
Fabrication of Complex Three-Dimensional Structures of Mica through Digital Light Processing-Based Additive Manufacturing

 , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
3.1. Effects of Particle Size Distribution on the Homogeneity and Stability of Mica Slurry
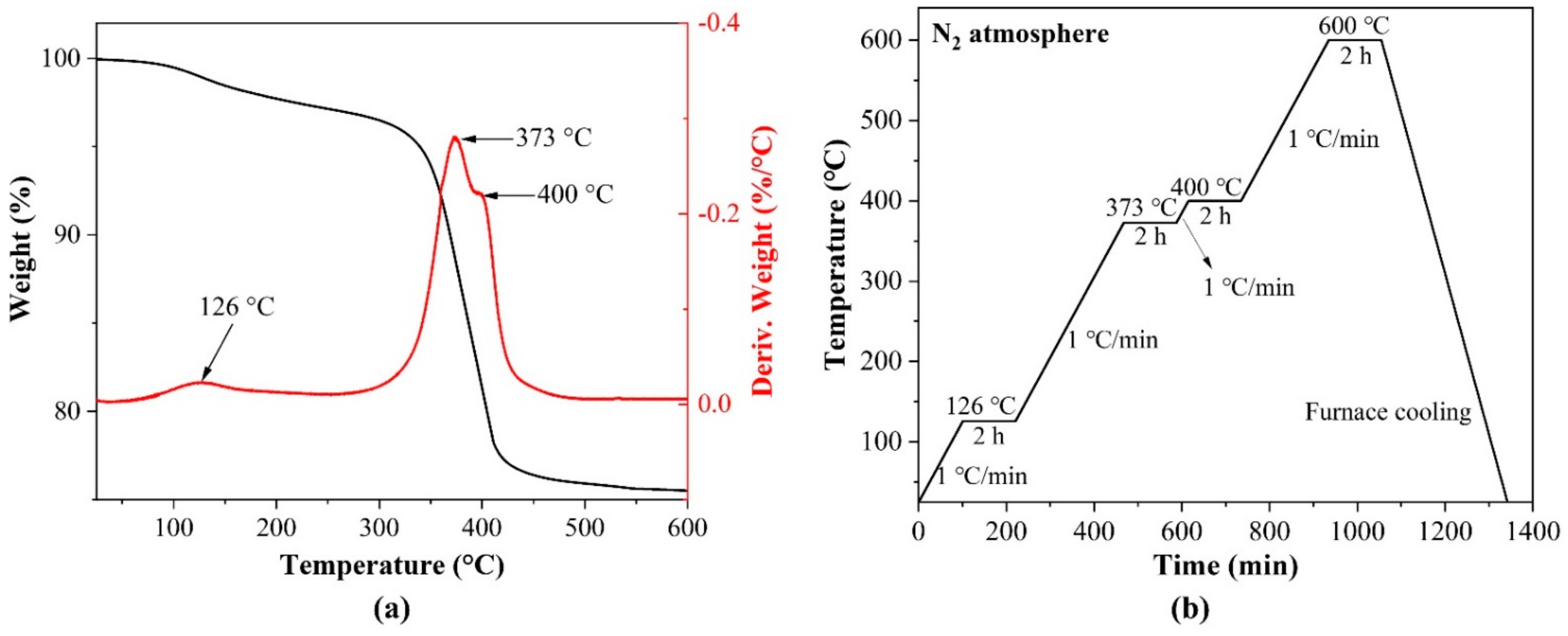
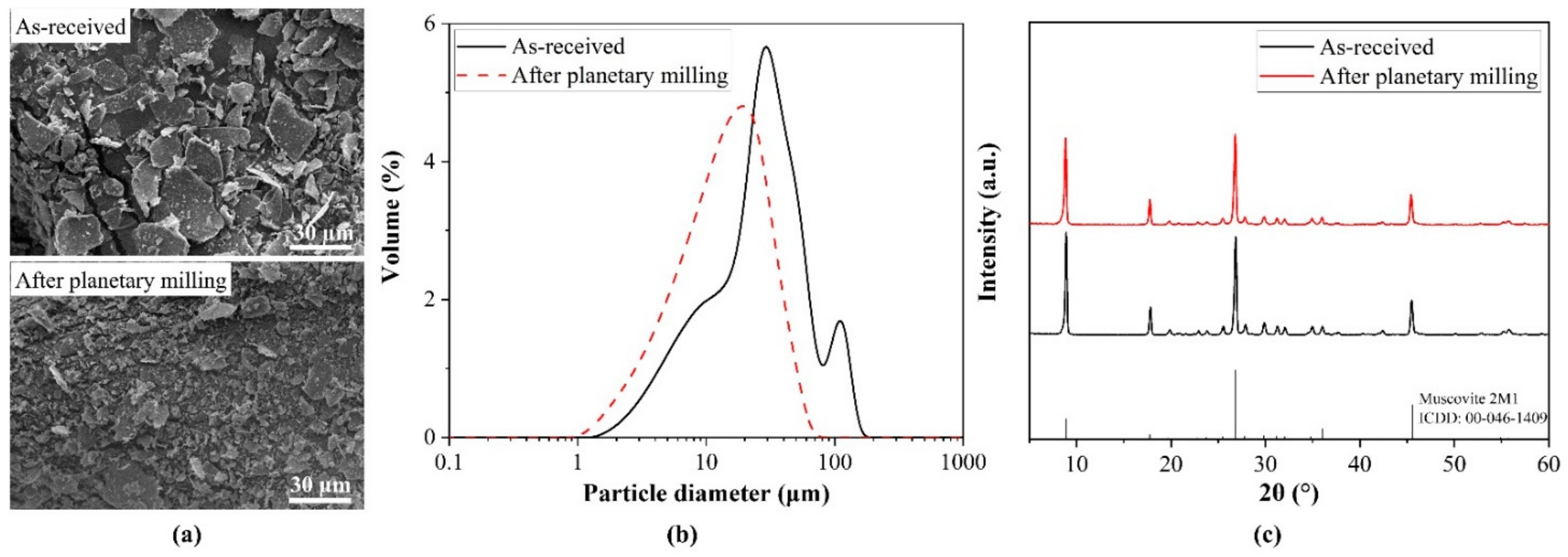
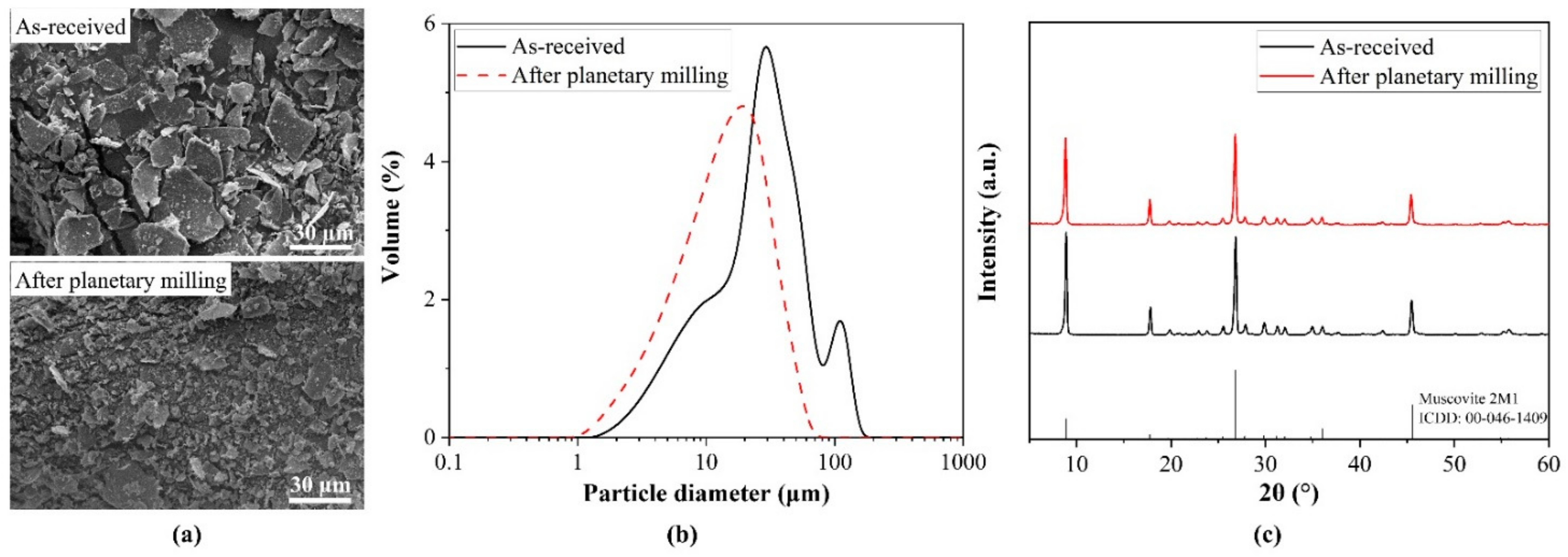
3.1.1. Characteristics of Mica Powder
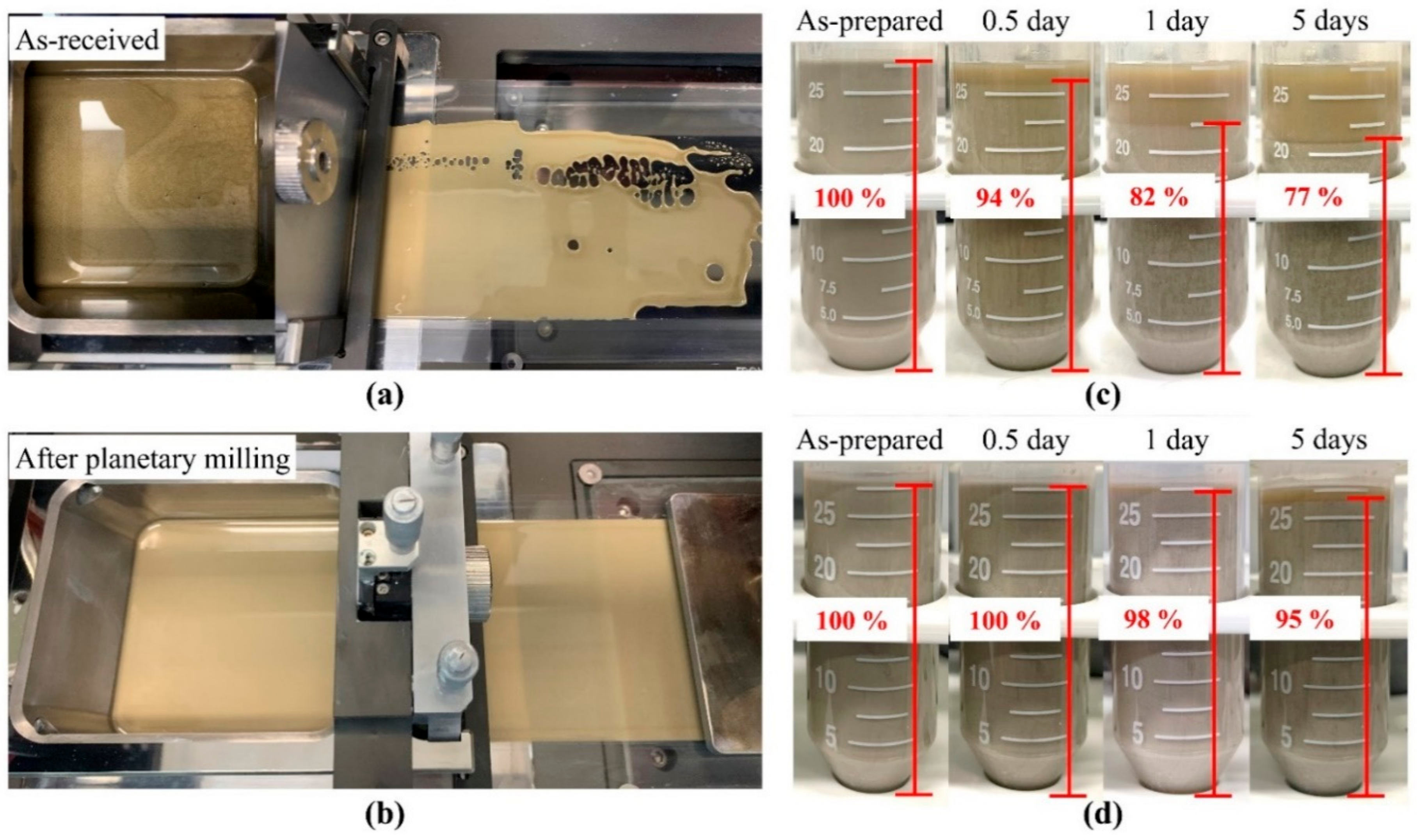
3.1.2. Homogeneity and Stability of the Mica Slurry
3.2. Rheological Behavior of Mica Slurry
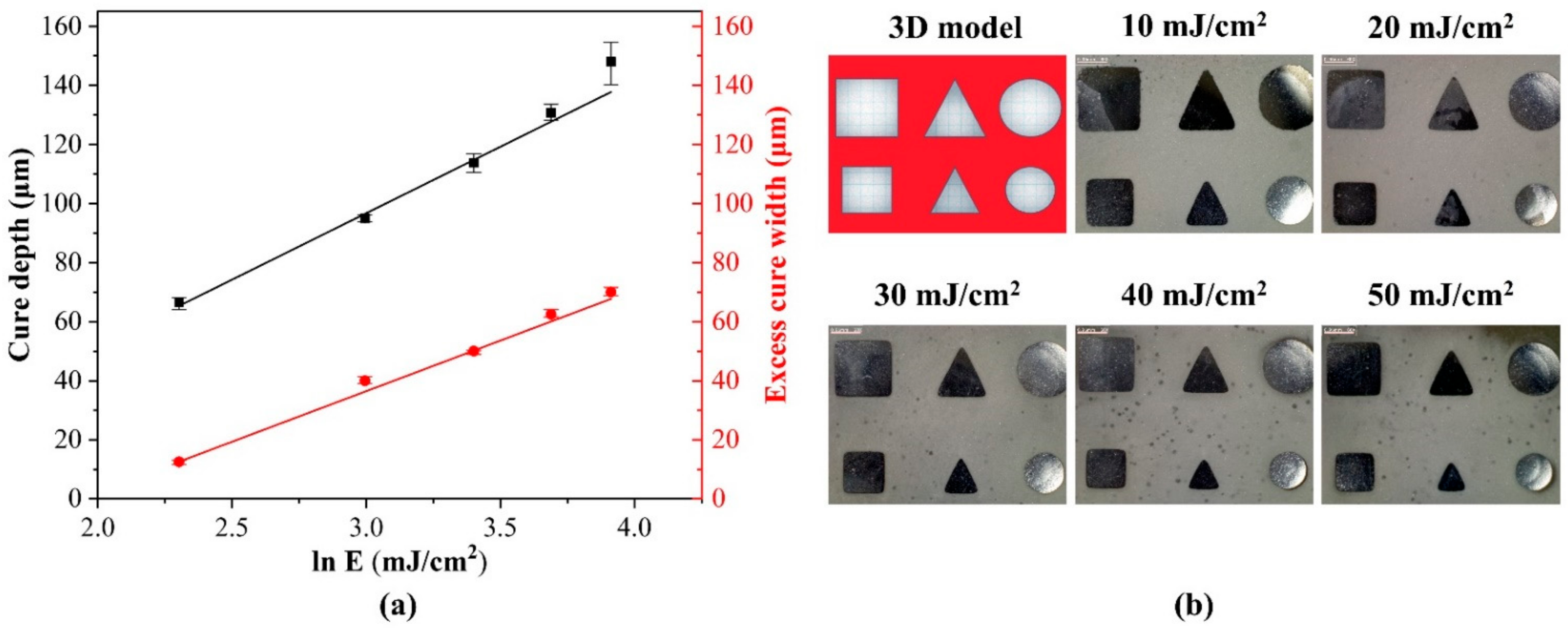
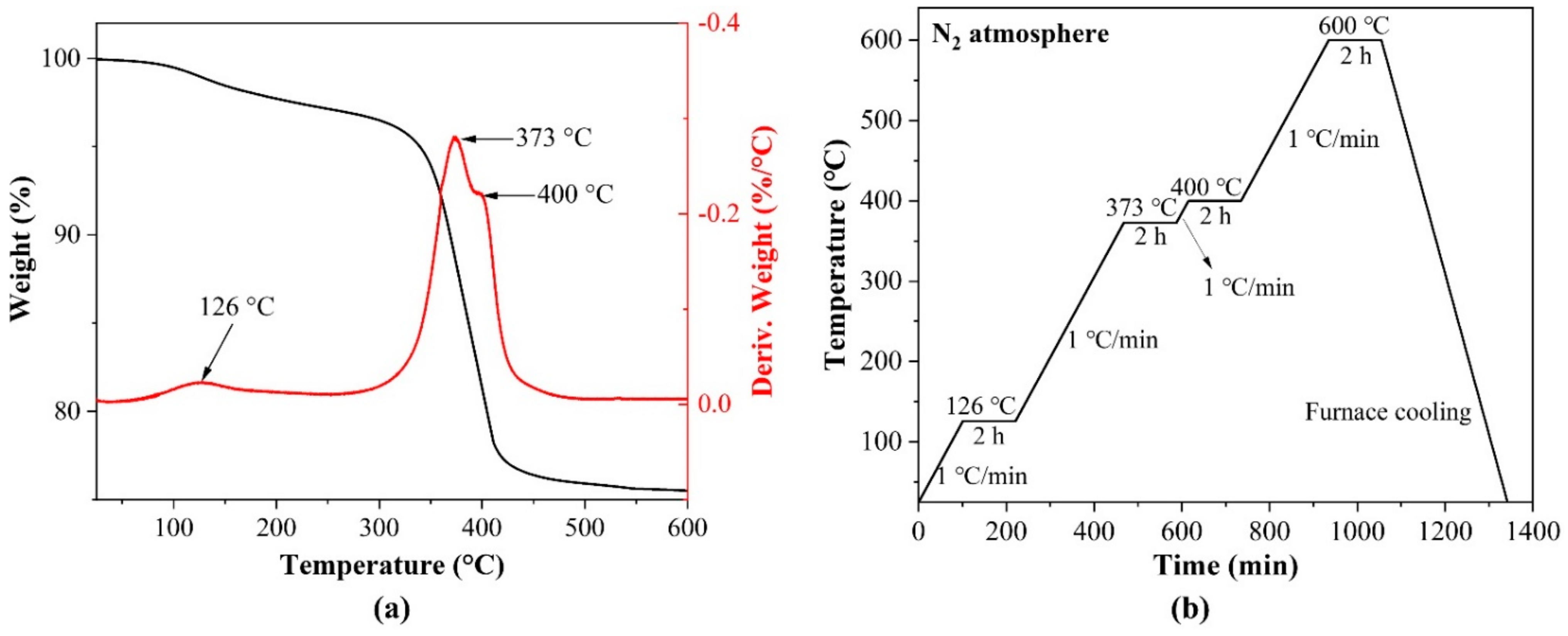
3.3. Cure Behavior of the Mica Slurry
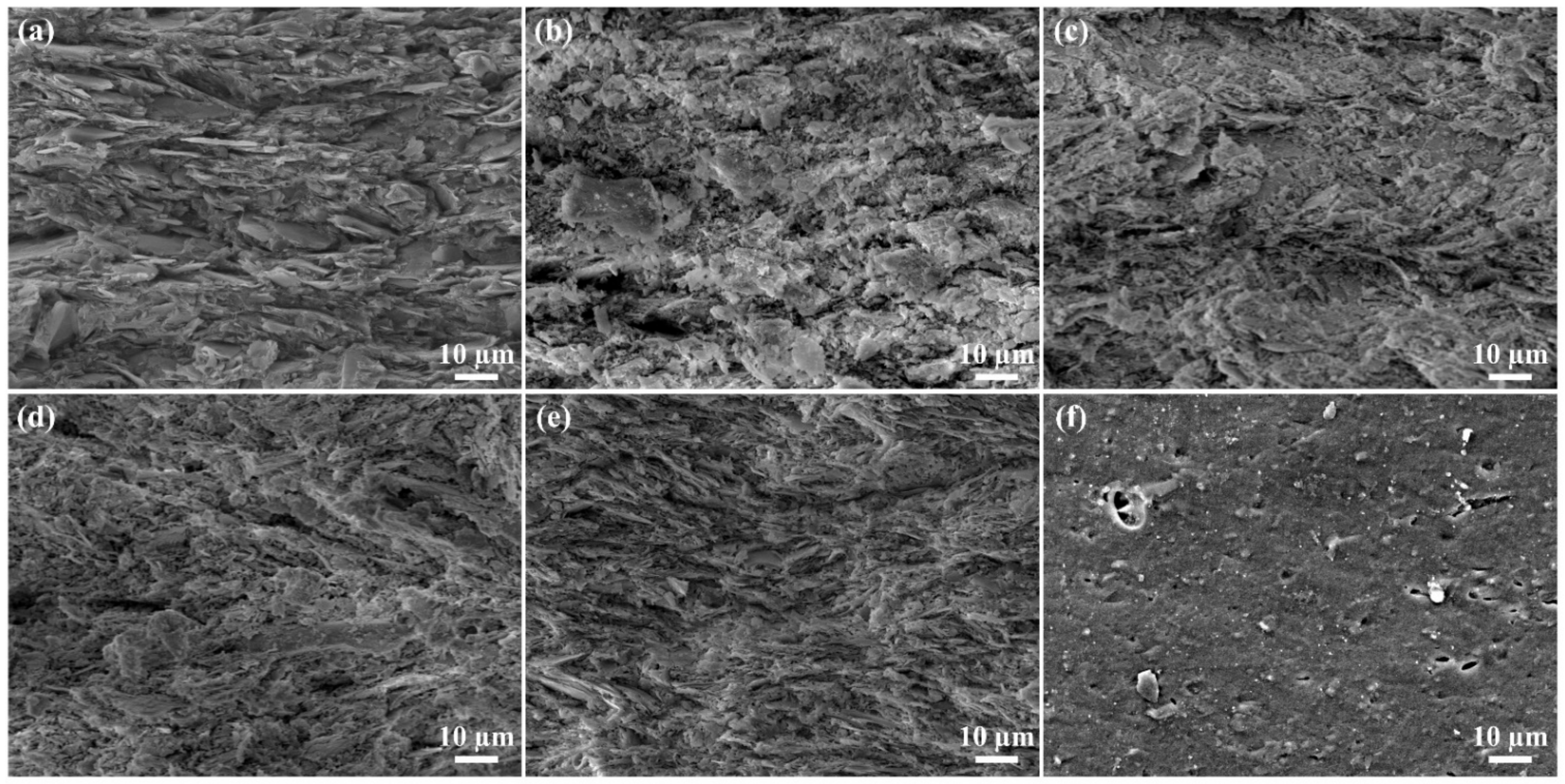
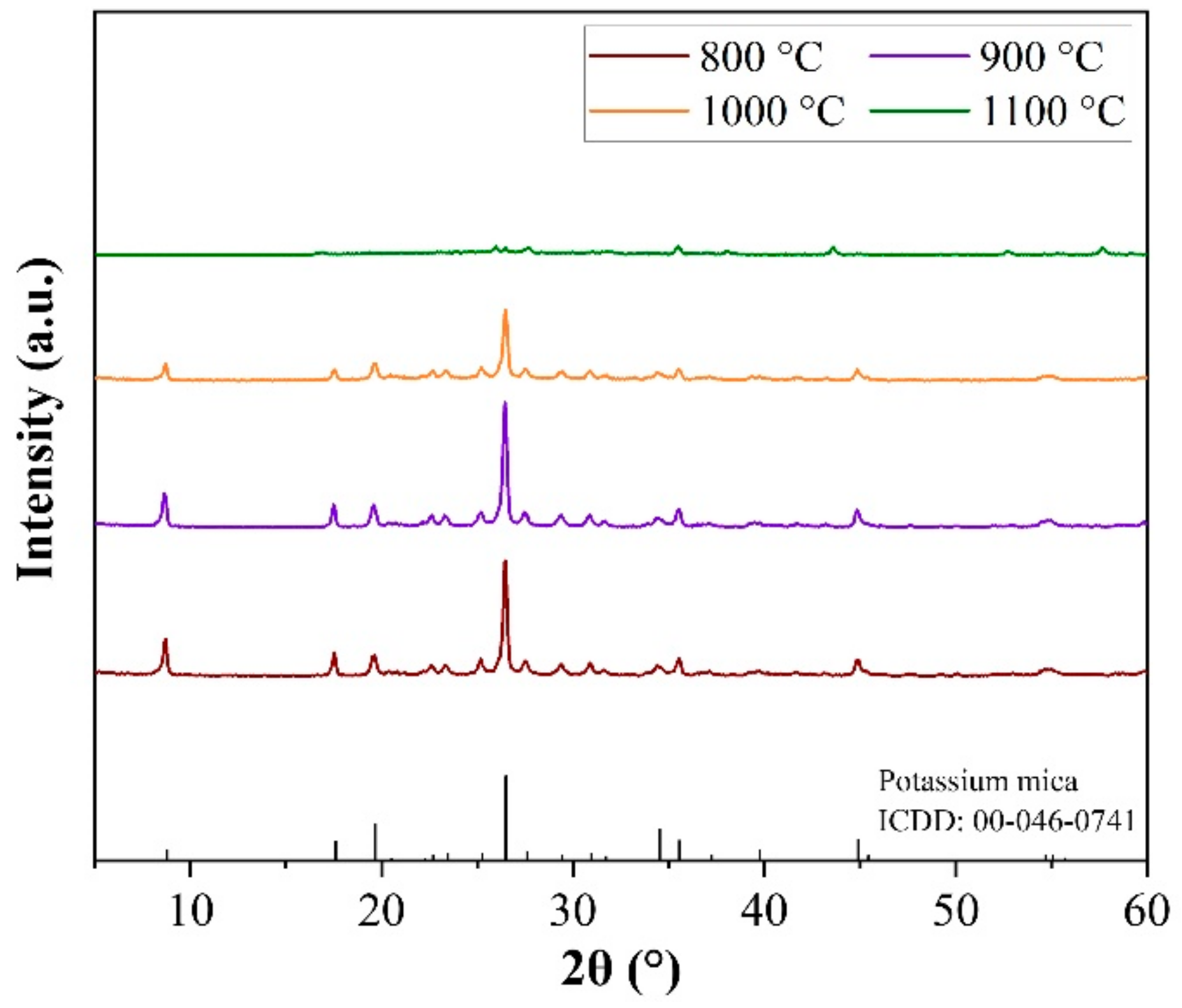
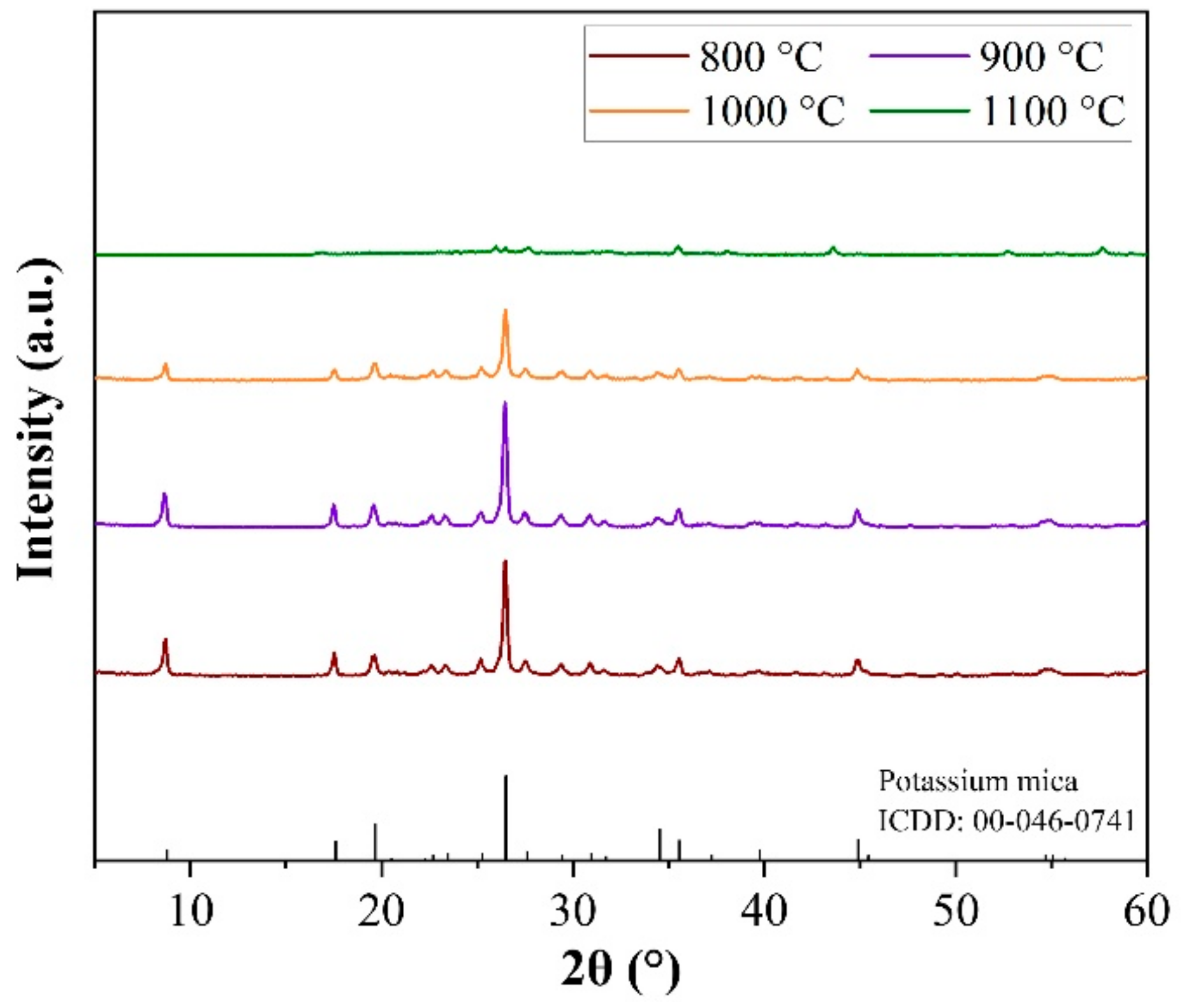
3.4. Properties of the Structure of Mica Ceramics
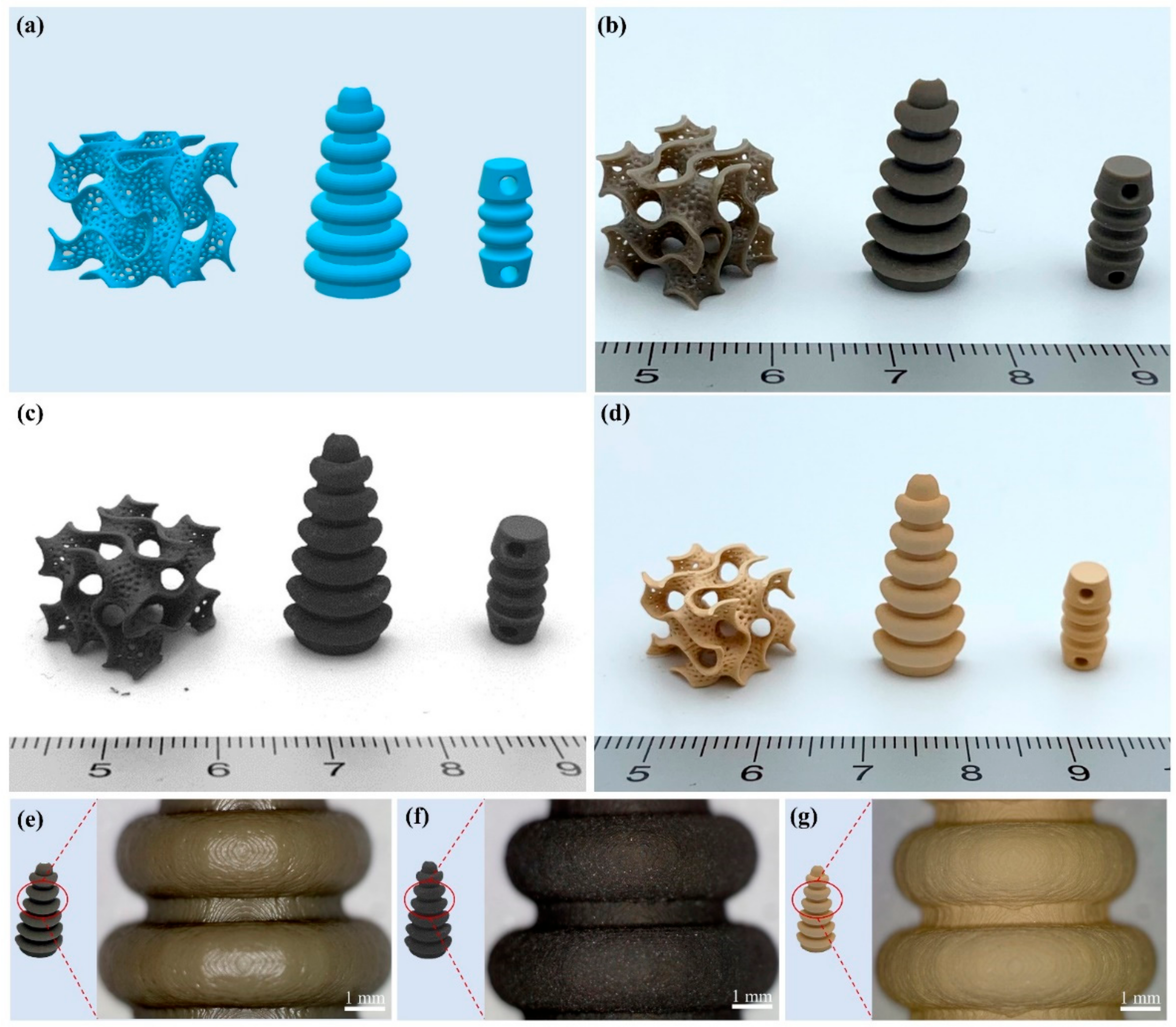
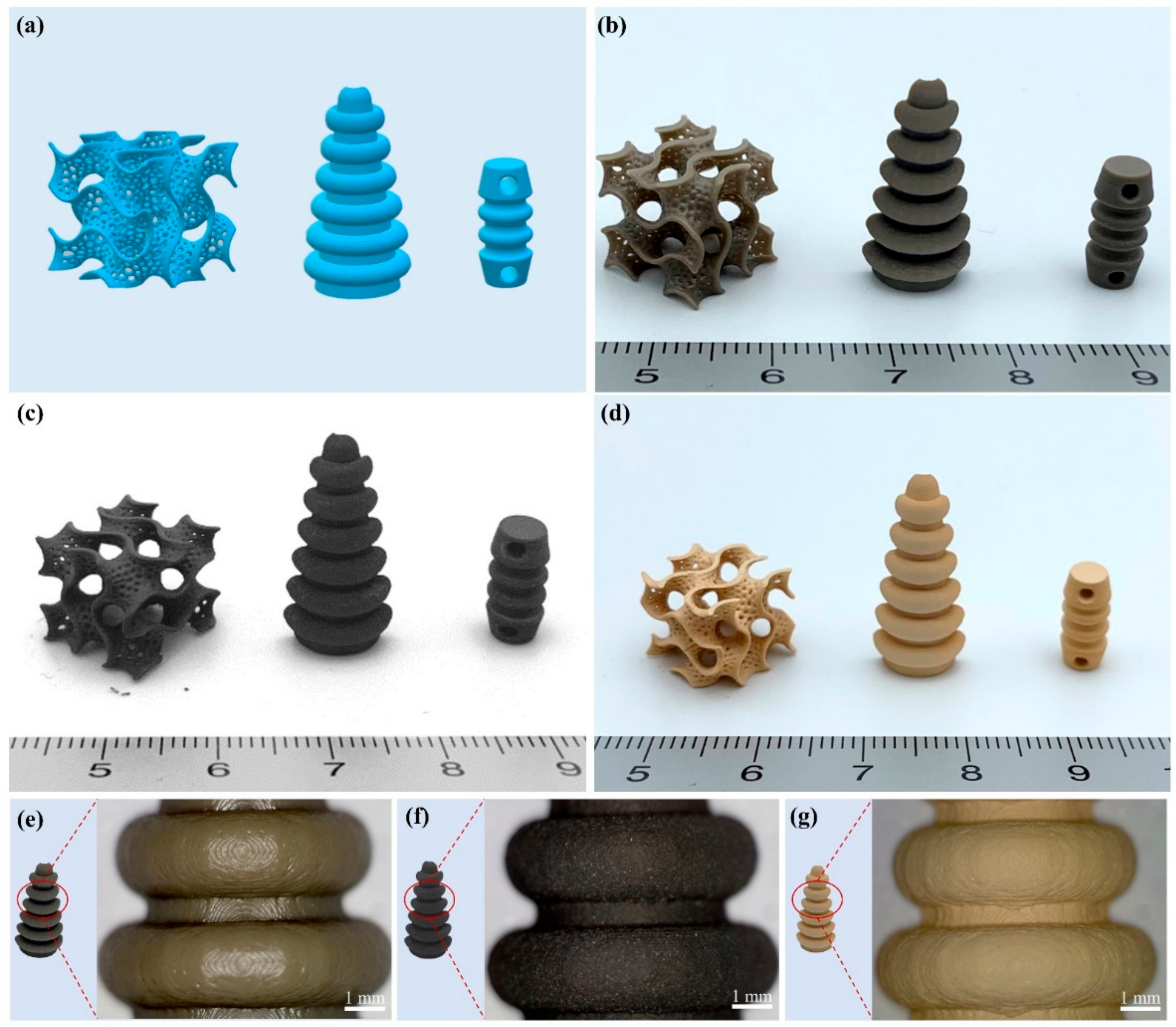
3.5. Fabrication of a 3D Complex Structure of Mica
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Andraschek, N.; Wanner, A.J.; Ebner, C.; Riess, G. Mica/Epoxy-Composites in the Electrical Industry: Applications, Composites for Insulation, and Investigations on Failure Mechanisms for Prospective Optimizations. Polymers 2016, 8, 201. [Google Scholar] [CrossRef] [PubMed]
- Koreeda, T.; Matos, J. Thermal Characterization of Mica-Epoxy Composite Used as Insulation Material for High Voltage Machines. J. Therm. Anal. Calorim. 2011, 106, 619–623. [Google Scholar] [CrossRef]
- Takezawa, Y.; Saeki, M.; Yoshida, H.; Saito, A. Thermal Deterioration Diagnosis by Optical Fiber Sensors for Mica-Epoxy Insulation of HV Induction Motors. IEEE Trans. Dielectr. Electr. Insul. 2001, 8, 104–110. [Google Scholar] [CrossRef]
- Hualing, L.; Jun, W. Application of Synthetic Mica and Some Technical Problems in Production. In Proceedings of the Electrical Insulation Conference and Electrical Manufacturing Expo, 2005, Indianapolis, IN, USA, 23–26 October 2005; pp. 141–145. [Google Scholar]
- Martín, J.; del Mar Orta, M.; Medina-Carrasco, S.; Santos, J.L.; Aparicio, I.; Alonso, E. Evaluation of a Modified Mica and Montmorillonite for the Adsorption of Ibuprofen from Aqueous Media. Appl. Clay Sci. 2019, 171, 29–37. [Google Scholar] [CrossRef]
- Pashley, R.M. Hydration Forces between Mica Surfaces in Aqueous Electrolyte Solutions. J. Colloid Interface Sci. 1981, 80, 153–162. [Google Scholar] [CrossRef]
- Pazos, M.C.; Bravo, L.R.; Ramos, S.E.; Osuna, F.J.; Pavón, E.; Alba, M.D. Multiple Pollutants Removal by Functionalized Heterostructures Based on Na-2-Mica. Appl. Clay Sci. 2020, 196, 105749. [Google Scholar] [CrossRef]
- Awasthi, A.; Jadhao, P.; Kumari, K. Clay Nano-Adsorbent: Structures, Applications and Mechanism for Water Treatment. SN Appl. Sci. 2019, 1, 1076. [Google Scholar] [CrossRef]
- Franchin, G.; Pesonen, J.; Luukkonen, T.; Bai, C.; Scanferla, P.; Botti, R.; Carturan, S.; Innocentini, M.; Colombo, P. Removal of Ammonium from Wastewater with Geopolymer Sorbents Fabricated via Additive Manufacturing. Mater. Des. 2020, 195, 109006. [Google Scholar] [CrossRef]
- Chan, S.S.L.; Pennings, R.M.; Edwards, L.; Franks, G.V. 3D Printing of Clay for Decorative Architectural Applications: Effect of Solids Volume Fraction on Rheology and Printability. Addit. Manuf. 2020, 35, 101335. [Google Scholar] [CrossRef]
- Adake, C.V.; Bhargava, P.; Gandhi, P. Effect of Surfactant on Dispersion of Alumina in Photopolymerizable Monomers and Their UV Curing Behavior for Microstereolithography. Ceram. Int. 2015, 41, 5301–5308. [Google Scholar] [CrossRef]
- Guo, J.; Zeng, Y.; Li, P.; Chen, J. Fine Lattice Structural Titanium Dioxide Ceramic Produced by DLP 3D Printing. Ceram. Int. 2019, 45, 23007–23012. [Google Scholar] [CrossRef]
- Zakeri, S.; Vippola, M.; Levänen, E. A Comprehensive Review of the Photopolymerization of Ceramic Resins Used in Stereolithography. Addit. Manuf. 2020, 35, 101177. [Google Scholar] [CrossRef]
- Zhang, S.; Sutejo, I.A.; Kim, J.; Choi, Y.-J.; Park, H.; Yun, H. Three-Dimensional Complex Construct Fabrication of Illite by Digital Light Processing-Based Additive Manufacturing Technology. J. Am. Ceram. Soc. 2022, 105, 3827–3837. [Google Scholar] [CrossRef]
- Da, Y.; Liu, J.; Gao, Z.; Xue, X. Studying the Influence of Mica Particle Size on the Properties of Epoxy Acrylate/Mica Composite Coatings through Reducing Mica Particle Size by the Ball-Milled Method. Coatings 2022, 12, 98. [Google Scholar] [CrossRef]
- Ding, G.; He, R.; Zhang, K.; Xie, C.; Wang, M.; Yang, Y.; Fang, D. Stereolithography-Based Additive Manufacturing of Gray-Colored SiC Ceramic Green Body. J. Am. Ceram. Soc. 2019, 102, 7198–7209. [Google Scholar] [CrossRef]
- Ding, G.; He, R.; Zhang, K.; Xia, M.; Feng, C.; Fang, D. Dispersion and Stability of SiC Ceramic Slurry for Stereolithography. Ceram. Int. 2020, 46, 4720–4729. [Google Scholar] [CrossRef]
- Chen, Z.; Li, J.; Liu, C.; Liu, Y.; Zhu, J.; Lao, C. Preparation of High Solid Loading and Low Viscosity Ceramic Slurries for Photopolymerization-Based 3D Printing. Ceram. Int. 2019, 45, 11549–11557. [Google Scholar] [CrossRef]
- Borlaf, M.; Serra-Capdevila, A.; Colominas, C.; Graule, T. Development of UV-Curable ZrO2 Slurries for Additive Manufacturing (LCM-DLP) Technology. J. Eur. Ceram. Soc. 2019, 39, 3797–3803. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, Z.; Li, J.; Gong, B.; Wang, L.; Lao, C.; Wang, P.; Liu, C.; Feng, Y.; Wang, X. 3D Printing of Ceramic Cellular Structures for Potential Nuclear Fusion Application. Addit. Manuf. 2020, 35, 101348. [Google Scholar] [CrossRef]
- Yao, Y.; Sha, N.; Zhao, Z. Highly Concentrated Hydroxyapatite Suspension for DLP Printing. IOP Conf. Ser. Mater. Sci. Eng. 2019, 678, 012016. [Google Scholar] [CrossRef] [Green Version]
- Dufaud, O.; Marchal, P.; Corbel, S. Rheological Properties of PZT Suspensions for Stereolithography. J. Eur. Ceram. Soc. 2002, 22, 2081–2092. [Google Scholar] [CrossRef]
- Huang, X.; Dai, H.; Hu, Y.; Zhuang, P.; Shi, Z.; Ma, Y. Development of a High Solid Loading β-TCP Suspension with a Low Refractive Index Contrast for DLP -Based Ceramic Stereolithography. J. Eur. Ceram. Soc. 2021, 41, 3743–3754. [Google Scholar] [CrossRef]
- Keller, A.; Fritzsche, M.; Ogaki, R.; Bald, I.; Facsko, S.; Dong, M.; Kingshott, P.; Besenbacher, F. Tuning the Hydrophobicity of Mica Surfaces by Hyperthermal Ar Ion Irradiation. J. Chem. Phys. 2011, 134, 104705. [Google Scholar] [CrossRef]
- Xing, H.; Zou, B.; Lai, Q.; Huang, C.; Chen, Q.; Fu, X.; Shi, Z. Preparation and Characterization of UV Curable Al2O3 Suspensions Applying for Stereolithography 3D Printing Ceramic Microcomponent. Powder Technol. 2018, 338, 153–161. [Google Scholar] [CrossRef]
- Sun, J.; Binner, J.; Bai, J. 3D Printing of Zirconia via Digital Light Processing: Optimization of Slurry and Debinding Process. J. Eur. Ceram. Soc. 2020, 40, 5837–5844. [Google Scholar] [CrossRef]
- Komissarenko, D.A.; Sokolov, P.S.; Evstigneeva, A.D.; Shmeleva, I.A.; Dosovitsky, A.E. Rheological and Curing Behavior of Acrylate-Based Suspensions for the DLP 3D Printing of Complex Zirconia Parts. Materials 2018, 11, 2350. [Google Scholar] [CrossRef] [PubMed]
- Schwarzer, E.; Götz, M.; Markova, D.; Stafford, D.; Scheithauer, U.; Moritz, T. Lithography-Based Ceramic Manufacturing (LCM)—Viscosity and Cleaning as Two Quality Influencing Steps in the Process Chain of Printing Green Parts. J. Eur. Ceram. Soc. 2017, 37, 5329–5338. [Google Scholar] [CrossRef]
- Gentry, S.P.; Halloran, J.W. Light Scattering in Absorbing Ceramic Suspensions: Effect on the Width and Depth of Photopolymerized Features. J. Eur. Ceram. Soc. 2015, 35, 1895–1904. [Google Scholar] [CrossRef]
- Chartier, T.; Chaput, C.; Doreau, F.; Loiseau, M. Stereolithography of Structural Complex Ceramic Parts. J. Mater. Sci. 2002, 37, 3141–3147. [Google Scholar] [CrossRef]
- Halloran, J.W. Ceramic Stereolithography: Additive Manufacturing for Ceramics by Photopolymerization. Annu. Rev. Mater. Res. 2016, 46, 19–40. [Google Scholar] [CrossRef]
- Li, K.; Zhao, Z. The Effect of the Surfactants on the Formulation of UV-Curable SLA Alumina Suspension. Ceram. Int. 2017, 43, 4761–4767. [Google Scholar] [CrossRef]
- Kim, J.; Choi, Y.; Gal, C.W.; Park, H.; Yoon, S.; Yun, H. Effect of Dispersants on Structural Integrity of 3D Printed Ceramics. Int. J. Appl. Ceram. Technol. 2022, 19, 968–978. [Google Scholar] [CrossRef]
- Keppler, H. Ion Exchange Reactions between Dehydroxylated Micas and Salt Melts and the Crystal Chemistry of the Interlayer Cation in Micas. Am. Mineral. 1990, 75, 529–538. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Light Exposure Time T (s) | Light Intensity I (mW/cm2) | Exposure Energy Dose E (mJ/cm2) |
|---|---|---|
| 1 | 10 | 10 |
| 2 | 10 | 20 |
| 3 | 10 | 30 |
| 4 | 10 | 40 |
| 5 | 10 | 50 |
| Solid Loading | Sd (μm) | Sw (μm) | Ed (mJ/cm2) | Ew (mJ/cm2) |
|---|---|---|---|---|
| 53 vol.% | 42.91 | 34.09 | 2.11 | 6.91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Sutejo, I.A.; Kim, J.; Choi, Y.-J.; Gal, C.W.; Yun, H.-s. Fabrication of Complex Three-Dimensional Structures of Mica through Digital Light Processing-Based Additive Manufacturing. Ceramics 2022, 5, 562-574. https://doi.org/10.3390/ceramics5030042
Zhang S, Sutejo IA, Kim J, Choi Y-J, Gal CW, Yun H-s. Fabrication of Complex Three-Dimensional Structures of Mica through Digital Light Processing-Based Additive Manufacturing. Ceramics. 2022; 5(3):562-574. https://doi.org/10.3390/ceramics5030042
Chicago/Turabian StyleZhang, Sinuo, Imam Akbar Sutejo, Jeehwan Kim, Yeong-Jin Choi, Chang Woo Gal, and Hui-suk Yun. 2022. "Fabrication of Complex Three-Dimensional Structures of Mica through Digital Light Processing-Based Additive Manufacturing" Ceramics 5, no. 3: 562-574. https://doi.org/10.3390/ceramics5030042
APA StyleZhang, S., Sutejo, I. A., Kim, J., Choi, Y.-J., Gal, C. W., & Yun, H.-s. (2022). Fabrication of Complex Three-Dimensional Structures of Mica through Digital Light Processing-Based Additive Manufacturing. Ceramics, 5(3), 562-574. https://doi.org/10.3390/ceramics5030042