




Mullite–Silicate Proppants Based on High-Iron Bauxite and Waste from Metallurgical Industry in Kazakhstan

 , , , and
, , , and
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
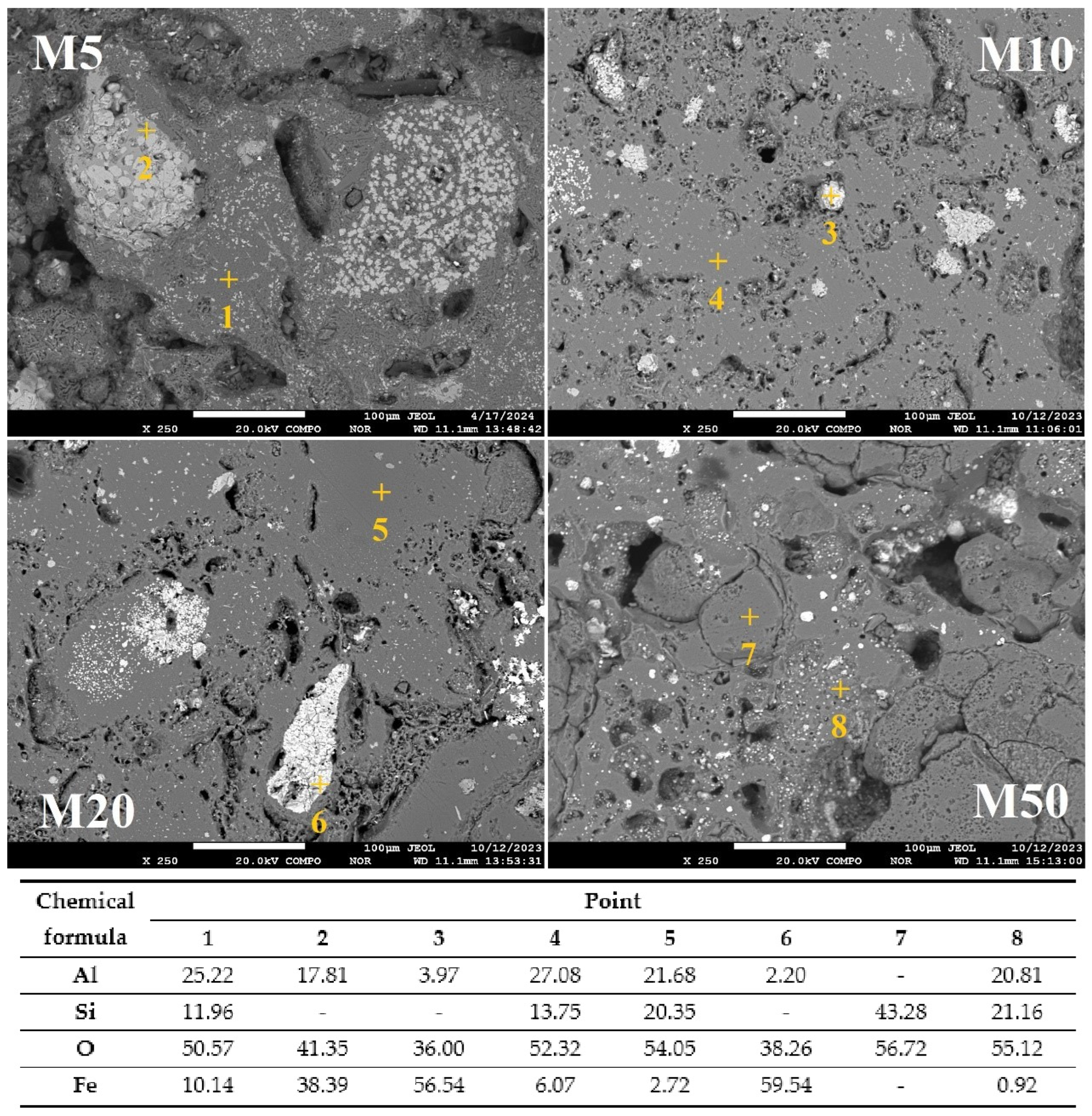
3.1. Study of Raw Materials
3.2. Obtaining Ceramic Compositions Based on Bauxite and Microsilica
3.3. Proppants
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Speight, J.G. Handbook of Hydraulic Fracturing; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2016; pp. 195–200. [Google Scholar]
- Liang, F.; Sayed, M.; Al–Muntasheri, G.A.; Chang, F.F. Overview of existing proppant technologies and challenges. In Proceedings of the SPE Middle East Oil and Gas Show and Conference, Manama, Bahrain, 8–11 March 2015; p. SPE–172763. [Google Scholar]
- Yongpeng, S.; Qihua, W.; Mingzhen, W.; Baojun, B.; Yinfa, M. Experimental study of friction reducer flows in microfracture. Fuel 2014, 131, 28–35. [Google Scholar] [CrossRef]
- Guo, Y.; Zhang, M.; Yang, H.; Wang, D.; Ramos, M.A.; Hu, T.S.; Xu, Q. Friction Challenge in Hydraulic Fracturing. Lubricants 2022, 10, 14. [Google Scholar] [CrossRef]
- Biryukova, A.A.; Dzhienalyev, T.D.; Tikhonova, T.A. Ceramic Proppants Based on Natural Aluminosilicate Raw Materials of Kazakhstan. New Refract. 2017, 6, 33. [Google Scholar] [CrossRef]
- Ma, H.; Bao, C.; Tian, Y.; Li, G. Effects of Feldspar Content on Microstructure and Property for High–Strength Corundum–Mullite Proppants. Trans. Indian Ceram. Soc. 2020, 79, 18–22. [Google Scholar] [CrossRef]
- Liu, Z.; Zhao, J.; Li, Y.; Zeng, Z.; Mao, J.; Peng, Y.; He, Y. Low–temperature sintering of bauxite-based fracturing proppants containing CaO and MnO2 additives. Mater. Lett. 2016, 171, 300–303. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z.; Li, Y. Preparation and characterization of low–density mullite-based ceramic proppant by a dynamic sintering method. Mater. Lett. 2015, 152, 72–75. [Google Scholar] [CrossRef]
- Lodjanaja, V.A.; Shekero, M.A.; Pershina, L.S.; Belonosova, E.K.; Pavlova, I.A. Aluminosilicate Proppants Based on Technogenic Raw Materials. In Proceedings of the International Scientific and Practical Conference of Young Scientists “Energy and Resource Saving. Power Supply. Non–traditional and Renewable Energy Sources. Nuclear Energy. Danilov Readings—2021”, Ekaterinburg, Russia, 13–17 December 2021; Available online: http://elar.urfu.ru/handle/10995/128452 (accessed on 8 October 2024). (In Russian).
- Chumakov, A.A.; Yatsenko, E.A.; Tretiak, A.A. Effect of sodium fluoride and aluminum oxide on the strength characteristics of aluminosilicate proppants obtained based on drill cuttings. Bulletin of the North–Caucasian Region University. Techn. Sci. 2022, 2, 40–46. (In Russian) [Google Scholar] [CrossRef]
- Skripchenko, A.S. Prospects for the use of domestic refractory clay raw materials of the North–West region in the technology of aluminosilicate proppants. In Proceedings of the XVI International Symposium of Students and Young Scientists Named after Academician M.A. Ussov, Tomsk, Russia, 2–7 April 2012. (In Russian). [Google Scholar]
- Hao, J.; Hao, H.; Gao, Y.; Li, X.; Qin, M.; Wang, K. Effects of sintering temperature on properties of proppant prepared from coal gangue. Mater. Sci. 2020, 26, 94–98. [Google Scholar] [CrossRef]
- Ding, D.; Fang, Y.; Xiao, G.; Zhu, X.; Fu, P.; Chong, X. Effects of sintering temperature on microstructure and properties of low-grade bauxite-based ceramic proppant. Int. J. Appl. Ceram. Technol. 2021, 18, 1832–1844. [Google Scholar] [CrossRef]
- Li, X.; Hao, J. Optimization design of low–density and high–strength ceramic proppants by orthogonal experiment. Adv. Compos. Lett. 2020, 29, 2633366X20954875. [Google Scholar] [CrossRef]
- Qin, M.; Tian, Y.; Hao, H.; Li, G.; Zhou, Y.; Bai, P. Effects of CaCO3 additive on properties and microstructure of corundum-and mullite-based ceramic proppants. Int. J. Appl. Ceram. Technol. 2020, 17, 1026–1032. [Google Scholar] [CrossRef]
- Liang, F.; Sayed, M.; Al–Muntasheri, G.A.; Chang, F.F.; Li, L. A comprehensive review on proppant technologies. Petroleum 2016, 2, 26–39. [Google Scholar] [CrossRef]
- Perepelicyn, V.A.; Jukseeva, I.V.; Ostrjakov, L.V. Mineral and Raw Material Base of Modern Refractories Production. Refract. Tech. Ceram. 2008, 6, 53–64. Available online: https://www.elibrary.ru/download/elibrary_15288902_33279702.pdf (accessed on 8 October 2024). (In Russian).
- Potapov, V.V.; Gorev, D.S. Comparative Results of Concrete Compressive Strength Rising by Addition of Nanosilica and Microsilica. Mod. High Technol. 2018, 9, 98–102. (In Russian) [Google Scholar] [CrossRef]
- Suvorova, O.V.; Motina, A.V.; Manakova, N.K. Thermal insulation materials on the basis of microsilica. Vestn. MSTU 2015, 18, 149–155. Available online: https://vestnik.mauniver.ru/show.shtml?art=1663 (accessed on 8 October 2024). (In Russian).
- Baisanov, A.; Vorobkalo, N.; Makhambetov, Y.; Mynzhasar, Y.; Zulhan, Z. Studies of the thermal stability of briquettes based on microsilica. Kompleksnoe Ispolzovanie Mineralnogo Syra 2023, 327, 57–63. [Google Scholar] [CrossRef]
- Sangulova, I.; Selyaev, V.; Kuldeev, E.; Nurlybaev, R.; Orynbekov, Y. Assessment of the influence of the structural characteristics of granular systems of microsilicon on the properties of thermal insulation materials. Kompleks. Ispolz. Miner. Syra 2021, 320, 5–14. [Google Scholar] [CrossRef]
- GOST 2409-2014; Refractories. Method for Determination of Bulk density, Apparent and True Porosity, Water Absorption. RU-GOST R: Moscow, Russia, 2014.
- GOST 4071.1-2021; Refractory Products with Less Than 45% True Porosity. Method for Determination of Compressive Strength at Room Temperature. RU-GOST R: Moscow, Russia, 2021.
- GOST 51761-2013; Aluminosilicate Proppants. RU-GOST R: Moscow, Russia, 2013.
- Dzhienalyev, T.D.; Biryukova, A.A. Ceramic Proppants Based on High–Ferrous Bauxite. Int. J. Adv. Sci. Technol. 2019, 28, 724–731. Available online: http://sersc.org/journals/index.php/IJAST/article/view/1946 (accessed on 8 October 2024).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | Content of Oxides, Mass. % | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | MgO | CaO | Al2O3 | Fe2O3 | K2O | Na2O | TiO2 | LOI | |
| Bauxite | 7.6 | 0.1 | 1.14 | 47.8 | 17.3 | 0.03 | 0.03 | 3.5 | 22.5 |
| Microsilica | 95.20 | - | - | - | - | - | - | - | 4.80 |
| Composition | Composition of Mixture, Material, Mass. % | Content of Oxides, Mass. % | |||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | MgO | CaO | Al2O3 | Fe2O3 | K2O | Na2O | TiO2 | ||
| M5 | Bauxite, 95 microsilica, 5 | 14.25 | 0.14 | 1.35 | 58.71 | 21.2 | 0.04 | 0.04 | 4.27 |
| M10 | Bauxite, 90 microsilica, 10 | 18.62 | 0.11 | 1.28 | 55.69 | 20.09 | 0.04 | 0.04 | 4.13 |
| M20 | Bauxite, 80 microsilica, 20 | 27.94 | 0.096 | 1.12 | 49.34 | 17.84 | 0.03 | 0.03 | 3.6 |
| M50 | Bauxite, 50 microsilica, 50 | 54.30 | 0.09 | 0.9 | 31.2 | 11.2 | 0.03 | 0.03 | 2.25 |
| Composition | Open Porosity, % | Apparent Density, g/cm3 | Compressive Strength, MPa |
|---|---|---|---|
| M5 | 15.30 | 2.58 | 32.8 |
| M10 | 17.45 | 2.43 | 30.1 |
| M20 | 23.05 | 2.17 | 26.7 |
| M50 | 30.66 | 1.67 | 10.2 |
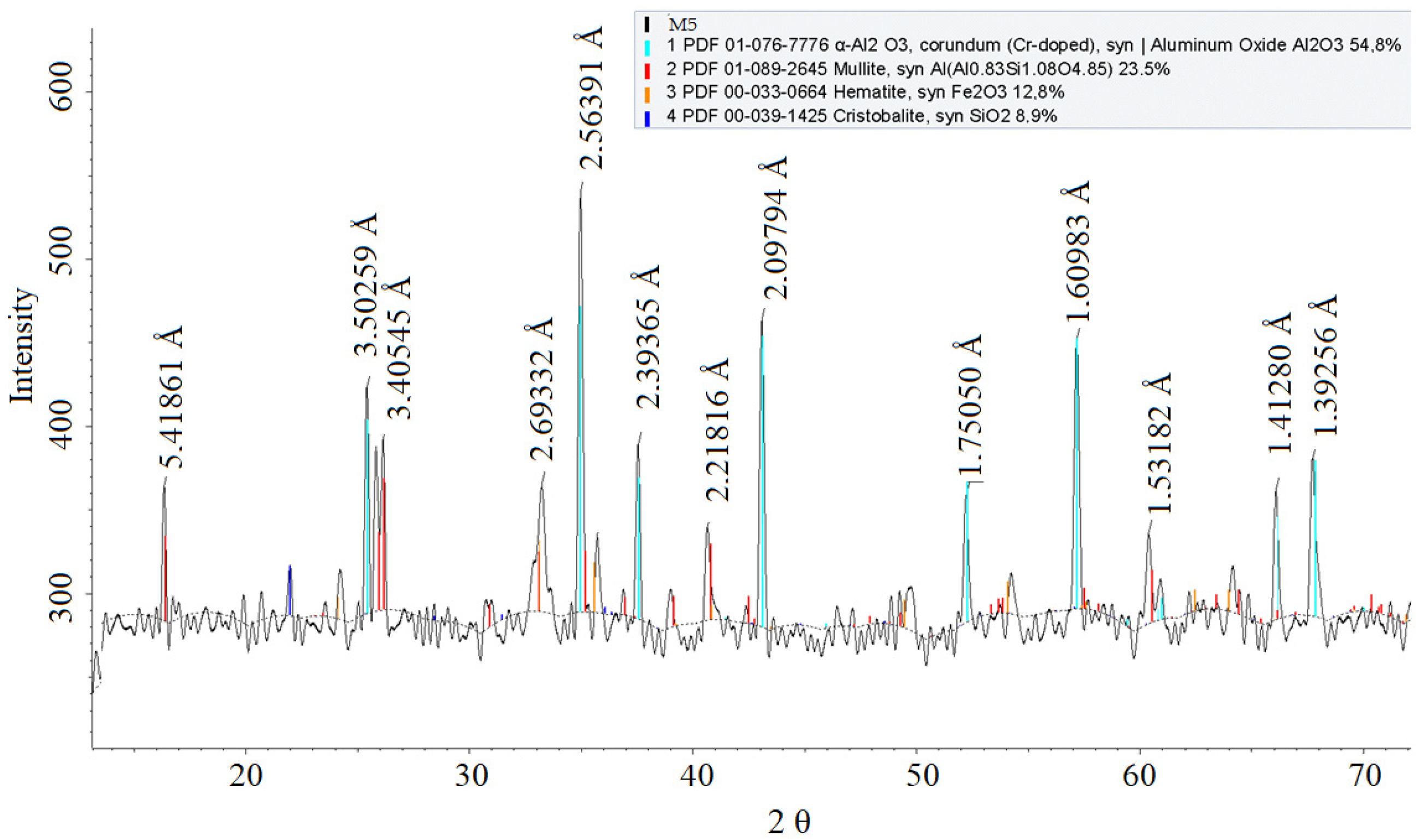
| Composition | Phase | Formula | Quantity, % |
|---|---|---|---|
| M5 | α-Al2O3, syn | Al2O3 | 54.8 |
| Mullite, syn | Al(Al0.83Si1.08O4.85) | 23.5 | |
| Hematite, syn | Fe2O3 | 12.8 | |
| Cristobalite, syn | SiO2 | 8.9 | |
| M10 | Mullite, syn | Al(Al0.83Si1.08O4.85) | 69.2% |
| Cristobalite, syn | SiO2 | 25.6% | |
| Magnetite, magnesian, syn | (Mg0.22Fe0.78)(Al0.40Mg0.78Fe0.82)O4 | 5.3% | |
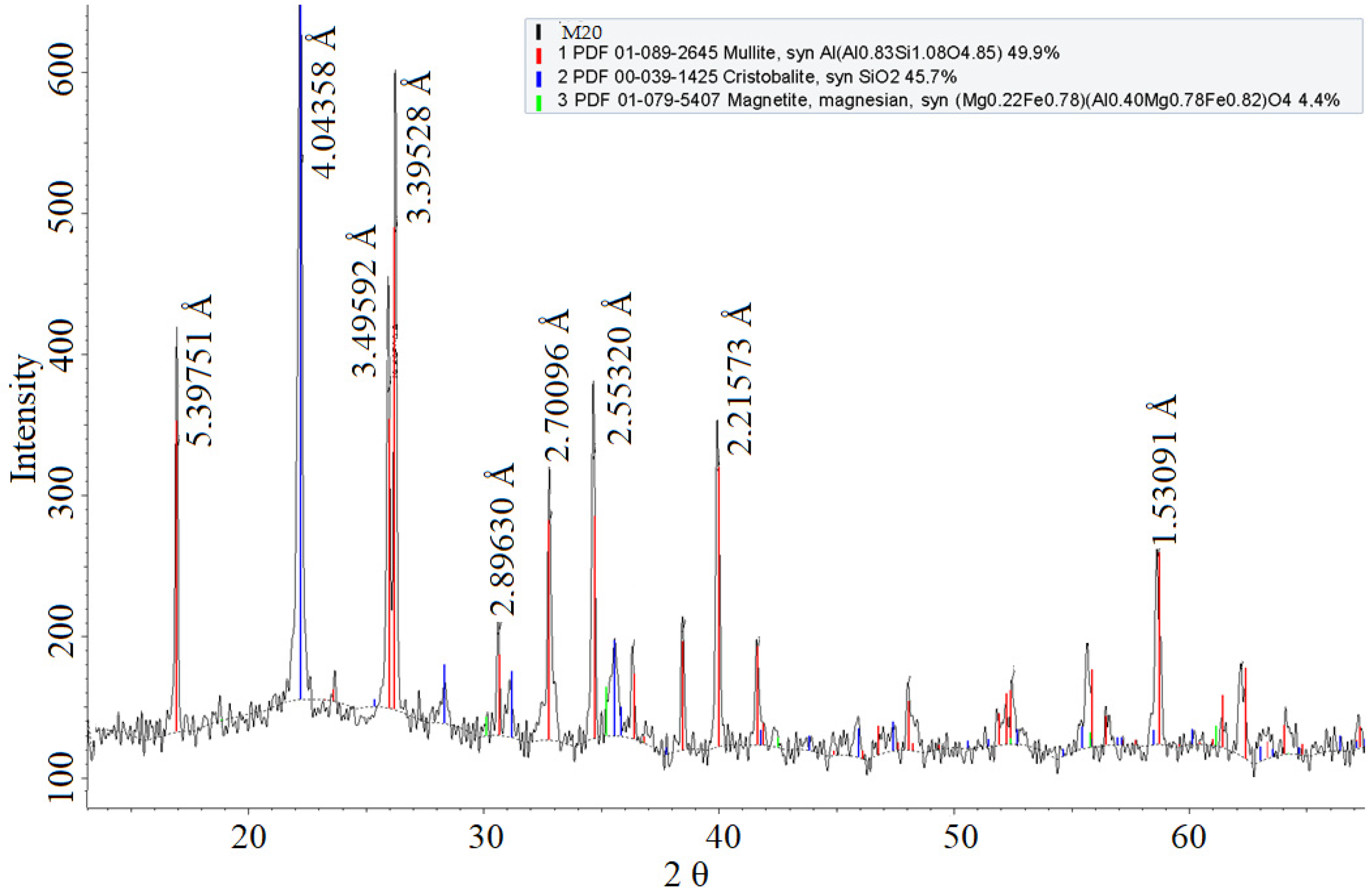
| M20 | Mullite, syn | Al(Al0.83Si1.08O4.85) | 49.9 |
| Cristobalite, syn | SiO2 | 45.7 | |
| Magnetite, magnesian, syn | (Mg0.22Fe0.78)(Al0.40Mg0.78Fe0.82)O4 | 4.4 | |
| M50 | Mullite, syn | Al(Al0.83Si1.08O4.85) | 23.7 |
| Cristobalite, syn | SiO2 | 69.2% | |
| Quartz, syn | SiO2 | 4.0% | |
| Magnetite, magnesian, syn | (Mg0.22Fe0.78)(Al0.40Mg0.78Fe0.82)O4 | 3.2% |
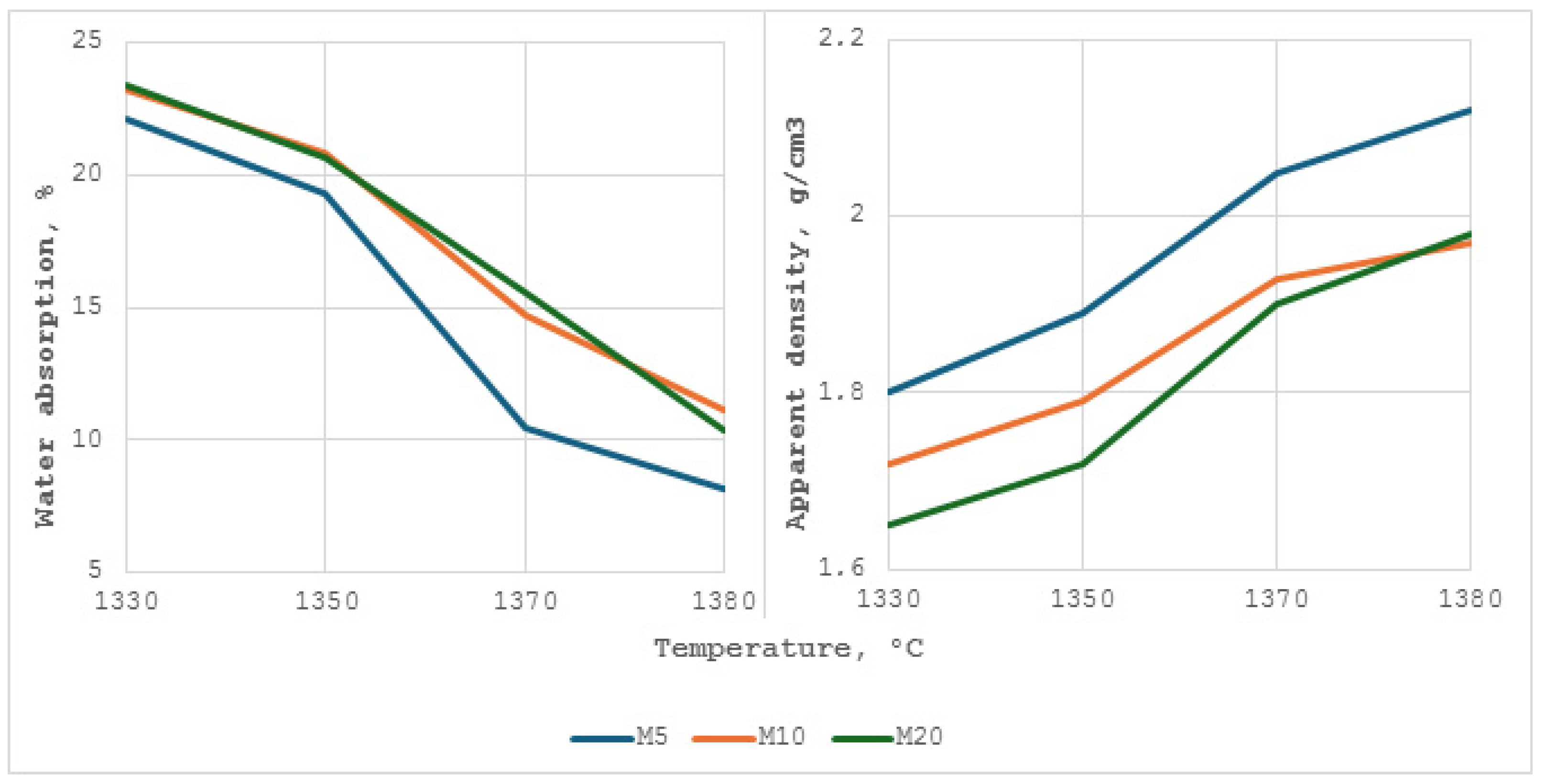
| Composition | Open Porosity, % | Apparent Density, g/cm3 | Water Absorption, % |
|---|---|---|---|
| 1330 °C | |||
| M5 | 51.13 | 1.80 | 22.08 |
| M10 | 52.06 | 1.72 | 23.26 |
| M20 | 50.40 | 1.65 | 23.43 |
| 1350 °C | |||
| M5 | 45.39 | 1.89 | 19.34 |
| M10 | 47.25 | 1.79 | 20.87 |
| M20 | 44.74 | 1.72 | 20.71 |
| 1370 °C | |||
| M5 | 24.09 | 2.05 | 10.50 |
| M10 | 33.42 | 1.93 | 14.75 |
| M20 | 35.08 | 1.90 | 15.60 |
| 1380 °C | |||
| M5 | 18.96 | 2.12 | 8.20 |
| M10 | 23.59 | 1.97 | 11.10 |
| M20 | 22.97 | 1.98 | 10.40 |
| Composition | Bulk Density, g/cm3 | Breaking Ratio at 51.7 MPa, % | Solubility in HCl Solution, % | Sphericity | Roundness |
|---|---|---|---|---|---|
| M5 | 1.64 | 26.7 | 0.40 | 0.9 | 0.9 |
| M10 | 1.41 | 20.3 | 0.40 | 0.9 | 0.9 |
| M20 | 1.21 | 19.1 | 0.34 | 0.7 | 0.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dzhienalyev, T.; Biryukova, A.; Kenzhaliyev, B.; Uskenbaeva, A.; Ruzakhunova, G. Mullite–Silicate Proppants Based on High-Iron Bauxite and Waste from Metallurgical Industry in Kazakhstan. Ceramics 2024, 7, 1488-1499. https://doi.org/10.3390/ceramics7040096
Dzhienalyev T, Biryukova A, Kenzhaliyev B, Uskenbaeva A, Ruzakhunova G. Mullite–Silicate Proppants Based on High-Iron Bauxite and Waste from Metallurgical Industry in Kazakhstan. Ceramics. 2024; 7(4):1488-1499. https://doi.org/10.3390/ceramics7040096
Chicago/Turabian StyleDzhienalyev, Tolebi, Alla Biryukova, Bagdaulet Kenzhaliyev, Alma Uskenbaeva, and Galiya Ruzakhunova. 2024. "Mullite–Silicate Proppants Based on High-Iron Bauxite and Waste from Metallurgical Industry in Kazakhstan" Ceramics 7, no. 4: 1488-1499. https://doi.org/10.3390/ceramics7040096
APA StyleDzhienalyev, T., Biryukova, A., Kenzhaliyev, B., Uskenbaeva, A., & Ruzakhunova, G. (2024). Mullite–Silicate Proppants Based on High-Iron Bauxite and Waste from Metallurgical Industry in Kazakhstan. Ceramics, 7(4), 1488-1499. https://doi.org/10.3390/ceramics7040096