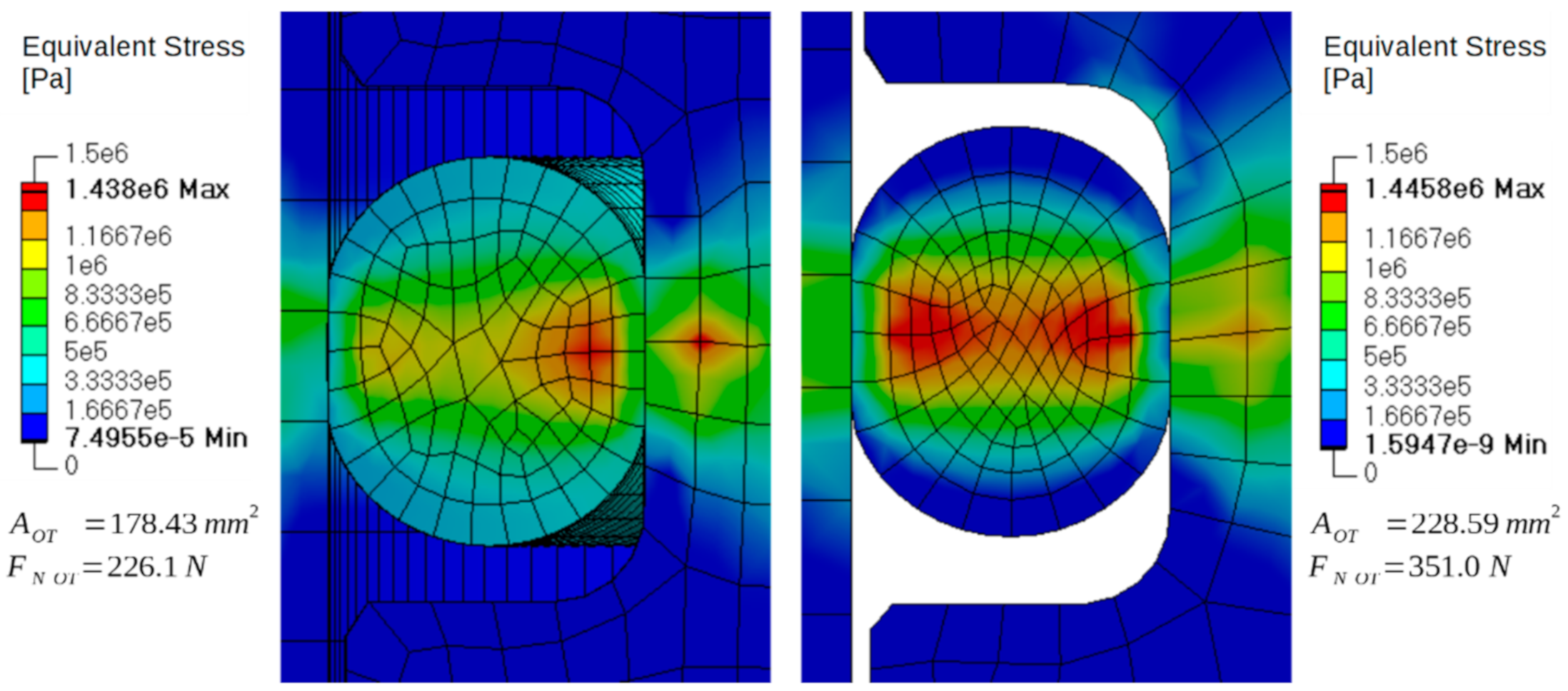
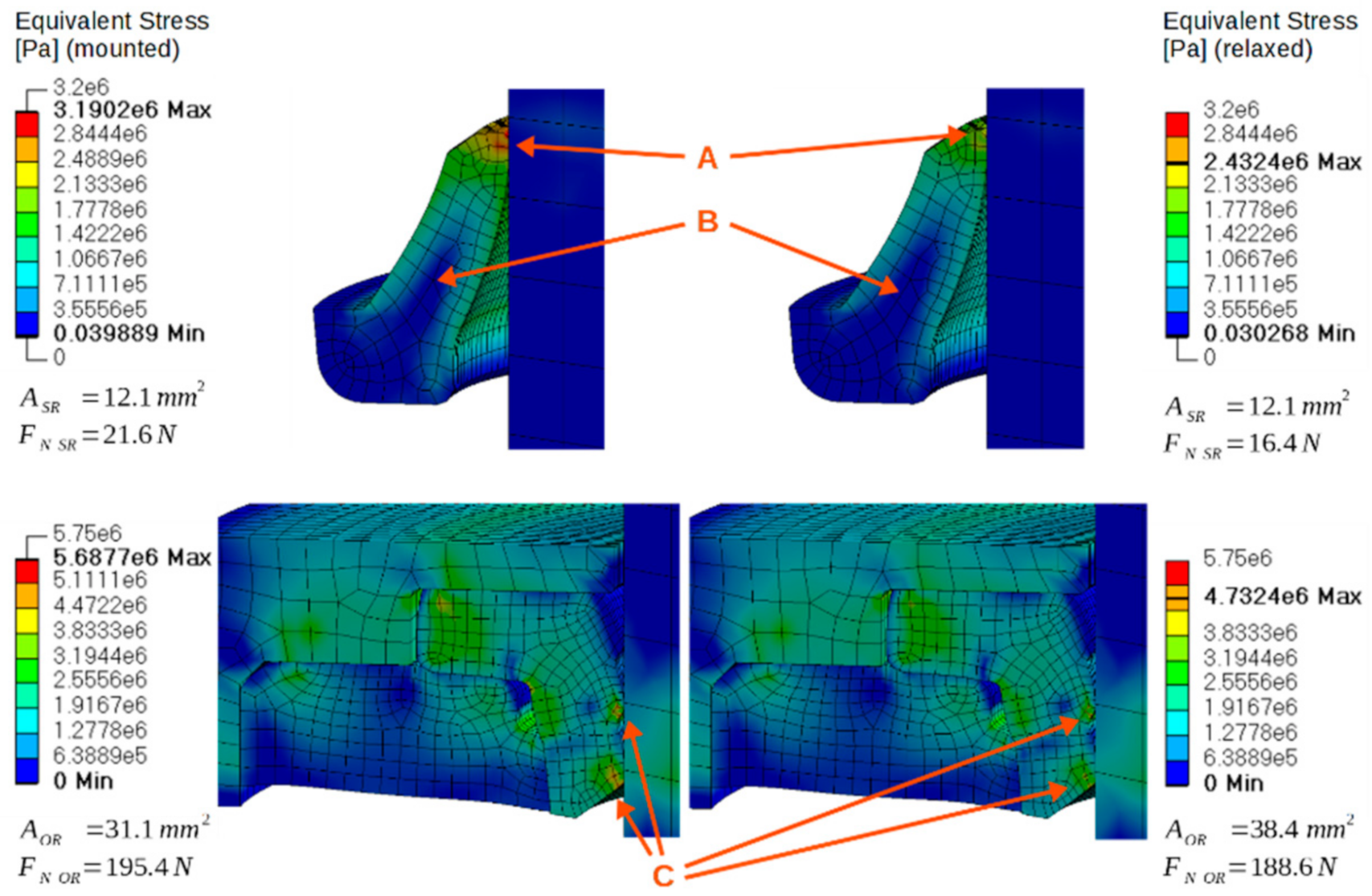
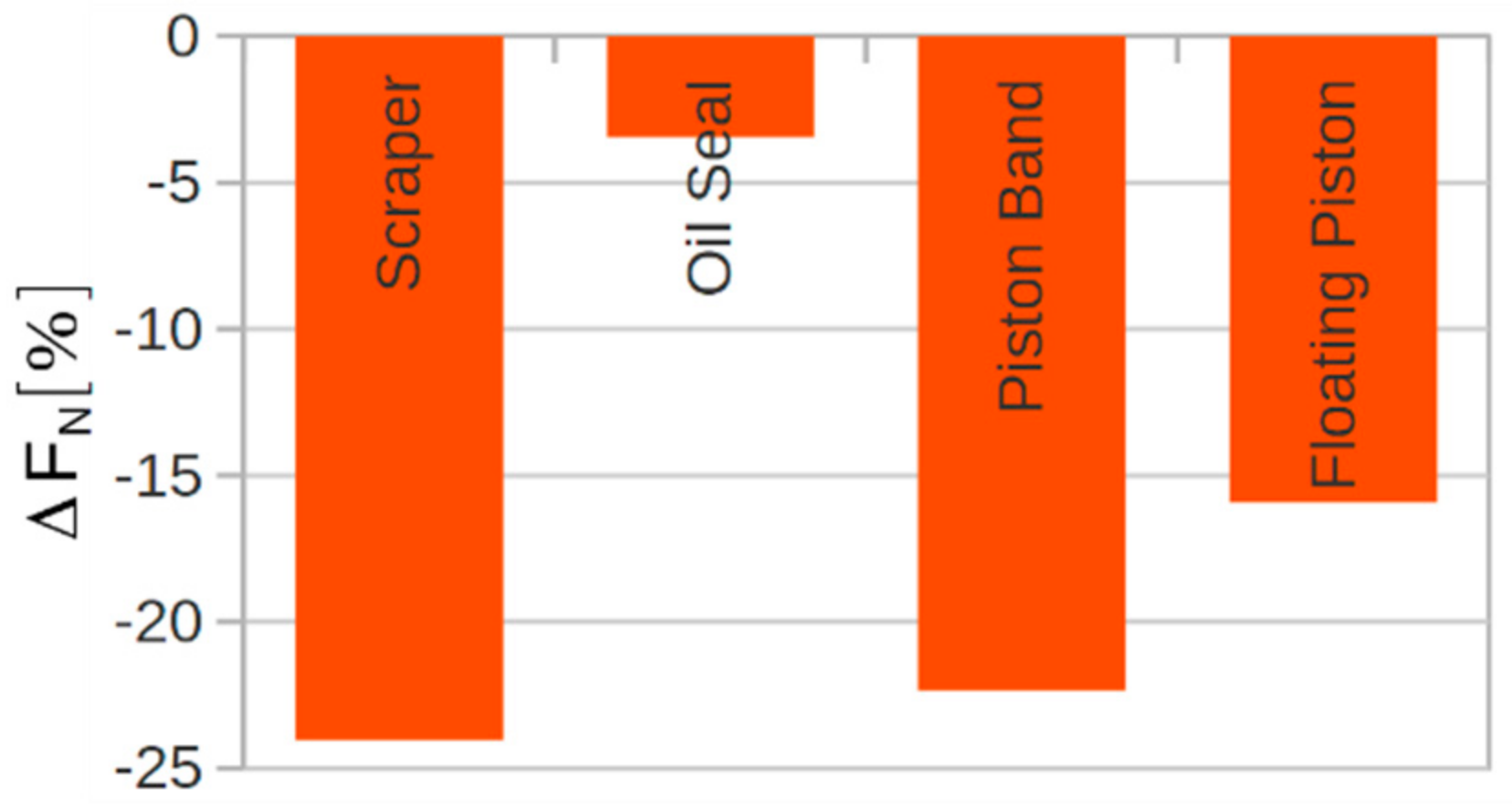
5.1. FEM Results Overview
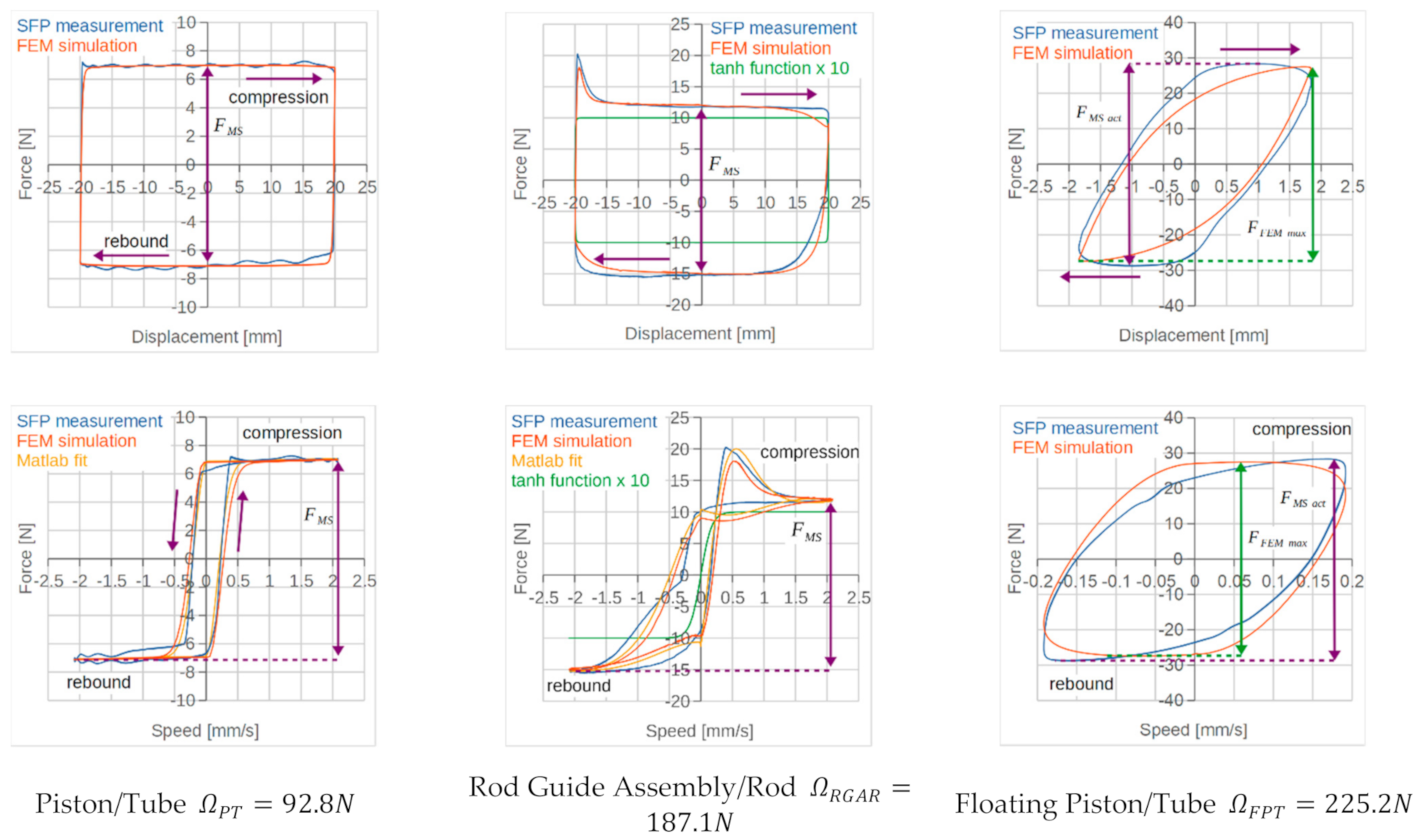
5.2. Analysis of the Simulated Friction Force Behavior
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
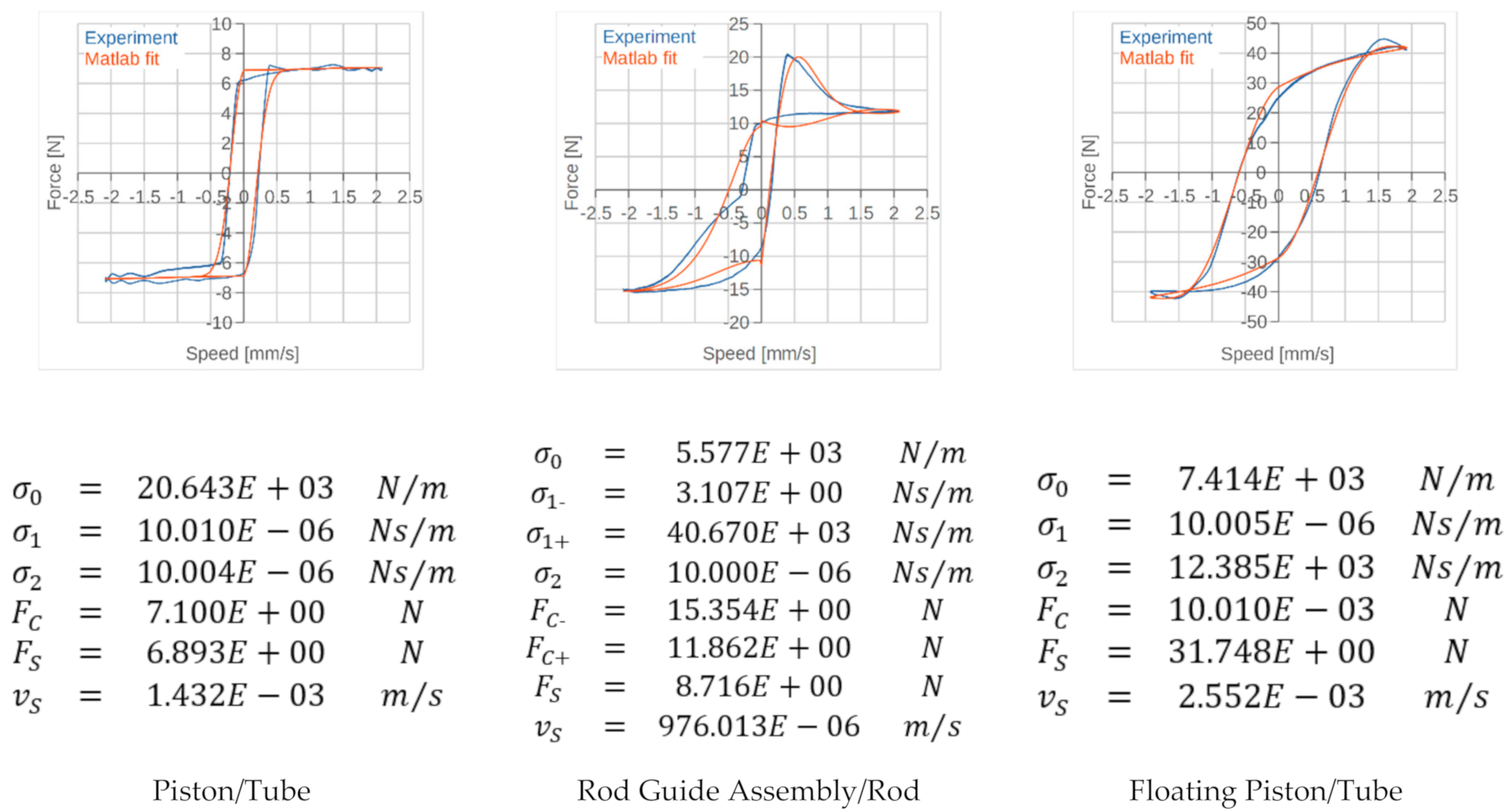
Appendix A. Friction Model Parameterization

References
- Shyrokau, B.; Wang, D.; Savitski, D.; Hoepping, K.; Ivanov, V. Vehicle Motion Control with Subsystem Prioritization. Int. J. Mechatron. 2015, 30, 297–315. [Google Scholar] [CrossRef]
- Alfonso, J.; Rodriguez, J.M.; Salazar, J.C.; Orús, J.; Schreiber, V.; Ivanov, V.; Augsburg, K.; Castellanos, J.A. Distributed Simulation and Testing for the Design of a Smart Suspension (12-03-02-0011). SAE Int. J. Connect. Autom. Veh. 2020, 3, 129–138. [Google Scholar]
- Heipl, O.P. Experimentelle und numerische Modellbildung zur Bestimmung der Reibkraft translatorischer Dichtungen. Ph.D. Thesis, Fakultät für Maschinenwesen, RWTH Aachen, Aachen, Germany, 2013. [Google Scholar]
- Mofidi, M. Tribology of elastomeric seal materials. Ph.D. Thesis, Department of Applied Physics and Mechanical Engineering, Division of Machine Elements, Luleå University of Technology, Luleå, Sweden, 2009. [Google Scholar]
- Wangenheim, M. Untersuchungen zu Reibmechanismen an Pneumatikdichtungen. Ph.D. Thesis, Institut für Dynamik und Schwingungen, Gottfried Wilhelm Leibniz Universität Hannover, Hannover, Germany, 2012. [Google Scholar]
- Al-Bender, F. Fundamentals of Friction Modeling; Department of Mechanical Engineering, Division PMA Katholieke Universiteit Leuven: Leuven, Belgium, 2010. [Google Scholar]
- Wojewoda, J.; Stefanski, A.; Wiercigroch, M.; Kapitaniak, T. Hysteretic effects of dry friction: Modelling and experimental studies. In Philosophical Transactions of the Royal Society A | Mathematical, Physical & Engineering Sciences; Division of Dynamics, Technical University of Łódź: Łódź, Poland; Centre for Applied Dynamics Research, School of Engineering, University of Aberdeen, King’s College Aberdeen: Aberdeen, UK, 2008. [Google Scholar]
- Armstrong-Hélouvry, B.; Dupont, P.; de Wit, C.C. A Survey of Models, Analysis Tools and Compensation Methods for the Control of Machines with Friction; Elsevier Science Ltd.; University of Wisconsin: Milwaukee, WI, USA, 1994. [Google Scholar]
- Rudermann, M. Zur Modellierung und Kompensation dynamischer Reibung in Aktuatorsystemen. Ph.D. Thesis, Fakultät für Elektrotechnik und Informationstechnik, Lehrstuhl für Regelungssystemtechnik, Technische Universität Dortmund, Dortmund, Germany, 2012. [Google Scholar]
- Dahl, P.R. A Solid Friction Model; The Aerospace Corporation: El Segundo, CA, USA, 1968. [Google Scholar]
- de Wit, C.C.; Olsson, H.; Åström, K.J.; Lischinsky, P. A New Model for Control of Systems with Friction. IEEE Trans. Autom. Control 1995, 40, 419–425. [Google Scholar] [CrossRef]
- Dupont, P.; Armstrong, B.; Hayward, V. Elasto-Plastic Friction Model: Contact Compliance and Stiction. In Proceedings of the American Control Conference, Chicago, IL, USA, 28–30 June 2000; Aerospace & Mechanical Engineering, Boston University: Boston, MA, USA, 2002. [Google Scholar]
- Shyrokau, B.; Wang, D.; Augsburg, K.; Ivanov, V. Vehicle Dynamics with Brake Hysteresis. Imeche Part. D J. Automob. Eng. 2013, 227, 139–150. [Google Scholar] [CrossRef]
- Swevers, J.; Al-Bender, F.; Ganseman, C.G.; Prajogo, T. An Integrated Friction Model Structure with Improved Presliding Behavior for Accurate Friction Compensation. IEEE Trans. Autom. Control 2000, 45, 675–686. [Google Scholar] [CrossRef]
- Lampaert, V.; Al-Bender, F.; Swevers, J. A generalized Maxwell-slip friction model appropriate for control purposes. In Proceedings of the IEEE International Workshop on Workload Characterization (IEEE Cat. No.03EX775), St. Petersburg, Russia, 20–22 August 2003; Department of Mechanical Engineering, Katholieke Universiteit Leuven: Leuven, Belgium, 2003. [Google Scholar]
- Blok, H. Inverse problems in hydrodynamic lubrication and design directives for lubricated flexible surfaces. In Proceedings of the International Symposium on Lubrication and Wear, Houston, TX, USA, 1 January 1963. [Google Scholar]
- van Leeuwen, H.J.; Schouten, M.J.W. Die Elastohydrodynamik: Geschichte und Neuentwicklungen. In VDI Berichte Nr. 1207; Eindhoven University of Technology: Eindhoven, The Netherlands, 1995. [Google Scholar]
- Kaiser, F. Ein Simulationsmodell zur Analyse des Schmierfilms von Stangendichtungen. In Dissertation; Lehrstuhl für Maschinenelemente und Getriebetechnik, TU Kaiserslautern: Kaiserslautern, Germany, 2015. [Google Scholar]
- Frick, A.; Stern, C. Einführung in die Kunststoffprüfung—Prüfmethoden und Anwendungen; Carl Hanser Verlag: München, Germany, 2017. [Google Scholar]
- ANSYS, Inc. ANSYS Mechanical APDL Theory Reference Version 2020 R1; ANSYS, Inc.: Canonsburg, PA, USA, 2020. [Google Scholar]
- Åström, K.J.; de Wit, C.C. Revisiting the LuGre friction model. IEEE Control Syst. Mag. 2008, 100–114. [Google Scholar]
- van Geffen, V. A Study of Friction Models and Friction Compensation; Technische Universiteit Eindhoven, Department Mechanical Engineering, Dynamics and Control Technology Group: Eindhoven, The Netherlands, 2009. [Google Scholar]
- Al-Bender, F.; Swevers, J. Characterization of Friction Force Dynamics. IEEE Control. Syst. Mag. 2008, 28, 64–81. [Google Scholar]
- Ruderman, M.; Bertram, T. Modified Maxwell-Slip model of presliding friction. In Proceedings of the 18th IFAC World Congress, Milan, Italy, 28 August–2 September 2011. [Google Scholar]
- Al-Bender, F.; Lampaert, V.; Swevers, J. A novel generic model at asperity level for dry friction force dynamics. In Tribology Letters; Department of Mechanical Engineering, Katholieke Universiteit Leuven: Leuven, Belgium, 2003; Volume 16. [Google Scholar]
- Lampaert, V.; Swevers, J.; Al-Bender, F. Modification of the Leuven Integrated Friction Model Structure. IEEE Trans. Autom. Control 2002, 47, 683–687. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density | Young’s Modulus | Poisson’s Ratio | Relative Moduli | Relaxation Time | ||
|---|---|---|---|---|---|---|---|
| NBR70 (O-Ring) | 1214 | 7.78 | 0.49 | (1) | 0.0707 | (1) | 1448.6 |
| (2) | 0.0735 | (2) | 130.2 | ||||
| (3) | 0.0395 | (3) | 8.8 | ||||
| NBR75 (Static Seal) | 1275 | 8.24 | 0.49 | (1) | 0.0339 | (1) | 470.2 |
| (2) | 0.0148 | (2) | 161.3 | ||||
| (3) | 0.0689 | (3) | 11.7 | ||||
| NBR82 (Scraper) | 1448 | 15.87 | 0.49 | (1) | 0.0787 | (1) | 1860.2 |
| (2) | 0.0827 | (2) | 216.8 | ||||
| (3) | 0.1321 | (3) | 8.7 | ||||
| FKM88 (Oil Seal) | 2010 | 26.47 | 0.49 | (1) | 0.1336 | (1) | 1655.2 |
| (2) | 0.0834 | (2) | 103.8 | ||||
| (3) | 0.0694 | (3) | 7.2 | ||||
| PTFE (Piston Band) | 2300 | 680.97 | 0.49 | (1) | 0.1167 | (1) | 149.0 |
| (2) | 0.2027 | (2) | 1748.9 | ||||
| Steel (All Others) | 7850 | 200,000 | 0.3 | - | - | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Herzog, L.; Augsburg, K. Study on Friction in Automotive Shock Absorbers Part 1: Friction Simulation Using a Dynamic Friction Model in the Contact Zone of an FEM Model. Vehicles 2021, 3, 212-232. https://doi.org/10.3390/vehicles3020014
Herzog L, Augsburg K. Study on Friction in Automotive Shock Absorbers Part 1: Friction Simulation Using a Dynamic Friction Model in the Contact Zone of an FEM Model. Vehicles. 2021; 3(2):212-232. https://doi.org/10.3390/vehicles3020014
Chicago/Turabian StyleHerzog, Ludwig, and Klaus Augsburg. 2021. "Study on Friction in Automotive Shock Absorbers Part 1: Friction Simulation Using a Dynamic Friction Model in the Contact Zone of an FEM Model" Vehicles 3, no. 2: 212-232. https://doi.org/10.3390/vehicles3020014
APA StyleHerzog, L., & Augsburg, K. (2021). Study on Friction in Automotive Shock Absorbers Part 1: Friction Simulation Using a Dynamic Friction Model in the Contact Zone of an FEM Model. Vehicles, 3(2), 212-232. https://doi.org/10.3390/vehicles3020014