
ZrB2 Gear Fabrication by Spark Plasma Sintering Coupled to Interface 3D Printing



{kind=link}
{kind=link}
{kind=link}
Abstract
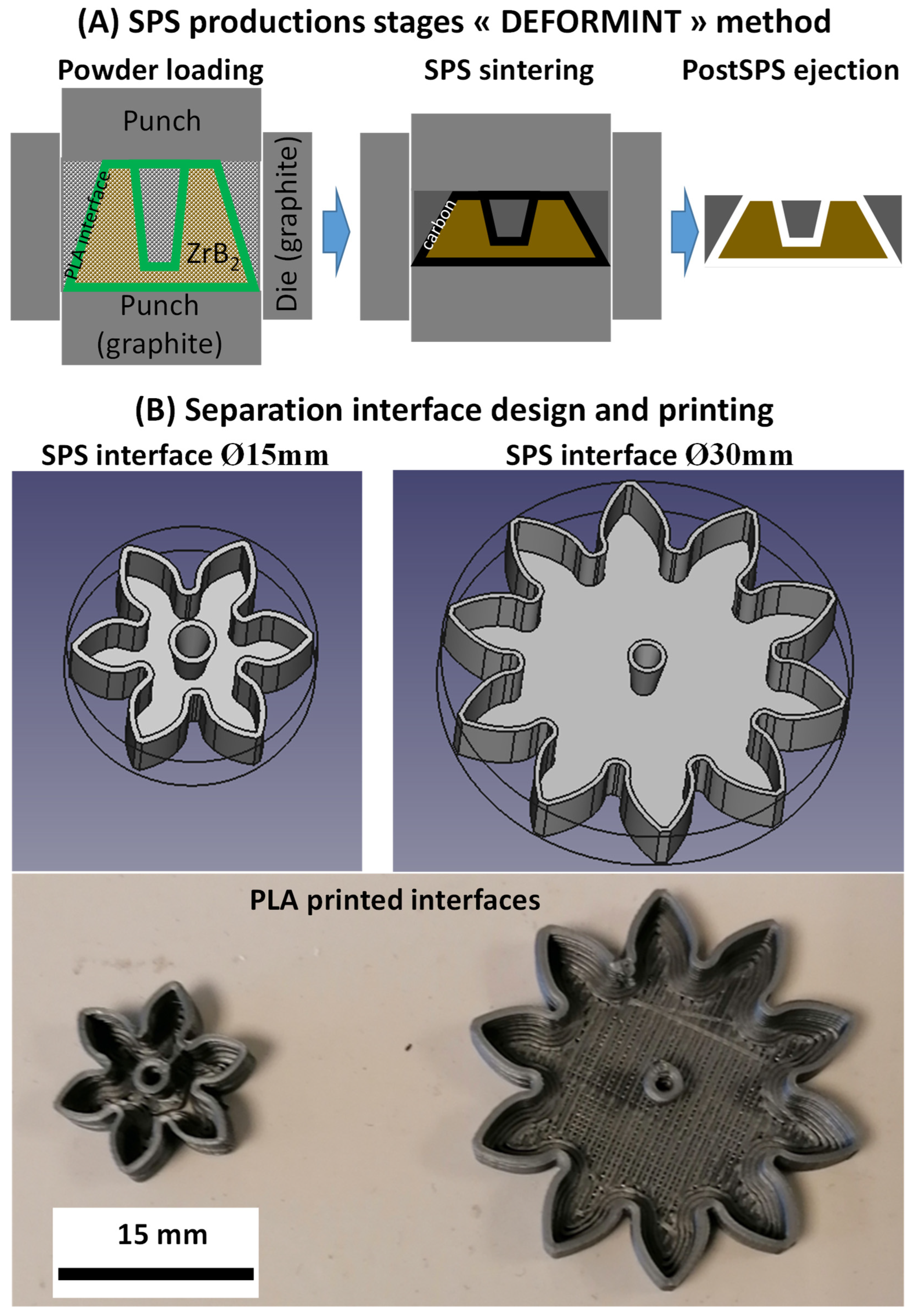
1. Introduction
2. Materials and Methods
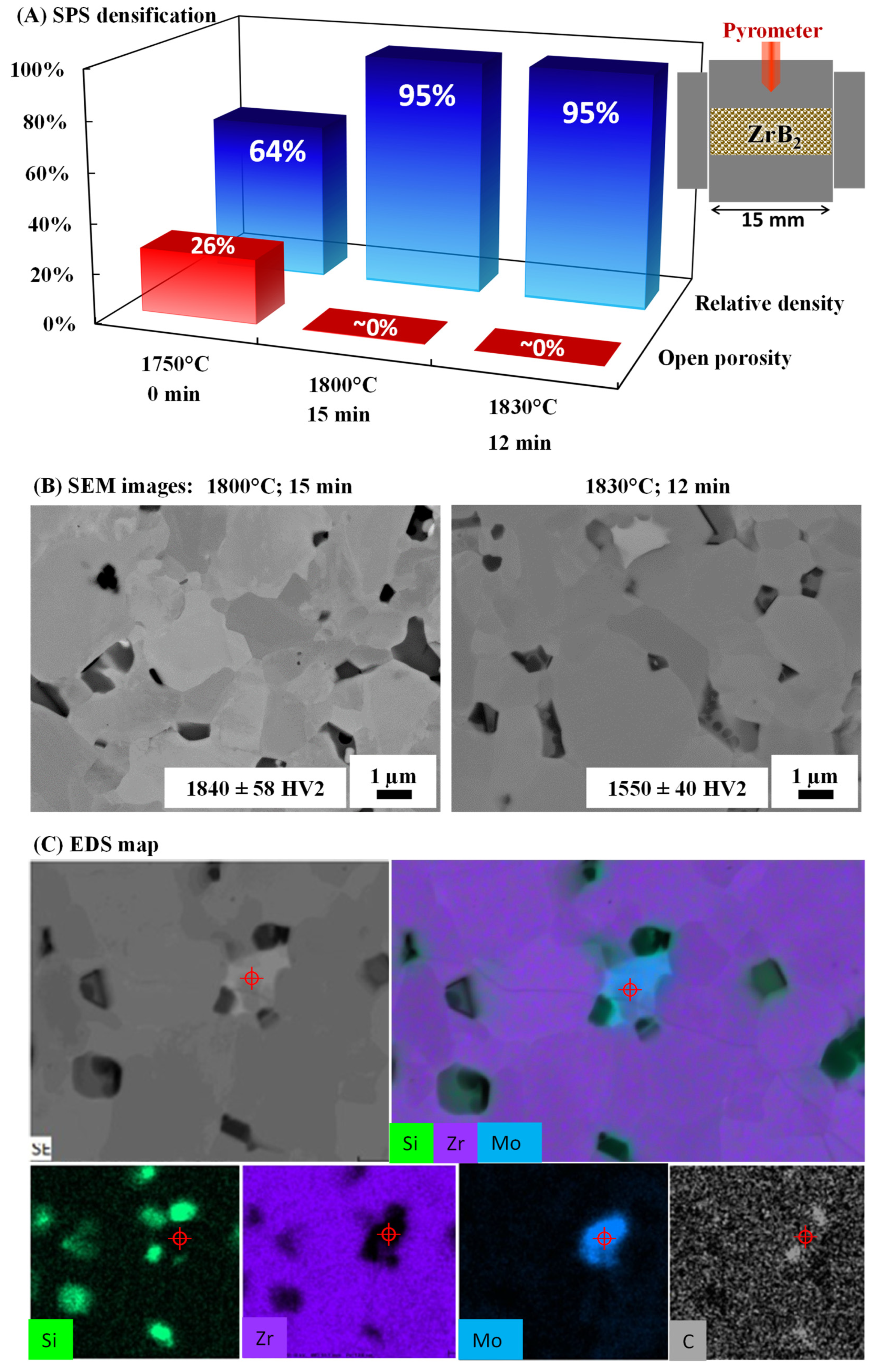
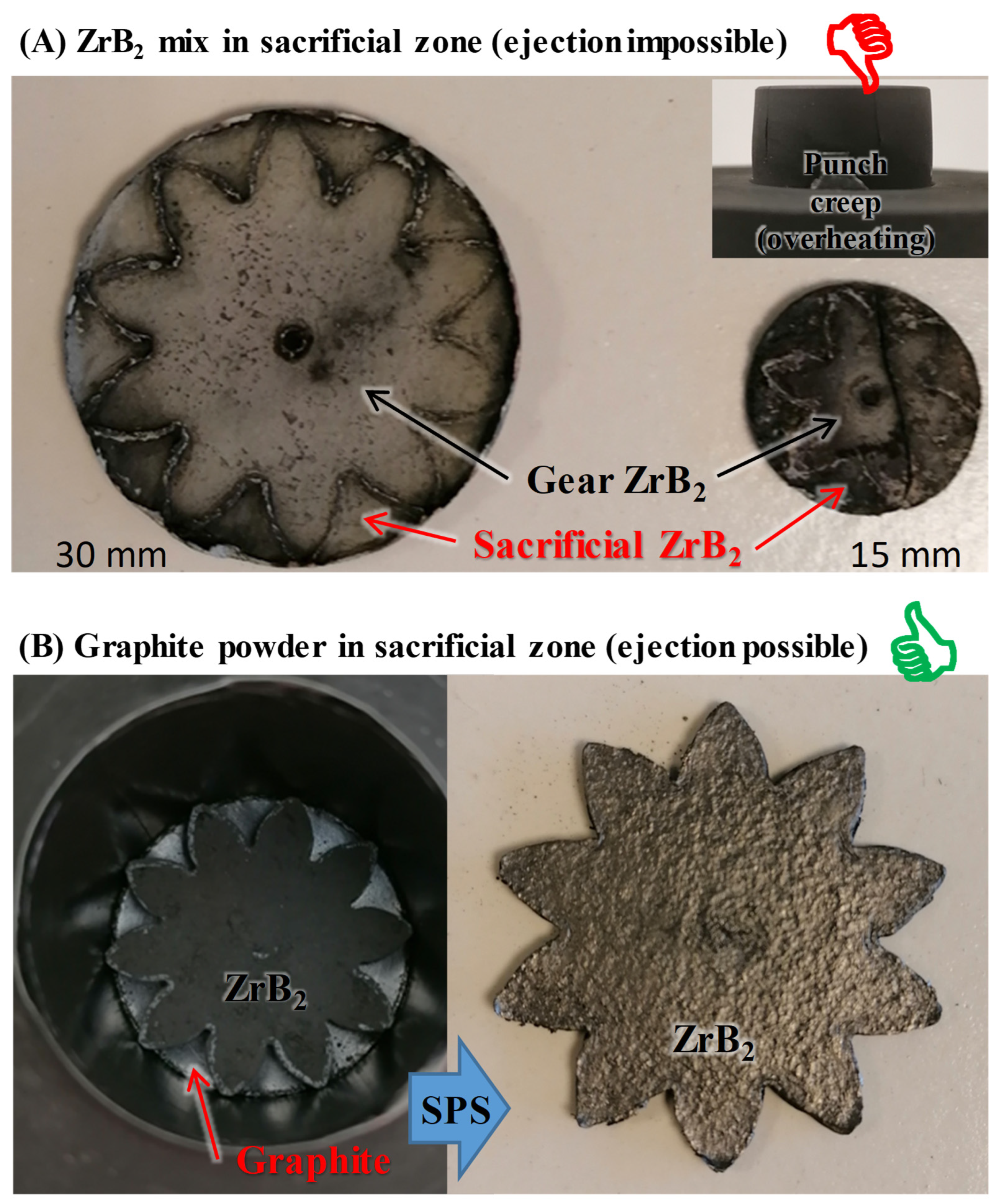
3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| UHTCs | Ultra-High-Temperature Ceramics |
| PLA | Polylactic Acid |
| SPS | Spark Plasma Sintering |
| HP | Hot Pressing |
| HIP | Hot Isostatic Pressing |
| GPS | Gas Pressure Sintering |
| AM | Additive Manufacturing |
| FDM | Fuse Deposition Modeling |
References
- Wyatt, B.C.; Nemani, S.K.; Hilmas, G.E.; Opila, E.J.; Anasori, B. Ultra-High Temperature Ceramics for Extreme Environments. Nat. Rev. Mater. 2023, 9, 773–789. [Google Scholar] [CrossRef]
- Wuchina, E.; Opila, E.; Fahrenholtz, W.; Talmy, I. UHTCs: Ultra-High Temperature Ceramic Materials for Extreme Environment Applications. Electrochem. Soc. Interface 2007, 16, 30–36. [Google Scholar] [CrossRef]
- Orrù, R.; Cao, G. Ultra-High Temperature Ceramics by Spark Plasma Sintering. In Spark Plasma Sintering; Elsevier: Amsterdam, The Netherlands, 2019; pp. 49–76. [Google Scholar]
- Justin, J.F.; Jankowiak, A. Ultra High Temperature Ceramics: Densification, Properties and Thermal Stability. Aerospace Lab 2011, 3, 1–11. [Google Scholar]
- Nisar, A.; Hassan, R.; Agarwal, A.; Balani, K. Ultra-High Temperature Ceramics: Aspiration to Overcome Challenges in Thermal Protection Systems. Ceram. Int. 2022, 48, 8852–8881. [Google Scholar] [CrossRef]
- Golla, B.R.; Mukhopadhyay, A.; Basu, B.; Thimmappa, S.K. Review on Ultra-High Temperature Boride Ceramics. Prog. Mater. Sci. 2020, 111, 100651. [Google Scholar] [CrossRef]
- Fahrenholtz, W.G.; Hilmas, G.E. Ultra-High Temperature Ceramics: Materials for Extreme Environments. Scr. Mater. 2017, 129, 94–99. [Google Scholar] [CrossRef]
- Silvestroni, L.; Kleebe, H.-J.; Fahrenholtz, W.G.; Watts, J. Super-Strong Materials for Temperatures Exceeding 2000 °C. Sci. Rep. 2017, 7, 40730. [Google Scholar] [CrossRef] [PubMed]
- Huang, K.; Chen, W.; Wu, M.; Wang, J.; Jiang, K.; Liu, J. Microstructure and Densification of the Ti6Al4V–70%TiB2 Metal-Ceramic by Coupled Multi-Physical Fields-Activated Sintering. J. Alloys Compd. 2020, 820, 153091. [Google Scholar] [CrossRef]
- Fahrenholtz, W.G.; Hilmas, G.E.; Li, R. Densification of Ultra-Refractory Transition Metal Diboride Ceramics. Sci. Sinter. 2020, 52, 1–14. [Google Scholar] [CrossRef]
- Grasso, S.; Saunders, T.; Porwal, H.; Cedillos-Barraza, O.; Jayaseelan, D.D.; Lee, W.E.; Reece, M.J. Flash Spark Plasma Sintering (FSPS) of Pure ZrB2. J. Am. Ceram. Soc. 2014, 97, 2405–2408. [Google Scholar] [CrossRef]
- Fahrenholtz, W.G.; Hilmas, G.E.; Talmy, I.G.; Zaykoski, J.A. Refractory Diborides of Zirconium and Hafnium. J. Am. Ceram. Soc. 2007, 90, 1347–1364. [Google Scholar] [CrossRef]
- De Bona, E.; Manière, C.; Sglavo, V.M.; Biesuz, M. Ultrafast High-Temperature Sintering (UHS) of ZrB2-Based Materials. J. Eur. Ceram. Soc. 2024, 44, 567–573. [Google Scholar] [CrossRef]
- Sciti, D.; Nygren, M. Spark Plasma Sintering of Ultra Refractory Compounds. J. Mater. Sci. 2008, 43, 6414–6421. [Google Scholar] [CrossRef]
- Petzow, G.; Herrmann, M. Silicon Nitride Ceramics. In High Performance Non-Oxide Ceramics II; Springer: Berlin/Heidelberg, Germany, 2002; pp. 47–167. ISBN 978-3-540-45623-0. [Google Scholar]
- Riley, F.L. Silicon Nitride and Related Materials. J. Am. Ceram. Soc. 2004, 83, 245–265. [Google Scholar] [CrossRef]
- Schneider, J.A.; Risbud, S.H.; Mukherjee, A.K. Rapid Consolidation Processing of Silicon Nitride Powders. J. Mater. Res. 1996, 11, 358–362. [Google Scholar] [CrossRef]
- Grippi, T.; Béhar-Lafenêtre, S.; Friedrich, H.; Haas, D.; Schenderlein, U.; Marinel, S.; Manière, C. Densification Modeling for Gas Pressure Sintered Silicon Nitride-Based Ceramics with Thermo-Optical Dilatometry. J. Eur. Ceram. Soc. 2024, 44, 822–830. [Google Scholar] [CrossRef]
- Grippi, T.; Béhar-Lafenetre, S.; Friedrich, H.; Haas, D.; Schenderlein, U.; Marinel, S.; Manière, C. Finite Element Simulation for Si3N4 Heating and Sintering. J. Eur. Ceram. Soc. 2024, 44, 116703. [Google Scholar] [CrossRef]
- Rahaman, M.N. Sintering of Ceramics; CRC Press: Boca Raton, FL, USA, 2007; ISBN 9780849372865. [Google Scholar]
- Lee, S.-H.; Tanaka, H.; Kagawa, Y. Spark Plasma Sintering and Pressureless Sintering of SiC Using Aluminum Borocarbide Additives. J. Eur. Ceram. Soc. 2009, 29, 2087–2095. [Google Scholar] [CrossRef]
- Hotta, M.; Hojo, J. Inhibition of Grain Growth in Liquid-Phase Sintered SiC Ceramics by AlN Additive and Spark Plasma Sintering. J. Eur. Ceram. Soc. 2010, 30, 2117–2122. [Google Scholar] [CrossRef]
- Raju, K.; Yoon, D.-H. Sintering Additives for SiC Based on the Reactivity: A Review. Ceram. Int. 2016, 42, 17947–17962. [Google Scholar] [CrossRef]
- Grasso, S.; Saunders, T.; Porwal, H.; Milsom, B.; Tudball, A.; Reece, M. Flash Spark Plasma Sintering (FSPS) of α and β SiC. J. Am. Ceram. Soc. 2016, 99, 1534–1543. [Google Scholar] [CrossRef]
- Manière, C.; Nigito, E.; Durand, L.; Weibel, A.; Beynet, Y.; Estournès, C. Spark Plasma Sintering and Complex Shapes: The Deformed Interfaces Approach. Powder Technol. 2017, 320, 340–345. [Google Scholar] [CrossRef]
- Laptev, A.M.; Bram, M.; Garbiec, D.; Räthel, J.; van der Laan, A.; Beynet, Y.; Huber, J.; Küster, M.; Cologna, M.; Guillon, O. Tooling in Spark Plasma Sintering Technology: Design, Optimization, and Application. Adv. Eng. Mater. 2024, 26, 2301391. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-Assisted Sintering Technology/Spark Plasma Sintering: Mechanisms, Materials, and Technology Developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Voisin, T.; Monchoux, J.-P.; Durand, L.; Karnatak, N.; Thomas, M.; Couret, A. An Innovative Way to Produce γ-TiAl Blades: Spark Plasma Sintering. Adv. Eng. Mater. 2015, 17, 1408–1413. [Google Scholar] [CrossRef]
- Manière, C.; Durand, L.; Weibel, A.; Estournès, C. Spark-Plasma-Sintering and Finite Element Method: From the Identification of the Sintering Parameters of a Submicronic α -Alumina Powder to the Development of Complex Shapes. Acta Mater. 2016, 102, 169–175. [Google Scholar] [CrossRef]
- Manière, C.; Durand, L.; Weibel, A.; Chevallier, G.; Estournès, C. A Sacrificial Material Approach for Spark Plasma Sintering of Complex Shapes. Scr. Mater. 2016, 124, 126–128. [Google Scholar] [CrossRef]
- Matsugi, K.; Kuramoto, H.; Yanagisawa, O.; Kiritani, M. A Case Study for Production of Perfectly Sintered Complex Compacts in Rapid Consolidation by Spark Sintering. Mater. Sci. Eng. A 2003, 354, 234–242. [Google Scholar] [CrossRef]
- German, R.M. Powder Metallurgy of Iron and Steel. Choice Rev. Online 1998, 36, 36–0981. [Google Scholar] [CrossRef]
- German, R.M. Sintering Theory and Practice; Wiley: Hoboken, NJ, USA, 1996; ISBN 978-0-471-05786-4. [Google Scholar]
- Maniere, C.; Durand, L.; Estournès, C. Use of a Deformable Interface for the Production of Complex Parts. Patent WO2017077028 A1, 4 November 2016. [Google Scholar]
- Manière, C.; Torresani, E.; Olevsky, E.A. Simultaneous Spark Plasma Sintering of Multiple Complex Shapes. Materials 2019, 12, 557. [Google Scholar] [CrossRef]
- Manière, C.; Lee, G.; Olevsky, E.A. Flash Sintering of Complex Shapes. Appl. Mater. Today 2022, 26, 101293. [Google Scholar] [CrossRef]
- Manière, C.; Olevsky, E.A. In Situ Partially Degradable Separation Interface for Fabrication of Complex near Net Shape Objects by Pressure Assited Sintering. U.S. Patent 2021/0016499 A1, 27 March 2019. [Google Scholar]
- Le Cloarec, J.; Marinel, S.; Estournès, C.; Dehmas, M.; Folton, C.; Manière, C. Stereolithography Coupled with Spark Plasma Sintering to Produce Ti-6Al-4V Complex Shapes. J. Manuf. Process. 2024, 114, 122–135. [Google Scholar] [CrossRef]
- Le Cloarec, J.; Marinel, S.; Estournès, C.; Dehmas, M.; Manière, C. Ti–6Al–4V Complex Shape Production by Spark Plasma Sintering with Ceramic–Metal Sacrificial Powder and Interface 3D Printing. Prog. Addit. Manuf. 2024, 10, 3321–3334. [Google Scholar] [CrossRef]
- Van der Laan, A.; Epherre, R.; Chevallier, G.; Beynet, Y.; Weibel, A.; Estournès, C. Fully Coupled Electrothermal and Mechanical Simulation of the Production of Complex Shapes by Spark Plasma Sintering. J. Eur. Ceram. Soc. 2021, 41, 4252–4263. [Google Scholar] [CrossRef]
- Manière, C.; Durand, L.; Brisson, E.; Desplats, H.; Carré, P.; Rogeon, P.; Estournès, C. Contact Resistances in Spark Plasma Sintering: From in-Situ and Ex-Situ Determinations to an Extended Model for the Scale up of the Process. J. Eur. Ceram. Soc. 2017, 37, 1593–1605. [Google Scholar] [CrossRef]
- Le Cloarec, J.; Marinel, S.; Chevallier, G.; Estournès, C.; Manière, C. Impact of Graphite Foil Rolling on the Thermal Field Homogeneity of Spark Plasma Sintering. Ceram. Int. 2023, 49, 19545–19551. [Google Scholar] [CrossRef]
- Manière, C.; Lee, G.; McKittrick, J.; Maximenko, A.; Olevsky, E.A. Graphite Creep Negation during Flash Spark Plasma Sintering under Temperatures Close to 2000 °C. Carbon 2020, 162, 106–113. [Google Scholar] [CrossRef]
- Achenani, Y.; Saâdaoui, M.; Cheddadi, A.; Fantozzi, G. Finite Element Analysis of the Temperature Uncertainty during Spark Plasma Sintering: Influence of the Experimental Procedure. Ceram. Int. 2017, 43, 15281–15287. [Google Scholar] [CrossRef]
- Achenani, Y.; Saâdaoui, M.; Cheddadi, A.; Bonnefont, G.; Fantozzi, G. Finite Element Modeling of Spark Plasma Sintering: Application to the Reduction of Temperature Inhomogeneities, Case of Alumina. Mater. Des. 2017, 116, 504–514. [Google Scholar] [CrossRef]
- Torresani, E.; Carrillo, M.; Haines, C.; Martin, D.; Olevsky, E. Fabrication of Powder Components with Internal Channels by Spark Plasma Sintering and Additive Manufacturing. J. Eur. Ceram. Soc. 2023, 43, 1117–1126. [Google Scholar] [CrossRef]
- Grippi, T.; Torresani, E.; Maximenko, A.L.; Olevsky, E.A. Additive Manufacturing-Assisted Sintering: Low Pressure, Low Temperature Spark Plasma Sintering of Tungsten Carbide Complex Shapes. Ceram. Int. 2024, 50, 37228–37240. [Google Scholar] [CrossRef]
- Ranjit, K.V.; Mahesh, N.S.; Anwar, M.I. Numerical Analysis of Powder Compaction to Obtain High Relative Density in ‘601AB’ Aluminum Powder. SASTECH 2012, 11, 79–84. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manière, C.; Estournès, C. ZrB2 Gear Fabrication by Spark Plasma Sintering Coupled to Interface 3D Printing. Ceramics 2025, 8, 81. https://doi.org/10.3390/ceramics8030081
Manière C, Estournès C. ZrB2 Gear Fabrication by Spark Plasma Sintering Coupled to Interface 3D Printing. Ceramics. 2025; 8(3):81. https://doi.org/10.3390/ceramics8030081
Chicago/Turabian StyleManière, Charles, and Claude Estournès. 2025. "ZrB2 Gear Fabrication by Spark Plasma Sintering Coupled to Interface 3D Printing" Ceramics 8, no. 3: 81. https://doi.org/10.3390/ceramics8030081
APA StyleManière, C., & Estournès, C. (2025). ZrB2 Gear Fabrication by Spark Plasma Sintering Coupled to Interface 3D Printing. Ceramics, 8(3), 81. https://doi.org/10.3390/ceramics8030081