
The Influence of Nanocoatings on the Wear, Corrosion, and Erosion Properties of AISI 304 and AISI 316L Stainless Steels: A Critical Review Regarding Hydro Turbines




Abstract
1. Introduction
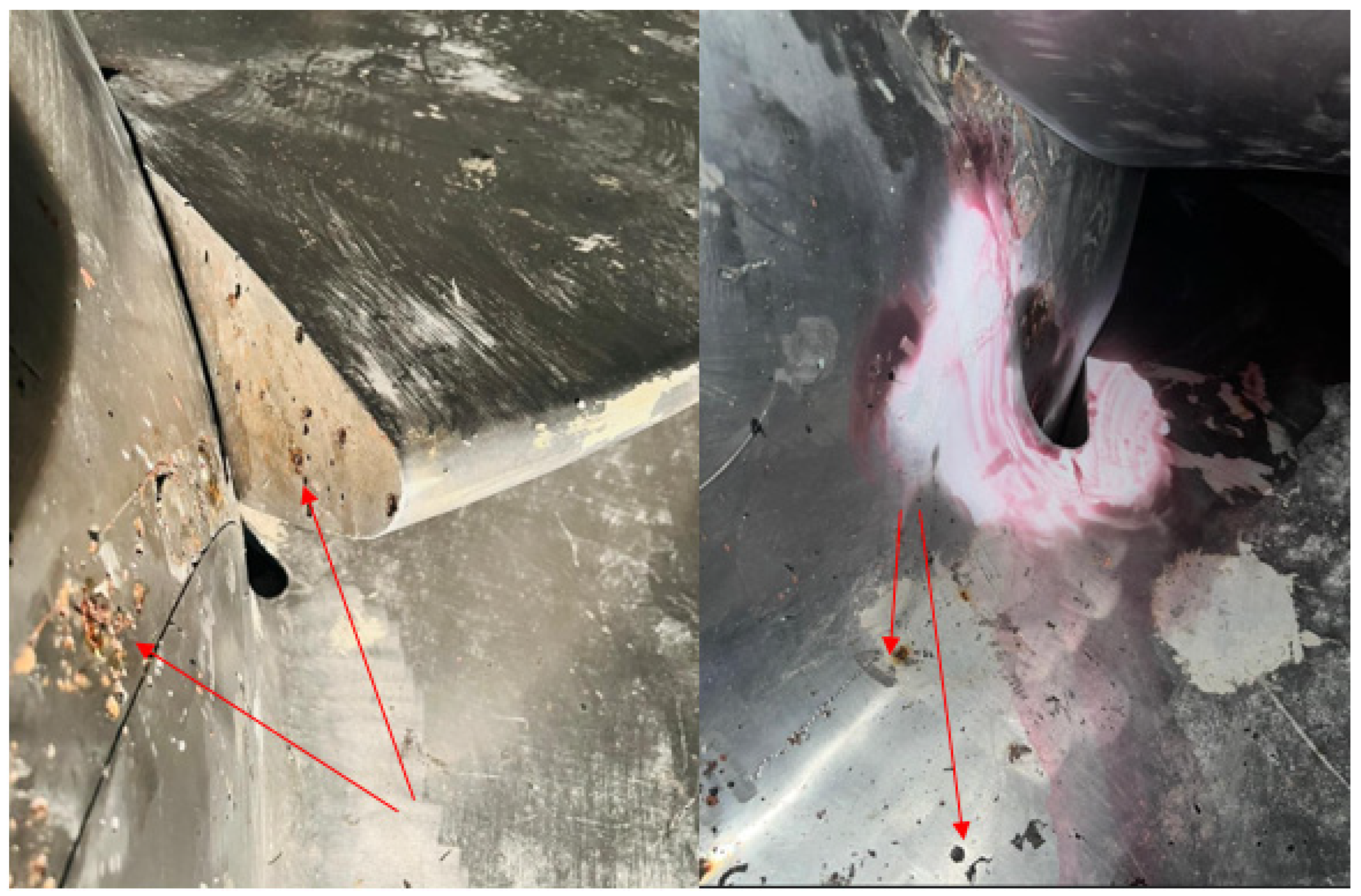
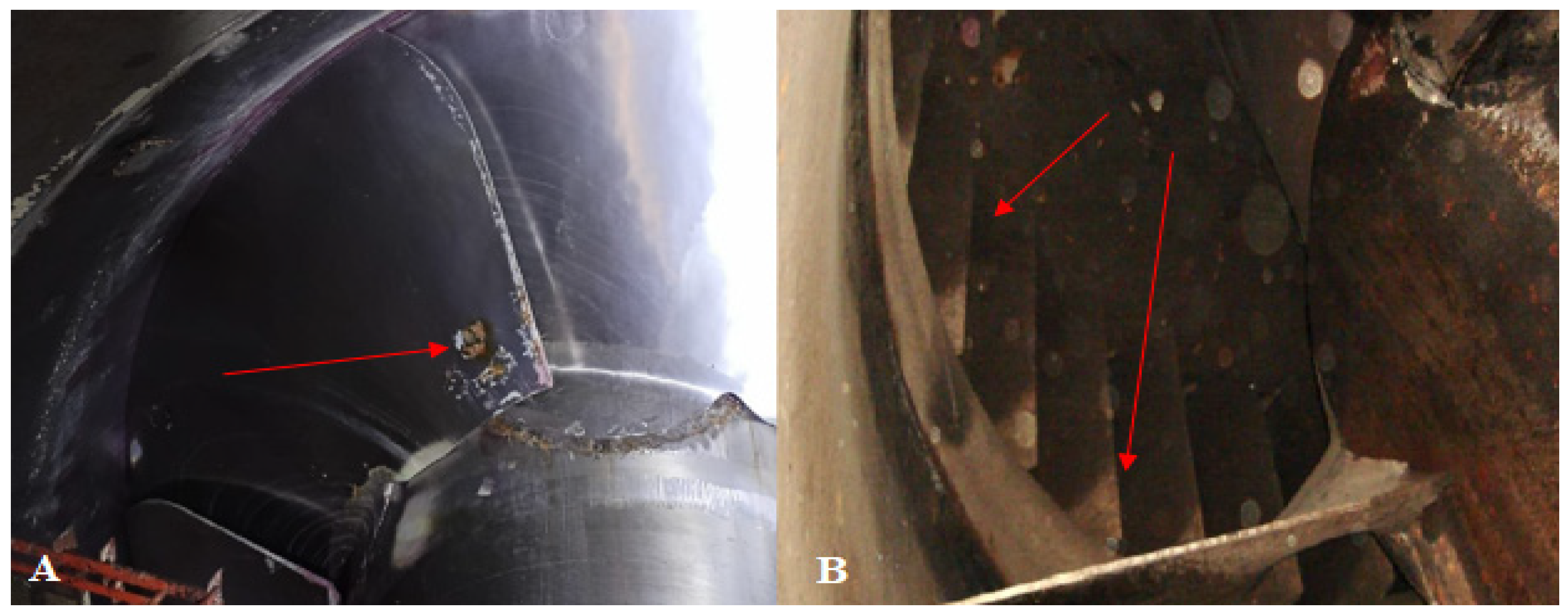
1.1. The Erosion Phenomenon
1.2. Cavitation
1.3. Corrosion
1.4. The Fatigue Phenomenon
2. The Materials Used in the Manufacture of Hydro Turbines
- 200 series: To limit the consumption of manganese and nitrogen, the 200 series consists of chromium–manganese–nickel alloys. Due to the addition of nitrogen, they are approximately 50% more productive than 300 series stainless steel sheets [35].
- 300 series: Nickel alloys primarily produce the austenitic microstructure of the chromite–nickel alloys in the 300 series; some extremely high-strength alloys also contain some nitrogen to reduce the amount of nickel required. The most commonly used types of this series are as follows:
- ○
- 304 SS: The most commonly recognized grade is 304, often referred to as 18/8 and 18/10 due to its composition of 18% Cr and 8–10% Ni.
- ○
- 316 SS: This is the second most widely used austenitic steel. Due to the presence of chloride ions, 2% molybdenum increases acidity and local corrosion resistance. Moreover, low-carbon varieties, such as 316L or 304L, which contain less than 0.03% carbon, are used to prevent weld corrosion [36].
2.1. Specifications of 304 SS
2.2. Specifications of 316L SS
3. The Coating Technologies Used in This Specific Industry
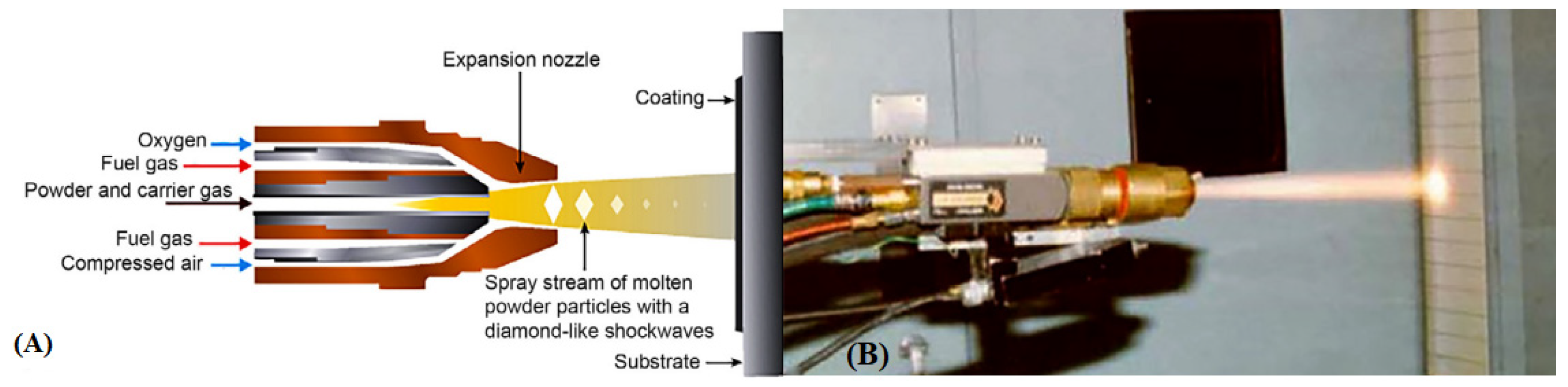
3.1. High-Velocity Air Fuel (HVAF) and High-Velocity Oxygen Fuel (HVOF) Spraying Processes
3.2. The Plasma Spraying Process
4. The Most Common Coatings Used in This Specific Industry
- The GTA coating technique enabled the successful fabrication of a wear-resistant Ti-SiC MMC surface.
- The maximum microhardness of the coated layer was measured as 639 and 575 HV0.1 at 30% and 20% SiC constituents, respectively. Moreover, the substrate’s average microhardness was measured to be 237 HV0.1.
- Against 400-grade sandpaper, the relative wear resistance of the coating with 30% and 20% SiC was 3.4 and 2.3 times higher than that of the steel substrate, respectively.
- In the case of 304 steel substrates, the coefficient of friction (COF) increased for the 30% SiC coating and decreased for the 20% SiC coating [79].
- ➢
- The alloy samples subjected to laser surface treatment showed a significant improvement in their pitting erosion resistance (up to 30 times) compared to that of 316 SS. This remarkable improvement may be explained by the interdendritic carbide γ-FeCrNiW eutectic and the carbide dendrite microstructure.
- ➢
- The microhardness of the alloy layer increases with an increase in the W concentration of the layer. This means that W is very important for producing complex carbide precipitates and solution hardening that strengthens the alloy layer. Furthermore, as the destructive effects of embrittlement increase at a higher hardness, the maximum resistance to pitting occurs at an average microhardness of about 1000 HV and decreases thereafter.
- ➢
- The results of laboratory studies showed that a microstructure with fine precipitated carbides is more resistant than a structure with coarse and undissolved carbides to abrasive wear conditions [82].
5. Summary
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dincer, I. Renewable energy and sustainable development: A crucial review. Renew. Sustain. Energy Rev. 2000, 4, 157–175. [Google Scholar] [CrossRef]
- Gyamfi, S.; Derkyi, N.S.A.; Asuamah, E.Y.; Aduako, I.J.A. Renewable Energy and Sustainable Development. In Sustainable Hydropower in West Africa; Academic Press: Cambridge, MA, USA, 2018; pp. 75–94. [Google Scholar] [CrossRef]
- Nautiyal, H.; Goel, V. Sustainability assessment of hydropower projects. J. Clean. Prod. 2020, 265, 121661. [Google Scholar] [CrossRef]
- Khalid Mohammed Ridha, W.; Reza Kashyzadeh, K.; Ghorbani, S. Common failures in hydraulic Kaplan turbine blades and practical solutions. Materials 2023, 16, 3303. [Google Scholar] [CrossRef]
- Padhy, M.K.; Saini, R.P. A review on silt erosion in hydro turbines. Renew. Sustain. Energy Rev. 2008, 12, 1974–1987. [Google Scholar] [CrossRef]
- Mann, B. High-energy particle impact wear resistance of hard coatings and their application in hydro turbines. Wear 2000, 237, 140–146. [Google Scholar] [CrossRef]
- Mohammad Ridha, W.K.; Reza Kashyzadeh, K.; Ghorbani, S. Influence of Sediment Particle Size on Erosion Rate of AISI 304 Stainless Steel. In Advances in Intelligent Manufacturing and Robotics; Tan, A., Zhu, F., Jiang, H., Mostafa, K., Yap, E.H., Chen, L., Olule, L.J., Myung, H., Eds.; Lecture Notes in Networks and Systems; Springer Nature: Singapore, 2024; p. 845. [Google Scholar] [CrossRef]
- Padhy, M.K.; Saini, R.P. Effect of size and concentration of silt particles on erosion of Pelton turbine buckets. Energy 2009, 34, 1477–1483. [Google Scholar] [CrossRef]
- Llewellyn, R.J.; Yick, S.K.; Dolman, K.F. Scouring erosion resistance of metallic materials used in slurry pump service. Wear 2004, 256, 592–599. [Google Scholar] [CrossRef]
- Hamzah, R.; Stephenson, D.J.; Strutt, J.E. Erosion of material used in petroleum production. Wear 1995, 186–187, 493–496. [Google Scholar] [CrossRef]
- Ben-Ami, Y.; Uzi, A.; Levy, A. Modelling the particles impingement angle to produce maximum erosion. Powder Technol. 2016, 301, 1032–1043. [Google Scholar] [CrossRef]
- Neopane, H.P.; Dahlhaug, O.G.; Cervantes, M. Sediment erosion in hydraulic turbines. Glob. J. Res. Eng. 2011, 11, 17–26. [Google Scholar]
- Dorji, U.; Ghomashchi, R. Hydro turbine failure mechanisms: An overview. Eng. Fail. Anal. 2014, 44, 136–147. [Google Scholar] [CrossRef]
- Kashyap, T.; Thakur, R.; Ngo, G.H.; Lee, D.; Fekete, G.; Kumar, R.; Singh, T. Silt erosion and cavitation impact on hydraulic turbines performance: An in-depth analysis and preventative strategies. Heliyon 2024, 10, e28998. [Google Scholar] [CrossRef] [PubMed]
- Brijkishore, K.R.; Prasad, V. Prediction of cavitation and its mitigation techniques in hydraulic turbines—A review. Ocean Eng. 2021, 221, 108512. [Google Scholar] [CrossRef]
- Rus, T.; Dular, M.; Širok, B.; Hočevar, M.; Kern, I. An Investigation of the Relationship Between Acoustic Emission, Vibration, Noise, and Cavitation Structures on a Kaplan Turbine. J. Fluids Eng. 2007, 129, 1112. [Google Scholar] [CrossRef]
- Ghiban, B.; Safta, C.-A.; Ion, M.; Crângașu, C.E.; Grecu, M.-C. Structural Aspects of Silt Erosion Resistant Materials Used in Hydraulic Machines Manufacturing. Energy Procedia 2017, 112, 75–82. [Google Scholar] [CrossRef]
- Wood, R.J.K. Erosion–corrosion interactions and their effect on marine and offshore materials. Wear 2006, 261, 1012–1023. [Google Scholar] [CrossRef]
- Kashyzadeh, K.R.; Arghavan, A. Study of the effect of different industrial coating with microscale thickness on the CK45 steel by experimental and finite element methods. Strength Mater. 2013, 45, 748–757. [Google Scholar] [CrossRef]
- Arghavan, A.; Reza Kashyzadeh, K.; Asfarjani, A.A. Investigating effect of industrial coatings on fatigue damage. Appl. Mech. Mater. 2011, 87, 230–237. [Google Scholar] [CrossRef]
- Kashyzadeh, K.R.; Ghorbani, S. Comparison of some selected time-domain fatigue failure criteria dedicated for multi input random non-proportional loading conditions in industrial components. Eng. Fail. Anal. 2023, 143, 106907. [Google Scholar] [CrossRef]
- Kjolle, A. Hydropower in Norway—Mechanical Equipment; Chapter 14; Norwegian University of Science and Technology: Trondheim, Norway, 2001. [Google Scholar]
- Momcilovic, D.B.; Motrovic, R.; Antanasovska, I.; Vuherer, T. Methodology of determination the influence of corrosion pit on the decrease of hydro turbine shaft fatigue failure. Mach. Des. 2012, 4, 231–236. Available online: https://hdl.handle.net/21.15107/rcub_machinery_1437 (accessed on 1 November 2024).
- Frunzǎverde, D.; Muntean, S.; Mǎrginean, G.; Câmpian, V.; Marşavina, L.; Terzi, R.; Şerban, V. Failure analysis of a Francis turbine runner. Earth Environ. Sci. 2010, 12, 012115. [Google Scholar] [CrossRef]
- Muhsen, A.A.; Al-Malik, A.A.R.; Attiya, B.H.; Al-Hardanee, O.F.; Abdalazize, K.A. Modal analysis of Kaplan turbine in Haditha hydropower plant using ANSYS and SolidWorks. In Proceedings of the Black Sea Summit 7th International Applied Science Congress, Istanbul, Turkey, 28–29 August 2021. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, E.; Du, S.; Zhang, J.; Wang, L.; Du, H.; Cai, H. Tribocorrosion Behavior of Typical Austenitic, Martensitic, and Ferritic Stainless Steels in 3.5% NaCl Solution. J. Mater. Eng. Perform. 2021, 30, 6284–6296. [Google Scholar] [CrossRef]
- Kumar, A.; Odeh, A.A.; Myers, J.R. Mechanical Properties and Corrosion Behavior of Stainless Steels for Locks, Dams, and Hydroelectric Plant Applications; Technical Report REMR-EM-6; U.S. Army Corps of Engineers’ Construction Engineering Research Laboratory: Springfield, VA, USA, 1989. [Google Scholar]
- Zhao, Y.; Zhou, F.; Yao, J.; Dong, S.; Li, N. Erosion–corrosion behavior and corrosion resistance of AISI 316 stainless steel in flow jet impingement. Wear 2015, 328–329, 464–474. [Google Scholar] [CrossRef]
- Zhao, Y.-L.; Tang, C.-Y.; Yao, J.; Zeng, Z.-H.; Dong, S.-G. Investigation of erosion behavior of 304 stainless steel under solid–liquid jet flow impinging at 30°. Pet. Sci. 2020, 17, 1135–1150. [Google Scholar] [CrossRef]
- Vitos, L.; Korzhavyi, P.A.; Johansson, B. Evidence of Large Magnetostructural Effects in Austenitic Stainless Steels. Phys. Rev. Lett. 2006, 96, 117210. [Google Scholar] [CrossRef]
- Stainless Steels for Design Engineers (#05231G); ASM International: Detroit, MI, USA, 2008; Chapter 6; pp. 69–78. ISBN 978-0-87170-717-8. Available online: https://www.asminternational.org/search/-/journal_content/56/10192/05231G/PUBLICATION (accessed on 20 October 2024).
- Microstructures in Austenitic Stainless Steels: Total Materia Article. Available online: https://www.totalmateria.com (accessed on 23 June 2020).
- Tong, C. Introduction to Materials for Advanced Energy Systems; Springer International Publishing: Cham, Switzerland, 2019. [Google Scholar]
- Quaranta, E. Estimation of the permanent weight load of water wheels for civil engineering and hydropower applications and dataset collection. Sustain. Energy Technol. Assess. 2020, 40, 100776. [Google Scholar] [CrossRef]
- Habara, Y. Stainless Steel 200 Series: An Opportunity for Mn; Archived 8 March 2014 at the Wayback Machine; Technical Development Department, Nippon Metal Industry, Co., Ltd.: Hekinan, Japan, 2014. [Google Scholar]
- Shaigan, N.; Qu, W.; Ivey, D.; Chen, W. A review of recent progress in coatings, surface modifications and alloy developments for solid oxide fuel cell ferritic stainless steel interconnects. J. Power Sources 2010, 195, 1529–1542. [Google Scholar] [CrossRef]
- Iwamoto, T.; Pham, H.T. Review on Spatio-Temporal Multiscale Phenomena in TRIP Steels and Enhancement of Its Energy Absorption. In From Creep Damage Mechanics to Homogenization Methods: A Liber Amicorum to Celebrate the Birthday of Nobutada Ohno; Springer: Berlin/Heidelberg, Germany, 2015; pp. 143–161. [Google Scholar] [CrossRef]
- Iwamoto, T. Computational simulation on deformation behavior of CT specimens of TRIP steel under mode I loading for evaluation of fracture toughness. Int. J. Plast. 2002, 18, 1583–1606. [Google Scholar] [CrossRef]
- Sahin, M. Evaluation of the joint-interface properties of austenitic-stainless steels (AISI 304) joined by friction welding. Mater. Des. 2007, 28, 2244–2250. [Google Scholar] [CrossRef]
- Raja Narayananl, S.; Balakrishnan, M.; Pradeep, G.K.; Ragavan, M.; Nirmal Kumar, S. Mechanical and Microstructure Properties Evaluation of Tig Welded Dissimilar Metal Ss304-Ss316. Ann. Rom. Soc. Cell Biol. 2021, 25, 2124–2134. [Google Scholar] [CrossRef]
- Setyowati, V.A.; Abdul, F.; Ariyadi, S. Effect of welding methods for different carbon content of ss304 and ss304l materials on the mechanical properties and microstructure. Mater. Sci. Eng. 2021, 1010, 012018. [Google Scholar] [CrossRef]
- Azmi, M.A.C. Effect of Heat Treatment on Corrosion Behavior of Ss316 Stainless Steel in Simulated Body Environment. Bachelor’s Thesis, Faculty of Mechanical Engineering, Universiti Malaysia Pahang, Pekan, Malaysia, December 2010. [Google Scholar]
- ASM Handbook: Volume 4: Heat Treating (Asm Handbook), 10th ed.; ASM International: Detroit, MI, USA, 1991.
- Song, R.B.; Xiang, J.Y.; Hou, D.P. Characteristics of mechanical properties and microstructure for 316L austenitic stainless steel. J. Iron Steel Res. Int. 2011, 18, 53–59. [Google Scholar] [CrossRef]
- Roy, M.; Pauschitz, A.; Polak, R.; Franek, F. Comparative evaluation of ambient temperature friction behaviour of thermal sprayed Cr3C2–25(Ni20Cr) coatings with conventional and nano-crystalline grains. Tribol. Int. 2006, 39, 29–38. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, J.; Zhou, X.; Sun, D. Synthesis of High Wear and Corrosion Resistance Coating for Hydraulic Turbine Transition Parts. Surf. Technol. 2004, 33, 4–6. [Google Scholar] [CrossRef]
- Kumar Goyal, D.; Singh, H.; Kumar, H.; Sahni, V. Slurry erosion behaviour of HVOF sprayed WC–10Co–4Cr and Al2O3+13TiO2 coatings on a turbine steel. Wear 2012, 289, 46–57. [Google Scholar] [CrossRef]
- Harvey, D. The tough truth—Wear-resistant coatings using high velocity oxyfuel. Ind. Lubr. Tribol. 1996, 48, 11–16. [Google Scholar] [CrossRef]
- Sharma, V.; Kaur, M.; Bhandari, S. Micro and nano ceramic-metal composite coatings by thermal spray process to control slurry erosion in hydroturbine steel: An overview. Eng. Res. Express 2019, 1, 012001. [Google Scholar] [CrossRef]
- El-Eskandarany, M.S. Utilization of ball-milled powders for surface protective coating. In Mechanical Alloying; Elsevier: Amsterdam, The Netherlands, 2020; pp. 309–334. [Google Scholar] [CrossRef]
- Bartuli, C.; Valente, T.; Cipri, F.; Bemporad, E.; Tului, M. Parametric study of an HVOF process for the deposition of nanostructured WC-Co coatings. J. Therm. Spray Technol. 2005, 14, 187–195. [Google Scholar] [CrossRef]
- He, J.; Ice, M.; Lavernia, E.J.; Dallek, S. Synthesis of nanostructured WC-12 pct Co coating using mechanical milling and high velocity oxygen fuel thermal spraying. Metall. Mater. Trans. A 2000, 31, 541–553. [Google Scholar] [CrossRef]
- Yang, M.; Jin, Q.; Huang, T.; Kong, D.; Song, P. Effect of Cr3C2 distribution on the wear and corrosion properties of HVOF-sprayed WC–12Co/Cr3C2–25NiCr composite coatings. Ceram. Int. 2024, 50, 19720–19732. [Google Scholar] [CrossRef]
- Thakur, L.; Arora, N. A study on erosive wear behavior of HVOF sprayed nanostructured WC-CoCr coatings. J. Mech. Sci. Technol. 2013, 27, 1461–1467. [Google Scholar] [CrossRef]
- Ghabchi, A.; Varis, T.; Turunen, E.; Suhonen, T.; Liu, X.; Hannula, S.-P. Behavior of HVOF WC-10Co4Cr Coatings with Different Carbide Size in Fine and Coarse Particle Abrasion. J. Therm. Spray Technol. 2009, 19, 368–377. [Google Scholar] [CrossRef]
- Ma, N.; Guo, L.; Cheng, Z.; Wu, H.; Ye, F.; Zhang, K. Improvement on mechanical properties and wear resistance of HVOF sprayed WC-12Co coatings by optimizing feedstock structure. Appl. Surf. Sci. 2014, 320, 364–371. [Google Scholar] [CrossRef]
- Sciezka, S.F.; Filipowicz, K. An integrated testing method for cermet abrasion resistance and fracture toughness evaluation. Wear 1998, 216, 202–212. [Google Scholar] [CrossRef]
- Li, C.-J.; Ohmori, A.; Tani, K. Effect of WC Particle Size on the Abrasive Wear of Thermally Sprayed WC-Co Coatings. Mater. Manuf. Process. 1999, 14, 175–184. [Google Scholar] [CrossRef]
- Gee, M.G.; Gant, A.; Roebuck, B. Wear mechanisms in abrasion and erosion of WC/Co and related hard metals. Wear 2007, 263, 137–148. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Dosta, S.; Miguel, J.R. The enhancement of the properties of WC-Co HVOF coatings through the use of nanostructured and microstructured feedstock powders. Surf. Coat. Technol. 2006, 201, 1180–1190. [Google Scholar] [CrossRef]
- Tillmann, W.; Baumann, I.; Hollingsworth, P.S.; Hagen, L. Sliding and Rolling Wear Behavior of HVOF-Sprayed Coatings Derived from Conventional, Fine and Nanostructured WC-12Co Powders. J. Therm. Spray Technol. 2013, 23, 262–280. [Google Scholar] [CrossRef]
- Hong, S.; Wu, Y.; Zhang, J.; Zheng, Y.; Qin, Y.; Lin, J. Ultrasonic cavitation erosion of high-velocity oxygen-fuel (HVOF) sprayed near-nanostructured WC–10Co–4Cr coating in NaCl solution. Ultrason. Sonochem. 2015, 26, 87–92. [Google Scholar] [CrossRef] [PubMed]
- Skandan, G.; Yao, R.; Sadangi, R.; Kear, B.H.; Qiao, Y.; Liu, L.; Fischer, T.E. Multimodal Coatings: A New Concept in Thermal Spraying. J. Therm. Spray Technol. 2000, 9, 329–331. [Google Scholar] [CrossRef]
- Ding, X.; Cheng, X.-D.; Li, C.; Yu, X.; Ding, Z.-X.; Yuan, C.-Q. Microstructure and performance of multi-dimensional WC-CoCr coating sprayed by HVOF. Int. J. Adv. Manuf. Technol. 2017, 96, 1625–1633. [Google Scholar] [CrossRef]
- Reyes Mojena, M.A.; Sánchez Orozco, M.; Carvajal Fals, H.; Sagaró Zamora, R.; Camello Lima, C.R. A comparative study on slurry erosion behavior of HVOF sprayed coatings. Dyna 2017, 84, 239–246. [Google Scholar] [CrossRef]
- Shang, S.; Guduri, B.; Cybulsky, M.; Batra, R.C. Effect of Turbulence Modulation on Three-Dimensional Trajectories of Powder Particles in a Plasma Spray Process. J. Phys. D Appl. Phys. 2014, 47, 405206. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, C.; Sun, G.; Xiao, J.; Zhang, L.; Zhang, G. Role of SiC nanoparticles on tribological properties of atmospheric plasma sprayed 5 wt% SiC–Ni60 coatings. Tribol. Int. 2020, 146, 106220. [Google Scholar] [CrossRef]
- Kadiyala, A.; Bijwe, J.; Kalappa, P. Investigations on influence of nano and micron sized particles of SiC on performance properties of PPEK coatings. Surf. Coat. Technol. 2018, 334, 124–133. [Google Scholar] [CrossRef]
- Singh, V.P.; Sil, A.; Jayaganthan, R. Tribological behavior of plasma sprayed Cr2O3–3% TiO2 coatings. Wear 2011, 272, 149–158. [Google Scholar] [CrossRef]
- Jordan, E.H.; Gell, M.; Sohn, Y.H.; Goberman, D.; Shaw, L.; Jiang, S.; Wang, M.; Xiao, T.D.; Wang, Y.; Strutt, P. Fabrication and evaluation of plasma sprayed nanostructured alumina–titania coatings with superior properties. Mater. Sci. Eng. A 2001, 301, 80–89. [Google Scholar] [CrossRef]
- Zhang, J.; He, J.; Dong, Y.; Li, X.; Yan, D. Microstructure characteristics of Al2O3–13wt.% TiO2 coating plasma spray deposited with nanocrystalline powders. J. Mater. Process. Technol. 2008, 197, 31–35. [Google Scholar] [CrossRef]
- Wang, L.; Mao, J.; Xue, C.; Ge, H.; Dong, G.; Zhang, Q.; Yao, J. Cavitation-Erosion behavior of laser cladded Low-Carbon Cobalt-Based alloys on 17-4PH stainless steel. Opt. Laser Technol. 2023, 158, 108761. [Google Scholar] [CrossRef]
- Vikhareva, I.N.; Antipin, V.E. Modern strategies for the creation of polymer coatings: Part I. Nanotechnol. Constr. 2024, 16, 32–43. [Google Scholar] [CrossRef]
- Li, D.G.; Chen, D.R.; Liang, P. Enhancement of Cavitation Erosion Resistance of 316L Stainless Steel by Adding Molybdenum. Ultrason. Sonochem. 2017, 35, 375–381. [Google Scholar] [CrossRef] [PubMed]
- Pérez, F.J.; Pedraza, F.; Hierro, M.P.; Hou, P.Y. Adhesion properties of aluminide coatings deposited via CVD in fluidised bed reactors (CVD-FBR) on AISI 304 stainless steel. Surf. Coat. Technol. 2000, 133, 338–343. [Google Scholar] [CrossRef]
- Chen, C.; Sui, L.; Zhang, M. Effects of Different Oxidation Methods on the Wetting and Diffusion Characteristics of a High-Alumina Glass Sealant on 304 Stainless Steel. Materials 2024, 17, 2251. [Google Scholar] [CrossRef] [PubMed]
- Xing, X.; Wang, H.; Lu, P.; Han, Z. Influence of rare earths on electrochemical corrosion and wear resistance of RE–Cr/Ti pack coatings on cemented 304 stainless steel. Surf. Coat. Technol. 2016, 291, 151–160. [Google Scholar] [CrossRef]
- Bahri, A.; Kaçar, E.; Akkaya, S.S.; Elleuch, K.; Ürgen, M. Wear protection potential of TiN coatings for 304 stainless steels used in rotating parts during olive oil extraction. Surf. Coat. Technol. 2016, 304, 560–566. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar Ram, R.; Kumar Das, A. Mechanical characteristics of Ti-SiC metal matrix composite coating on AISI 304 steel by gas tungsten arc (GTA) coating process. Mater. Today Proc. 2019, 17, 111–117. [Google Scholar] [CrossRef]
- Singh, J.; Kumar, S.; Mohapatra, S.K. Tribological analysis of WC–10Co–4Cr and Ni–20Cr2O3 coating on stainless steel 304. Wear 2017, 376–377, 1105–1111. [Google Scholar] [CrossRef]
- Rao, K.V.S.; Girisha, K.G.; Jamuna, K.; Tejaswini, G.C. Erosion Behaviour of HVOF Sprayed SiC-WC-Cr3C2 Multilayer Coating on 304 Stainless Steel. Mater. Today Proc. 2018, 5, 24685–24690. [Google Scholar] [CrossRef]
- Lo, K.H.; Cheng, F.T.; Kwok, C.T.; Man, H.C. Improvement of cavitation erosion resistance of AISI 316 stainless steel by laser surface alloying using fine WC powder. Surf. Coat. Technol. 2003, 165, 258–267. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Wang, X.Z.; Luo, H.; Luo, J.L. A study on corrosion behaviors of Ni–Cr–Mo laser coating, 316 stainless steel and X70 steel in simulated solutions with H2S and CO2. Surf. Coat. Technol. 2016, 291, 250–257. [Google Scholar] [CrossRef]
- Lepule, M.L.; Obadele, B.A.; Andrews, A.; Olubambi, P.A. Corrosion and wear behaviour of ZrO2 modified NiTi coatings on AISI 316 stainless steel. Surf. Coat. Technol. 2015, 261, 21–27. [Google Scholar] [CrossRef]
- Dong, H.; Qi, P.-Y.; Li, X.Y.; Llewellyn, R.J. Improving the erosion–corrosion resistance of AISI 316 austenitic stainless steel by low-temperature plasma surface alloying with N and C. Mater. Sci. Eng. A 2006, 431, 137–145. [Google Scholar] [CrossRef]
- Vite, M.; Moreno-Ríos, M.; Gallardo Hernández, E.A.; Laguna-Camacho, J.R. A study of the abrasive resistance of sputtered CrN coatings deposited on AISI 316 and AISI H13 steel substrates using steel particles. Wear 2011, 271, 1273–1279. [Google Scholar] [CrossRef]
- Sharma, P.; Singh, V.; Singla, A.K.; Bansal, A.; Singla, J.; Goyal, D.K. Cavitation Erosion Investigations of Hard Carbide and Nitride Based Novel Coatings Manufactured by Plasma Spraying. Tribol. Trans. 2024, 67, 311–322. [Google Scholar] [CrossRef]
- Gu, Y.; Xia, K.; Wu, D.; Mou, J.; Zheng, S. Technical Characteristics and Wear-Resistant Mechanism of Nano Coatings: A Review. Coatings 2020, 10, 233. [Google Scholar] [CrossRef]
- Liang, X.B.; Shang, J.C.; Chen, Y.X.; Zhou, Z.D.; Zhang, Z.B.; Xu, B.S. Influence of ceramic particles and process parameters on residual stress of flame-sprayed Fe-based coatings. Surf. Coat. Technol. 2018, 354, 10–17. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Erosion | Location | Flow Velocity | Impingement Angle |
|---|---|---|---|
| I | Spiral casing and draft tube | Low | Small |
| II | Runner blade and guide vane | High | Small |
| III | Wearing ring | High | Large due to vortex and turbulence |
| Type of Stainless Steel | Characteristics Against Corrosion | Characteristics Against Wear | Advantages | Disadvantages |
|---|---|---|---|---|
| AISI 304 | Good resistance to general corrosion, especially in mild environments. Susceptible to pitting and crevice corrosion in chloride-rich environments. | Moderate wear resistance. | Low cost, excellent formability, and weldability. | Lower corrosion resistance in harsh environments compared to that of AISI 316. |
| AISI 316 | Excellent corrosion resistance, including pitting and crevice corrosion in chloride environments due to its molybdenum content. | Good wear resistance. | Good mechanical properties and weldability. | A higher cost than that of AISI 304 due to its molybdenum content. |
| Duplex 2205 | Excellent resistance to stress corrosion cracking, pitting, and crevice corrosion, especially in chloride-rich environments. | Excellent wear resistance due to high hardness. | High strength and good toughness. | Higher cost and more difficult to machine than austenitic grades. |
| AISI 410 (Martensitic) | Moderate corrosion resistance, suitable for mild environments. Prone to rusting in harsh conditions. | Excellent wear resistance due to high hardness. | High strength and hardness. | Poor corrosion resistance in harsh environments, brittle. |
| AISI 17-4 PH (Precipitation Hardening) | Good corrosion resistance, better than AISI 410 but lower than AISI 316. | Excellent wear resistance due to high hardness. | High strength and toughness. | Expensive and complex heat treatment is required. |
| Materials | %Wt | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | W | Co | Cr | B | Ni | Si | Fe | Others | |
| 1350 | 5.4 | Bal | 10.1 | 4.2 | - | - | - | - | <0.1 |
| 7525 | 11.0 | - | - | Bal | - | 19.0 | - | - | 0.002 |
| 88HV | 0.8 | 16.5 | - | 15.0 | 3.0 | Bal | 4.0 | 3.5 | - |
| Property | Traditional Coatings | Nanomaterial Coatings |
|---|---|---|
| Erosion resistance | Moderate to high, depending on material | High, due to enhanced hardness and toughness |
| Cavitation resistance | Moderate, prone to micro-cracking | High, due to better cohesion and flexibility |
| Fatigue strength | Moderate, can suffer from delamination | High, due to improved adhesion and flexibility |
| Adhesion to substrate | Good but can vary with surface preparation | Excellent, due to nanoscale bonding |
| Corrosion resistance | Good but can degrade over time | Excellent, due to dense and uniform structure |
| Thermal stability | Moderate to high | High, due to stable nanoscale structures |
| Cost | Generally lower | Higher, due to advanced manufacturing processes |
| Application complexity | Relatively simple | More complex, requiring precise control |
| Durability | Good but may require frequent maintenance | Excellent, with a longer service life |
| Property | Nanoparticle Alumina (Al2O3) | Normal (Microparticle) Alumina (Al2O3) |
|---|---|---|
| Particle size | 1–100 nm | 1–100 µm (micrometers) |
| Surface area | High (50–200 m2/g) | Low (1–10 m2/g) |
| Hardness | ~20 GPa (nano-enhanced) | ~15 GPa |
| Wear resistance | Excellent (due to fine grain structure and high hardness) | Good (but lower than nanoparticles) |
| Erosion resistance | Superior (better particle bonding and denser coating) | Moderate (less dense coating, prone to micro-cracking) |
| Coating adhesion | Stronger (improved interfacial bonding) | Weaker (due to larger particle size) |
| Surface roughness | Smoother (nanoscale particles fill micro-defects) | Rougher (larger particles create uneven surfaces) |
| Thermal stability | Excellent (stable up to ~1000 °C) | Good (stable up to ~800 °C) |
| Corrosion resistance | Enhanced (denser coating, fewer pores) | Moderate (more porous coating) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reza Kashyzadeh, K.; Ridha, W.K.M.; Ghorbani, S. The Influence of Nanocoatings on the Wear, Corrosion, and Erosion Properties of AISI 304 and AISI 316L Stainless Steels: A Critical Review Regarding Hydro Turbines. Corros. Mater. Degrad. 2025, 6, 6. https://doi.org/10.3390/cmd6010006
Reza Kashyzadeh K, Ridha WKM, Ghorbani S. The Influence of Nanocoatings on the Wear, Corrosion, and Erosion Properties of AISI 304 and AISI 316L Stainless Steels: A Critical Review Regarding Hydro Turbines. Corrosion and Materials Degradation. 2025; 6(1):6. https://doi.org/10.3390/cmd6010006
Chicago/Turabian StyleReza Kashyzadeh, Kazem, Waleed Khalid Mohammed Ridha, and Siamak Ghorbani. 2025. "The Influence of Nanocoatings on the Wear, Corrosion, and Erosion Properties of AISI 304 and AISI 316L Stainless Steels: A Critical Review Regarding Hydro Turbines" Corrosion and Materials Degradation 6, no. 1: 6. https://doi.org/10.3390/cmd6010006
APA StyleReza Kashyzadeh, K., Ridha, W. K. M., & Ghorbani, S. (2025). The Influence of Nanocoatings on the Wear, Corrosion, and Erosion Properties of AISI 304 and AISI 316L Stainless Steels: A Critical Review Regarding Hydro Turbines. Corrosion and Materials Degradation, 6(1), 6. https://doi.org/10.3390/cmd6010006