
Reinforcement of the Ceramic Matrix of CaO-ZrO2-MgO with Al2O3 Coarse Particles



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
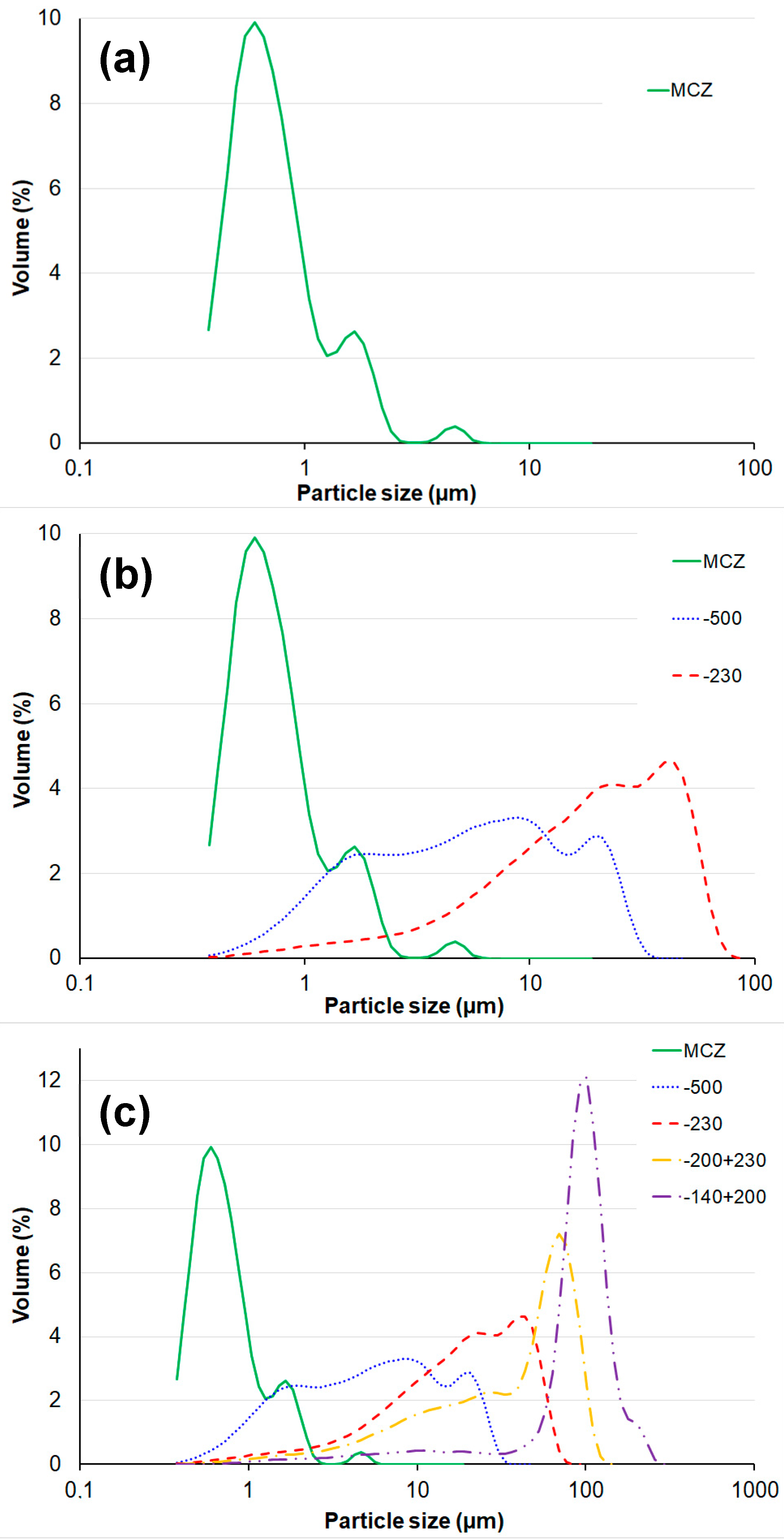
3.1. Particle Size Distribution
3.2. Density, Porosity and Linear Shrinkage
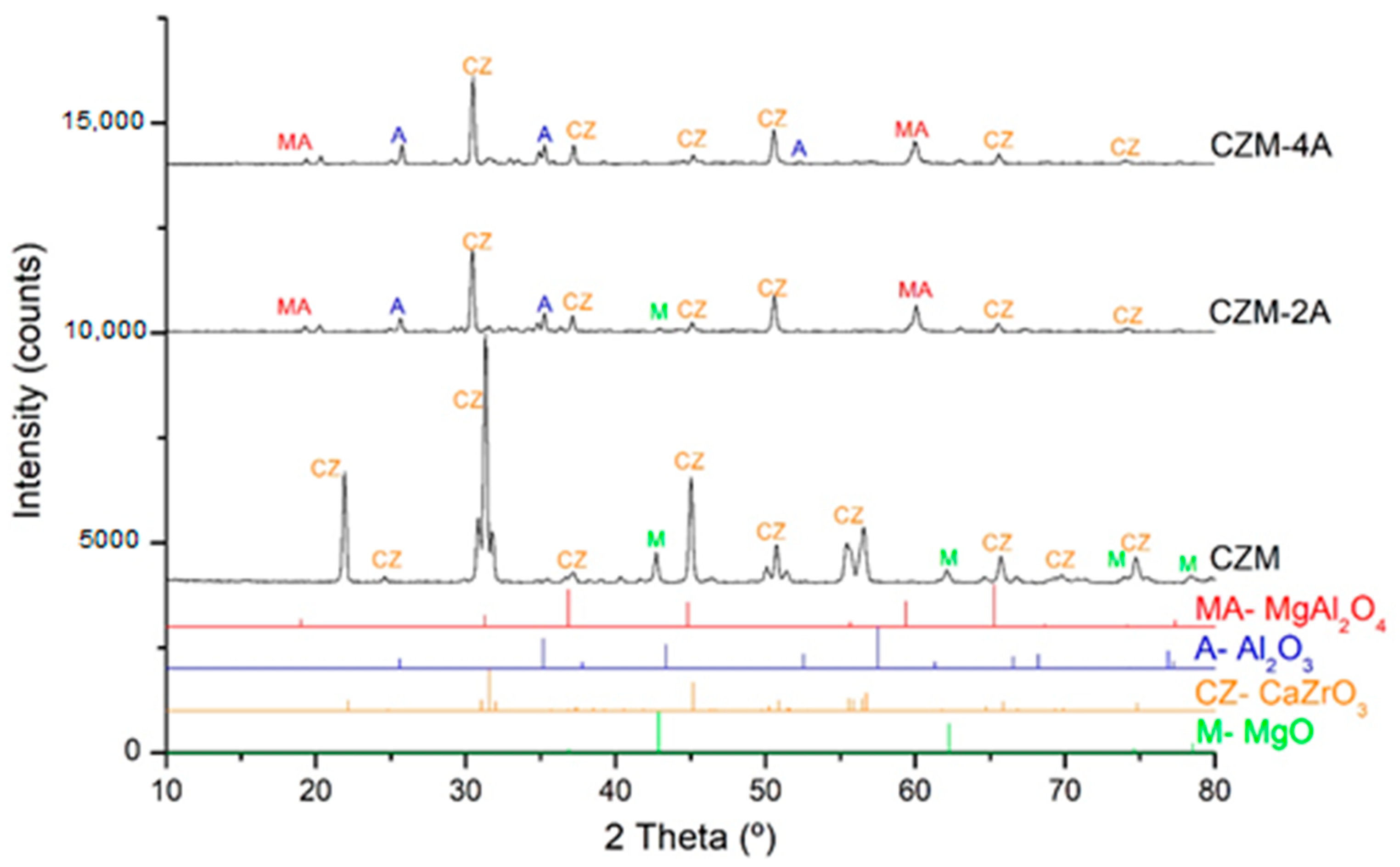
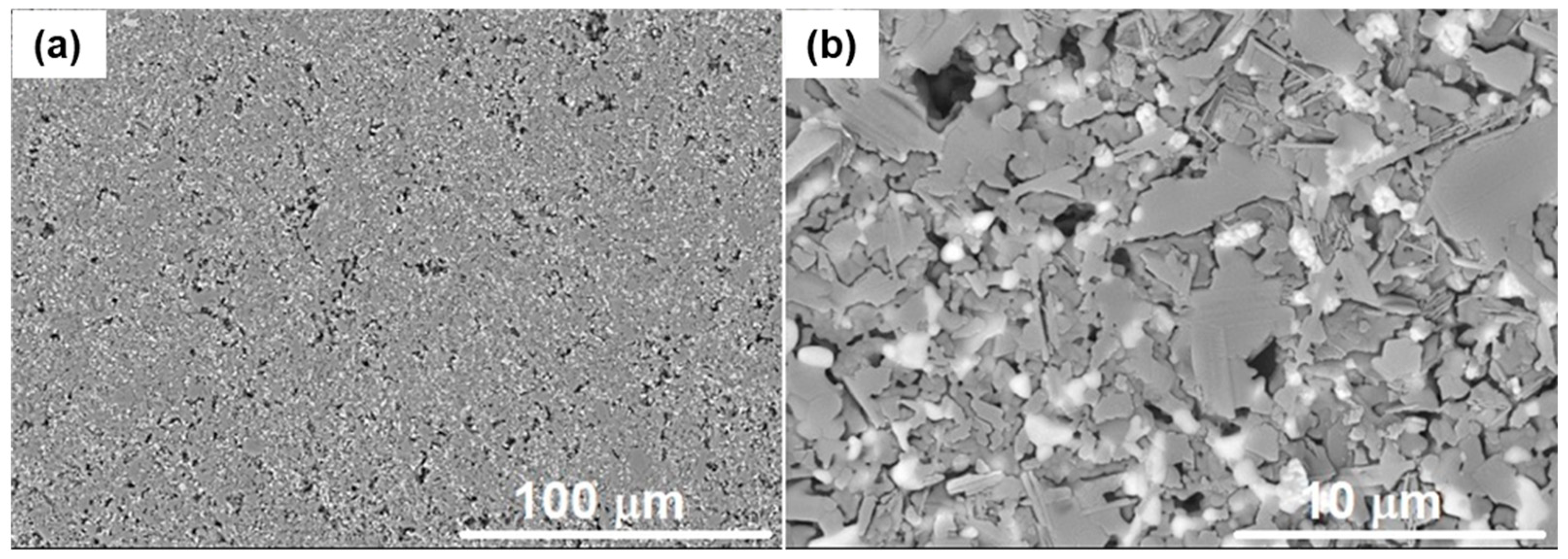
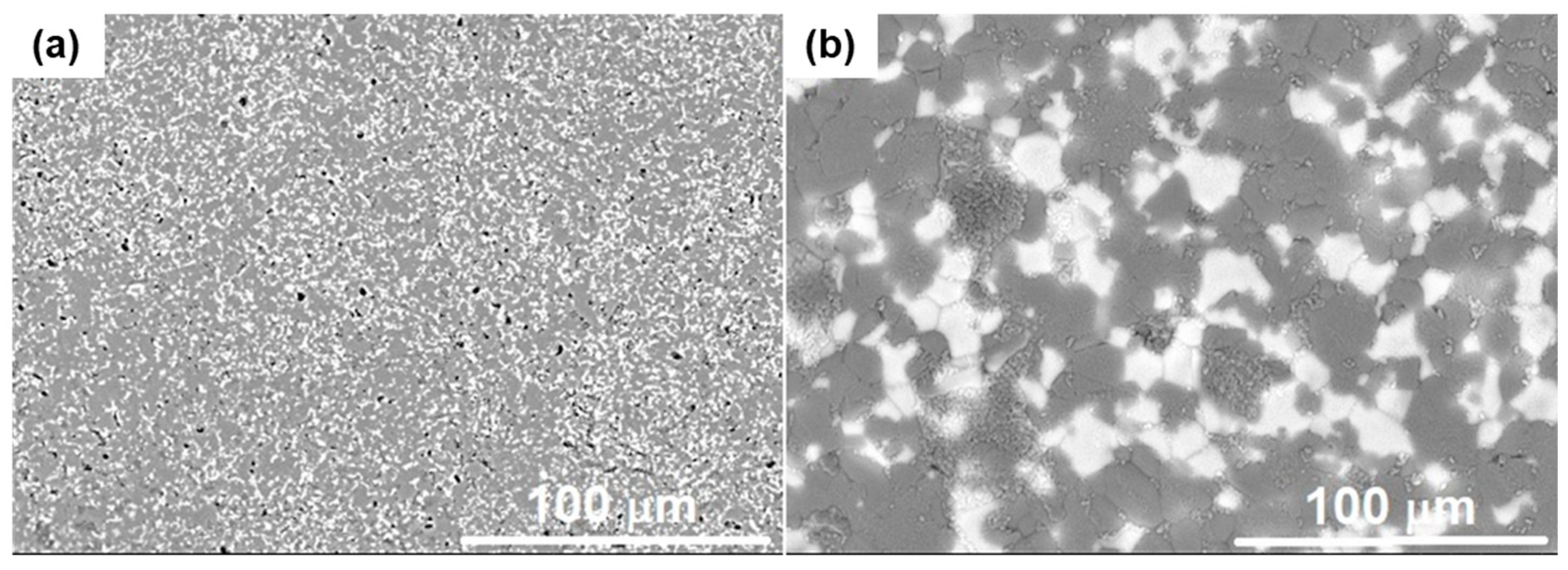
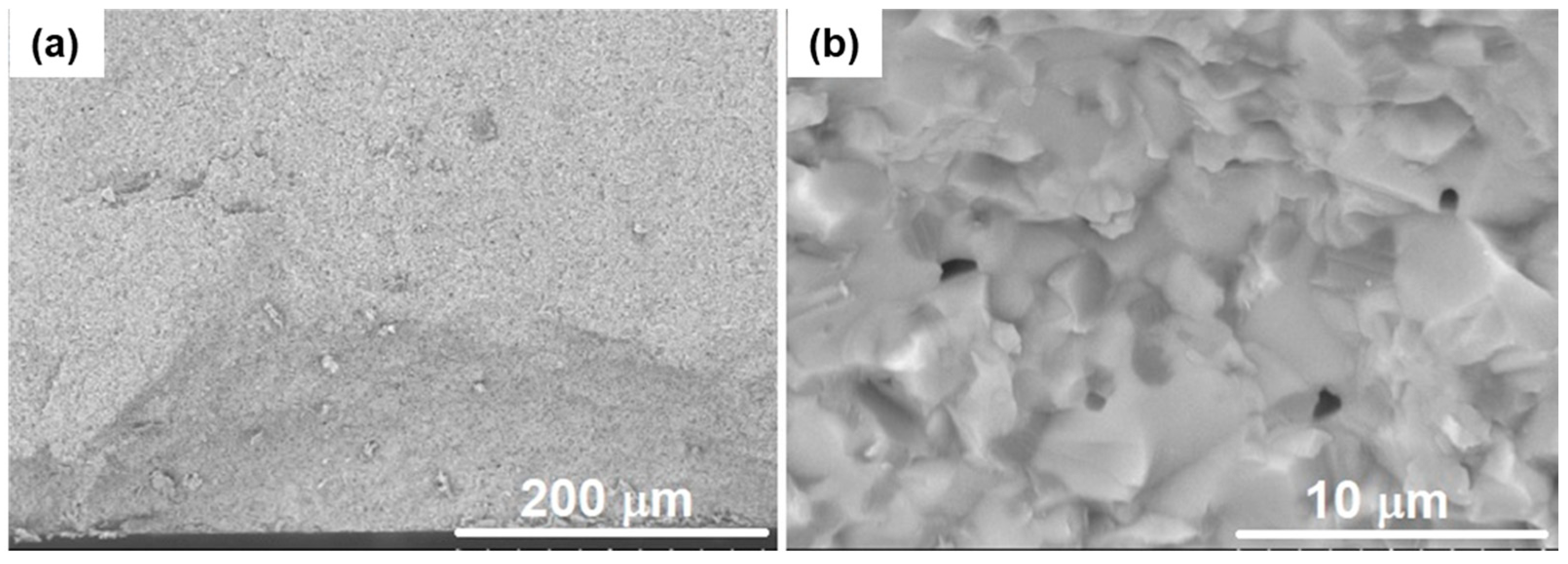
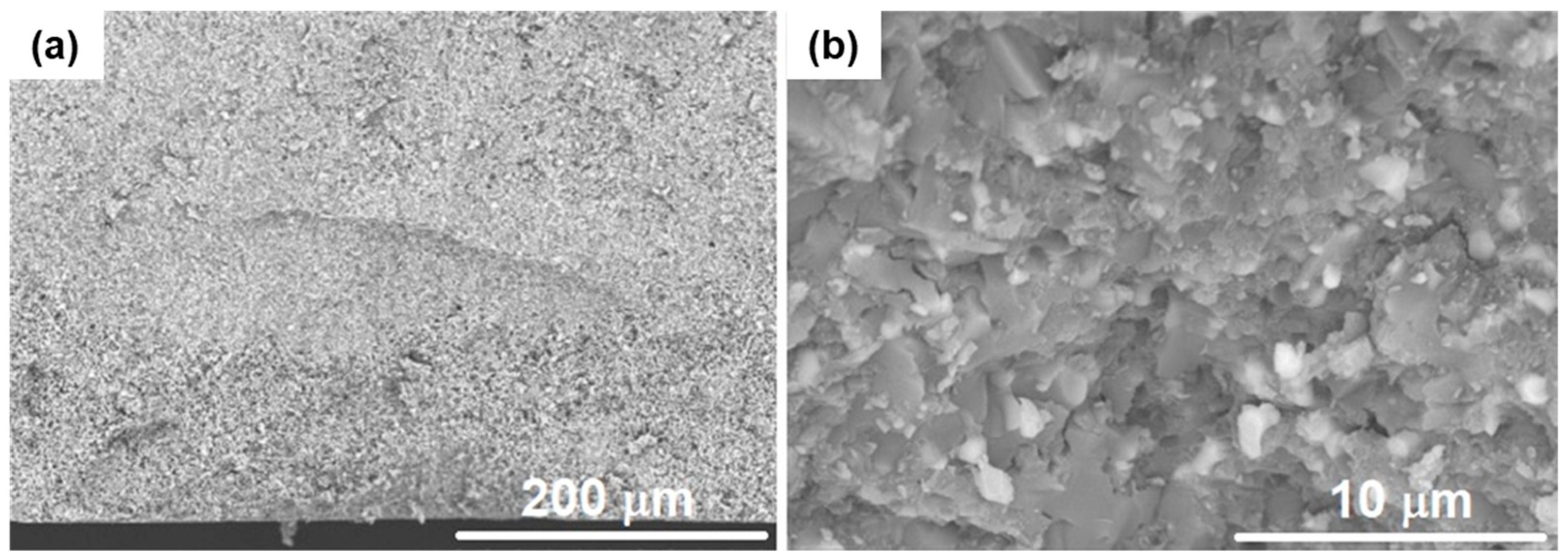
3.3. XRD and Microstructures
3.4. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Braulio, M.A.L.; Rigaud, M.; Buhr, A.; Parr, C.; Pandolfelli, V.C. Spinel-containing alumina-based refractory castables. Ceram. Int. 2011, 37, 1705–1724. [Google Scholar] [CrossRef]
- Pinto, D.G.; Silva, A.P.; Segadães, A.M.; Devezas, T.C. Thermomechanical evaluation of self-flowing refractory castables with and without the addition of aluminate cement. Ceram. Int. 2012, 38, 3483–3488. [Google Scholar] [CrossRef]
- Uyanna, O.; Najafi, H. Thermal protection systems for space vehicles: A review on technology development, current challenges and future prospects. Acta Astronaut. 2020, 176, 341–356. [Google Scholar] [CrossRef]
- May, M.; Rupakula, G.P.; Matura, P. Non-polymer-matrix composite materials for space applications. Compos. Part C Open Access 2020, 3, 100057. [Google Scholar] [CrossRef]
- Clarke, D.R.; Phillpot, S.R. Thermal barrier coating materials. Mater. Today 2005, 8, 22–29. [Google Scholar] [CrossRef]
- Cao, X.Q.; Vassen, R.; Stoever, D. Ceramic materials for thermal barrier coatings. J. Eur. Ceram. Soc. 2004, 24, 1–10. [Google Scholar] [CrossRef]
- Appleby-Thomas, G.J.; Jaansalu, K.; Hameed, A.; Painter, J.; Shackel, J.; Rowley, J. A comparison of the ballistic behaviour of conventionally sintered and additively manufactured alumina. Def. Technol. 2020, 16, 275–282. [Google Scholar] [CrossRef]
- Dresch, A.B.; Venturini, J.; Arcaro, S.; Montedo, O.R.K.; Bergmann, C.P. Ballistic ceramics and analysis of their mechanical properties for armour applications: A review. Ceram. Int. Part A 2021, 47, 8743–8761. [Google Scholar] [CrossRef]
- Triantou, K.; Perez, B.; Marinou, A.; Florez, S.; Mergia, K.; Vekinis, G.; Barcena, J.; Rotarmel, W.; Zuber, C.; de Montbrun, A. Performance of cork and ceramic matrix composite joints for re-entry thermal protection structures. Compos. Part B-Eng. 2017, 108, 270–278. [Google Scholar] [CrossRef]
- Wanga, Z.; Lia, Z.; Xionga, W. Experimental investigation on bending behavior of honeycomb sandwich panel with ceramic tile face-sheet. Compos. Part B-Eng. 2019, 164, 280–286. [Google Scholar] [CrossRef]
- Serena, S.; Sainz, M.A.; Caballero, A. The system Clinker–MgO–CaZrO3 and its application to the corrosion behavior of CaZrO3/MgO refractory matrix by clinker. J. Eur. Ceram. Soc. 2009, 29, 2199–2209. [Google Scholar] [CrossRef]
- Silva, A.; Booth, F.; Garrido, L.; Aglietti, E.; Pena, P.; Baudín, C. Sliding wear of CaZrO3-MgO composites against ZrO2 and steel. J. Eur. Ceram. Soc. 2017, 37, 297–303. [Google Scholar] [CrossRef]
- De Aza, A.H.; Iglesias, J.E.; Pena, P.; De Aza, S. Ternary System Al2O3–MgO–CaO: Part II, Phase Relationships in the subsystem Al2O3–MgAl2O4–CaAl4O7. J. Am. Ceram. Soc. 2000, 83, 919–927. [Google Scholar] [CrossRef]
- Silva, A.P.; Segadães, A.M.; Pinto, D.G.; Oliveira, L.O.; Devezas, T.C. Effect of particle size distribution and calcium aluminate cement on the rheological behaviour of all-alumina refractory castables. Powder Technol. 2012, 226, 107–113. [Google Scholar] [CrossRef]
- Silva, A.P.; Booth, F.; Garrido, L.; Aglietti, E.; Pena, P.; Baudín, C. Young’s modulus and hardness of multiphase CaZrO3-MgO by micro and nanoindentation. J. Eur. Ceram. Soc. 2018, 38, 2194–2201. [Google Scholar] [CrossRef]
- Gaillac, R.; Pullumbi, P.; Coudert, F.X. ELATE: An open-source online application for analysis and visualization of elastic tensors. J. Phys. Condens. Matter 2016, 28, 275201. [Google Scholar] [CrossRef] [PubMed]
- Pileggi, R.G.; Studart, A.R.; Innocentini, M.D.M.; Pandolfelli, V.C. High-performance refractory castables. Am. Ceram. Soc. Bull. 2002, 81, 37–42. [Google Scholar]
- Mohan, S.K. Densification and Characterization of Magnesium Aluminate Spinel from Commercial Grade Reactants: Effect of Milling and Additives. Master’s Thesis, Technology in Ceramic Engineering, National Institute of Technology, Rourkela, India, 2016. [Google Scholar]
- Rice, R.W. Porosity of Ceramics; Marcel Dekker, Inc.: New York, NY, USA, 1998; p. 102. [Google Scholar]
- Technical Support for Advanced Alumina Ceramic: Aluminon 995; International Syalons (Newcastle) Limited: Newcastle, UK. Available online: https://www.syalons.com (accessed on 8 January 2021).
- Shi, Z.; Zhao, Q.; Guo, B.; Ji, T.; Wang, H. A review on processing polycrystalline magnesium aluminate spinel (MgAl2O4): Sintering techniques, material properties and machinability. Mater. Des. 2020, 193, 108858. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ingredients | Size Classes (mesh) | Mass Fraction (wt.%) | Volume Fraction (vol.%) |
|---|---|---|---|---|
| CZM | MgO | 18.4 | 22.5 | |
| CaZrO3 | 81.6 | 77.5 | ||
| CZM-2A | MgO | 8.6 | 10.0 | |
| CaZrO3 | 38.4 | 34.6 | ||
| Al2O3 | −500 | 20.0 | 55.4 | |
| −230 | 33.0 | |||
| CZM-4A | MgO | 7.3 | 8.5 | |
| CaZrO3 | 32.7 | 29.2 | ||
| Al2O3 | −500 | 15.0 | 62.3 | |
| −230 | 15.0 | |||
| −200 + 230 | 15.0 | |||
| −140 + 200 | 15.0 |
| Material | Apparent Porosity P (%) | Apparent Density d (g/cm3) | Theoretical Density dt (g/cm3) | Relative Density dr (%) |
|---|---|---|---|---|
| CZM | 0.03 ± 0.1 | 4.38 ± 0.1 | 4.38 | 100 |
| CZM-2A | 33.3 ± 0.5 | 2.44 ± 0.1 | 4.16 | 58.7 |
| CZM-4A | 0.09 ± 0.1 | 3.52 ± 0.1 | 4.14 | 85.0 |
| Material | Linear Shrinkage (%) |
|---|---|
| CZM | 24.3 ± 0.3 |
| CZM-2A | 15.7 ± 0.1 |
| CZM-4A | 5.0 ± 0.1 |
| Material | Eexp (GPa) | EVoigt (GPa) | EReuss (GPa) |
|---|---|---|---|
| CZM | 245.7 ± 3.1 | 239.7 | 237.9 |
| CZM-2A | 152.8 ± 3.2 | 277.1 | 262.2 |
| CZM-4A | 286.4 ± 15.2 | 282.9 | 266.4 |
| Material | H (GPa) | MoR (MPa) |
|---|---|---|
| CZM | 7.8 ± 0.1 | 251.4 ± 2.9 |
| CZM-2A | 1.4 ± 0.2 | 70.1 ± 3.9 |
| CZM-4A | 8.5 ± 0.1 | 154.0 ± 10.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mamede, J.; Macedo, D.F.; Maceiras, A.; Silva, A.P. Reinforcement of the Ceramic Matrix of CaO-ZrO2-MgO with Al2O3 Coarse Particles. Ceramics 2022, 5, 148-160. https://doi.org/10.3390/ceramics5010013
Mamede J, Macedo DF, Maceiras A, Silva AP. Reinforcement of the Ceramic Matrix of CaO-ZrO2-MgO with Al2O3 Coarse Particles. Ceramics. 2022; 5(1):148-160. https://doi.org/10.3390/ceramics5010013
Chicago/Turabian StyleMamede, João, Duarte Felix Macedo, Alberto Maceiras, and Abílio P. Silva. 2022. "Reinforcement of the Ceramic Matrix of CaO-ZrO2-MgO with Al2O3 Coarse Particles" Ceramics 5, no. 1: 148-160. https://doi.org/10.3390/ceramics5010013
APA StyleMamede, J., Macedo, D. F., Maceiras, A., & Silva, A. P. (2022). Reinforcement of the Ceramic Matrix of CaO-ZrO2-MgO with Al2O3 Coarse Particles. Ceramics, 5(1), 148-160. https://doi.org/10.3390/ceramics5010013