

Ceramic Matrix Composites: Classifications, Manufacturing, Properties, and Applications


Abstract
1. Introduction
2. Classifications of Composites
2.1. Metal Matrix Composites
2.2. Polymer Matrix Composites
2.3. Ceramic Matrix Composites
2.3.1. Composition of CMCs
Matrix Material
Reinforcement Material
- Continuous fibers: As continuous reinforcements, carbon fibers and SiC fibers are often utilized [32].
- Discontinuous fibers: As discontinuous reinforcements, short fibers or whiskers, such as SiC whiskers, are employed [32].
- Particles: As reinforcement, nano- or micron-sized ceramic particles, such as SiC or alumina particles, can be employed [33].
Interface Material
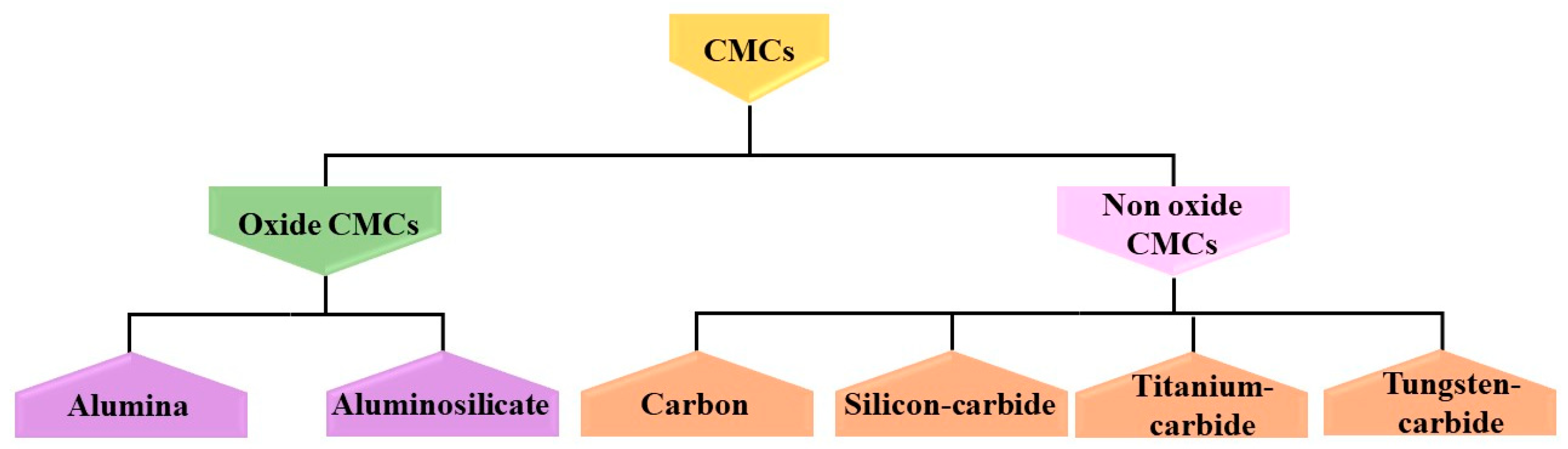
2.3.2. Classification of CMCs
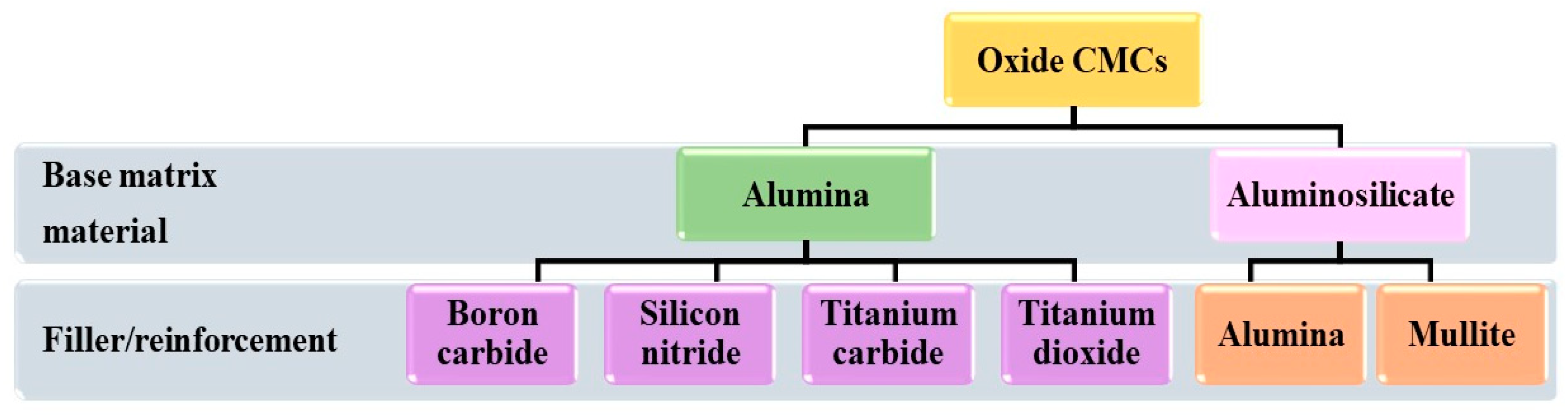
Oxide Ceramic Matrix Composites
Non-Oxide Ceramic Matrix Composites
2.3.3. Processing Steps to Form CMCs
- Selecting raw material: Ceramic fibers and CMCs are chosen based on the final CMC product’s required qualities and performance requirements [44].
- Fiber treatment: Coatings can be applied to ceramic fibers to improve their adherence to the matrix material and interfacial bonding. This procedure enhances the fiber–matrix contact and optimizes the composites’ mechanical properties. Additionally, the interface must remain stable against thermal and environmental stress to prevent the deterioration of composite properties in high temperatures and corrosive conditions. Therefore, an interfacial coating is commonly applied during manufacturing to safeguard fibers from ecological damage [45].
- Perform fabrication: The fibers, also known as rovings, are laid up and attached using methods used to create fiber-reinforced plastics, such as filament winding, braiding, and knotting. Fiber-preform, or simply preform, is the process result [46].
- Interphase deposition: The interphase may be applied to the fiber surface during the filament manufacture or after the preform creation [47].
- Matrix infiltration/impregnation: The matrix material is infiltrated or impregnated into the preform, which can be a liquid precursor, polymer resin, or ceramic slurry. In this stage, the matrix material is introduced into the preform construction to fill the gaps between the fibers and form the required composite structure. This can be achieved by using techniques like Polymer Infiltration and Pyrolysis (PIP), Liquid Silicon Infiltration (LSI), sol-gel infiltration, and Chemical Vapor Infiltration (CVI) [48].
- Drying: Using controlled drying methods, any solvents or surplus moisture is removed from the impregnated preform [49].
- Thermal processing: To turn the preform that has been impregnated and dried into a ceramic matrix, it is subjected to thermal treatments like sintering in order to obtain the correct microstructure and characteristics of the CMC [50].
- Machining and shaping: After heat processing, the CMC structure may undergo machining and shaping procedures to obtain the desired final dimensions and surface polish. Cutting, grinding, drilling, and other machining processes may be used [51].
- Coating: Protective coatings, such as oxidation resistance, should be applied to the CMC structure to improve performance. Chemical vapor deposition (CVD), low-pressure chemical vapor deposition (LPCVD), or plasma spray are some methods that can be used to produce coatings. Slurries can also be painted to add a coating to the composite [52].
- Quality Control: Various quality control tests and inspections are conducted to ensure the final CMC product meets relevant specifications and standards. Non-destructive testing, mechanical testing, microstructural analysis, and other characterization procedures are examples of this [53].
- Final Finishing: Finishing techniques, such as finishing, coating, joining, and assembling, are used to produce the desired appearance and functionality of the CMC component [54].
3. Advanced Manufacturing Techniques
3.1. Classification of Infiltration Techniques
3.1.1. Polymer Infiltration and Pyrolysis
- Generating pre-impregnated (prepreg) material: The reinforcing fibers are coated with a resin, the polymer’s viscosity is enhanced, and the prepreg can be formed [56].
- Lay-up: The tooling (mold) shapes the prepreg [56].
- Moulding: Molding is performed on the laid-up prepreg; different molding techniques can be applied. The prepreg is forced against the flexible top mold (bag) in the bag molding process by either atmospheric pressure (vacuum bag mold) or enhanced air pressure (gas pressure bag mold). The upper mold is flexible, in an autoclave, and the pressurized preform is cured. In compression molding, it is possible to combine pressure with a raised temperature [56].
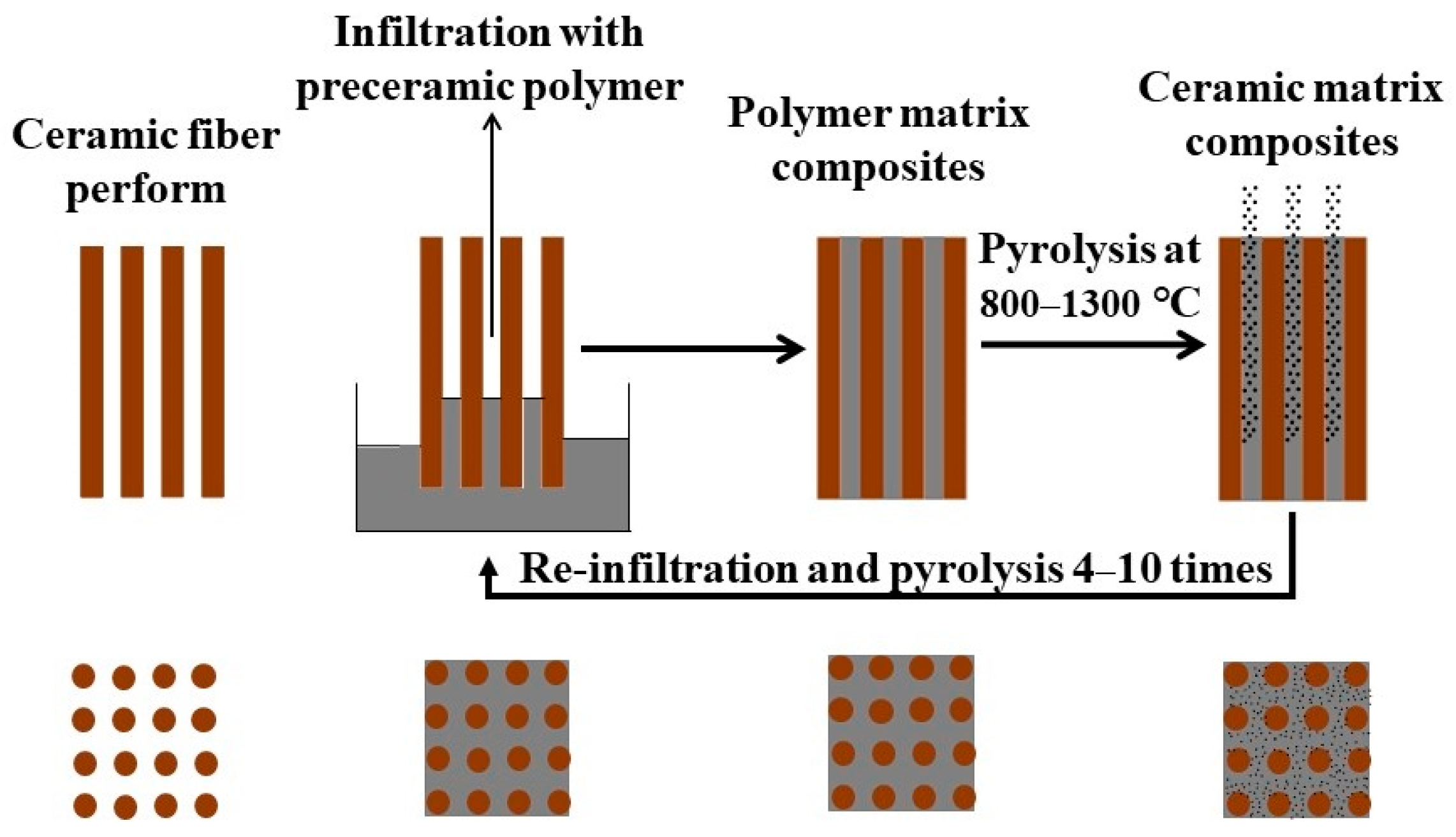
- Preceramic polymer infiltration: When the preform is submerged in the reinforcing structure, a low-viscosity solution of a preceramic polymer fills the pores of the structure. Since capillary forces drive the infiltration process, it is typically carried out at atmospheric pressure, though it can also be vacuum- or pressure-aided [56].
- Pyrolysis: The preceramic polymer is pyrolytically decomposed between 800 and 1300 °C. Silicon nitride and other nitride matrices are produced under an environment of nitrogen (N2) or ammonia (NH3). As a result of the pyrolysis process, volatile compounds such as CO, H2, CO2, CH2, and H2O are emitted, giving the final ceramic matrix a porous structure. The weight loss (amount of emitted volatiles) determines the ceramic yield value [56].
- Re-infiltration and pyrolysis repeated several times: To reduce the ceramic matrix’s remaining porosity, the infiltration–pyrolysis cycle is repeated four to ten times [56].
- Formation of ceramic matrices at comparatively low temperatures, thereby mitigating fiber damage.
- Precise control over the microstructure and composition of the ceramic matrix.
- Facilitation of net-shape fabrication for composite components.
- Accommodation of various reinforcement types (particulate, short, or continuous fibers).
- Ability to fabricate a broad spectrum of matrices, in contrast to the limitations of the melt infiltration (MI) method.
- Eliminating free silicon within the matrices, distinguishing it from the MI method.
- Lengthy fabrication times due to multiple infiltration and pyrolysis cycles.
- Higher production costs compared to the MI method.
- Presence of residual porosity within the matrix microstructure, impacting the mechanical properties of the composite.
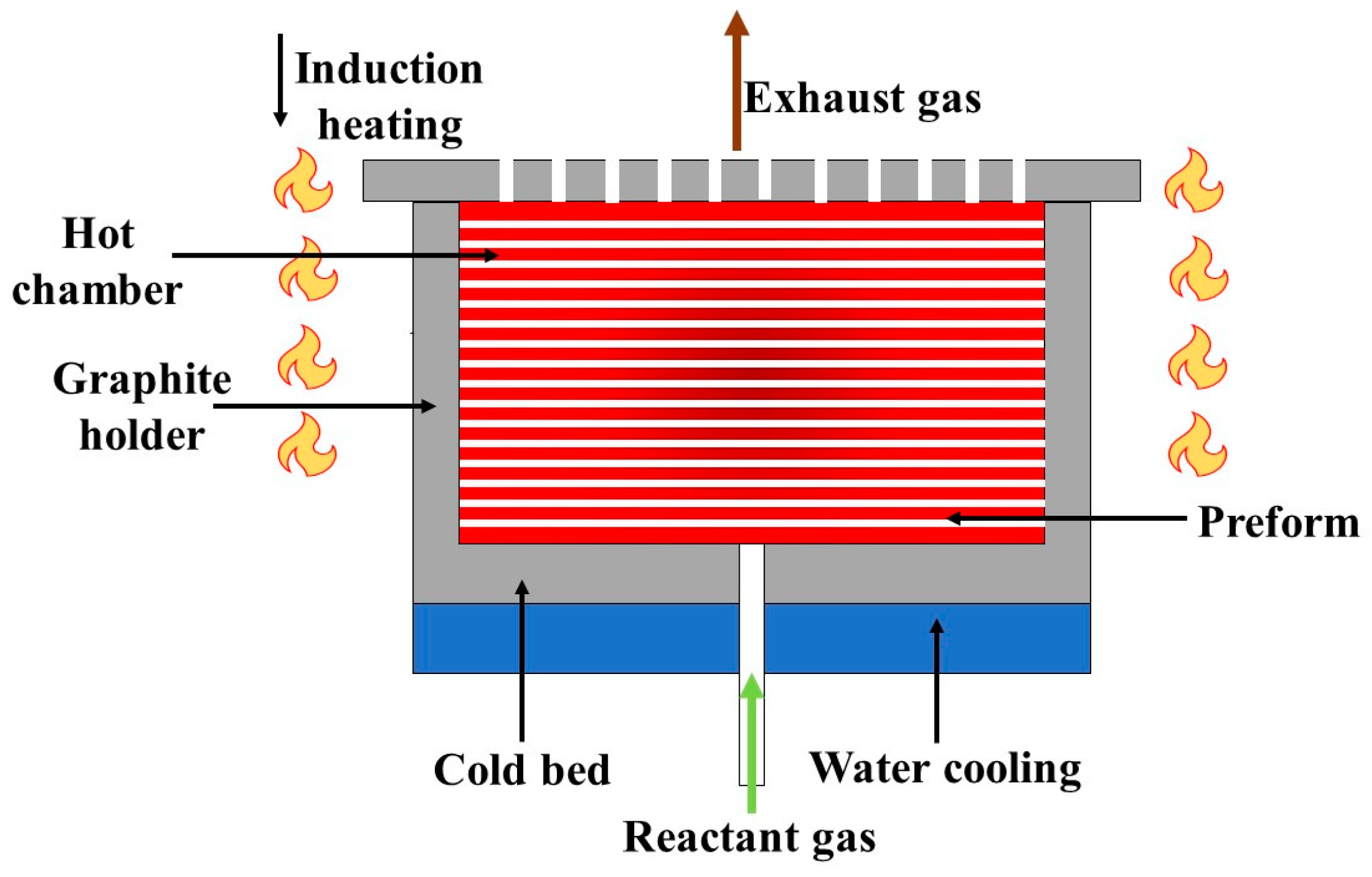
3.1.2. Chemical Vapor Infiltration
- Chemical reactions in the gas phase or on the fiber surface create the deposit. Methyltrichlorosilane, the most widely utilized preceramic gaseous precursor for the creation of composites with SiC matrix, decomposes as follows [57]:
- A mass transfer of gaseous reactants and products occurs outside and within the pore networks of the preforms [57].
- Isothermal/isobaric (I-CVI);
- Temperature gradient (TG-CVI);
- Isothermal-forced flow (IF-CVI);
- Thermal gradient-forced flow (F-CVI);
- Pulsed flow (P-CVI).
- The matrices exhibit high purity and good thermal shock resistance.
- The matrices display favorable creep and oxidation resistance at elevated temperatures (1400 °C) [18].
- The in situ deposition of interphases is possible, and residual mechanical stresses are kept low.
- The formation of matrices occurs at relatively low temperatures, minimizing fiber damage.
- The matrices demonstrate excellent mechanical properties, including strength, elongation, and toughness.
- The method allows the fabrication of various matrices such as SiC, C, Si3N4, BN, B4C, ZrC, etc.
- The process duration is extended, often spanning several weeks.
- The residual porosity levels are relatively high, typically 10% to 15%.
- The capital and production costs associated with the method are considerable.
3.1.3. Reactive Melt Infiltration
Direct Melt Oxidation
- Lay-up: The fibrous preform is formed during the lay-up stage.
- Interphases are used in the following ways: The CVI process involves depositing a thin layer (typically ranging from 0.1 to 1 micrometer) of a release phase (such as pyrolytic C or hexagonal BN) onto the fiber surface.
- Deposition of a gas-permeable barrier on the surface of the perform. The surface of the preform through which the melt should wick is not covered.
- DMO: Liquid Al alloy touches the preform; the melt permeates the supporting framework through the uncoated surface. The oxidant (air) enters the preform from the opposite side through the gas-permeable barrier. At the reaction front, Al and oxygen combine to produce the increasing layer of the oxide matrix. When the reaction front touches the barrier coating, the process is finished.
- Excess Al removal: The remaining Al on the part surface is removed.

- The fabrication of near-net-shape parts is feasible due to minimal shrinkage.
- Equipment requirements are simple and cost-effective.
- The residual porosity is low, and raw materials are inexpensive.
- Mechanical properties, such as creep resistance, remain unaffected by impurities or sintering aids.
- The process rate is slow, with fabrication times typically ranging from 2 to 3 days.
- The presence of residual free aluminum within the oxide matrix is a notable drawback.
Liquid Melt Infiltration
- Utilizing Interphases: CVI technology deposits a fine (typically ranging from 0.1 to 1 µm) layer of a detaching phase, such as hexagonal BN or pyrolytic C, on the fiber surface. Additionally, a barrier layer (usually SiC) shields the fibers from the highly reactive liquid silicon, whereas CVI is used to deposit the interphases.
- Manufacturing the prepreg: The reinforcement fibers used in tow, tape, and weave are resin-impregnated, dried out, or partly cured to B-stage. The resin C will continue to react with the silicon’s molten state.
- Lay-up: The prepreg is shaped by the tooling (mold).
- Moulding: The prepreg is molded after it has been laid up. Various molding techniques can be utilized; a hard lower mold is paired with a flexible top mold (bag) in the bag molding process, which is forced against the prepreg by either atmospheric pressure (vacuum bag mold) or enhanced air pressure (gas pressure bag mold). An autoclave is used to cure the pressurized preform. Compression molding can also achieve a mix of pressure and higher temperature.
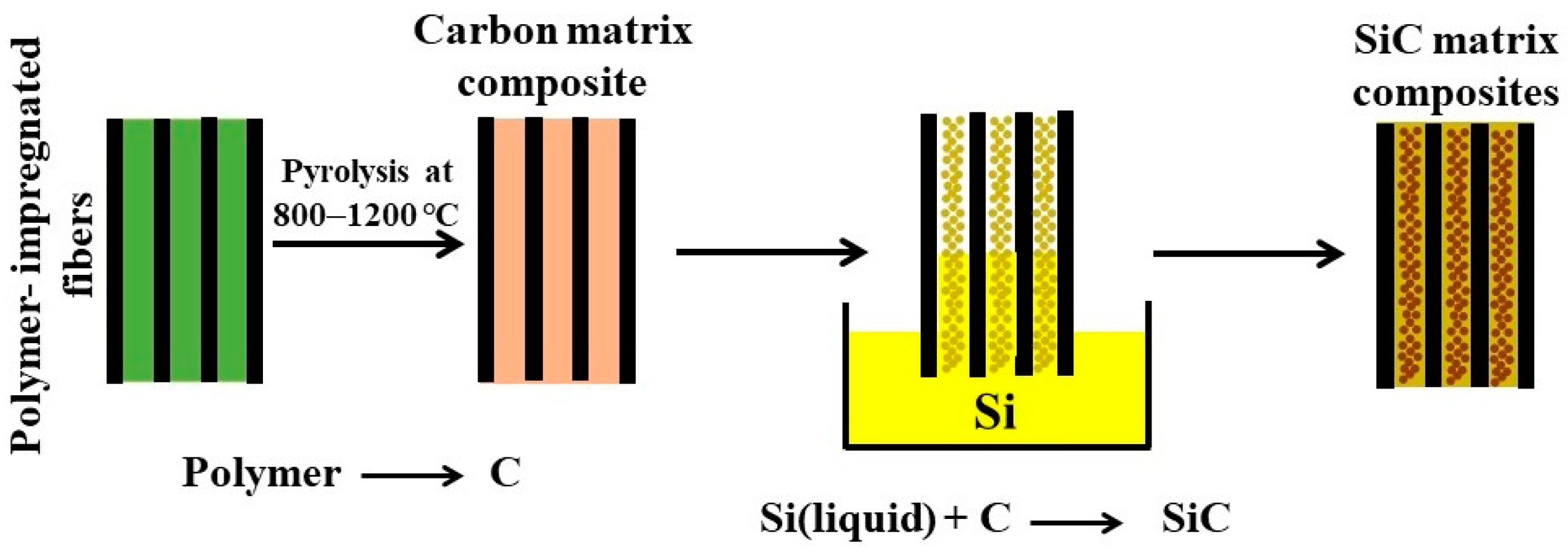
- Pyrolysis: The preceramic polymer is pyrolytically decomposed in an Argon (Ar) environment at temperatures ranging from 800 to 1200 °C. As pyrolysis creates a porous carbon structure, volatile compounds are emitted.
- Initial machining: This operation may be undertaken following the molding and pyrolysis processes.
- Infiltration of the porous prepreg with liquid Si: The prepreg is submerged in molten Si in a furnace, where the melt seeps into its porous C structure. Capillary forces drive the infiltration process. When liquid Si combines with C, an in situ SiC matrix is formed.
- Economical, feasible, and expedited production timelines.
- Elevated electrical conductivity and minimal residual porosity.
- Impressive thermal conductivity, reaching up to 40 W/mK [28].
- It enables the fabrication of intricate and near-net shapes.
- The infiltration process entails high temperatures, potentially risking fiber damage.
- Residual-free silicon may be present in the carbide matrix.
- Mechanical properties such as strength and modulus of elasticity tend to be lower [28].
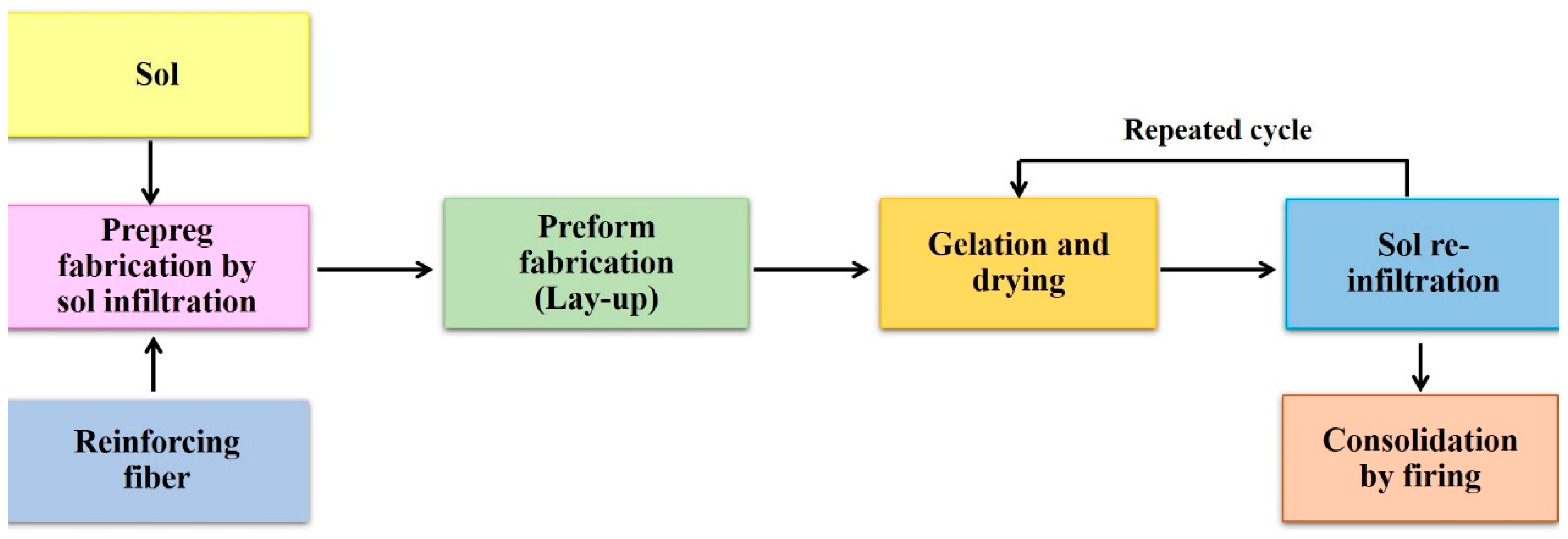
3.1.4. Sol-Gel Infiltration
- Preparation of the prepreg: The fibrous reinforcing material is soaked in the sol, allowing the sol to permeate the porous structure of the reinforcing phase. The use of a vacuum or pressure can assist in facilitating penetration.
- Formation of the lay-up: Using a mold to shape the prepreg.
- Gelation and drying process: The sol undergoes heating to 150 °C, transforming into a gel, then drying at temperatures reaching up to 400 °C. This phase involves the removal of water, alcohol, and organic volatile components from the material.
- Re-infiltration and gelation cycles: Multiple iterations of sol infiltration and gelation are executed until the desired densification is attained.
- At the firing temperature, the ceramic matrix is consolidated (sintered).
- It utilizes low processing temperatures, minimizing fiber damage.
- It offers precise control over matrix composition, and equipment costs are notably affordable.
- It facilitates near-net shape fabrication, mitigating machining expenses.
- It enables the production of sizable and intricate components.
- Pronounced shrinkage may lead to matrix cracking.
- The yield of ceramics is modest, necessitating repeated infiltration–gelation cycles.
- The resulting CMC exhibits lower mechanical properties.
3.1.5. Slurry Infiltration
- Alumina (Al2O3);
- Silica (SiO2);
- Glass;
- Mullite (3Al2O3∙2SiO2);
- Silicon carbide (SiC);
- Silicon nitride (Si3N4).
- Infiltration of slurry: The reinforcing fibers flow through a slurry that penetrates the reinforcing phase’s porous structure. The capillary action is the primary force behind infiltration, but it can be aided by vacuum or pressure.
- Lay-up: A mandrel is wound with prepreg (infiltrated fibers), then dried, chopped, and laid up; after drying, the pieces are sliced and placed on the mold.
- Pressing at high temperatures: Hot pressing (sintering, densification) is performed at high temperatures and pressures to improve the diffusion of the ceramic material between the particles inserted into the fiber structure. The particles combine to form a low porosity densified composite.

- The resulting CMC demonstrates relatively low porosity, and exhibits commendable mechanical properties.
- Hot pressing operations entail high pressures, posing a risk of fiber damage.
- Ceramic particles within the slurry may pose a threat to fiber integrity.
- Hot pressing necessitates costly equipment, and the fabrication of large and intricate shapes proves challenging.
3.2. Other Manufacturing Processes
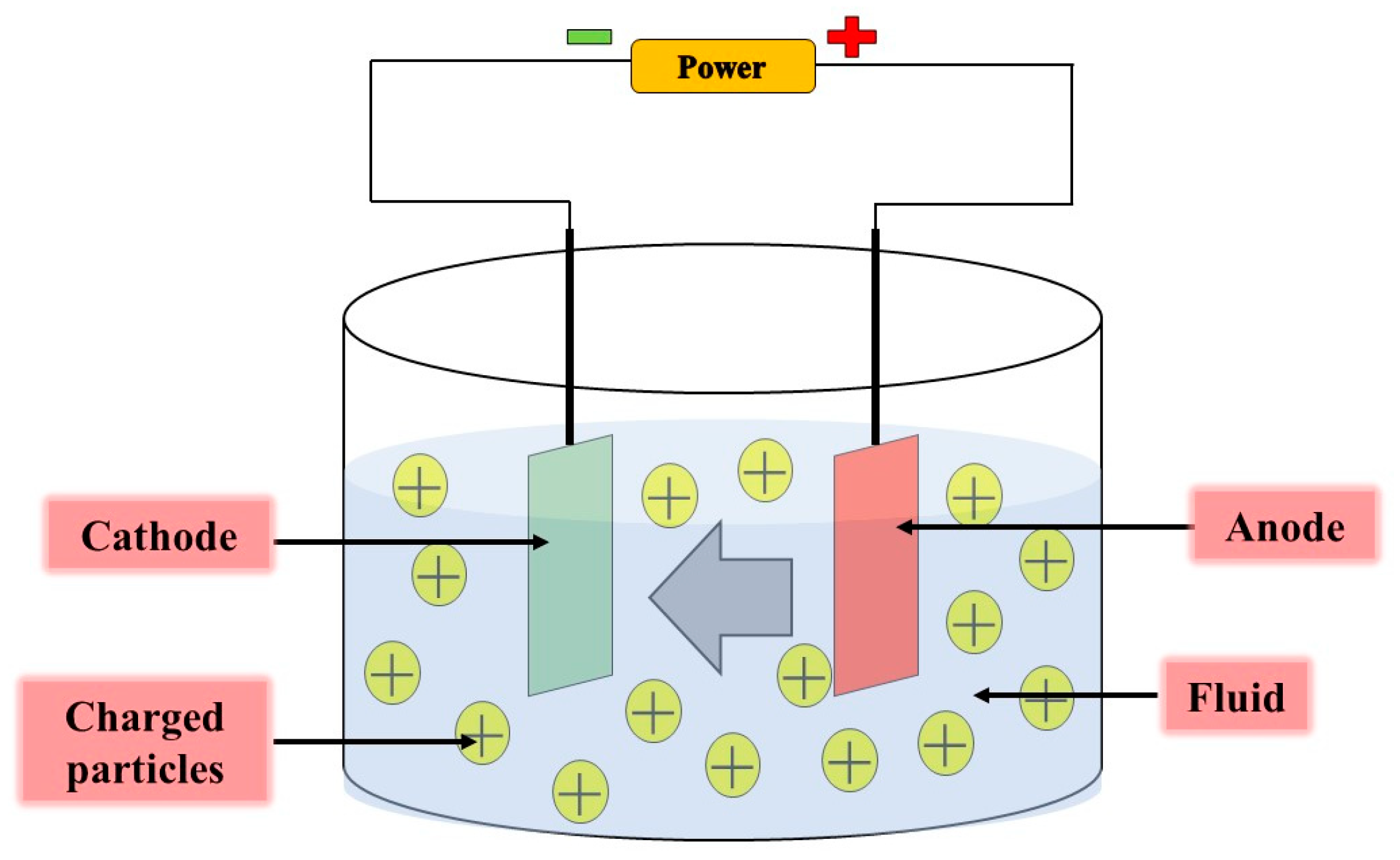
3.2.1. Electrophoretic Deposition (EPD)
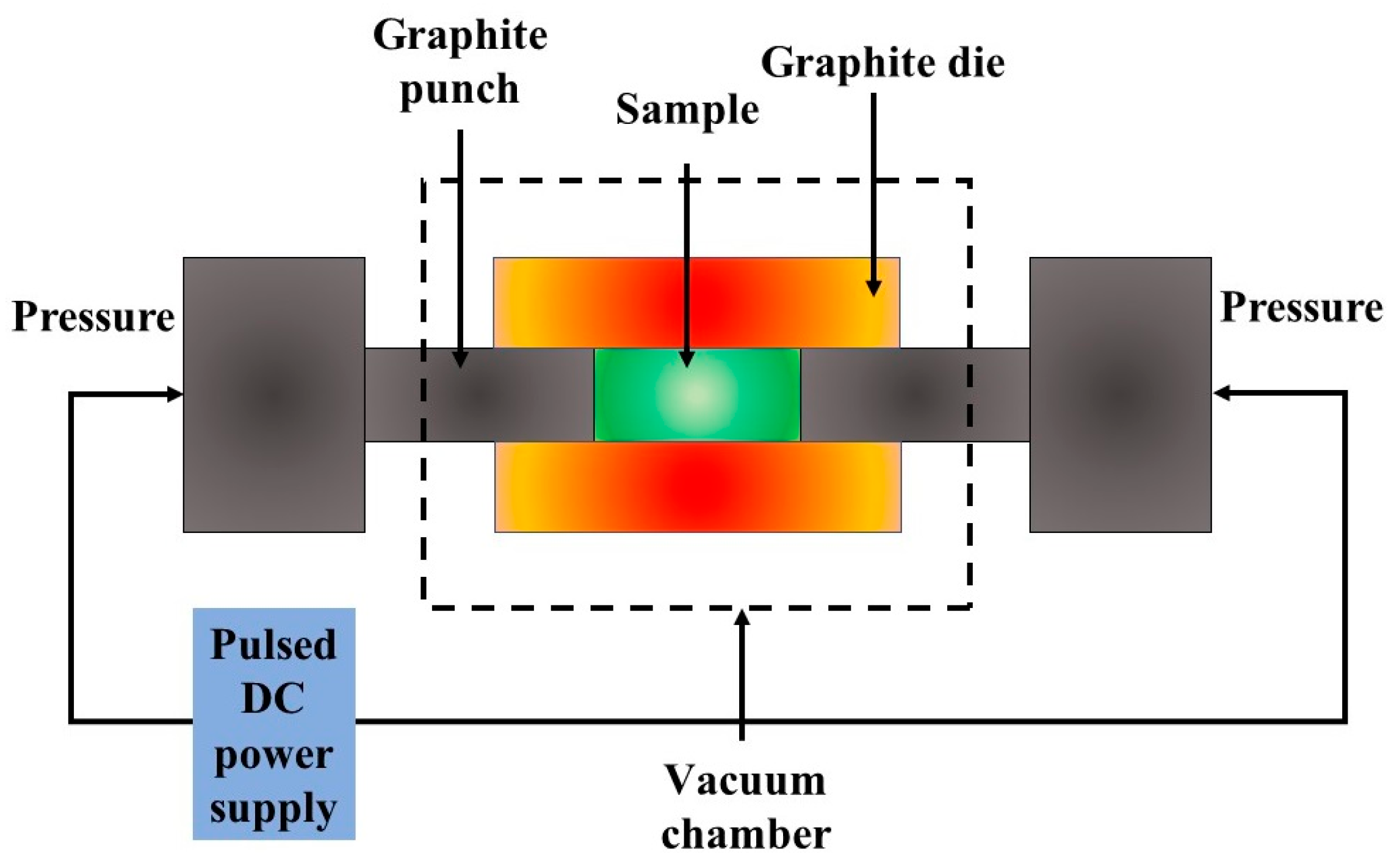
3.2.2. Spark Plasma Sintering (SPS)
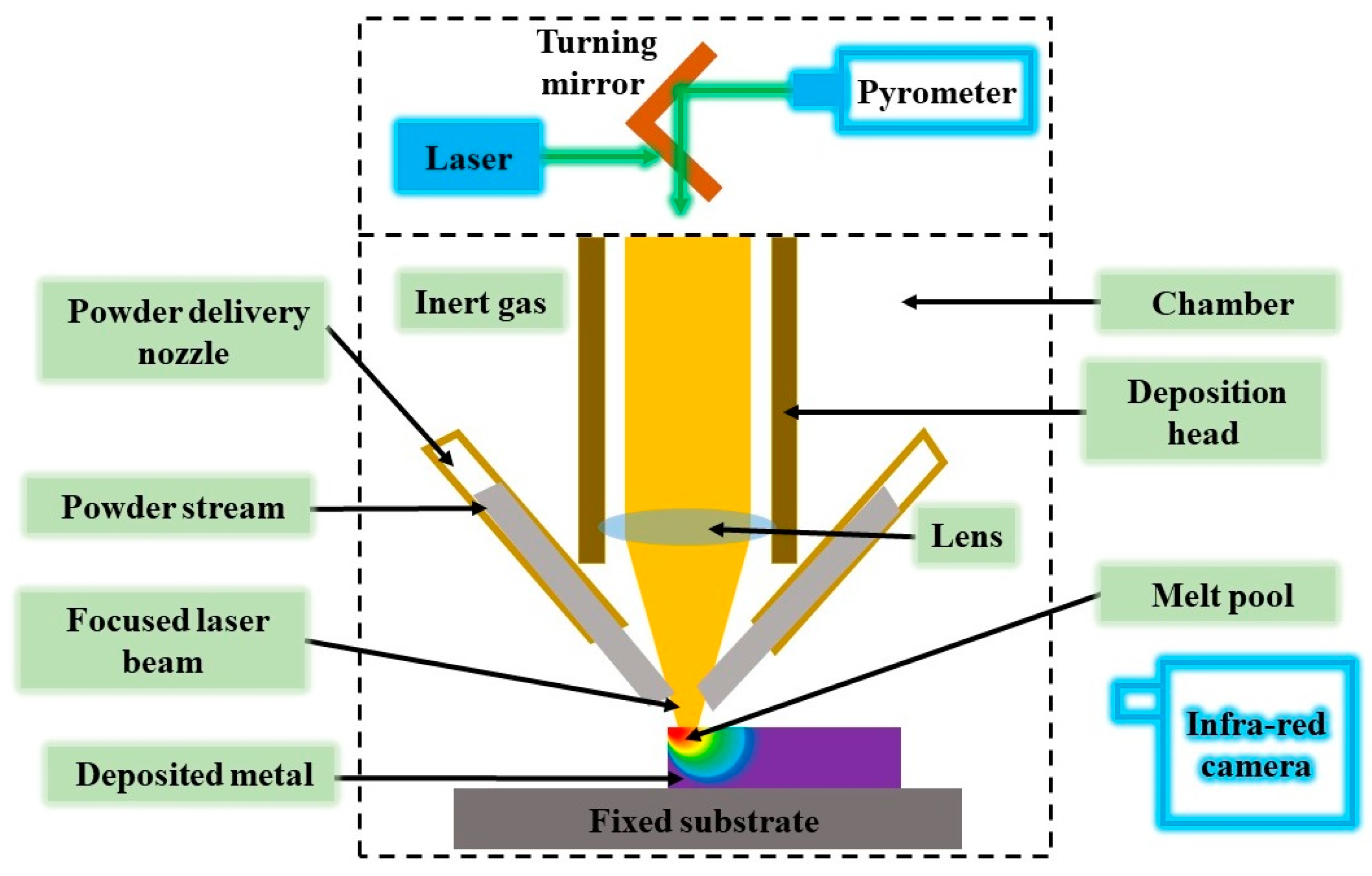
3.2.3. Directed Energy Deposition (DED)
- A nozzle-equipped four- or five-axis arm rotates around a fixed object.
- The nozzle sprays material onto the object’s existing surfaces.
- Either a wire or powder form of the material is offered.
- After deposition, the material is melted using a laser, electron beam, or plasma arc.
- Layers of additional material are added and solidified, fixing or adding new material properties to the existing object.
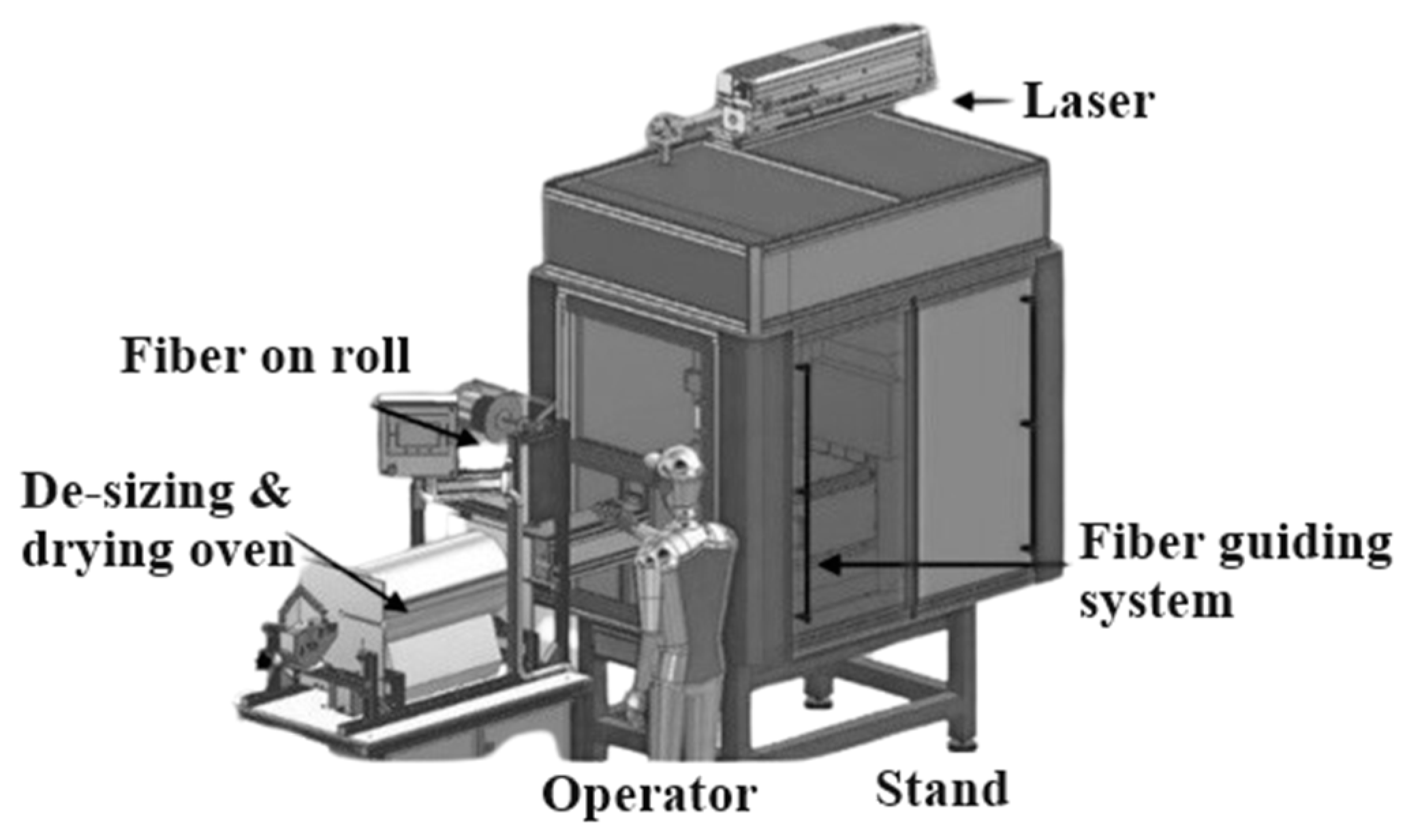
3.2.4. Laser-Based Fabrication
4. Properties of Lightweight CMCs
4.1. Mechanical Properties
4.2. Electrical Properties
4.3. Thermal Properties
4.4. Corrosive Resistivity
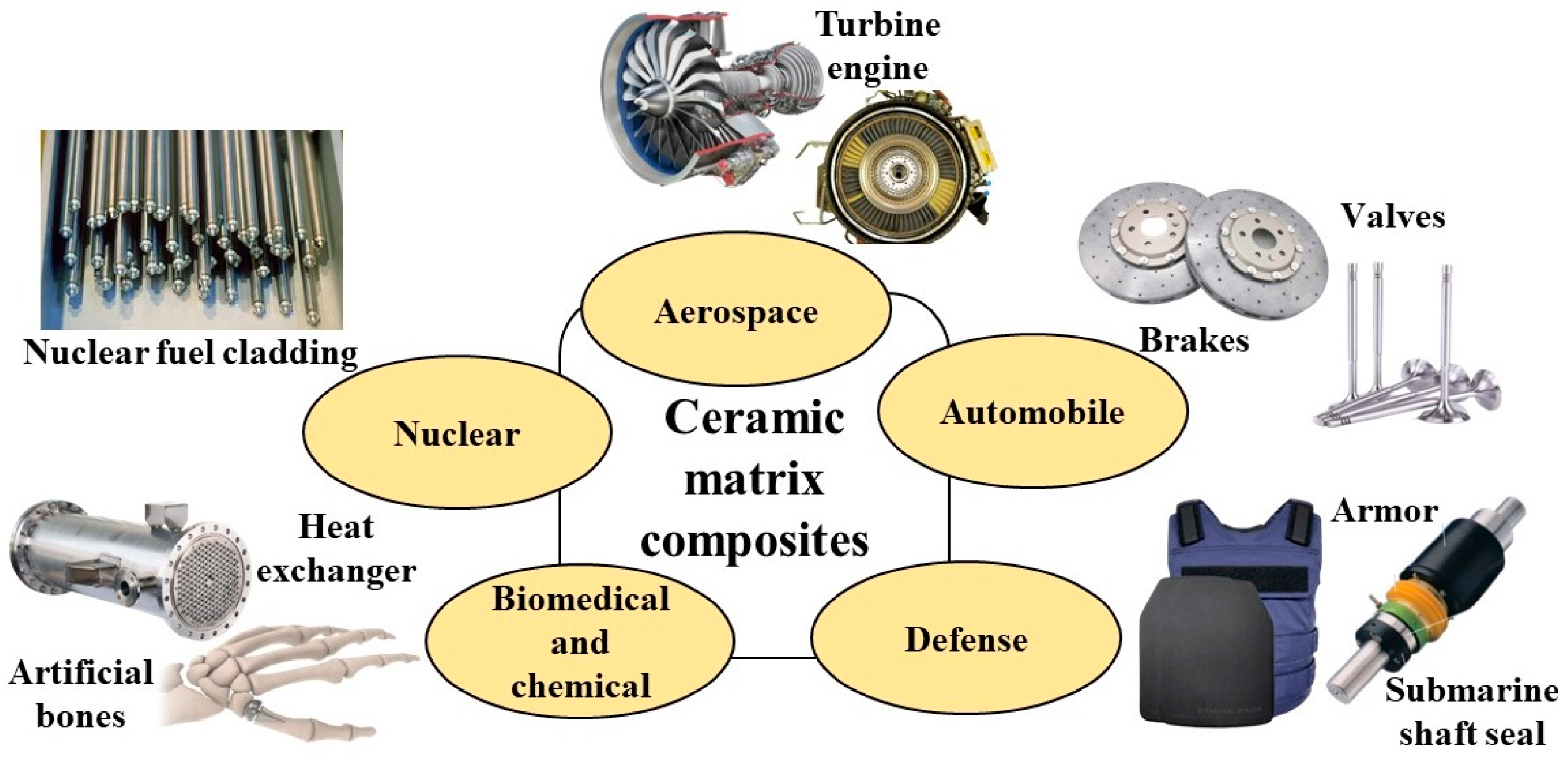
5. Applications of CMCs
5.1. Aerospace Industry
5.2. Automobile Industry
5.3. Defence Industry
5.4. Chemical and Biomedical Industries
5.5. Nuclear Industry
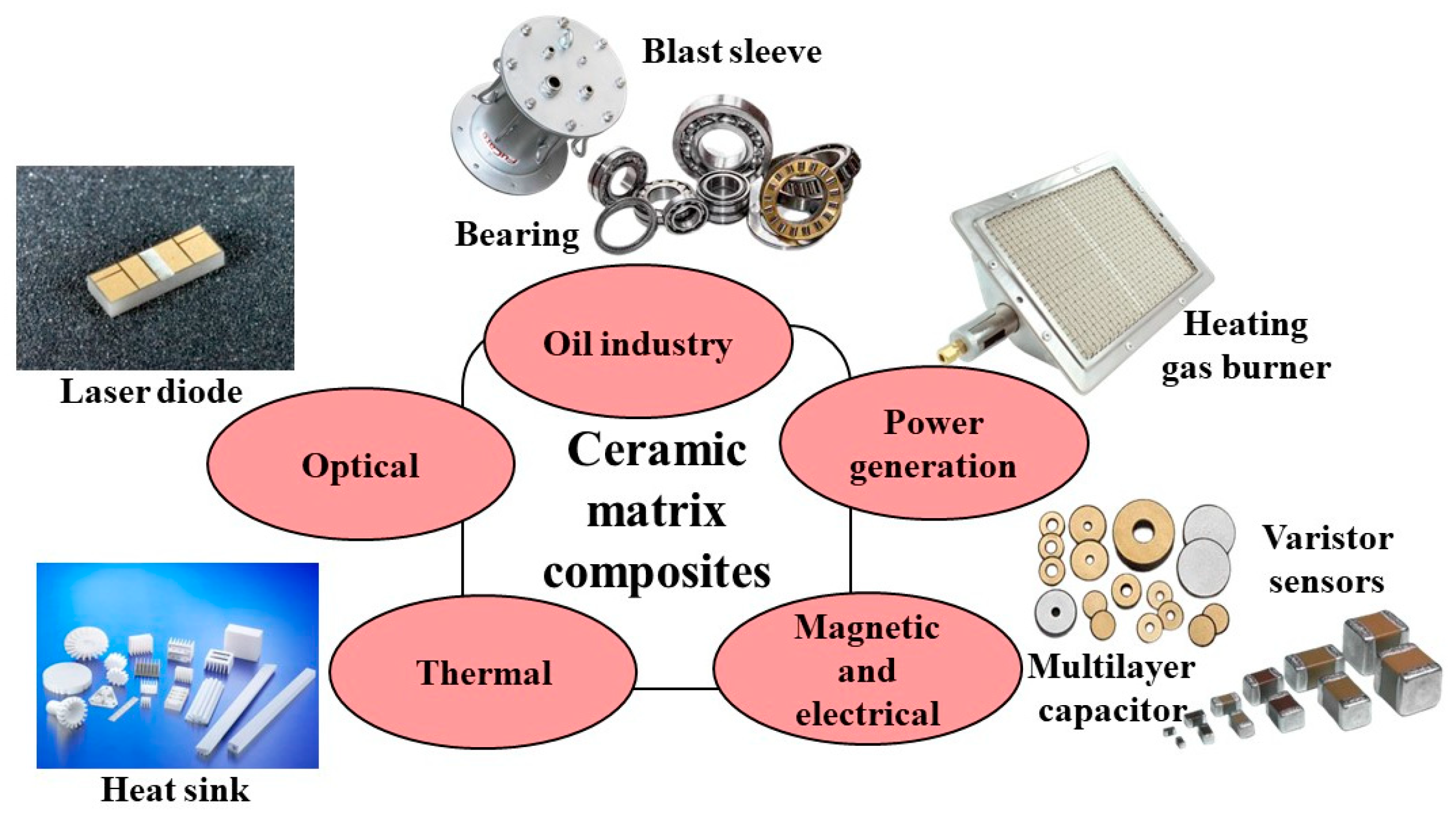
5.6. Oil Industry
5.7. Power Generation
5.8. Magnetic and Electrical Engineering
5.9. Thermal Engineering
5.10. Optical Engineering
6. Challenges and Future Directions

7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| AMC | Alumina Matrix Composites |
| BN | Boron Nitride |
| CF | Carbon Fiber |
| CMCs | Ceramic Matrix Composites |
| CVD | Chemical Vapor Deposition |
| CVI | Chemical Vapor Infiltration |
| CTE | Coefficient of Thermal Expansion |
| DED | Directed Energy Deposition |
| DMO | Direct Melt Oxidation |
| EBC | Environmental Barrier Coating |
| EPD | Electrophoretic Deposition |
| Eu3+ | Wavelengths of Red |
| F-CVI | Thermal Gradient-Forced Flow |
| I-CVI | Isothermal/Isobaric |
| IF-CVI | Isothermal-Forced Flow |
| LCMCs | Lightweight Ceramic Matrix Composites |
| LPCVD | Low-pressure Chemical Vapor Deposition |
| LSI | Liquid Silicon Infiltration |
| MMCs | Metal Matrix Composites |
| Mullite | Aluminosilicate |
| O-CMC | Oxide Ceramic Matrix Composites |
| P-CVI | Pulsed Flow |
| PIP | Polymer Infiltration and Pyrolysis |
| PMCs | Polymer Matrix Composites |
| RMI | Reactive Melt Infiltration |
| SiCMC | Silicon Carbide Matrix Composites |
| SPS | Spark Plasma Sintering |
| Tb3+ | Green |
| Tm3+ | Blue |
| TMCs | Titanium Matrix Composites |
| TG-CVI | Temperature Gradient |
| YSZ | Yttria-stabilized Zirconia |
| ZMC | Zirconia Matrix Composites |
| Zirconia | Zirconium Oxide |
| Zork | Zirconium Carbide |
| AlN | Aluminum Nitride |
| Al2O3 | Aluminum Oxide |
| SiC | Silicon Carbide |
| SiCf | Silicon Carbide Fiber |
| SiCw | Silicon Carbide Whisker |
| Si3N4 | Silicon Nitride |
| Si3N4f | Silicon Nitride Fiber |
| TiB2 | Titanium Boride |
References
- Francis, J. Ceramic Matrix Composites: A Strong and Lightweight Material Solution. Res. Rev. J. Mater. Sci. 2022, 10, 1–2. [Google Scholar] [CrossRef]
- Chawla, K.K. Ceramic Matrix Composites. In Composite Materials; Springer: New York, NY, USA, 2012; pp. 249–292. [Google Scholar] [CrossRef]
- Shvydyuk, K.O.; Nunes-Pereira, J.; Rodrigues, F.F.; Silva, A.P. Review of Ceramic Composites in Aeronautics and Aerospace: A Multifunctional Approach for TPS, TBC and DBD Applications. Ceramics 2023, 6, 195–230. [Google Scholar] [CrossRef]
- Ceramic-Matrix Composites Heat Up. On Composite World. 2013. Available online: https://www.compositesworld.com/articles/ceramic-matrix-composites-heat-up (accessed on 12 June 2023).
- Sher, D. Novel process by HRL Laboratories creates 3D printed ceramic matrix composites. VoxelMatters, 2020. Available online: https://www.voxelmatters.com/novel-process-by-hrl-laboratories-creates-3d-printed-ceramic-matrix-composites/#:~:text=Ceramic%20matrix%20composites%20(CMCs)%20are,be%20considered%20a%20ceramic%20material (accessed on 30 June 2023).
- What are the Applications of Ceramic Matrix Composite (CMCS) Materials? On Cem-Wave. 2021. Available online: https://www.cem-wave.eu/blog/what-are-applications-ceramic-matrix-composite-cmcs-materials (accessed on 12 June 2023).
- Lightweight, Ultra-High-Temperature, CMC-Lined Carbon/Carbon Structures. on Tech Briefs. 2011. Available online: https://www.techbriefs.com/component/content/article/tb/pub/briefs/materials/9150 (accessed on 12 June 2023).
- Stojanovic, B.; Glisovic, J. Application of Ceramic Matrix Composite in Automotive Industry. Ref. Modul. Mater. Sci. Mater. Eng. 2021, 2, 275–292. [Google Scholar] [CrossRef]
- Fan, J.; Njuguna, J. An introduction to lightweight composite materials and their use in transport structures. Lightweight Compos. Struct. Transp. 2016, 3–34. [Google Scholar] [CrossRef]
- Eyring, G.; Bull, T.E. US Congress 1988 Office of Technology Assessment (1988). Polymer Matrix Composites, Advanced Materials by Design, OTA-E-351, Library of Congress Catalogue Card No. 87-619860, June 1988; pp. 71–95. Available online: https://www.princeton.edu/~ota/disk2/1988/8801/880106.PDF (accessed on 12 June 2023).
- Luthra, K.L. Ceramic Matrix Composites (CMCs) for Gas Turbine Applications. GE Corporate Research & Development Schenectady, NY 1230. Available online: https://www.electrochem.org/dl/ma/201/pdfs/1108.pdf (accessed on 27 August 2023).
- Priyanka, P.; Dixit, A.; Mali, H.S. High-Strength Hybrid Textile Composites with Carbon, Kevlar, and E-Glass Fibers for Impact-Resistant Structures. A Review. Mech. Compos. Mater. 2017, 53, 685–704. [Google Scholar] [CrossRef]
- Kopeliovich, D. Classification of Composites. SubsTech (Substances & Technologies). 2010. Available online: https://www.substech.com/dokuwiki/doku.php?id=classification_of_composites (accessed on 12 June 2023).
- Metal Matrix Composites. Wikipedia. Available online: https://en.wikipedia.org/wiki/Metal_matrix_composite (accessed on 12 June 2023).
- Tadesse, A.; Ganesh, S. An Overview on Metal Matrix Composite Processing and Al7075 Based Mechanical Properties. Int. J. Eng. Res. Technol. (IJERT) 2020, 9. Available online: https://www.ijert.org/research/an-overview-on-metal-matrix-composite-processing-and-al7075-based-mechanical-properties-IJERTV9IS090317.pdf (accessed on 27 August 2023).
- Girot, F.A.; Majidi, A.P.; Chou, T.W. Metal Matrix Composites. Encycl. Phys. Sci. Technol. 2003, 485–493. [Google Scholar] [CrossRef]
- Purant, A.N.; Joshi, R.R.; Mhetre, S.B.; Patil, A.A. Applications of Metal Matrix Composites in Modern Engineering. Int. Res. J. Eng. Technol. (IRJET) 2020, 7. Available online: https://www.irjet.net/archives/V7/i6/IRJET-V7I6846.pdf (accessed on 13 June 2023).
- Kiser, J.; Calomino, A.; Brewer, D.; DiCarlo, J.; Morscher, G.; Nguyen, Q. SiC/SiC composites for high-temperature applications. In Proceedings of the 7th International Conference on High-Temperature Ceramic Matrix Composites (HT-CMC 7), Bayreuth, Germany, 20–22 September 2020. [Google Scholar]
- Akhil, R. A Study on Recent Trends in the Applications of Metal Matrix Composites. Int. J. Res. Appl. Sci. Eng. Technol. 2018, 6, 172–180. [Google Scholar] [CrossRef]
- Polymer Matrix Composites. Wikipedia. Available online: https://en.wikipedia.org/wiki/Polymer_matrix_composite (accessed on 13 June 2023).
- Reddy, H.N.; Ganta, N. Overview of Manufacturing PMC’s. Int. J. Recent Res. Civ. Mech. Eng. (IJRRCME) 2020, 6, 4–7. Available online: http://www.paperpublications.org (accessed on 12 June 2023).
- Polymer Matrix Composites: Properties, Applications, and Advantages. Defencebridge. 2023. Available online: https://defensebridge.com/article/polymer-matrix-composites-properties-applications-and-advantages.html (accessed on 16 June 2023).
- Naslain, R. Design, preparation and properties of non-oxide CMCs for application in engines and nuclear reactors: An overview. Compos. Sci. Technol. 2004, 64, 155–170. [Google Scholar] [CrossRef]
- Li, L. Definition, Function, and Design of Interface in Ceramic-Matrix Composites. Interfaces of Ceramic-Matrix Composites: Design, Characterization and Damage Effects, First Edition. WILEY-VCH GmbH. 2020. Available online: https://application.wiley-vch.de/books/sample/352734778X_c01.pdf (accessed on 27 August 2023).
- Cawley, J. Binary Oxide Ceramics: Al2O3, ZrO2, Structure and Properties of. Encycl. Mater. Sci. Technol. 2001, 524–533. [Google Scholar] [CrossRef]
- Cui, K.; Zhang, Y.; Fu, T.; Wang, J.; Zhang, X. Toughening Mechanism of Mullite Matrix Composites: A Review. Coatings 2020, 10, 672. [Google Scholar] [CrossRef]
- Yttria Stabilized Zirconia, Wikipedia. Available online: https://en.wikipedia.org/wiki/Yttria-stabilized_zirconia (accessed on 13 June 2023).
- Heidenreich, B. Carbon Fibre Reinforced SiC Materials Based on Melt Infiltration. DLR e German Aerospace Center Institute of Structures and Design, Stuttgart, Germany. 2005. Available online: http://elib.dlr.de/52517/1/Paper_Heidenreich_C_fibre_reinforced_SiC_mat_based_on_MI_HTCMC6.pdf (accessed on 27 August 2023).
- Non-Oxide Ceramics. Ceramic Technology. 2013. Available online: http://old.vscht.cz/sil/keramika/Ceramic_Technology/SM-Lect-9-A.pdf (accessed on 13 June 2023).
- Scarponi, C. Carbon–carbon composites in aerospace engineering. Adv. Compos. Mater. Aerosp. Eng. 2016, 385–412. [Google Scholar] [CrossRef]
- Naslain, R.R. Processing of Non-Oxide Ceramic Matrix Composites: An Overview. CIMTEC 2006, 50, 64–74. [Google Scholar]
- Lamon, J.; Mazerat, S.; R’Mili, M. Reinforcement of Ceramic Matrix Composites: Properties of SiC-Based Filaments and Tows. Ceram. Matrix Compos. 2014, 1–26. [Google Scholar] [CrossRef]
- Azad, H.K.M.; Rahman, M.Z. Ceramic matrix composites with particulate reinforcements—Progress over the past 15 years. Ref. Modul. Mater. Sci. Mater. Eng. 2023. [Google Scholar] [CrossRef]
- Lamon, J. Influence of Interfaces and Interphases on the Mechanical Behavior of Fiber-Reinforced Ceramic Matrix Composites. Ceram. Matrix Compos. 2014, 40–64. [Google Scholar] [CrossRef]
- Tressler, R.E. Recent developments in fibers and interphases for high temperature ceramic matrix composites. Compos. Part A Appl. Sci. Manuf. 1999, 30, 429–437. [Google Scholar] [CrossRef]
- Raether, F. Ceramic matrix composites-an alternative for challenging construction tasks. Ceram. Appl. 2013, 1, 45–49. [Google Scholar]
- Jefferson, G.; Keller, K.A.; Hay, R.S.; Kerans, R.J. Oxide/Oxide Composites with Fiber Coatings. Ceram. Matrix Compos. 2008, 187–204. [Google Scholar] [CrossRef]
- Karadimas, G.; Salonitis, K. Ceramic Matrix Composites for Aero Engine Applications—A Review. Appl. Sci. 2023, 13, 3017. [Google Scholar] [CrossRef]
- Kaya, C.; Kaya, F.; Butler, E.; Boccaccini, A.; Chawla, K. Development and characterisation of high-density oxide fibre-reinforced oxide ceramic matrix composites with improved mechanical properties. J. Eur. Ceram. Soc. 2009, 29, 1631–1639. [Google Scholar] [CrossRef]
- Chawla, K.K. Ceramic Matrix Composite Materials Interface. In Ceramic Matrix Composites, 2nd ed.; Springer: New York, NY, USA, 2003; Volume 12, pp. 139–167. [Google Scholar] [CrossRef]
- Karadimas, G.; Salonitis, K.; Georgarakis, K. Oxide Ceramic Matrix Composite Materials for Aero-Engine Applications: A Literature Review. Adv. Transdiscipl. Eng. 2021, 15, 153–158. [Google Scholar] [CrossRef]
- Jacobson, N.S.; Opila, E.J. Oxidation and Corrosion of Non-oxide Ceramics. Ref. Modul. Mater. Sci. Mater. Eng. 2016. [Google Scholar] [CrossRef]
- Dhanasekar, S.; Ganesan, A.T.; Rani, T.L.; Vinjamuri, V.K.; Rao, M.N.; Shankar, E.; Dharamvir; Kumar, P.S.; Golie, W.M. A Comprehensive Study of Ceramic Matrix Composites for Space Applications. Adv. Mater. Sci. Eng. 2022, 2022, 6160591. [Google Scholar] [CrossRef]
- Yao, Y.; Sun, Z.; Li, X.; Tang, Z.; Li, X.; Morrell, J.J.; Liu, Y.; Li, C.; Luo, Z. Effects of Raw Material Source on the Properties of CMC Composite Films. Polymers 2021, 14, 32. [Google Scholar] [CrossRef] [PubMed]
- The Fibre/Matrix Interface in Ceramic Matrix Composites. Cem-Wave. 2021. Available online: https://www.cem-wave.eu/blog/fibrematrix-interface-ceramic-matrix-composites (accessed on 27 August 2023).
- Ceramic Matrix Composites. Wikipedia. Available online: https://en.wikipedia.org/wiki/Ceramic_matrix_composite (accessed on 27 August 2023).
- Naslain, R.; Dugne, O.; Guette, A.; Sevely, J.; Brosse, C.R.; Rocher, J.-P.; Cotteret, J. Boron Nitride Interphase in Ceramic-Matrix Composites. J. Am. Ceram. Soc. 1991, 74, 2482–2488. [Google Scholar] [CrossRef]
- Radhika, N.; Sathish, M. A Review on Si-Based Ceramic Matrix Composites and their Infiltration Based Techniques. Silicon 2022, 14, 10141–10171. [Google Scholar] [CrossRef]
- Liu, F.-H.; Shen, Y.-K.; Liao, Y.-S. Selective laser gelation of ceramic–matrix composites. Compos. Part B Eng. 2011, 42, 57–61. [Google Scholar] [CrossRef]
- Wang, J.; Yang, Z.; Duan, X.; Jia, D.; Zhou, Y. Microstructure and mechanical properties of SiCf/SiBCN ceramic matrix composites. J. Adv. Ceram. 2015, 4, 31–38. [Google Scholar] [CrossRef]
- An, Q.; Chen, J.; Ming, W.; Chen, M. Machining of SiC ceramic matrix composites: A review. Chin. J. Aeronaut. 2020, 34, 540–567. [Google Scholar] [CrossRef]
- Carney, C.M. Ultra-High Temperature Ceramic-Based Composites. Compr. Compos. Mater. II 2018, 5, 281–292. [Google Scholar] [CrossRef]
- Loveday, M.; Morrell, R. Standardisation of mechanical testing and quality control. Int. J. High Technol. Ceram. 1988, 4, 103–122. [Google Scholar] [CrossRef]
- Lewis, D., III; Singh, M. Post-Processing and Assembly of Ceramic-Matrix Composites. Mater. Handb. 2001, 21, 668–673. [Google Scholar] [CrossRef]
- Kopeliovich, D. Advances in manufacture of ceramic matrix composites by infiltration techniques. In Advances in Ceramic Matrix Composites, 2nd ed.; Woodhead Publishing Series in Composites Science and Engineering; Elsevier: Amsterdam, The Netherlands, 2018; pp. 93–119. [Google Scholar] [CrossRef]
- Kopeliovich, D. Fabrication of Ceramic Matrix Composites by Polymer Infiltration and Pyrolysis (PIP). SubsTech (Substances & Technologies). 2010. Available online: https://www.substech.com/dokuwiki/doku.php?id=fabrication_of_ceramic_matrix_composites_by_polymer_infiltration_and_pyrolysis_pip (accessed on 15 June 2023).
- Naslain, R.R. Ceramic Matrix Composites: Matrices and Processing. Encycl. Mater. Sci. Technol. 2001, 1060–1066. [Google Scholar] [CrossRef]
- Kopeliovich, D. Fabrication of Ceramic Matrix Composites by Chemical Vapor Infiltration (CVI). SubsTech (Substances & Technologies). 2010. Available online: https://www.substech.com/dokuwiki/doku.php?id=fabrication_of_ceramic_matrix_composites_by_chemical_vapor_infiltration_cvi (accessed on 15 June 2023).
- Wali, N.; Yang, J.-M. Reactive Melt-Infiltration Processing of Fiber-Reinforced Ceramic Matrix Composites. Ceram. Compos. Process. Methods 2012, 351–390. [Google Scholar]
- Kopeliovich, D. Fabrication of Ceramic Matrix Composites by Liquid Phase Infiltration. SubsTech (Substances & Technologies). 2010. Available online: https://www.substech.com/dokuwiki/doku.php?id=fabrication_of_ceramic_matrix_composites_by_liquid_phase_infiltration (accessed on 15 June 2023).
- Kopeliovich, D. Fabrication of Ceramic Matrix Composites by Direct Oxidation Process. SubsTech (Substances & Technologies). 2010. Available online: https://www.substech.com/dokuwiki/doku.php?id=fabrication_of_ceramic_matrix_composites_by_direct_oxidation_process (accessed on 15 June 2023).
- Kopeliovich, D. Fabrication of Ceramic Matrix Composites by Liquid Silicon Infiltration. SubsTech (Substances & Technologies). 2010. Available online: https://www.substech.com/dokuwiki/doku.php?id=fabrication_of_ceramic_matrix_composites_by_liquid_silicon_infiltration_lsi (accessed on 15 June 2023).
- Kopeliovich, D. Fabrication of Ceramic Matrix Composites by Sol-Gel Process. SubsTech (Substances & Technologies). 2010. Available online: https://www.substech.com/dokuwiki/doku.php?id=fabrication_of_ceramic_matrix_composites_by_sol-gel_process (accessed on 15 June 2023).
- Kopeliovich, D. Fabrication of Ceramic Matrix Composites by Slurry Infiltration. SubsTech (Substances & Technologies). 2010. Available online: https://www.substech.com/dokuwiki/doku.php?id=fabrication_of_ceramic_matrix_composites_by_slurry_infiltration (accessed on 15 June 2023).
- Manufacturing Process of Ceramic Matrix Composites, Scholarly Community Encyclopaedia. Available online: https://encyclopedia.pub/entry/43416 (accessed on 15 June 2023).
- Mehdipour, M.; Afshar, A.; Moakhar, R.S.; Mohebali, M. Colloidal and Electrophoretic Behavior of Chitosan-Bioactive Glass Coating on Stainless Steel 316L. J. Colloid Sci. Biotechnol. 2013, 2, 302–308. [Google Scholar] [CrossRef]
- Oguntuyi, S.D.; Johnson, O.T.; Shongwe, M.B. Spark plasma sintering of ceramic matrix composite of TiC: Microstructure, densification, and mechanical properties: A review. Int. J. Adv. Manuf. Technol. 2021, 116, 69–82. [Google Scholar] [CrossRef]
- Kopeliovich, D. Spark Plasma Sintering. SubsTech (Substances & Technologies). 2010. Available online: https://www.substech.com/dokuwiki/doku.php?id=spark_plasma_sintering (accessed on 26 June 2023).
- Directed Energy Deposition, Additive Manufacturing Research Group, Loughborough University. Available online: https://www.lboro.ac.uk/research/amrg/about/the7categoriesofadditivemanufacturing/directedenergydeposition/ (accessed on 15 June 2023).
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Bian, L.; Thompson, S.M.; Shamsaei, N. Mechanical Properties and Microstructural Features of Direct Laser-Deposited Ti-6Al-4V. JOM 2015, 67, 629–638. [Google Scholar] [CrossRef]
- Polenz, S.; Kunz, W.; Braun, B.; Franke, A.; López, E.; Brückner, F.; Leyens, C. Development of a System for Additive Manufacturing of Ceramic Matrix Composite Structures Using Laser Technology. Materials 2021, 14, 3248. [Google Scholar] [CrossRef]
- Kunza, W.; Steinborna, C.; Polenzb, S.; Braunc, B. Laser-based manufacturing of ceramic matrix composites. Lasers in Manufacturing Conference. 2021. Available online: https://wlt.de/sites/default/files/2021-10/additive_manufacturing_non-metals/Contribution_131_final.pdf (accessed on 27 August 2023).
- Park, S.-J.; Seo, M.-K. Types of Composites. Interface Sci. Technol. 2011, 18, 598–620. [Google Scholar] [CrossRef]
- Richardson, G.Y.; Lei, C.S.; Singh, R.N. Mechanical properties of ceramic matrix composites exposed to rig tests. In Proceedings of the 28th International Conference on Advanced Ceramics and Composites B: Ceramic Engineering and Science Proceedings; John Wiley & Sons, Inc: Hoboken, NJ, USA, 2004; Volume 25, pp. 153–159. [Google Scholar] [CrossRef]
- Properties of Ceramic-Matrix Composites. Academic Library—Free Online College e Textbooks -Info{at}ebrary.net. Available online: https://ebrary.net/179630/engineering/properties_ceramic_matrix_composites#236294 (accessed on 18 June 2023).
- Khaliq, J. Ceramic Matrix Composites (CMCs); Shyha, I., Huo, D., Eds.; Advances in Machining of Composite Materials: Conventional and Non-Conventional Processes; Engineering Materials; Springer: Berlin/Heidelberg, Germany, 2021; pp. 285–309. [Google Scholar] [CrossRef]
- Gadow, R.; Kern, F.; Ulutas, H. Mechanical properties of ceramic matrix composites with siloxane matrix and liquid phase coated carbon fiber reinforcement. J. Eur. Ceram. Soc. 2005, 25, 221–225. [Google Scholar] [CrossRef]
- Vandegoor, G.; van de Goor, G.; Sägesser, P.; Berroth, K. Electrically conductive ceramic composites. Solid State Ion. 1997, 101–103, 1163–1170. [Google Scholar] [CrossRef]
- Khaliq, J.; Jiang, Q.; Yang, J.; Simpson, K.; Yan, H.; Reece, M.J. Utilizing the phonon glass electron crystal concept to improve the thermoelectric properties of combined Yb-stuffed and Te-substituted CoSb3. Scr. Mater. 2013, 72–73, 63–66. [Google Scholar] [CrossRef]
- Galusek, D.; Galusková, D. Alumina Matrix Composites with Non-Oxide Nanoparticle Addition and Enhanced Functionalities. Nanomaterials 2015, 5, 115–143. [Google Scholar] [CrossRef]
- Wozniak, M.; Danelska, A.; Rutkowski, P.; Kata, D. Thermal conductivity of highly loaded aluminium nitride–poly(propylene glycol) dispersions. Int. J. Heat Mass Transf. 2013, 65, 592–598. [Google Scholar] [CrossRef]
- Streicher, E.; Chartier, T.; Boch, P.; Denanot, M.-F.; Rabier, J. Densification and thermal conductivity of low-sintering-temperature AlN materials. J. Eur. Ceram. Soc. 1990, 6, 23–29. [Google Scholar] [CrossRef]
- Noda, T. Advanced SiC-SiC Composites for Nuclear Application; Mahajan, Y.R., Johnson, R., Eds.; Handbook of Advanced Ceramics and Composites; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Lamon, J. Properties and Characteristics of SiC and SiC/SiC Composites. Compr. Nucl. Mater. 2012, 2, 323–338. [Google Scholar] [CrossRef]
- Luzzatto, C.; Morgana, A.; Chaudourne, S.; O’Doherty, T.; Sorbie, G. A new concept composite heat exchanger to be applied in high-temperature industrial processes. Appl. Therm. Eng. 1997, 17, 789–797. [Google Scholar] [CrossRef]
- van Roode, M.; Bhattacharya, A.K. Durability of Oxide/Oxide CMCs in Gas Turbine Combustors. In Proceedings of the ASME Turbo Expo 2012: Turbine Technical Conference and Exposition, Copenhagen, Denmark, 11–15 June 2012; pp. 475–485. [Google Scholar]
- Hua, Z.; Yao, G.; Ma, J.; Zhang, M. Fabrication and mechanical properties of short ZrO2 fiber reinforced NiFe2O4 matrix composites. Ceram. Int. 2013, 39, 3699–3708. [Google Scholar] [CrossRef]
- Cheng, L.; Xu, Y.; Zhang, L.; Luan, X. Corrosion of a 3D-C/SiC composite in salt vapor environments. Carbon 2002, 40, 877–882. [Google Scholar] [CrossRef]
- Niu, M.; Wang, H.; Su, L.; Fan, X.; Zhang, D.; Shi, J. SiC/(SiC+glass)/glass coating for carbon-bonded carbon fibre composites. RSC Adv. 2016, 6, 61228–61234. [Google Scholar] [CrossRef]
- Herrmann, M. Corrosion of Silicon Nitride Materials in Aqueous Solutions. J. Am. Ceram. Soc. 2013, 96, 3009–3022. [Google Scholar] [CrossRef]
- Ruggles-Wrenn, M.B.; Kurtz, G. Notch Sensitivity of Fatigue Behavior of a Hi-Nicalon™/SiC-B4C Composite at 1200 °C in Air and in Steam. Appl. Compos. Mater. 2013, 20, 891–905. [Google Scholar] [CrossRef]
- Krenkel, W.; Berndt, F. C/C–SiC composites for space applications and advanced friction systems. Mater. Sci. Eng. A 2005, 412, 177–181. [Google Scholar] [CrossRef]
- Schmidt, S.; Beyer, S.; Knabe, H.; Immich, H.; Meistring, R.; Gessler, A. Advanced ceramic matrix composite materials for current and future propulsion technology applications. Acta Astronaut. 2004, 55, 409–420. [Google Scholar] [CrossRef]
- Cao, X.; Lin, B.; Zhang, X. Investigations on grinding process of woven ceramic matrix composite based on reinforced fiber orientations. Compos. Part B Eng. 2015, 71, 184–192. [Google Scholar] [CrossRef]
- Papakonstantinou, C.; Balaguru, P.; Lyon, R. Comparative study of high temperature composites. Compos. Part B: Eng. 2001, 32, 637–649. [Google Scholar] [CrossRef]
- Pramanik, S.; Manna, A.; Tripathy, A.; Kar, K.K. Current Advancements in Ceramic Matrix Composites. In Composite Materials; Kar, K., Ed.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 457–496. [Google Scholar] [CrossRef]
- Kaya, H. The application of ceramic-matrix composites to the automotive ceramic gas turbine. Compos. Sci. Technol. 1999, 59, 861–872. [Google Scholar] [CrossRef]
- Rosso, M. Ceramic and metal matrix composites: Routes and properties. J. Mater. Process. Technol. 2006, 175, 364–375. [Google Scholar] [CrossRef]
- Miguel, A.S. Composite Floor Armor for Military Tanks and the Like. US Patent US4404889, 20 September 1983. [Google Scholar]
- Strasser, T.E.; Atmur, S.D. Fiber Reinforced Ceramic Matrix Composite Armor. US Patent US6135006 A, 24 October 2000. [Google Scholar]
- Pramanik, S.; Ataollahi, F.; Pingguan-Murphy, B.; Oshkour, A.A.; Abu Osman, N.A. In Vitro Study of Surface Modified Poly(ethylene glycol)-Impregnated Sintered Bovine Bone Scaffolds on Human Fibroblast Cells. Sci. Rep. 2015, 5, 9806. [Google Scholar] [CrossRef] [PubMed]
- Oshkour, A.A.; Pramanik, S.; Shirazi, S.F.S.; Mehrali, M.; Yau, Y.-H.; Abu Osman, N.A. A Comparison in Mechanical Properties of Cermets of Calcium Silicate with Ti-55Ni and Ti-6Al-4V Alloys for Hard Tissues Replacement. Sci. World J. 2014, 2014, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Pramanik, S.; Agarwal, A.; Rai, K. Chronology of total hip replacement and materials development. Trends Biomater. Artif. Organs 2005, 19, 15–26. [Google Scholar]
- Feng, X.; Guo, H.; Patel, K.; Zhou, H.; Lou, X. High performance, recoverable Fe3O4ZnO nanoparticles for enhanced photocatalytic degradation of phenol. Chem. Eng. J. 2014, 244, 327–334. [Google Scholar] [CrossRef]
- Jones, R.; Henager, C. Subcritical crack growth processes in SiC/SiC ceramic matrix composites. J. Eur. Ceram. Soc. 2005, 25, 1717–1722. [Google Scholar] [CrossRef]
- Advanced Materials for Next-Gen Turbines. Turbomachinary International. 2015. Available online: https://www.turbomachinerymag.com/view/advanced-materials-for-next-gen-turbines (accessed on 25 June 2023).
- Ceramic Matrix Composite Technology Is GE’s Centerpiece Jet Propulsion Strategy for the 21st Century. GE Aerospace. 2019. Available online: https://blog.geaerospace.com/technology/42869/ (accessed on 25 June 2023).
- utomotive Carbon Ceramic Brake Rotors. CMCMAT. Available online: https://www.cmcmat.com/ (accessed on 25 June 2023).
- Engine Valve: Definition, Construction, Types, and Working Explained in detail. The Mechanical Engineering.com. Available online: https://themechanicalengineering.com/engine-valve/ (accessed on 25 June 2023).
- Covert Tactical PRESS Body Armour NIJ IIIA (3A). Vestgaurd.CO.UK. Available online: https://www.vestguard.co.uk/vestguard-covert-tactical-press-body-armour-vest-nij-level-3a.html (accessed on 25 June 2023).
- How Does A Marine Propeller Shaft Seal Work. Pacific Marine and Industrial. Available online: https://www.pacificmarine.net/engineering/shaft-seal-systems/how-does-a-marine-dripless-propeller-seal-work.htm (accessed on 25 June 2023).
- Modular Thumb Implant. BIOPRO. Available online: https://bioproimplants.com/portfolio-view/modular-thumb-implant (accessed on 25 June 2023).
- Heat Transfer Equipment. EnggCyclopedia. Available online: https://enggcyclopedia.com/2011/05/heat-transfer-equipment/ (accessed on 25 June 2023).
- RLs for Nuclear Fuel and Cladding. Nuclear Engineering Internatonal. Available online: https://www.neimagazine.com/features/featuretrls-for-nuclear-fuel-and-cladding-4198959/ (accessed on 25 June 2023).
- Mateus, F.A.D.; Gualdrón, J.A.C. Mathematical Model for Refinery Furnaces Simulation. Cienc. Tecnol. Y Futuro 2010, 4, 89–99. [Google Scholar] [CrossRef]
- Filho, R.; Sugaya, M. A computer aided tool for heavy oil thermal cracking process simulation. Comput. Chem. Eng. 2001, 25, 683–692. [Google Scholar] [CrossRef]
- Amir; Kurtan, U.; Baykal, A. Rapid color degradation of organic dyes by Fe3O4@His@Ag recyclable magnetic nanocatalyst. J. Ind. Eng. Chem. 2015, 27, 347–353. [Google Scholar] [CrossRef]
- Merrill, G.B.; Morrison, J.A. High Temperature Insulation for Ceramic Matrix Composites. US Patent US6013592 A, 11 January 2000. [Google Scholar]
- Steckl, A.J.; Zavada, J.M. Photonic Applications of Rare-Earth-Doped Materials. MRS Bull. 1999, 24, 16–20. [Google Scholar] [CrossRef]
- Favennec, P.; L’Haridon, H.; Salvi, M.; Moutonnet, D.; Le Guillou, Y. Luminescence of erbium implanted in various semiconductors: IV, III-V and II-VI materials. Electron. Lett. 1989, 25, 718–719. [Google Scholar] [CrossRef]
- Weingärtner, R.; Torres, J.G.; Erlenbach, O.; de la Puente, G.G.; De Zela, F.; Winnacker, A. Bandgap engineering of the amorphous wide bandgap semiconductor (SiC)1−x(AlN)x doped with terbium and its optical emission properties. Mater. Sci. Eng. B 2010, 174, 114–118. [Google Scholar] [CrossRef]
- Weingärtner, R.; Erlenbach, O.; Winnacker, A.; Welte, A.; Brauer, I.; Mendel, H.; Strunk, H.; Ribeiro, C.; Zanatta, A. Thermal activation, cathodo- and photoluminescence measurements of rare earth doped (Tm,Tb,Dy,Eu,Sm,Yb) amorphous/nanocrystalline AlN thin films prepared by reactive rf-sputtering. Opt. Mater. 2006, 28, 790–793. [Google Scholar] [CrossRef]
- Wang, X.; Xu, C.; Yamada, H.; Nishikubo, K.; Zheng, X. Electro-Mechano-Optical Conversions in Pr3+-Doped BaTiO3–CaTiO3 Ceramics. Adv. Mater. 2005, 17, 1254–1258. [Google Scholar] [CrossRef]
- FC-BRS-01 Wall Sleeve. FuCare. Available online: https://www.fucare.com/products-blast-resistant-wall-sleeves/90.html (accessed on 25 June 2023).
- Types of Bearings. Fractory. Available online: https://fractory.com/types-of-bearings/ (accessed on 25 June 2023).
- MOFLAME Ceramic Infrared DIY Heating Gas Burner with Gas Intake Nozzle Parts for Outdoor Indoor Heater, BBQ Stove. Oxyhydrogen Burner. Ubuy. Available online: https://www.ubuy.co.in/product/1AF6484JA-moflame-ceramic-infrared-diy-heating-burner-with-gas-intake-nozzle-parts-for-outdoor-indoor-heater-bbq-stove (accessed on 25 June 2023).
- Silicon Carbide Varistors. Indiamart. Available online: https://www.indiamart.com/proddetail/silicon-carbide-varistors-6855178788.html (accessed on 25 June 2023).
- Multilayer Ceramic Chip Capacitors (MLCC). KYOCERA. Available online: https://ele.kyocera.com/en/product/capacitor/mlcc/ (accessed on 25 June 2023).
- Ceramic Heat Sink for LED Lighting. Indiamart. Available online: https://www.indiamart.com/proddetail/ceramic-heat-sink-for-led-lighting-7449542455.html (accessed on 25 June 2023).
- AlN Laser Diode Carriers—Ceramic Material. FindLight. Available online: https://www.findlight.net/lasers/semiconductor-lasers/semiconductor-laser-accessories/aln-laser-diode-carriers-ceramic-material (accessed on 25 June 2023).
- Materials and Chemicals—Ceramic Matrix Composites (CMCs) Market. Reports and Data. Available online: https://www.reportsanddata.com/report-detail/ceramic-matrix-composites-market (accessed on 26 June 2023).
- Commercialization of CMCs and Developments for Next-Gen Performance. Composite World. Available online: https://www.compositesworld.com/articles/the-next-generation-of-ceramic-matrix-composites (accessed on 20 June 2023).
- Parveez, B.; Kittur, M.I.; Badruddin, I.A.; Kamangar, S.; Hussien, M.; Umarfarooq, M.A. Scientific Advancements in Composite Materials for Aircraft Applications: A Review. Polymers 2022, 14, 5007. [Google Scholar] [CrossRef]
- Available online: https://www.nextmsc.com/report/ceramic-matrix-composites-market (accessed on 11 February 2024).
- Ceramic Matrix Composites Market Size, Share & Trends Analysis Report by Product (Oxide, Silicon Carbide, Carbon), By Application (Aerospace, Defense, Energy & Power, Electrical & Electronics), By Region, And Segment Forecasts, 2023–2030. Grand View Research. Available online: https://www.grandviewresearch.com/industry-analysis/global-ceramic-matrix-composites-market (accessed on 20 June 2023).
- Ceramic Matrix Composites (CMC) Market by Product, Application, and Geography—Forecast and Analysis 2023–2027. Technavio. Available online: https://www.technavio.com/report/ceramic-matrix-composites-cmc-market-industry-analysis (accessed on 20 June 2023).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (g/cm3) | Strength (MPa) | Young’s Modulus (GPa) | Coefficient of Thermal Expansion × 10−6 (/K) | Thermal Conductivity (W/m-K) | References | |
|---|---|---|---|---|---|---|---|
| SiC/SiC by FCVI | 2.6–2.7 | ~16 | 260–300 (Tensile) | 140–160 | ~4 | ~15 | [84] |
| NicalonTM SiC/SiC by CVI | 2.5 | 30 | 200 (Tensile) | 230 | 3 | 19 | [85] |
| Hi-NicalonTM SiC/SiC by CVI | 2.2 | _ | 324 (Tensile) | 207 | _ | _ | [85] |
| NITE-Tyranno-SA3 SiC/SiC | 3.11 | _ | 408 (Tensile) | 358 | _ | 32 | [85] |
| SiCp/Al2O3 | 3.4 | 7.5 | 346 (Bending) | 341 | 7 | 85 | [86] |
| Nextel 720/Al2O3 by Sol-Gel | ~2.77 | _ | 175–197 (Tensile) | 73 | 3.5 | 3 | [87] |
| ZrO2(f)/NiFe2O4 | 5.13 | 4.62 | 88.92 (Bending) | _ | _ | _ | [88] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shrivastava, S.; Rajak, D.K.; Joshi, T.; Singh, D.K.; Mondal, D.P. Ceramic Matrix Composites: Classifications, Manufacturing, Properties, and Applications. Ceramics 2024, 7, 652-679. https://doi.org/10.3390/ceramics7020043
Shrivastava S, Rajak DK, Joshi T, Singh DK, Mondal DP. Ceramic Matrix Composites: Classifications, Manufacturing, Properties, and Applications. Ceramics. 2024; 7(2):652-679. https://doi.org/10.3390/ceramics7020043
Chicago/Turabian StyleShrivastava, Shriya, Dipen Kumar Rajak, Tilak Joshi, Dwesh K. Singh, and D. P. Mondal. 2024. "Ceramic Matrix Composites: Classifications, Manufacturing, Properties, and Applications" Ceramics 7, no. 2: 652-679. https://doi.org/10.3390/ceramics7020043
APA StyleShrivastava, S., Rajak, D. K., Joshi, T., Singh, D. K., & Mondal, D. P. (2024). Ceramic Matrix Composites: Classifications, Manufacturing, Properties, and Applications. Ceramics, 7(2), 652-679. https://doi.org/10.3390/ceramics7020043