
Study on Flowability Enhancement and Performance Testing of Ultrafine Dry Powder Fire Extinguishing Agents Based on Application Requirements


Abstract
1. Introduction
2. Materials and Experimental Section
2.1. Materials
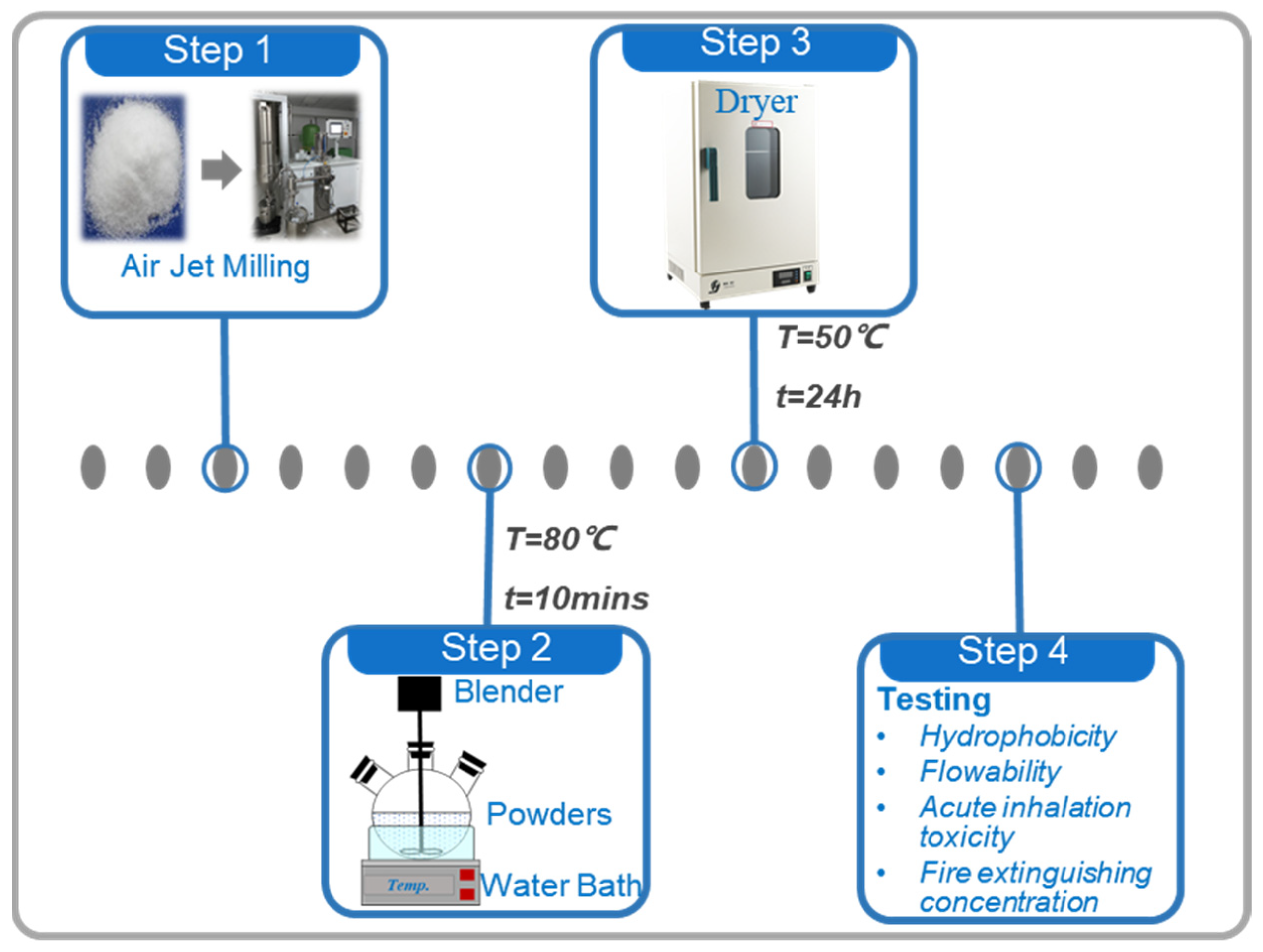
2.2. Preparation of Samples
2.3. Fire Suppression Test and Acute Inhalation Test
2.4. Characterizations
3. Results and Discussion
3.1. The Determination of the Optimum Amount of Hydrophobic Fumed Silica
3.2. Determination of Optimum Amount of Three Functional Additives to Promote Flowability of UDPA
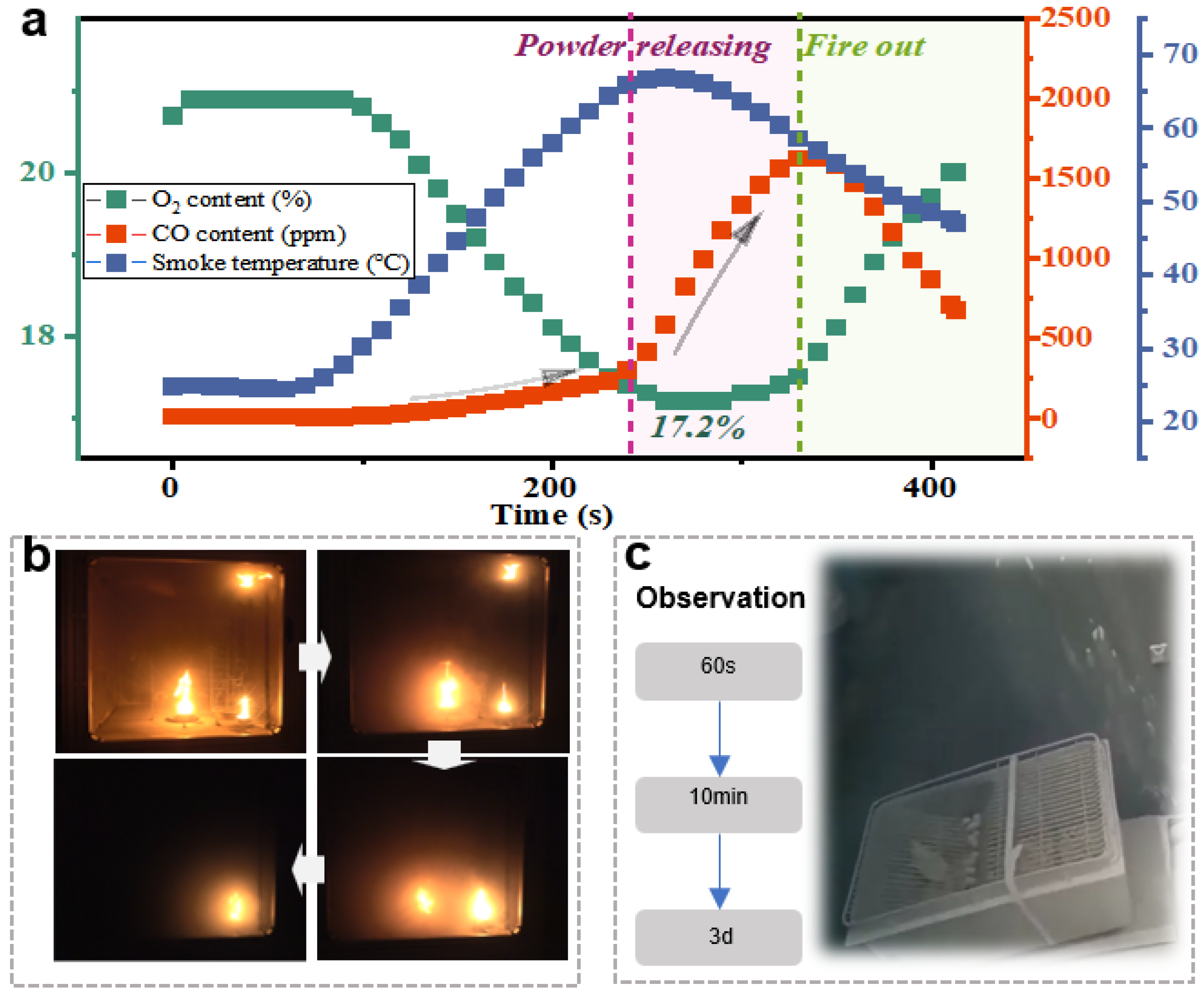
3.3. The Experiments of Fire Extinguishing and Acute Inhalation Toxicity
4. Conclusions
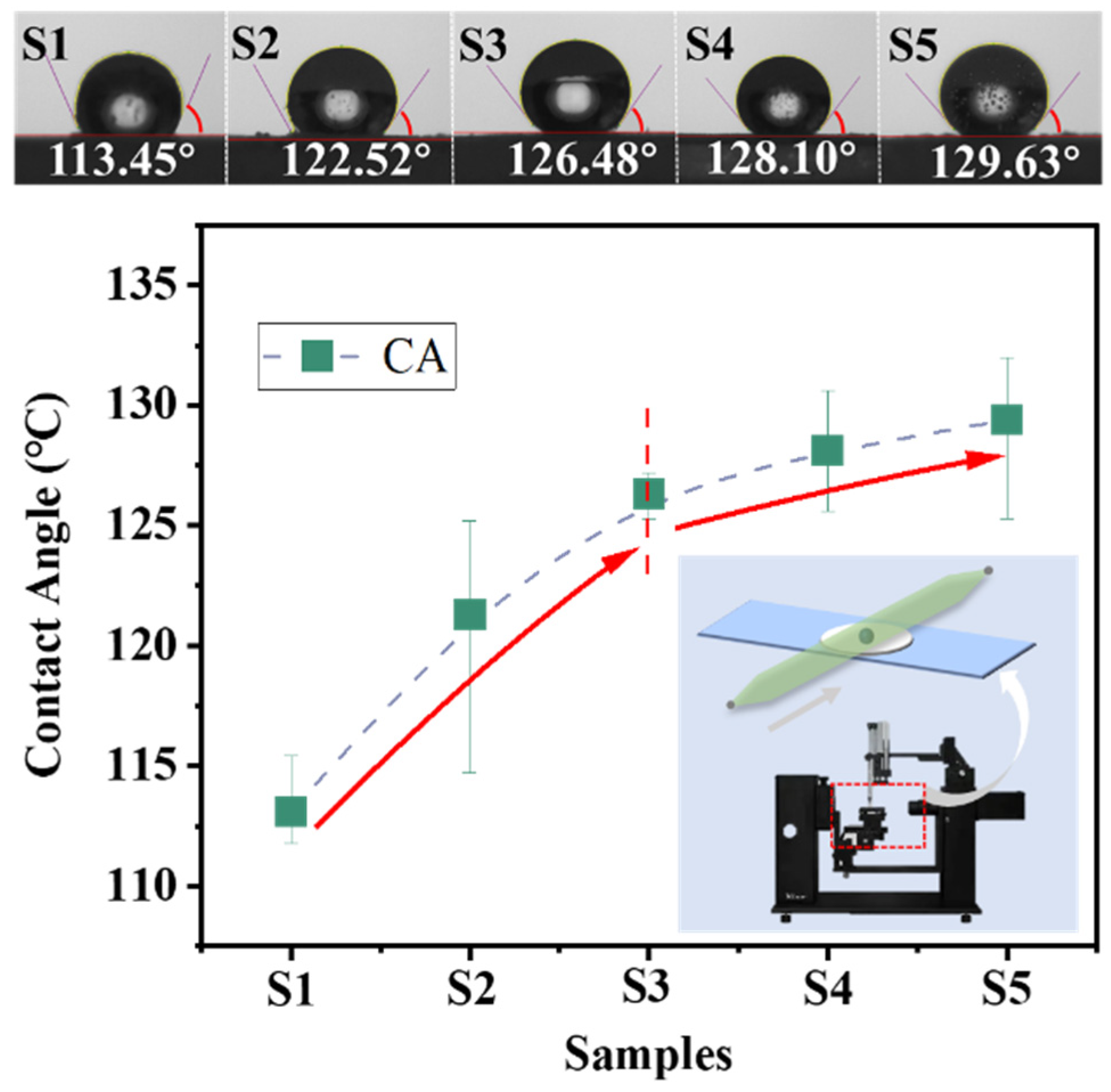
- The contact angle with water droplets increases with the mass fraction of fumed silica. The hydrophobicity of the UDPA reaches a good state when the mass fraction of fumed silica is above 6%, since the contact angle with water droplets of the S3 sample is 126.48°.
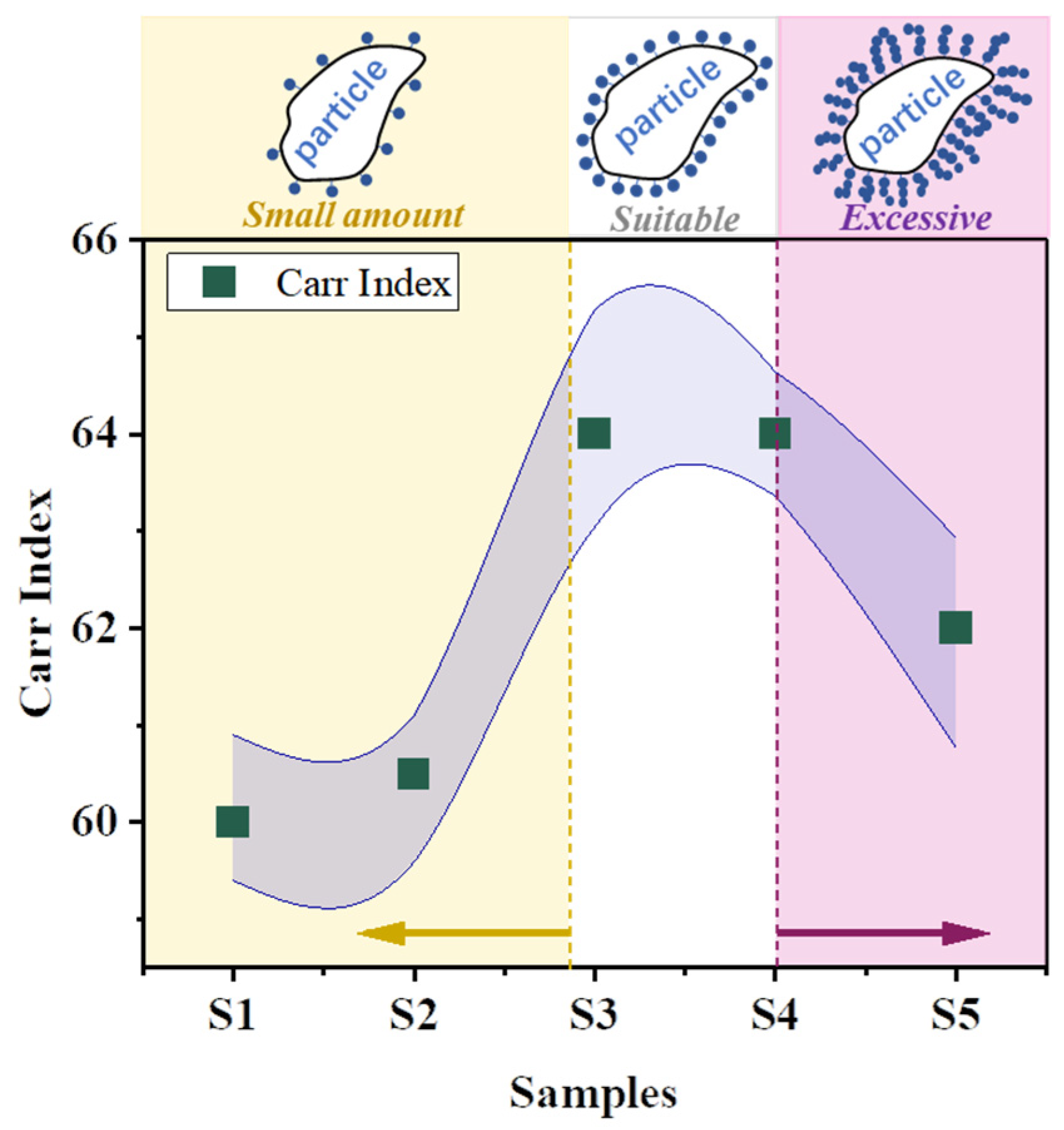
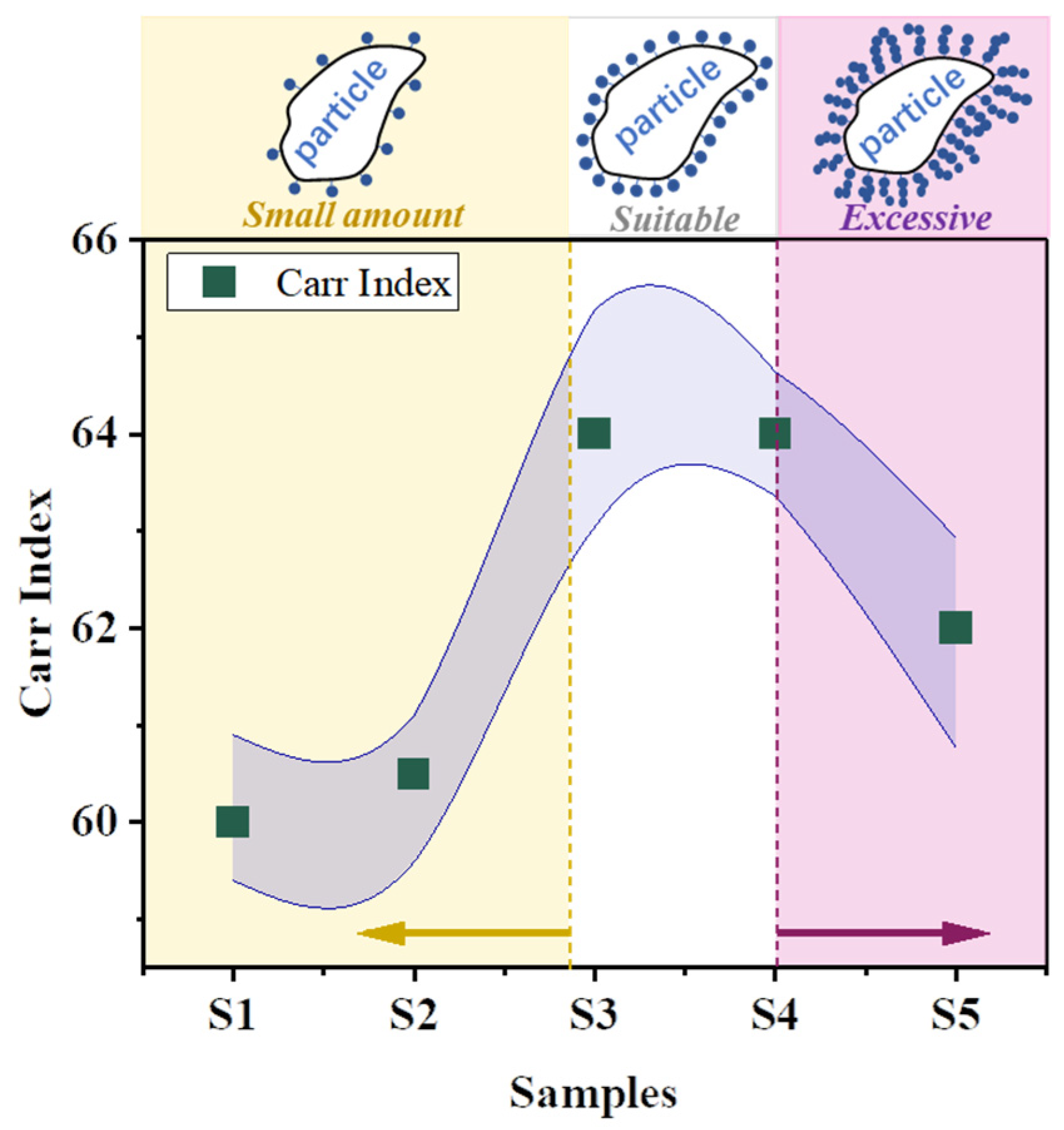
- The S3 sample has the highest Carr flow index and the best flowability, i.e., the best flowability of the extinguishing agent with a 6% mass fraction of fumed silica added. Small amounts of fumed silica additions do not provide adequate lubrication, and excessive additions result in excess fumed silica particles being trapped in the gaps between ADP particles increasing friction.
- The flowability of the ADP powders is improved by adding small amounts of bentonite (0.5 wt.%). Magnesium stearate and perlite even reduce the flowability of ADP powders. The minimum fire extinguishing concentration of the designed UDPA was 41.5 g/m3, better than the values reported in the literature.
- There is no acute inhalation toxicity associated with the designed UDPA. This was verified by monitoring the condition of the mice exposed to nearly three times the fire extinguishing concentration for durations of 60 s and 10 min. Following exposure, the mice were removed, nourished, and observed for 3 days, revealing no adverse effects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Molina, M.J.; Rowland, F.S. CFCs in the environment. Nature 1974, 8. [Google Scholar]
- Zhao, J.; Lu, S.; Fu, Y.; Shahid, M.U.; Zhang, H. Application of ultra-fine dry chemicals modified by POTS/OBS for suppressing aviation kerosene pool fire. Fire Saf. J. 2020, 118, 103148. [Google Scholar] [CrossRef]
- Zhao, J.; Fu, Y.; Yin, Z.; Xing, H.; Lu, S.; Zhang, H. Preparation of hydrophobic and oleophobic fine sodium bicarbonate by gel-sol-gel method and enhanced fire extinguishing performance. Mater. Des. 2020, 186, 108331. [Google Scholar] [CrossRef]
- Trees, D.; Seshadri, K. Experimental studies of flame extinction by sodium bicarbonate (NaHCO3) powder. Combust. Sci. Technol. 2007, 122, 215–230. [Google Scholar] [CrossRef]
- Jiang, H.; Bi, M.; Li, B.; Ma, D.; Gao, W. Flame inhibition of aluminum dust explosion by NaHCO3 and NH4H2PO4. Combust. Flame 2019, 200, 97–114. [Google Scholar] [CrossRef]
- Payri, R.; Gimeno, J.; Martí-Aldaraví, P.; Carvallo, C. Parametrical study of the dispersion of an alternative fire suppression agent through a real-size extinguisher system nozzle under realistic aircraft cargo cabin conditions. Process Saf. Environ. Prot. 2020, 141, 110–122. [Google Scholar] [CrossRef]
- Ewing, C.T.; Hughes, J.T.; Carhart, H.W. The extinction of hydrocarbon flames based on the heat-absorption processes which occur in them. Fire Mater. 1984, 8, 148–156. [Google Scholar] [CrossRef]
- Ewing, C.T.; Faith, F.R.; Romans, J.B.; Hughes, J.T.; Carhart, H.W. Flame extinguishment properties of dry chemicals: Extinction weights for small diffusion pan fires and additional evidence for flame extinguishment by thermal mechanisms. J. Fire Prot. Eng. 1992, 4, 35–51. [Google Scholar] [CrossRef]
- Zhao, J.; Yin, Z.; Shahid, M.U.; Xing, H.; Cheng, X.; Fu, Y.; Lu, S. Superhydrophobic and oleophobic ultra-fine dry chemical agent with higher chemical activity and longer fire-protection. J. Hazard. Mater. 2019, 380, 120625. [Google Scholar] [CrossRef]
- Zhao, J.; Xue, F.; Fu, Y.; Cheng, Y.; Yang, H.; Lu, S. A comparative study on the thermal runaway inhibition of 18,650 lithium-ion batteries by different fire extinguishing agents. iScience 2021, 24, 102854. [Google Scholar] [CrossRef]
- Laryea, A.E.N.; Wanxing, R.; Qing, G.; Zenghui, K. Spontaneous Coal Combustion, Direct and Indirect Impact on Mining in China: A Prospective Review and Proposal of a Five-Level Comprehensive Mine Safety Management Structure (5L-CMSMS) Coupled with Hazard Zoning and Barrier Systems. Combust. Sci. Technol. 2024, 1–33. [Google Scholar] [CrossRef]
- Cheng, C.; Si, R.; Wang, L.; Jia, Q.; Xin, C. Explosion and explosion suppression of gas/deposited coal dust in a realistic environment. Fuel 2024, 357, 129710. [Google Scholar] [CrossRef]
- Jin, K.-Y.; Wang, Y.-H.; Zhou, X.-H.; Deng, R.; Hu, C.; Wen, H. Behavior of super-sized thin-walled CFDST columns for wind turbine towers subjected to combined loads: Experiment. Eng. Struct. 2024, 303, 117458. [Google Scholar] [CrossRef]
- You, F.; Shaik, S.; Rokonuzzaman, M.; Rahman, K.S.; Tan, W.-S. Fire risk assessments and fire protection measures for wind turbines: A review. Heliyon 2023, 9, e19664. [Google Scholar] [CrossRef] [PubMed]
- Ilah, N.; Alshbatat, A. Fire Extinguishing System for High-Rise Buildings and Rugged Mountainous Terrains Utilizing Quadrotor Unmanned Aerial Vehicle. Int. J. Image Graph. Signal Process. 2018, 10, 23–29. [Google Scholar] [CrossRef]
- Wang, K.; Yuan, Y.; Chen, M.; Lou, Z.; Zhu, Z.; Li, R. A Study of Fire Drone Extinguishing System in High-Rise Buildings. Fire 2022, 5, 75. [Google Scholar] [CrossRef]
- Yan, C.; Pan, X.; Hua, M.; Li, S.; Guo, X.; Zhang, C. Study on the fire extinguishing efficiency and mechanism of composite superfine dry powder containing ferrocene. Fire Saf. J. 2022, 130, 103606. [Google Scholar] [CrossRef]
- Li, H.; Feng, L.; Du, D.; Guo, X.; Hua, M.; Pan, X. Fire suppression performance of a new type of composite superfine dry powder. Fire Mater. 2019, 43, 905–916. [Google Scholar] [CrossRef]
- Rouhana, L.L.; Jaber, J.A.; Schlenoff, J.B. Aggregation-resistant water-soluble gold nanoparticles. Langmuir 2007, 23, 12799–12801. [Google Scholar] [CrossRef]
- Gregory, J. Monitoring particle aggregation processes. Adv. Colloid Interface Sci. 2009, 147, 109–123. [Google Scholar] [CrossRef]
- Krantz, M.; Zhang, H.; Zhu, J. Characterization of powder flow: Static and dynamic testing. Powder Technol. 2009, 194, 239–245. [Google Scholar] [CrossRef]
- Li, H.; Du, D.; Guo, X.; Hua, M.; Pan, X. Experimental Study on the Optimum Concentration of Ferrocene in Composite Ultrafine Dry Powder. Fire Technol. 2019, 56, 913–936. [Google Scholar] [CrossRef]
- Shamsutdinov, A.S.; Kondrashova, N.B.; Valtsifer, I.V.; Bormashenko, E.; Huo, Y.; Saenko, E.V.; Pyankova, A.V.; Valtsifer, V.A. Manufacturing, properties, and application of nanosized superhydrophobic spherical silicon dioxide particles as a functional additive to fire extinguishing powders. Ind. Eng. Chem. Res. 2021, 60, 11905–11914. [Google Scholar] [CrossRef]
- Afrassiabian, Z.; Leturia, M.; Benali, M.; Guessasma, M.; Saleh, K. An overview of the role of capillary condensation in wet caking of powders. Chem. Eng. Res. Des. 2016, 110, 245–254. [Google Scholar] [CrossRef]
- Drmann, M.; Schmid, H.J. Simulation of Capillary Bridges between Particles. Procedia Eng. 2015, 102, 14–23. [Google Scholar] [CrossRef]
- Lin, Z.; Liu, W.; Tan, J. Properties of (meth)acrylate copolymer grafted with long fluorinated side chain prepared by “graft onto” strategy. J. Appl. Polym. Sci. 2018, 135, 45894. [Google Scholar] [CrossRef]
- Tomas, J.; Kleinschmidt, S. Improvement of flowability of fine cohesive powders by flow additives. Chem. Eng. Technol. 2009, 32, 1470–1483. [Google Scholar] [CrossRef]
- Tan, G.; Morton, D.A.V.; Larson, I. On the methods to measure powder flow. Curr. Pharm. Des. 2015, 21, 5751–5765. [Google Scholar] [CrossRef] [PubMed]
- Hamins, A. Flame extinction by sodium bicarbonate powder in a cup burner. Symp. Combust. 1998, 27, 2857–2864. [Google Scholar] [CrossRef]
- Rosser Jr, W.; Inami, S.; Wise, H. The effect of metal salts on premixed hydrocarbon—Air flames. Combust. Flame 1963, 7, 107–119. [Google Scholar] [CrossRef]
- Mahmoud, M.; Huitorel, B.; Fall, A. Rheology and agglomeration behavior of semi-crystalline polyamide powders for selective laser sintering: A comparative study of PA11 and PA12 formulations. Powder Technol. 2024, 433, 119279. [Google Scholar] [CrossRef]
- Vanitha, N.; Jeyalakshmi, R. Structural study of the effect of nano additives on the thermal properties of metakaolin phosphate geopolymer by MASNMR, XPS and SEM analysis. Inorg. Chem. Commun. 2023, 153, 110758. [Google Scholar] [CrossRef]
- Kaleem, M.A.; Alam, M.Z.; Khan, M.; Jaffery, S.H.I.; Rashid, B. An experimental investigation on accuracy of Hausner Ratio and Carr Index of powders in additive manufacturing processes. Met. Powder Rep. 2021, 76, S50–S54. [Google Scholar] [CrossRef]
- Hao, T. Understanding empirical powder flowability criteria scaled by Hausner ratio or Carr index with the analogous viscosity concept. RSC Adv. 2015, 5, 57212–57215. [Google Scholar] [CrossRef]
- Anthony, J.L.; Marone, C. Influence of particle characteristics on granular friction. J. Geophys. Res. Solid Earth 2005, 110, B08409. [Google Scholar] [CrossRef]
- Shinohara, K.; Oida, M.; Golman, B. Effect of particle shape on angle of internal friction by triaxial compression test. Powder Technol. 2000, 107, 131–136. [Google Scholar] [CrossRef]
- Yang, J.; Sliva, A.; Banerjee, A.; Dave, R.N.; Pfeffer, R. Dry particle coating for improving the flowability of cohesive powders. Powder Technol. 2005, 158, 21–33. [Google Scholar] [CrossRef]
- Chen, T.; Fu, X.C.; Xia, J.J.; Jing, L.S.; Hu, C. Study on fire extinguishing performance of superfine powder fire extinguishing agent in a cup burner. In Proceedings of the 2015 International Conference on Power Electronics and Energy Engineering, Hong Kong, China, 19–20 April 2015. [Google Scholar]
- Ewing, C.T.; Faith, F.R.; Hughes, J.T.; Carhart, H.W. Flame extinguishment properties of dry chemicals: Extinction concentrations for small diffusion pan fires. Fire Technol. 1989, 25, 134–149. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Mass Fraction (%) | |
|---|---|---|
| ADP | Fumed Silica | |
| S1 | 98.00 | 2.00 |
| S2 | 96.00 | 4.00 |
| S3 | 94.00 | 6.00 |
| S4 | 92.00 | 8.00 |
| S5 | 90.00 | 10.00 |
| Samples | Angle of Repose (°) | Angle of Collapse (°) | Compressibility (%) | Angle of Plate (°) | Degree of Dispersion | Uniformity | Carr Flow Index |
|---|---|---|---|---|---|---|---|
| S1 | 37.38 | 13.16 | 34.07 | 65.78 | 59.80 | 2.87 | 60.00 |
| S2 | 42.76 | 11.39 | 34.21 | 60.01 | 63.50 | 2.83 | 60.50 |
| S3 | 38.12 | 10.90 | 33.60 | 50.85 | 52.70 | 2.95 | 64.00 |
| S4 | 37.27 | 13.26 | 32.33 | 49.18 | 43.70 | 2.86 | 64.00 |
| S5 | 40.58 | 13.41 | 35.73 | 56.81 | 37.40 | 2.93 | 62.00 |
| Samples | Mass Fraction (%) | ||||
|---|---|---|---|---|---|
| ADP | Fumed Silica | Bentonite | Magnesium Stearate | Perlite | |
| B1 | 93.50 | 6.00 | 0.50 | / | / |
| B2 | 93.00 | 6.00 | 1.00 | / | / |
| B3 | 92.50 | 6.00 | 1.50 | / | / |
| B4 | 92.00 | 6.00 | 2.00 | / | / |
| M1 | 93.50 | 6.00 | / | 0.50 | / |
| M2 | 93.00 | 6.00 | / | 1.00 | / |
| M3 | 92.50 | 6.00 | / | 1.50 | / |
| M4 | 92.00 | 6.00 | / | 2.00 | / |
| P1 | 93.50 | 6.00 | / | / | 0.50 |
| P2 | 93.25 | 6.00 | / | / | 0.75 |
| P3 | 93.00 | 6.00 | / | / | 1.00 |
| P4 | 92.00 | 6.00 | / | / | 2.00 |
| Samples | Angle of Repose (°) | Angle of Collapse (°) | Compressibility (%) | Angle of Plate (°) | Degree of Dispersion | Uniformity | Carr Flow Index |
|---|---|---|---|---|---|---|---|
| P1 | 43.21 | 9.39 | 32.07 | 55.50 | 35.90 | 3.57 | 62.00 |
| P2 | 43.55 | 11.65 | 32.11 | 51.34 | 46.50 | 3.41 | 62.00 |
| P3 | 39.41 | 14.21 | 32.56 | 54.81 | 41.60 | 3.34 | 63.50 |
| P4 | 44.11 | 12.54 | 33.15 | 57.69 | 53.10 | 3.45 | 60.00 |
| Samples | Angle of Repose (°) | Angle of Collapse (°) | Compressibility (%) | Angle of Plate (°) | Degree of Dispersion | Uniformity | Carr Flow Index |
|---|---|---|---|---|---|---|---|
| M1 | 41.20 | 12.61 | 33.60 | 58.04 | 52.80 | 3.31 | 61.00 |
| M2 | 43.48 | 13.95 | 34.09 | 58.54 | 46.70 | 2.98 | 61.00 |
| M3 | 43.08 | 12.32 | 31.96 | 61.48 | 37.80 | 2.85 | 60.50 |
| M4 | 47.16 | 12.90 | 35.72 | 63.62 | 58.40 | 2.99 | 54.00 |
| Samples | Angle of Repose (°) | Angle of Collapse (°) | Compressibility (%) | Angle of Plate (°) | Degree of Dispersion | Uniformity | Carr Flow Index |
|---|---|---|---|---|---|---|---|
| B1 | 41.64 | 11.73 | 30.64 | 44.29 | 61.40 | 2.66 | 66.50 |
| B2 | 41.62 | 11.64 | 32.66 | 56.70 | 42.80 | 2.74 | 61.00 |
| B3 | 41.29 | 10.70 | 31.35 | 55.79 | 44.60 | 2.75 | 64.50 |
| B4 | 44.30 | 11.06 | 32.88 | 48.69 | 46.20 | 2.70 | 61.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, G.; Zhao, J.; Zhou, Y.; Fu, Y.; Lu, S.; Zhang, H. Study on Flowability Enhancement and Performance Testing of Ultrafine Dry Powder Fire Extinguishing Agents Based on Application Requirements. Fire 2024, 7, 146. https://doi.org/10.3390/fire7040146
Lu G, Zhao J, Zhou Y, Fu Y, Lu S, Zhang H. Study on Flowability Enhancement and Performance Testing of Ultrafine Dry Powder Fire Extinguishing Agents Based on Application Requirements. Fire. 2024; 7(4):146. https://doi.org/10.3390/fire7040146
Chicago/Turabian StyleLu, Guangbin, Junchao Zhao, Yanting Zhou, Yangyang Fu, Song Lu, and Heping Zhang. 2024. "Study on Flowability Enhancement and Performance Testing of Ultrafine Dry Powder Fire Extinguishing Agents Based on Application Requirements" Fire 7, no. 4: 146. https://doi.org/10.3390/fire7040146
APA StyleLu, G., Zhao, J., Zhou, Y., Fu, Y., Lu, S., & Zhang, H. (2024). Study on Flowability Enhancement and Performance Testing of Ultrafine Dry Powder Fire Extinguishing Agents Based on Application Requirements. Fire, 7(4), 146. https://doi.org/10.3390/fire7040146