
Optimization of Gasifying Agents in 3D Downdraft Gasification for Enhanced Gas Composition, Combustion, and CO2 Utilization

 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
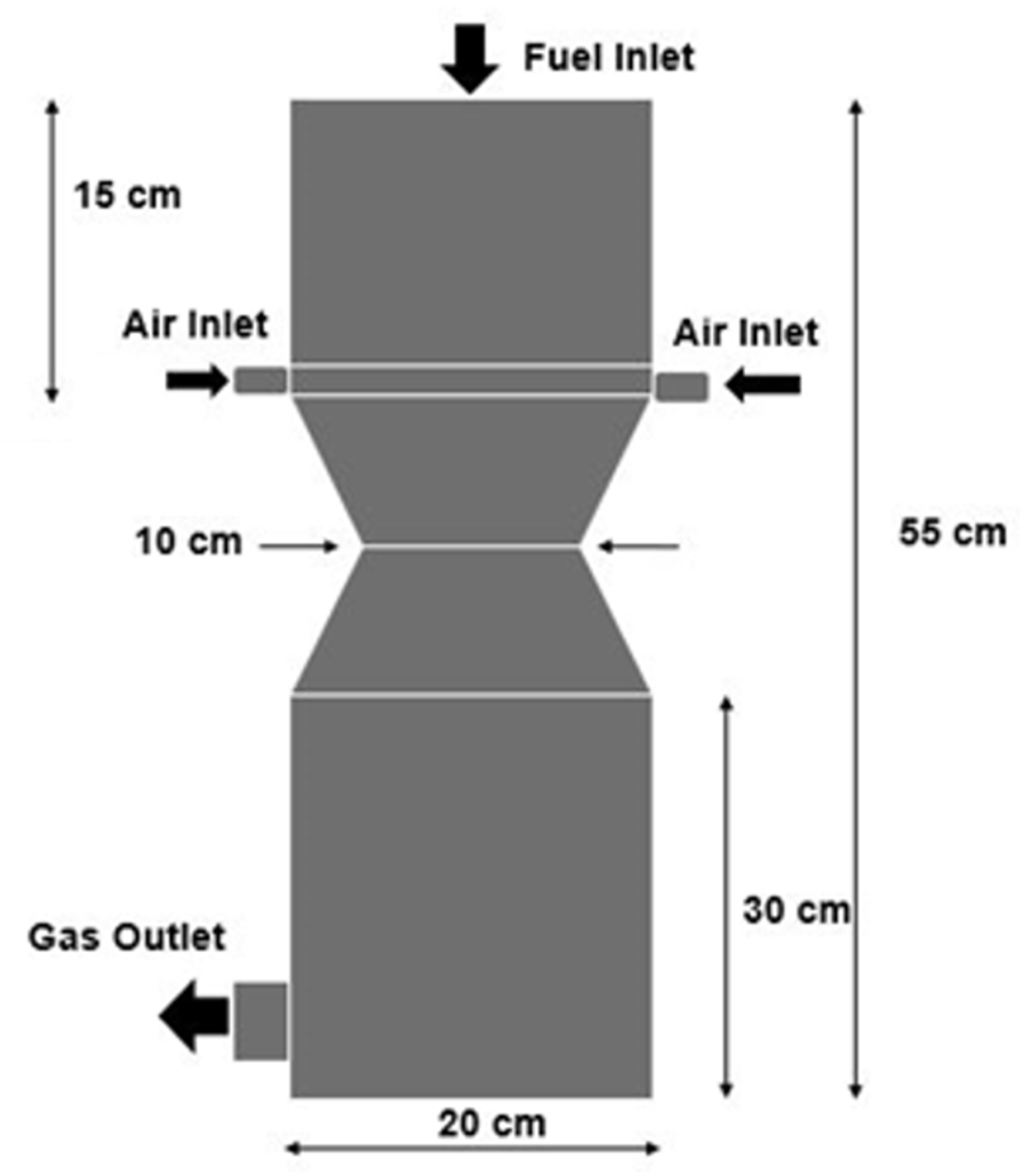
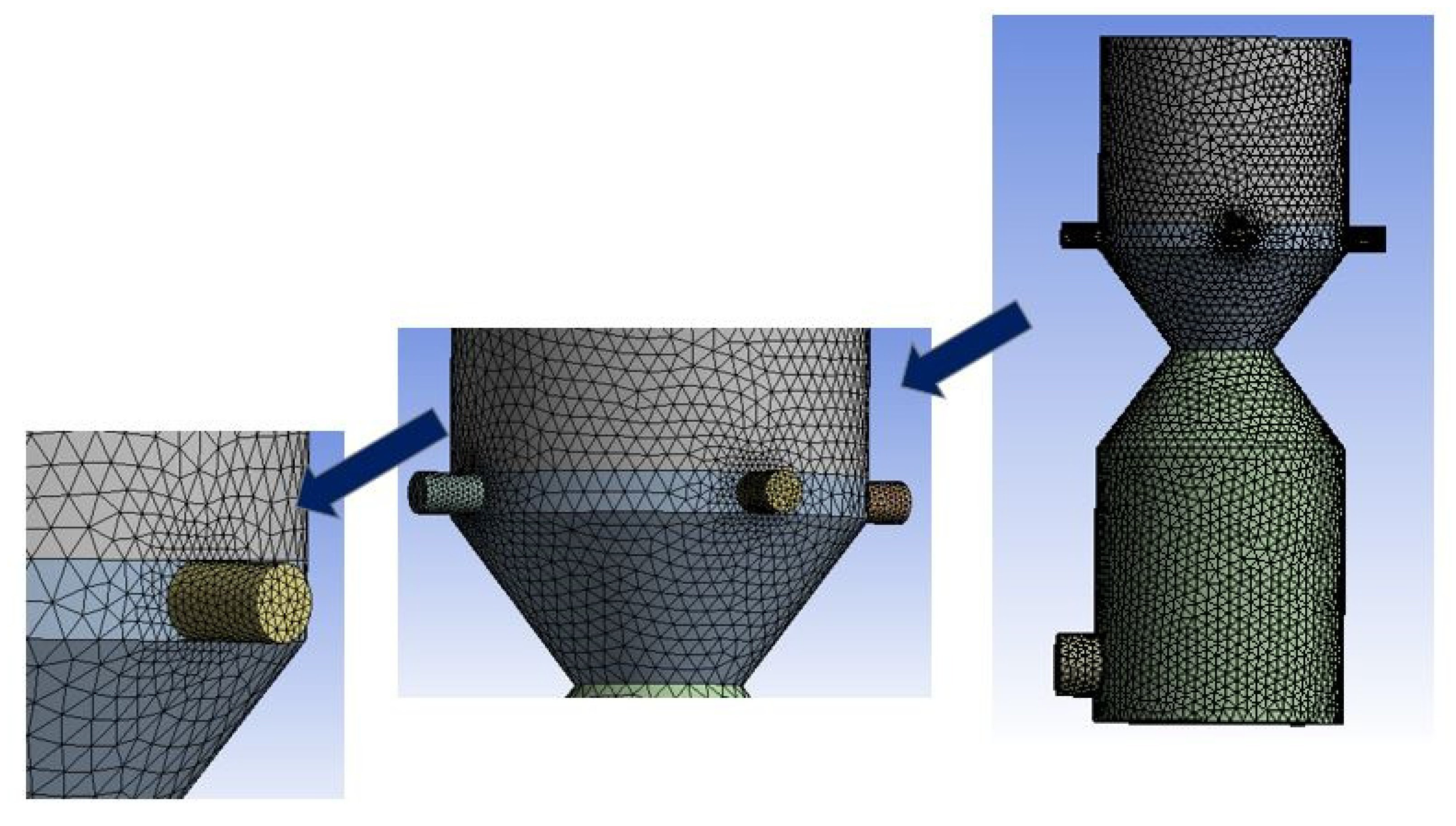
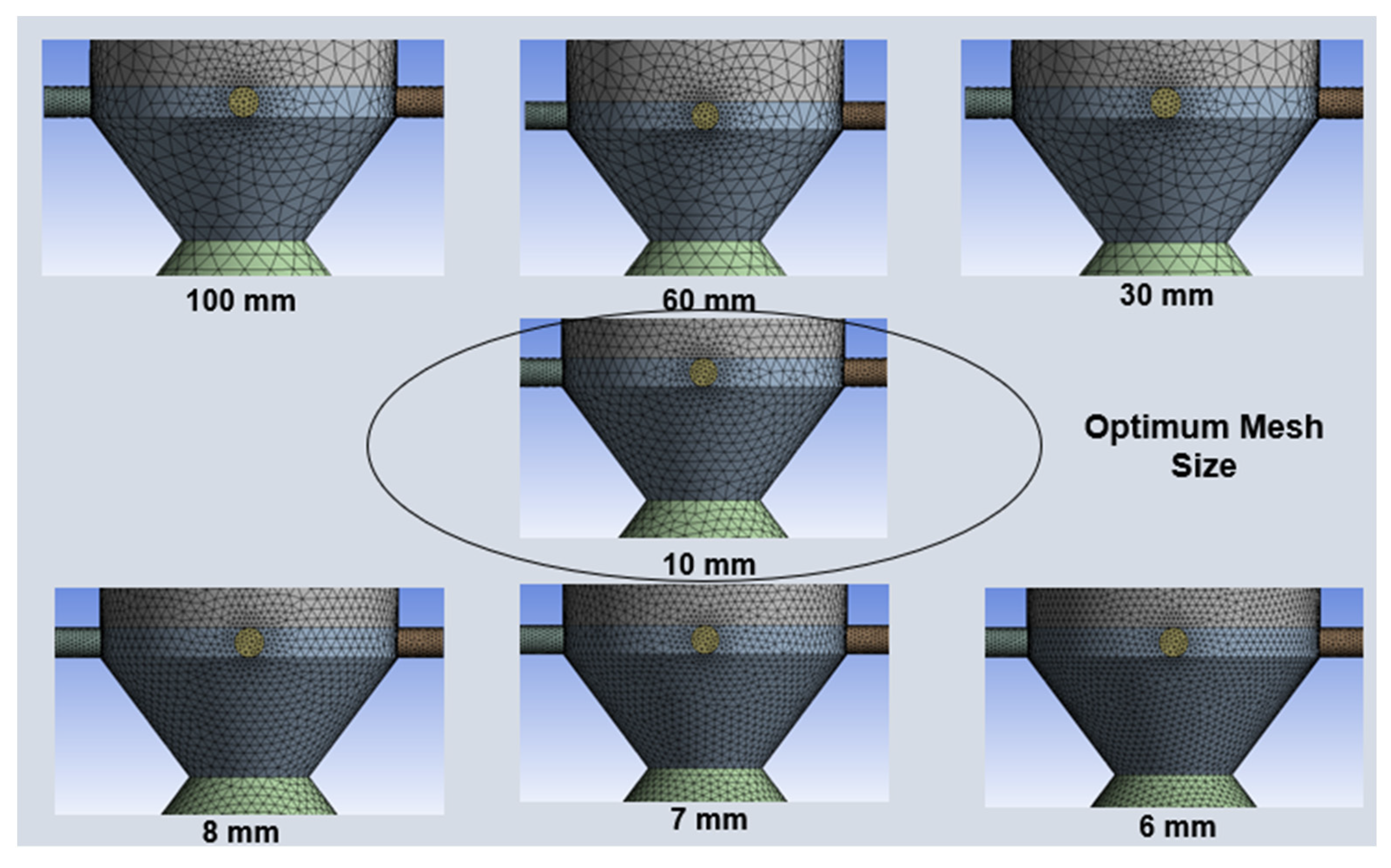
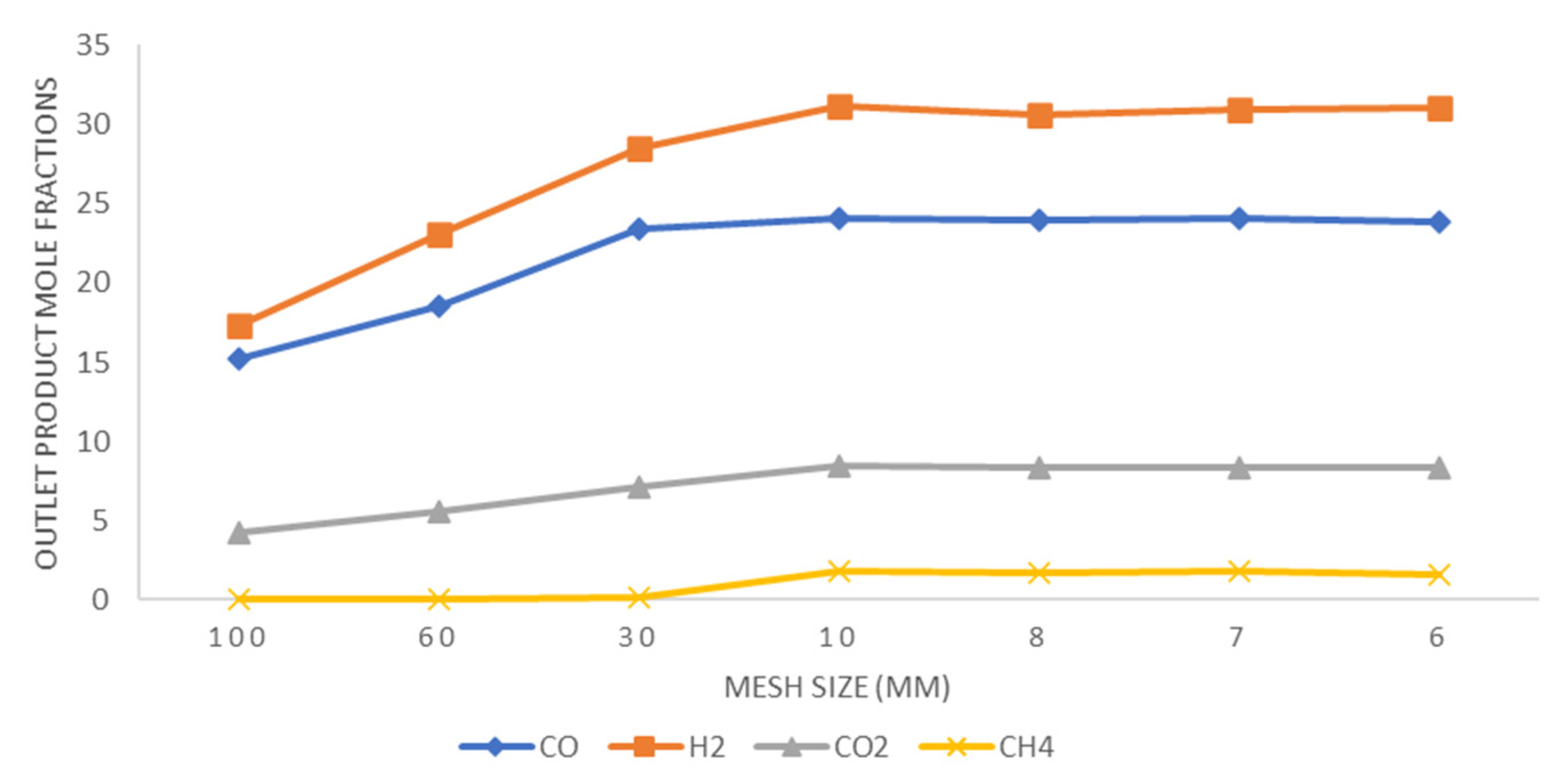
2.1. Geometry Model and Domain Discretization
2.2. Mathematical Model
2.2.1. Model Assumptions
- The gasifier is treated as a steady flow system.
- Flow inside the gasification chamber is incompressible.
- Substances higher than methane (CH4), i.e., ethane, propane, and butane, are excluded from the model.
- The pyrolysis reaction is assumed to be fully completed: This assumption implies that the biomass is completely converted into char and volatiles, thus eliminating the need to model the complex kinetics of the pyrolysis process.
- Char is assumed to be fixed carbon homogeneously mixed with volatiles and approximated as part of the gas phase.
- Adiabatic and no-slip conditions are assumed on the gasifier walls.
- Homogeneous gas phase kinetics are assumed with a species transport sub-model along with the standard k-e model for turbulent gas phase kinetics.
- The Eulerian-Eulerian approach is used, which allows for the tracking of species concentrations over time within the turbulent gas phase. This approach treats the gas phase as a continuous interconnected medium, thereby significantly shedding the computational burden.
2.2.2. Governing Equations
2.3. Reaction Chemistry and Kinetic Model Applicable to a Downdraft Gasifier
2.4. Boundary Conditions and Solution Methods
2.5. Model Validation
3. Results and Discussions
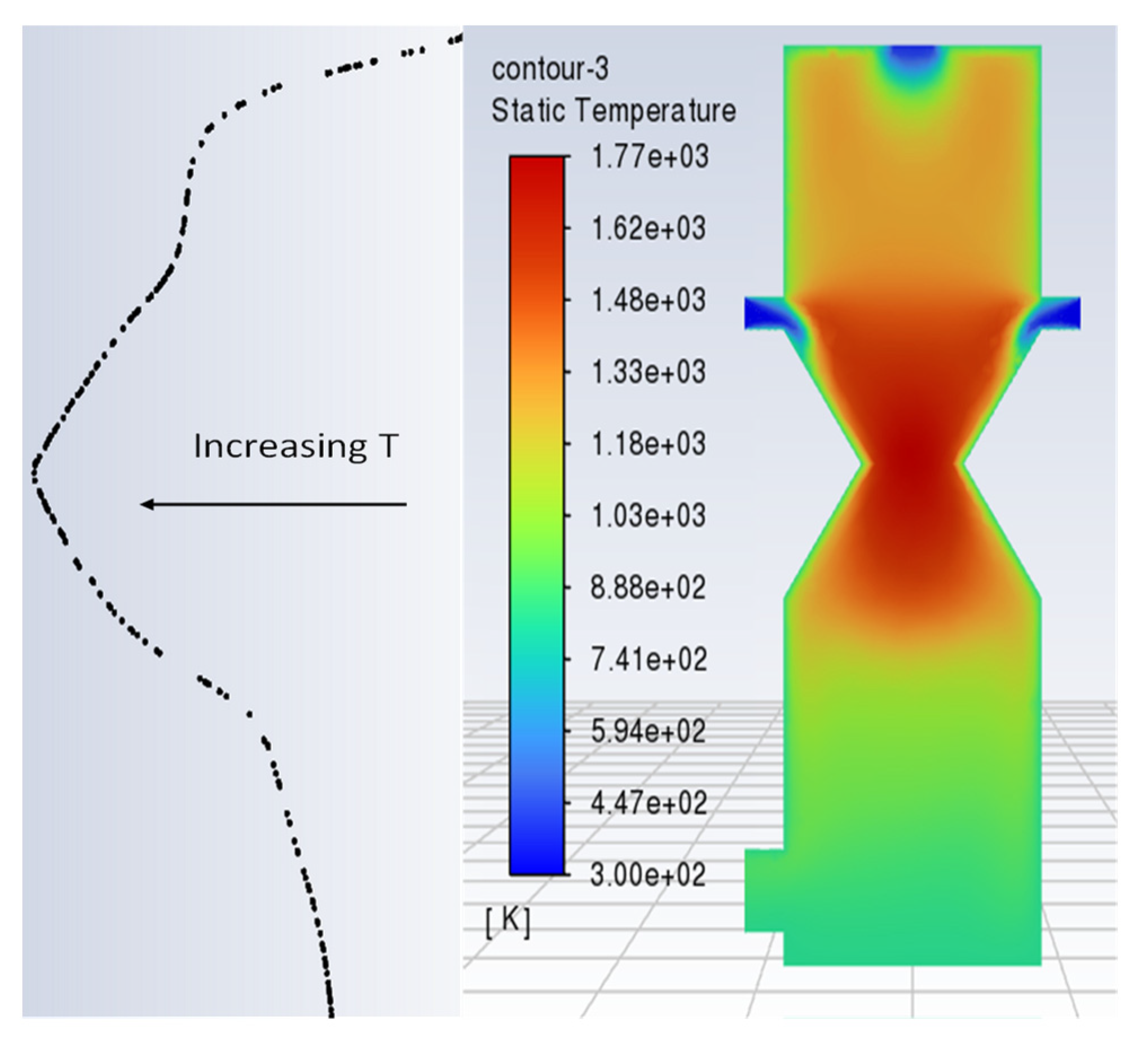
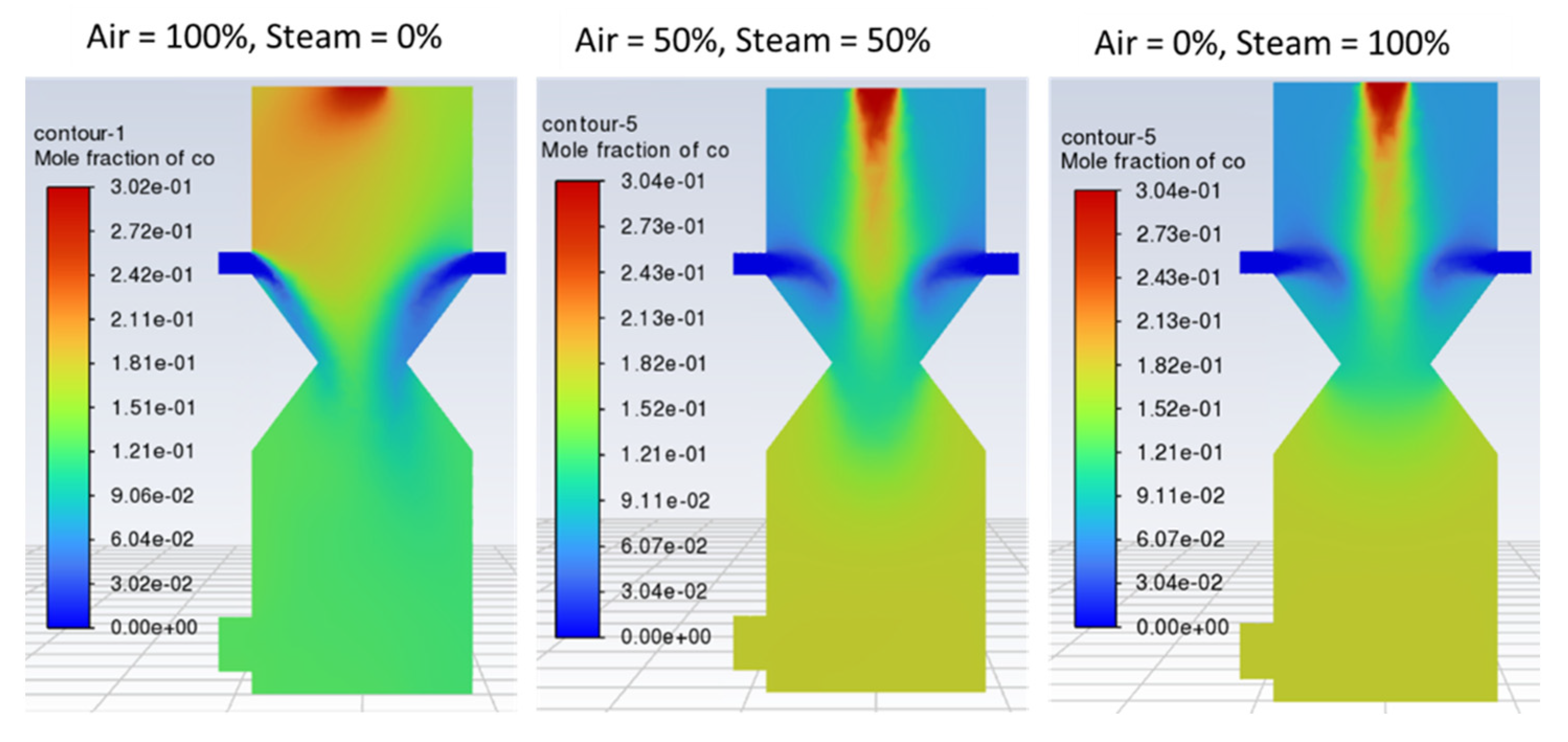
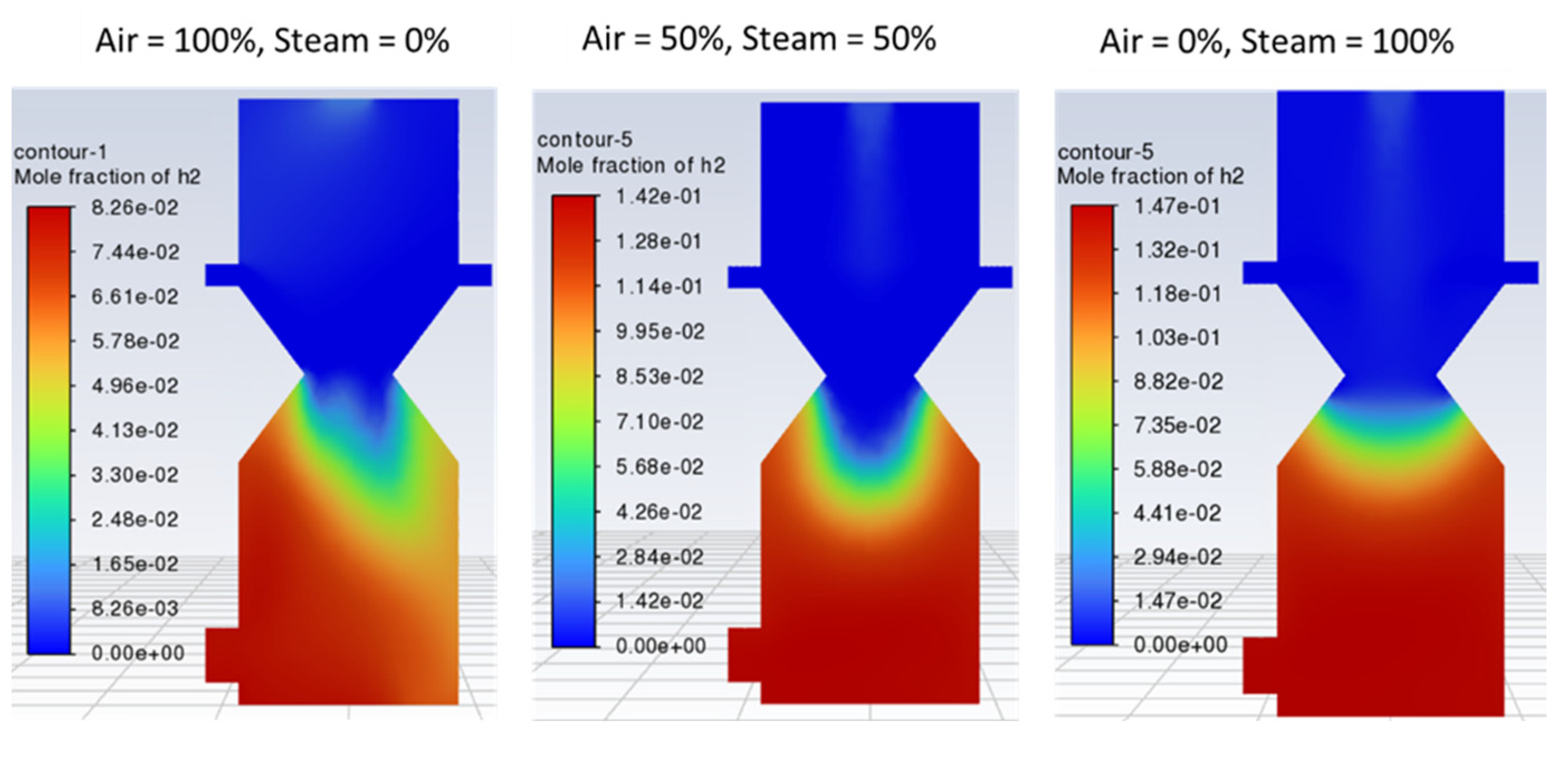
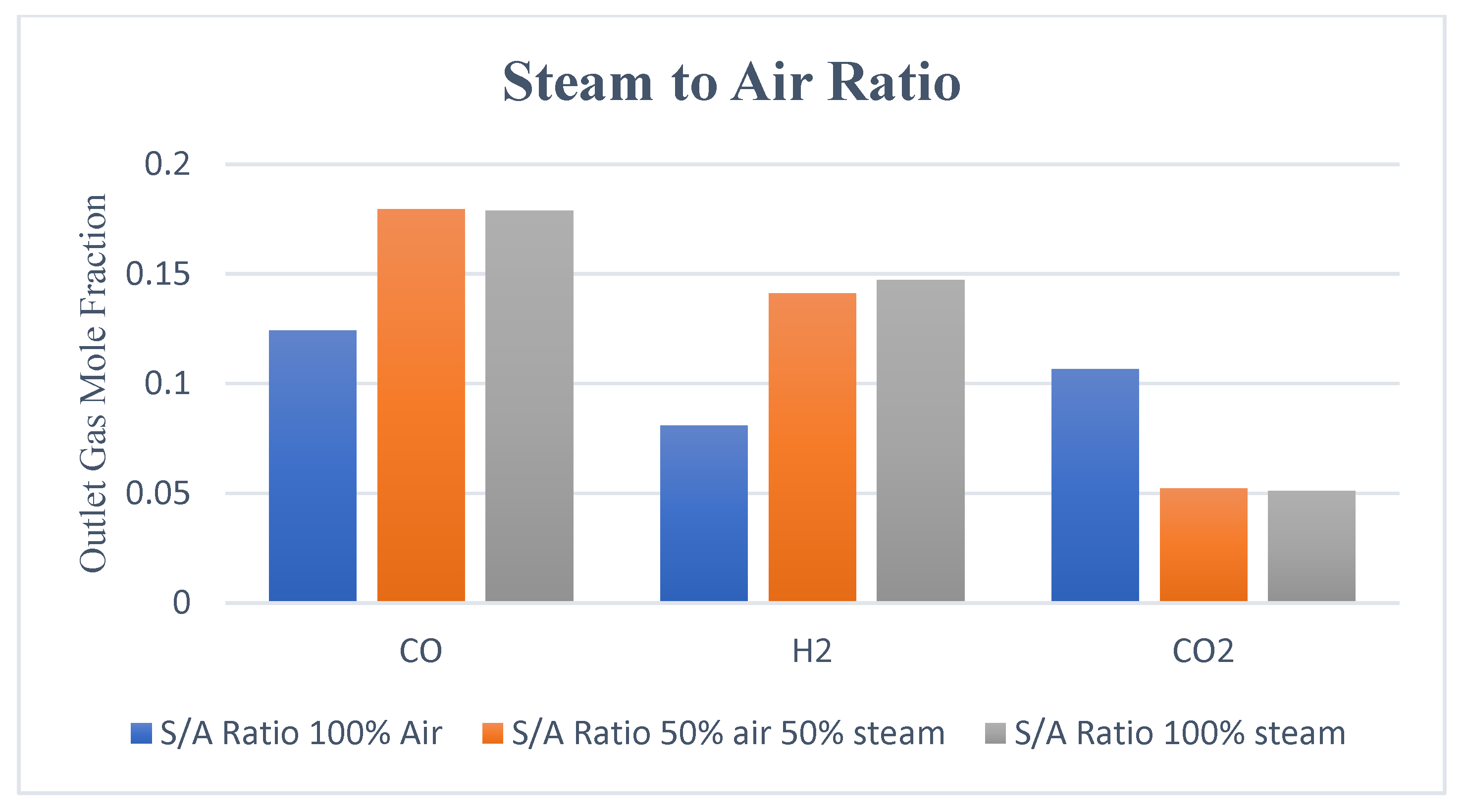
3.1. Effect of Air-Steam Ratio
- Case 1: Air-Steam = 100%-0%
- Case 2: Air-Steam = 50%-50%
- Case 3: Air-Steam = 0%-100%
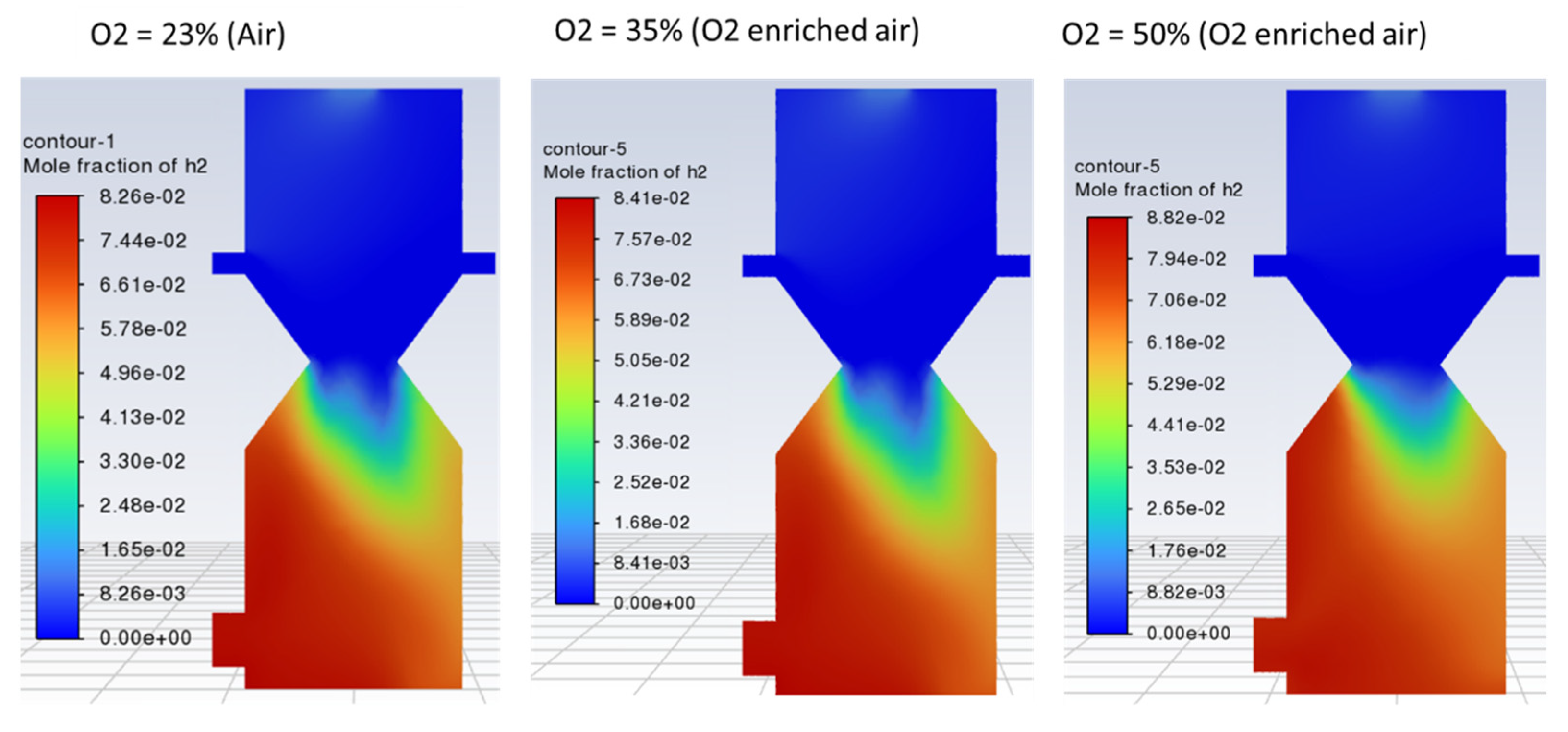
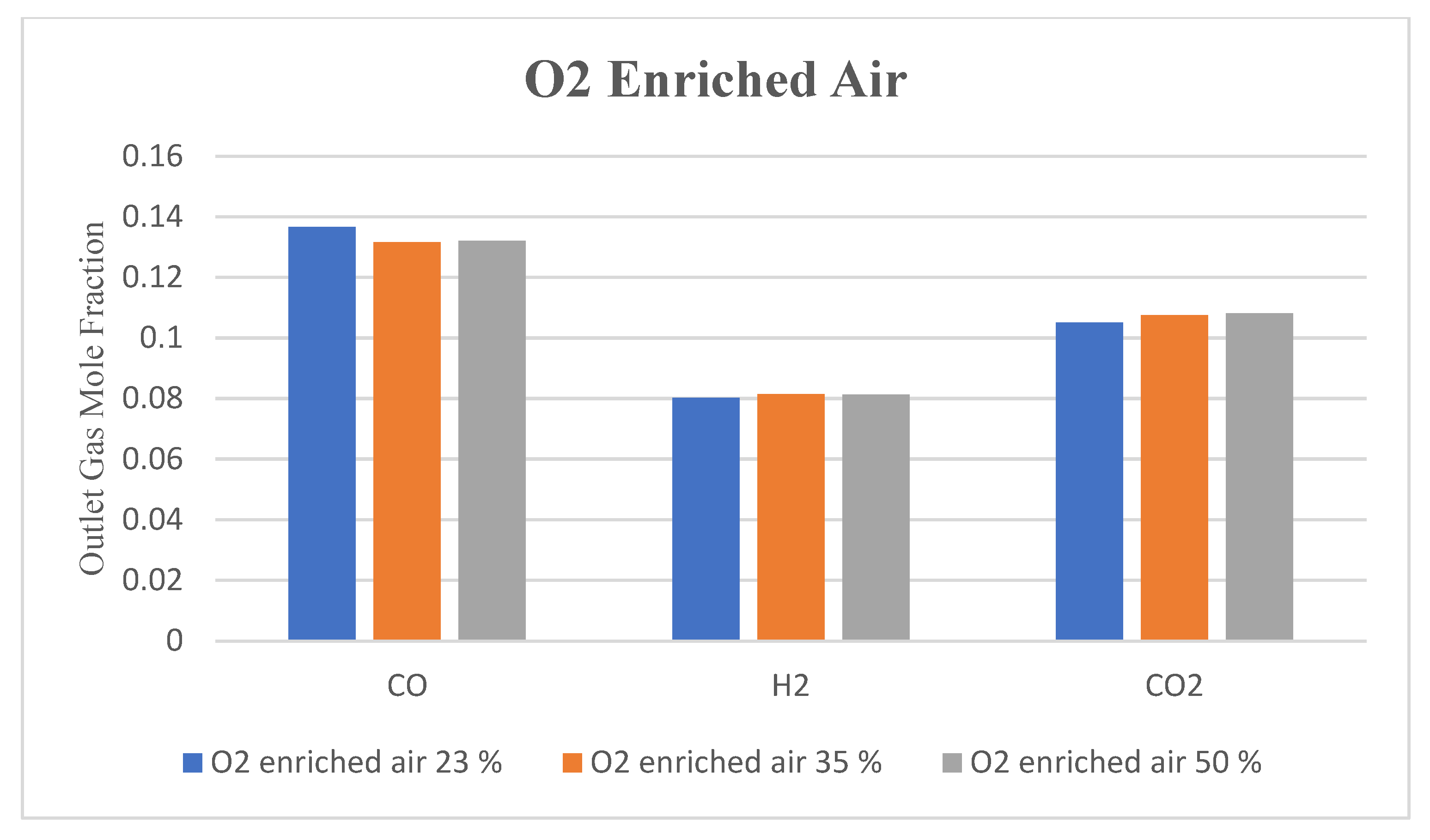
3.2. Effect of Using O2 Enriched Air
- Case 1: O2-N2 (air) = 23%-77%
- Case 2: O2-N2 (air) = 35%-65%
- Case 3: O2-N2 (air) = 50%-50%
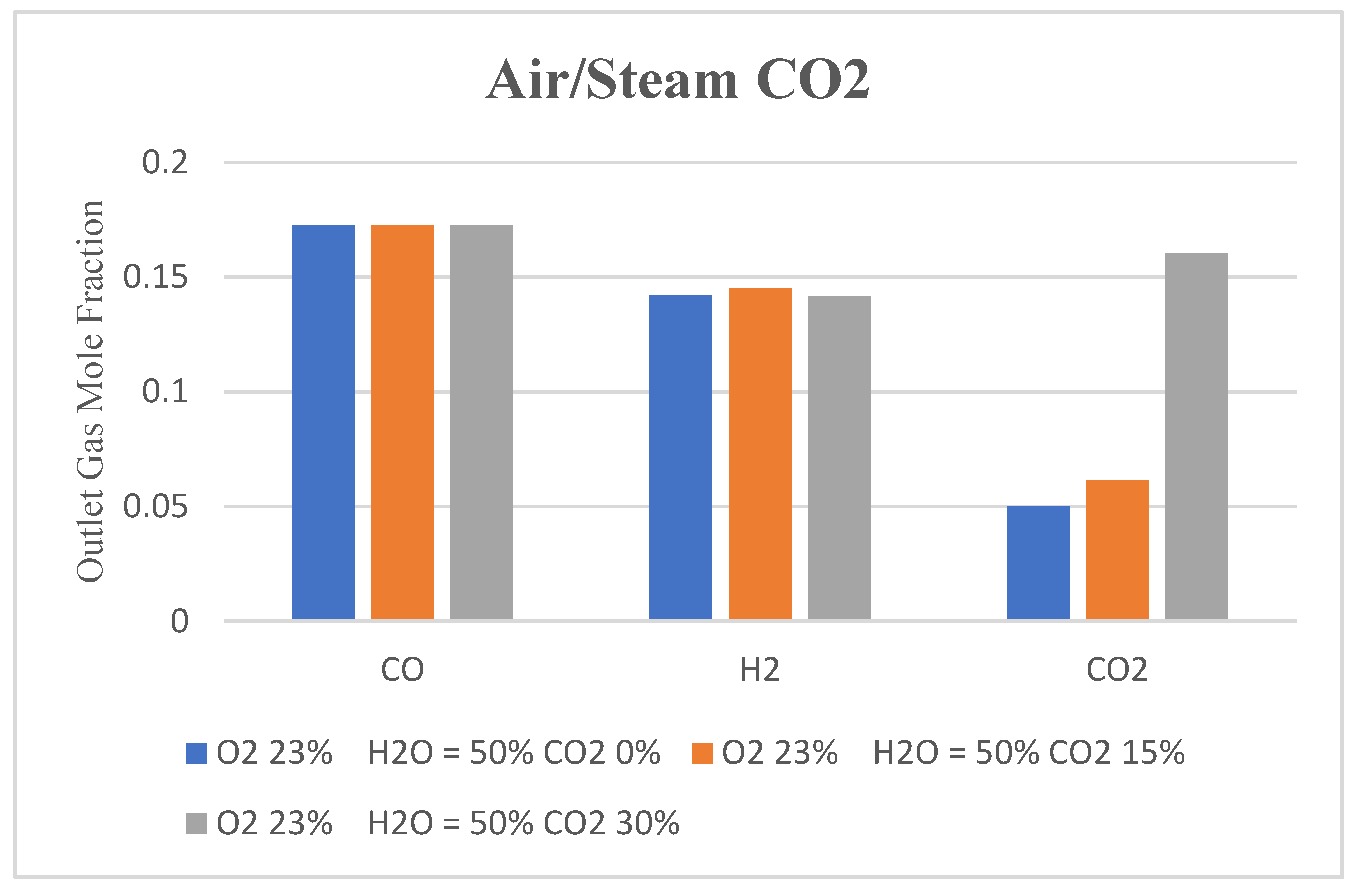
3.3. Effect of Using CO2 with Air-Stream Mixture
- Case 1: Air-Steam-CO2 = 23%-50%-0%
- Case 2: Air-Steam-CO2 = 23%-50%-15%
- Case 3: Air-Steam-CO2 = 23%-50%-30%
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| xi, xj | Direction vector | - |
| ui, uj | Velocity vector | m·s−1 |
| Pressure | Pa | |
| Stress tensor | Pa | |
| Gravitational force | m·s−2 | |
| Mass force | N | |
| Enthalpy | J·kg−1 | |
| Thermal conductivity | W·m−1 K−1 | |
| Avg. Specific heat | J·kg−1 K−1 | |
| Heat source term | W·m−3 | |
| Turbulent Viscosity | Pa·s | |
| Turbulent Prandtl number for k | - | |
| k | Turbulence kinetic energy | m2·s−2 |
| Generation of turbulence kinetic energy | m2·s−2 | |
| Dissipation turbulence kinetic energy | m2·s−3 | |
| Turbulent Prandtl number for | - | |
| , | Constants | - |
References
- Oyedeji, O.A. Understanding and Modeling the Formation of Syngas Contaminants during Biomass Gasification. Ph.D. Thesis, University of Tennessee, Knoxville, TN, USA, 2019; pp. 1–216. [Google Scholar]
- Saleem, F.; Abbas, A.; Rehman, A.; Khoja, A.H.; Naqvi, S.R.; Arshad, M.Y.; Zhang, K.; Harvey, A. Decomposition of Benzene as a Biomass Gasification Tar in CH4 Carrier Gas Using Non-Thermal Plasma: Parametric and Kinetic Study. J. Energy Inst. 2022, 102, 190–195. [Google Scholar] [CrossRef]
- Gul, H.; Arshad, M.Y.; Tahir, M.W. Production of H2 via Sorption Enhanced Auto-Thermal Reforming for Small Scale Applications-A Process Modeling and Machine Learning Study. Int. J. Hydrogen Energy 2023, 48, 12622–12635. [Google Scholar] [CrossRef]
- Salem, A.M.; Paul, M.C. CFD Modelling of Spatiotemporal Evolution of Detailed Tar Species in a Downdraft Gasifier. Biomass Bioenergy 2023, 168, 106656. [Google Scholar] [CrossRef]
- Saeed, M.A.; Niedzwiecki, L.; Arshad, M.Y.; Skrinsky, J.; Andrews, G.E.; Phylaktou, H.N. Combustion and Explosion Characteristics of Pulverised Wood, Valorized with Mild Pyrolysis in Pilot Scale Installation, Using the Modified ISO 1 M3 Dust Explosion Vessel. Appl. Sci. 2022, 12, 12928. [Google Scholar] [CrossRef]
- Yar, A.; Arshad, M.Y.; Asghar, F.; Amjad, W.; Asghar, F.; Hussain, M.I.; Lee, G.H.; Mahmood, F. Machine Learning-Based Relative Performance Analysis of Monocrystalline and Polycrystalline Grid-Tied PV Systems. Int. J. Photoenergy 2022, 2022, 3186378. [Google Scholar] [CrossRef]
- Yousaf, A.M.; Aqsa, R. Integrating Circular Economy, SBTI, Digital LCA, and ESG Benchmarks for Sustainable Textile Dyeing: A Critical Review of Industrial Textile Practices. Glob. NEST J. 2023, 25, 39–51. [Google Scholar] [CrossRef]
- Nunes, L.; Raposo, M.; Meireles, C.; Gomes, C.; Ribeiro, N. Energy Recovery of Shrub Species as a Path to Reduce the Risk of Occurrence of Rural Fires: A Case Study in Serra Da Estrela Natural Park (Portugal). Fire 2021, 4, 33. [Google Scholar] [CrossRef]
- Kalogiannidis, S.; Chatzitheodoridis, F.; Kalfas, D.; Patitsa, C.; Papagrigoriou, A. Socio-Psychological, Economic and Environmental Effects of Forest Fires. Fire 2023, 6, 280. [Google Scholar] [CrossRef]
- Moriarty, K.; Cheng, A.S.; Hoffman, C.M.; Cottrell, S.P.; Alexander, M.E. Firefighter Observations of “Surprising” Fire Behavior in Mountain Pine Beetle-Attacked Lodgepole Pine Forests. Fire 2019, 2, 34. [Google Scholar] [CrossRef]
- Marshall, G.; Thompson, D.K.; Anderson, K.; Simpson, B.; Linn, R.; Schroeder, D. The Impact of Fuel Treatments on Wildfire Behavior in North America Boreal Fuels: A Simulation Study Using FIRETEC. Fire 2020, 3, 18. [Google Scholar] [CrossRef]
- Ryšavý, J.; Serenčíšová, J.; Horák, J.; Ochodek, T. The Co-Combustion of Pellets with Pistachio Shells in Residential Units Additionally Equipped by Pt-Based Catalyst. Biomass Convers. Biorefinery 2023. [Google Scholar] [CrossRef]
- Horak, J.; Kubonova, L.; Krpec, K.; Hopan, F.; Kubesa, P.; Motyka, O.; Laciok, V.; Dej, M.; Ochodek, T.; Placha, D. PAH Emissions from Old and New Types of Domestic Hot Water Boilers. Environ. Pollut. 2017, 225, 31–39. [Google Scholar] [CrossRef] [PubMed]
- Szufa, S.; Piersa, P.; Junga, R.; Błaszczuk, A.; Modliński, N.; Sobek, S.; Marczak-Grzesik, M.; Adrian, Ł.; Dzikuć, M. Numerical Modeling of the Co-Firing Process of an in Situ Steam-Torrefied Biomass with Coal in a 230 MW Industrial-Scale Boiler. Energy 2023, 263, 125918. [Google Scholar] [CrossRef]
- Palma, A.; Gallucci, F.; Papandrea, S.; Carnevale, M.; Paris, E.; Vincenti, B.; Salerno, M.; Di Stefano, V.; Proto, A.R. Experimental Study of the Combustion of and Emissions from Olive and Citrus Pellets in a Small Boiler. Fire 2023, 6, 288. [Google Scholar] [CrossRef]
- Čespiva, J.; Skřínský, J.; Vereš, J.; Wnukowski, M.; Serenčíšová, J.; Ochodek, T. Solid Recovered Fuel Gasification in Sliding Bed Reactor. Energy 2023, 278, 127830. [Google Scholar] [CrossRef]
- Kantorek, M.; Jesionek, K.; Polesek-Karczewska, S.; Ziółkowski, P.; Stajnke, M.; Badur, J. Thermal Utilization of Meat-and-Bone Meal Using the Rotary Kiln Pyrolyzer and the Fluidized Bed Boiler—The Performance of Pilot-Scale Installation. Renew. Energy 2021, 164, 1447–1456. [Google Scholar] [CrossRef]
- Sitka, A.; Szulc, P.; Smykowski, D.; Jodkowski, W. Application of Poultry Manure as an Energy Resource by Its Gasification in a Prototype Rotary Counterflow Gasifier. Renew. Energy 2021, 175, 422–429. [Google Scholar] [CrossRef]
- Čespiva, J.; Niedzwiecki, L.; Wnukowski, M.; Krochmalny, K.; Mularski, J.; Ochodek, T.; Pawlak-Kruczek, H. Torrefaction and Gasification of Biomass for Polygeneration: Production of Biochar and Producer Gas at Low Load Conditions. Energy Rep. 2022, 8, 134–144. [Google Scholar] [CrossRef]
- Sieradzka, M.; Mlonka-Mędrala, A.; Kalemba-Rec, I.; Reinmöller, M.; Küster, F.; Kalawa, W.; Magdziarz, A. Evaluation of Physical and Chemical Properties of Residue from Gasification of Biomass Wastes. Energies 2022, 15, 3539. [Google Scholar] [CrossRef]
- Čespiva, J.; Jadlovec, M.; Výtisk, J.; Serenčíšová, J.; Tadeáš, O.; Honus, S. Softwood and Solid Recovered Fuel Gasification Residual Chars as Sorbents for Flue Gas Mercury Capture. Environ. Technol. Innov. 2023, 29, 102970. [Google Scholar] [CrossRef]
- Výtisk, J.; Čespiva, J.; Jadlovec, M.; Kočí, V.; Honus, S.; Ochodek, T. Life Cycle Assessment Applied on Alternative Production of Carbon-Based Sorbents—A Comparative Study. Sustain. Mater. Technol. 2023, 35, e00563. [Google Scholar] [CrossRef]
- Usevičiūtė, L.; Baltrėnaitė-Gedienė, E.; Baltrėnas, P.; Dutta, S. Acetone, xylene and ammonia removal enhancement in the biofilter packed with steam modified biochar. J. Environ. Eng. Landsc. Manag. 2022, 30, 412–423. [Google Scholar] [CrossRef]
- Shrivastava, P.; Kumar, A.; Tekasakul, P.; Lam, S.S.; Palamanit, A. Comparative Investigation of Yield and Quality of Bio-Oil and Biochar from Pyrolysis of Woody and Non-Woody Biomasses. Energies 2021, 14, 1092. [Google Scholar] [CrossRef]
- Horvat, A.; Kwapinska, M.; Abdel Karim Aramouni, N.; Leahy, J.J. Solid Phase Adsorption Method for Tar Sampling—How Post Sampling Treatment Affects Tar Yields and Volatile Tar Compounds? Fuel 2021, 291, 120059. [Google Scholar] [CrossRef]
- Horvat, A.; Kwapinska, M.; Xue, G.; Dooley, S.; Kwapinski, W.; Leahy, J.J. Detailed Measurement Uncertainty Analysis of Solid-Phase Adsorption—Total Gas Chromatography (GC)-Detectable Tar from Biomass Gasification. Energy Fuels 2016, 30, 2187–2197. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification, Pyrolysis and Torrefaction: Practical Design and Theory; Elsevier: Amsterdam, The Netherlands, 2013; ISBN 9780123964885. [Google Scholar]
- Pandey, B.; Prajapati, Y.K.; Sheth, P.N. CFD Analysis of the Downdraft Gasifier Using Species-Transport and Discrete Phase Model. Fuel 2022, 328, 125302. [Google Scholar] [CrossRef]
- Luo, H.; Lu, Z.; Jensen, P.A.; Glarborg, P.; Lin, W.; Dam-Johansen, K.; Wu, H. Effect of Gasification Reactions on Biomass Char Conversion under Pulverized Fuel Combustion Conditions. Proc. Combust. Inst. 2020, 38, 3919–3928. [Google Scholar] [CrossRef]
- Ziółkowski, P.; Madejski, P.; Amiri, M.; Kuś, T.; Stasiak, K.; Subramanian, N.; Pawlak-Kruczek, H.; Badur, J.; Niedźwiecki, Ł.; Mikielewicz, D. Thermodynamic Analysis of Negative CO2 Emission Power Plant Using Aspen Plus, Aspen Hysys, and Ebsilon Software. Energies 2021, 14, 6304. [Google Scholar] [CrossRef]
- Ertesvåg, I.S.; Madejski, P.; Ziółkowski, P.; Mikielewicz, D. Exergy Analysis of a Negative CO2 Emission Gas Power Plant Based on Water Oxy-Combustion of Syngas from Sewage Sludge Gasification and CCS. Energy 2023, 278, 127690. [Google Scholar] [CrossRef]
- Sieradzka, M.; Gao, N.; Quan, C.; Mlonka-Mędrala, A.; Magdziarz, A. Biomass Thermochemical Conversion via Pyrolysis with Integrated CO2 Capture. Energies 2020, 13, 1050. [Google Scholar] [CrossRef]
- Sieradzka, M.; Mlonka-Mędrala, A.; Magdziarz, A. Comprehensive Investigation of the CO2 Gasification Process of Biomass Wastes Using TG-MS and Lab-Scale Experimental Research. Fuel 2022, 330, 125566. [Google Scholar] [CrossRef]
- Kumar, U.; Paul, M.C. CFD Modelling of Biomass Gasification with a Volatile Break-up Approach. Chem. Eng. Sci. 2019, 195, 413–422. [Google Scholar] [CrossRef]
- Skřínský, J.; Ochodek, T. Explosion Characteristics of Propanol Isomer–Air Mixtures. Energies 2019, 12, 1574. [Google Scholar] [CrossRef]
- Skřínská, M.; Skřínský, J.; Dolníček, P.; Lukešová, P.; Přichystalová, R.; Serafínová, C. BLEVE—Cases, Causes, Consequences and Prevention. Mater. Sci. Forum 2014, 811, 91–94. [Google Scholar] [CrossRef]
- Wang, L.; Gao, J.; Zhou, S.; Hu, S.; Sun, X.; Wang, T.; Bernatik, A.; Skrinsky, J. A Product Analysis-Based Study on the Mechanism of Inflammable Gas Explosion Suppression. J. Loss Prev. Process Ind. 2021, 69, 104311. [Google Scholar] [CrossRef]
- Ramos, A.; Monteiro, E.; Rouboa, A. Numerical Approaches and Comprehensive Models for Gasification Process: A Review. Renew. Sustain. Energy Rev. 2019, 110, 188–206. [Google Scholar] [CrossRef]
- Ghassemi, H.; Shahsavan-Markadeh, R. Effects of Various Operational Parameters on Biomass Gasification Process; A Modified Equilibrium Model. Energy Convers. Manag. 2014, 79, 18–24. [Google Scholar] [CrossRef]
- Puig-Arnavat, M.; Bruno, J.C.; Coronas, A. Modified Thermodynamic Equilibrium Model for Biomass Gasification: A Study of the Influence of Operating Conditions. Energy Fuels 2012, 26, 1385–1394. [Google Scholar] [CrossRef]
- Jia, J.; Abudula, A.; Wei, L.; Sun, B.; Shi, Y. Thermodynamic Modeling of an Integrated Biomass Gasification Andsolid Oxide Fuel Cell System. Renew. Energy 2015, 81, 400–410. [Google Scholar] [CrossRef]
- Sharma, S.; Sheth, P.N. Air-Steam Biomass Gasification: Experiments, Modeling and Simulation. Energy Convers. Manag. 2016, 110, 307–318. [Google Scholar] [CrossRef]
- Formica, M.; Frigo, S.; Gabbrielli, R. Development of a New Steady State Zero-Dimensional Simulation Model for Woody Biomass Gasification in a Full Scale Plant. Energy Convers. Manag. 2016, 120, 358–369. [Google Scholar] [CrossRef]
- Rabea, K.; Michailos, S.; Akram, M.; Hughes, K.J.; Ingham, D.; Pourkashanian, M. An Improved Kinetic Modelling of Woody Biomass Gasification in a Downdraft Reactor Based on the Pyrolysis Gas Evolution. Energy Convers. Manag. 2022, 258, 115495. [Google Scholar] [CrossRef]
- Patra, T.K.; Sheth, P.N. Biomass Gasification Models for Downdraft Gasifier: A State-of-the-Art Review. Renew. Sustain. Energy Rev. 2015, 50, 583–593. [Google Scholar] [CrossRef]
- Simone, M.; Nicolella, C.; Tognotti, L. Numerical and Experimental Investigation of Downdraft Gasification of Woody Residues. Bioresour. Technol. 2013, 133, 92–101. [Google Scholar] [CrossRef] [PubMed]
- Sepe, A.M.; Li, J.; Paul, M.C. Assessing Biomass Steam Gasification Technologies Using a Multi-Purpose Model. Energy Convers. Manag. 2016, 129, 216–226. [Google Scholar] [CrossRef]
- Hameed, S.; Ramzan, N.; Rahman, Z.U.; Zafar, M.; Riaz, S. Kinetic Modeling of Reduction Zone in Biomass Gasification. Energy Convers. Manag. 2014, 78, 367–373. [Google Scholar] [CrossRef]
- Ziółkowski, P.; Badur, J.; Pawlak-Kruczek, H.; Stasiak, K.; Amiri, M.; Niedzwiecki, L.; Krochmalny, K.; Mularski, J.; Madejski, P.; Mikielewicz, D. Mathematical Modelling of Gasification Process of Sewage Sludge in Reactor of Negative CO2 Emission Power Plant. Energy 2022, 244, 122601. [Google Scholar] [CrossRef]
- Baruah, D.; Baruah, D.C. Modeling of Biomass Gasification: A Review. Renew. Sustain. Energy Rev. 2014, 39, 806–815. [Google Scholar] [CrossRef]
- Okolie, J.A.; Epelle, E.I.; Nanda, S.; Castello, D.; Dalai, A.K.; Kozinski, J.A. Modeling and Process Optimization of Hydrothermal Gasification for Hydrogen Production: A Comprehensive Review. J. Supercrit. Fluids 2021, 173, 105199. [Google Scholar] [CrossRef]
- Chaney, J.; Liu, H.; Li, J. An Overview of CFD Modelling of Small-Scale Fixed-Bed Biomass Pellet Boilers with Preliminary Results from a Simplified Approach. Energy Convers. Manag. 2012, 63, 149–156. [Google Scholar] [CrossRef]
- Vikram, S.; Deore, S.P.; De Blasio, C.; Mahajani, S.M.; Kumar, S. Air Gasification of High-Ash Solid Waste in a Pilot-Scale Downdraft Gasifier: Experimental and Numerical Analysis. Energy 2023, 270, 126912. [Google Scholar] [CrossRef]
- Rodriguez-Alejandro, D.A.; Zaleta-Aguilar, A.; Rangel-Hernández, V.H.; Olivares-Arriaga, A. Numerical Simulation of a Pilot-Scale Reactor under Different Operating Modes: Combustion, Gasification and Pyrolysis. Biomass Bioenergy 2018, 116, 80–88. [Google Scholar] [CrossRef]
- Janajreh, I.; Al Shrah, M. Numerical and Experimental Investigation of Downdraft Gasification of Wood Chips. Energy Convers. Manag. 2013, 65, 783–792. [Google Scholar] [CrossRef]
- Murugan, P.C.; Joseph Sekhar, S. Species—Transport CFD Model for the Gasification of Rice Husk (Oryza Sativa) Using Downdraft Gasifier. Comput. Electron. Agric. 2017, 139, 33–40. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, Q.; Yang, W.; Blasiak, W. Two-Dimensional Computational Fluid Dynamics Simulation of Biomass Gasification in a Downdraft Fixed-Bed Gasifier with Highly Preheated Air and Steam. Energy Fuels 2013, 27, 3274–3282. [Google Scholar] [CrossRef]
- Ngamsidhiphongsa, N.; Ponpesh, P.; Shotipruk, A.; Arpornwichanop, A. Analysis of the Imbert Downdraft Gasifier Using a Species-Transport CFD Model Including Tar-Cracking Reactions. Energy Convers. Manag. 2020, 213, 112808. [Google Scholar] [CrossRef]
- Pandey, B.; Prajapati, Y.K.; Sheth, P.N. CFD Analysis of Biomass Gasification Using Downdraft Gasifier. Mater. Today Proc. 2020, 44, 4107–4111. [Google Scholar] [CrossRef]
- Ismail, T.M.; Abd El-Salam, M.; Monteiro, E.; Rouboa, A. Eulerian—Eulerian CFD Model on Fluidized Bed Gasifier Using Coffee Husks as Fuel; Elsevier Ltd.: Amsterdam, The Netherlands, 2016; Volume 106, ISBN 0122474546. [Google Scholar]
- Nugroho, P.N.A.; Torii, S. Palm Empty Fruit Bunch Gasifier Characterization Using Eulerian-Lagrangian CFD Modelling. IOP Conf. Ser. Earth Environ. Sci. 2019, 291, 012036. [Google Scholar] [CrossRef]
- Yan, W.C.; Shen, Y.; You, S.; Sim, S.H.; Luo, Z.H.; Tong, Y.W.; Wang, C.H. Model-Based Downdraft Biomass Gasifier Operation and Design for Synthetic Gas Production. J. Clean. Prod. 2018, 178, 476–493. [Google Scholar] [CrossRef]
- Prasertcharoensuk, P.; Hernandez, D.A.; Bull, S.J.; Phan, A.N. Optimisation of a Throat Downdraft Gasifier for Hydrogen Production. Biomass Bioenergy 2018, 116, 216–226. [Google Scholar] [CrossRef]
- Luo, H.; Wang, X.; Krochmalny, K.; Niedzwiecki, L.; Czajka, K.; Pawlak-Kruczek, H.; Wu, X.; Liu, X.; Xiong, Q. Assessments and Analysis of Lumped and Detailed Pyrolysis Kinetics for Biomass Torrefaction with Particle-Scale Modeling. Biomass Bioenergy 2022, 166, 106619. [Google Scholar] [CrossRef]
- Kluska, J.; Klein, M.; Kazimierski, P.; Kardas, D. Pyrolysis of Biomass and Refuse-Derived Fuel Performance in Laboratory Scale Batch Reactor. Arch. Thermodyn. 2014, 35, 141–152. [Google Scholar] [CrossRef]
- Reed, T.B.; Das, A. Handbook of Biomass Downdraft Gasifier Engine Systems; SERI a Division of Midwest Research Institute: Golden, CO, USA, 1988. [Google Scholar]
- Ngamsidhiphongsa, N.; Ghoniem, A.F.; Arpornwichanop, A. Detailed Kinetic Mechanism of Devolatilization Stage and CFD Modeling of Downdraft Gasifiers Using Pelletized Palm Oil Empty Fruit Bunches. Renew. Energy 2021, 179, 2267–2276. [Google Scholar] [CrossRef]
- Azlan, A.N.; Rashid, R.A.; Ishak, I.A.; Salleh, Z.M.; Madon, R.H. FMC Three Dimensional CFD Simulation of Air-Blown Gasification in a Downdraft Reactor: Effect of Throat Diameter and Air Inlet Position. Fuel Mix. Form. Combust. Process 2021, 3, 1–8. [Google Scholar]
- Dutta, P.P.; Pandey, V.; Das, A.R.; Sen, S.; Baruah, D.C. Down Draft Gasification Modelling and Experimentation of Some Indigenous Biomass for Thermal Applications. Energy Procedia 2014, 54, 21–34. [Google Scholar] [CrossRef]
- Jahromi, R.; Rezaei, M.; Hashem Samadi, S.; Jahromi, H. Biomass Gasification in a Downdraft Fixed-Bed Gasifier: Optimization of Operating Conditions. Chem. Eng. Sci. 2021, 231, 116249. [Google Scholar] [CrossRef]
- Pandey, B.; Sheth, P.N.; Prajapati, Y.K. Air-CO2 and Oxygen-Enriched Air-CO2 Biomass Gasification in an Autothermal Downdraft Gasifier: Experimental Studies. Energy Convers. Manag. 2022, 270, 116216. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction Zone | Reaction Names | Reaction Equation | Pre-Exponential Factor (s−1) | Activation Energy (kJ·mol−1) | Temperature Exponent | Concentration Exponent | References |
|---|---|---|---|---|---|---|---|
| Pyrolysis | Pyrolysis | Volatiles → x1CO + x2CO2 + x3H2 + x4CH4 + x5H2O | 2.119 × 1011 | 2.027 × 102 | 1 | [Volatiles]1.5 | [67] [63] [34] [4] |
| Oxidation | Complete oxidation | C + O2 → CO2 | 5.67 × 109 | 1.60 × 102 | 0 | [CO]1 [O2]0.25 | |
| Partial oxidation | C + 0.5 O2 → CO | 7.92 × 104 | 2.18 × 102 | 1 | [O2]0.4 | ||
| Water Formation | H2 + 0.5 O2 → H2O | 3.53 × 108 | 3.05 × 101 | 0 | [H2]1 [O2]1 | ||
| Reduction | Boudouard | C + CO2 → 2CO | 5.89 × 102 | 2.23 × 102 | 1 | [CO2]1 | |
| Carbon Conversion | C + H2O → CO + H2 | 5.71 | 6.58 × 101 | 1 | [H2O]1 | ||
| Methane Formation | C + 2H2 → CH4 | 1.00 × 1011 | 4.20 × 101 | 1 | [H2]1 | ||
| Steam Reforming | CH4 + H2O → CO + 3H2 | 7.30 × 101 | 3.62 × 101 | 0 | [CH4]1.7[H2O]−0.8 | ||
| Water-Gas Shift | CO + H2O → CO2 + H2 | 3.00 × 10−2 | 6.58 × 101 | 0 | [CH4]0.7 [O2]0.4 |
| Biomass Characterization | |||
|---|---|---|---|
| Proximate Analysis (% Dry Basis) | Ultimate Analysis (% Dry Basis) | ||
| Char (fixed carbon) | 15.37 | C | 41.80 |
| Ash | 0.51 | O | 51.50 |
| Volatile | 84.12 | H | 6.39 |
| Lower Heating value | 15.27 (MJ/kg) | N | 0.32 |
| Higher Heating Value | 17.69 (MJ/kg) | S | 0.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mehmood, A.; Tahir, M.W.; Saeed, M.A.; Arshad, M.Y.; Hussain, H.; Mularski, J.; Niedzwiecki, L. Optimization of Gasifying Agents in 3D Downdraft Gasification for Enhanced Gas Composition, Combustion, and CO2 Utilization. Fire 2023, 6, 361. https://doi.org/10.3390/fire6090361
Mehmood A, Tahir MW, Saeed MA, Arshad MY, Hussain H, Mularski J, Niedzwiecki L. Optimization of Gasifying Agents in 3D Downdraft Gasification for Enhanced Gas Composition, Combustion, and CO2 Utilization. Fire. 2023; 6(9):361. https://doi.org/10.3390/fire6090361
Chicago/Turabian StyleMehmood, Adil, Muhammad Wasim Tahir, Muhammad Azam Saeed, Muhammad Yousaf Arshad, Huma Hussain, Jakub Mularski, and Lukasz Niedzwiecki. 2023. "Optimization of Gasifying Agents in 3D Downdraft Gasification for Enhanced Gas Composition, Combustion, and CO2 Utilization" Fire 6, no. 9: 361. https://doi.org/10.3390/fire6090361
APA StyleMehmood, A., Tahir, M. W., Saeed, M. A., Arshad, M. Y., Hussain, H., Mularski, J., & Niedzwiecki, L. (2023). Optimization of Gasifying Agents in 3D Downdraft Gasification for Enhanced Gas Composition, Combustion, and CO2 Utilization. Fire, 6(9), 361. https://doi.org/10.3390/fire6090361