1. Introduction
Very few manufacturing companies have so far been able to harness the potential of Industry 4.0 [
1,
2,
3,
4] to strengthen the companies’ competitiveness, e.g., in the form of sustainability and resilience [
5,
6,
7]. Systemic relations are one of the main characteristics of Industry 4.0 solutions [
8]. The potential of these solutions is challenging to predict upfront as it may require that several prospective solutions be considered concurrently [
9]. The complexity that this entails is significant, as it may involve relations between several operations and across manufacturing systems, sister plants, and organizational boundaries [
4,
9]. For instance, if a company wants to track overall equipment effectiveness throughout the factory to create transparency, optimize operations, and eventually also use this information to, e.g., plan the production, such applications must, early in the process, consider both technical and human aspects. The complexity and uncertainty arising in the innovation process from systemic relations introduce a dynamic environment where learning throughout the innovation process is needed to progress [
10].
One explanation for the scattered and hesitant development of research on process models for manufacturing innovation in the context of Industry 4.0 is found in the fact that existing foundational models of manufacturing innovation are developed for steady-state conditions. Under such conditions, the underlying cause-and-effect relationships are either apparent or analyzable, and the process of solving the problem is a matter of executing a pre-specified project plan. Existing process models, thereby, do not consider the complexity and uncertainty related to Industry 4.0, which puts forth other requirements for the innovation process, e.g., incorporating learning and continuously adapting to changes [
10]. Therefore, the usefulness of existing process models for manufacturing innovation is limited in this context [
11].
An innovation process generally consists of three phases aiming to transform an idea into an operable solution, creating value for the company. The three phases are front-end, development, and implementation [
12,
13,
14]. In the front-end phase, problem understanding is initiated, and ideas to solve the problem are generated and refined. In the development phase, the problem is further understood and solved by a solution implemented in the last phase, implementation [
12,
15]. However, existing models for manufacturing development have mainly focused on activities related to the development phase, in particular problem-solving activities through design engineering, and have disregarded activities such as idea generation and thereby may have disregarded important interrelations between the phases of the innovation process [
15,
16,
17,
18,
19,
20].
The lack of models explicitly developed to address manufacturing innovation in the context of Industry 4.0 creates a significant gap in our understanding, as the advancement of knowledge and operational insight of the new manufacturing paradigm depends on conceptual models’ ability to explain and communicate its core principles. Models serve as explanatory frameworks that help communicate the understanding of a phenomenon, generate discussion, make predictions, provide visual representations of abstract concepts, and generate mental models [
11]. As such, models are essential for advancing and diffusing knowledge as they are the methods we follow to simplify and easily understand how to approach a matter. Hence, constructing conceptual models is often an essential part of the early development of a more generalized theory.
Consequently, the lack of conceptual models capable of explaining manufacturing innovation in the context of Industry 4.0 also affects the ability to generate coherent operational understandings of the benefits of Industry 4.0 and how to obtain these [
21]. The vagueness and uncertainty in the objective of Industry 4.0 impact companies’ ability to initiate and manage the innovation process of Industry 4.0 projects [
2]. In contrast to the implementation of other manufacturing principles (e.g., Lean practices), where companies are guided by detailed models and manuals on how to implement each element and know which benefits to expect from it, such specificity does not exist for Industry 4.0 implementation and the derived benefits are difficult to predict [
2,
22]. To further facilitate the implementation of Industry 4.0, new process models must be developed to understand how to approach this type of manufacturing innovation. This need for knowledge development is the driving force behind the research presented in this article. Hence, we explore the question:
How can a process model be designed to support manufacturing innovation in the context of Industry 4.0? To answer this question, this article presents a case study of developing a comprehensive Industry 4.0 solution and identifies key characteristics of the emerging process model. The process involves converting a manufacturing system from mass production to one-of-a-kind production by exploiting Industry 4.0 technologies. Based on the case study findings, we propose a heuristic model of an innovation process for manufacturing innovation.
The remaining part of this article is structured as follows:
Section 2 presents research results related to the topic of this article,
Section 3 presents the research methodology,
Section 4 presents the empirical findings from the case study and the heuristic model inferred from the case study,
Section 5 presents a discussion of the results, and lastly
Section 6 concludes on the research.
2. Related Research
Before we can start conceptualizing an appropriate innovation process for manufacturing innovation in the context of Industry 4.0, we must understand more in-depth what the term ‘manufacturing innovation’ means.
While researchers agree that manufacturing innovation requires substantial changes to the manufacturing system, the definition of manufacturing innovation diverges. For instance, Chaoji and Martinsuo [
23] define a manufacturing innovation as replacing an existing manufacturing technology with a radically novel and different technology. Instead of focusing on the capabilities of the solution, Yamamoto and Bellgran [
13] define a manufacturing innovation based on its newness and, thereby, as a new solution to the industry. Bessant [
24] argues that “
optimal production is the prime motive in manufacturing innovation: it represents a combination of desirable objectives such as labour saving, raw material saving, time saving, cost saving and quality improvement” (pp. 125–126). This definition represents a perspective on how introducing new manufacturing technologies can help improve the performance of the existing manufacturing system. One of the leading contemporary avenues of manufacturing innovation is the digitalization of the manufacturing system, which in its industrial application is also referred to as Industry 4.0 [
1]. The vision of Industry 4.0 is to create paperless manufacturing systems that, for instance, can manufacture customized products at a cost competitive to mass production [
25,
26]. In the Industry 4.0 manufacturing system, processes across the manufacturing system are interlinked through automatic data exchange, which imposes automatic control of processes that would otherwise have been managed manually. These solutions are enabled through Industry 4.0 technologies such as collaborative robots, 3D printing, and the Industrial Internet of Things [
25,
27,
28].
The fulfillment of the Industry 4.0 vision requires radical changes in current manufacturing systems, increasing the inherent complexity, and as a result, necessitates an in-depth understanding of how to manage manufacturing innovation in an Industry 4.0 context [
1,
28,
29,
30]. Research on project management in the context of Industry 4.0 has, for instance, explored the required competencies for project management [
31] and critical success factors [
32] to understand how to approach manufacturing innovation for Industry 4.0. However, project management focuses on the administrative principles of transforming an idea into an operable solution. In the following section, we therefore focus on research on innovation process models.
Process Models Designed for Manufacturing Innovation
When focusing on the literature specifically about process models designed for manufacturing innovation, we find only a limited number of contributions. Amongst those models, most are developed with a specific application in mind, such as flexible manufacturing systems [
15], specific industries like transport, semiconductors, and continuous process industries [
33,
34,
35], or radical shifts of core manufacturing technology [
23]. Such process models provide an inspirational backdrop for understanding which design is needed for a process model. Nevertheless, the fact that they are all designed with particular applications in mind limits their transferability to Industry 4.0. For instance, the systemic relations of the manufacturing innovation for Industry 4.0, both to the existing manufacturing system and future extensions of the manufacturing innovation, impose a high level of complexity on the innovation, which is highly affected by the individual company’s manufacturing system. Therefore, the solution must be built specifically for the manufacturing company’s objective in many cases, so innovating for Industry 4.0 requires process models that can create manufacturing innovations where applications are uncertain and often complex. Therefore, it should incorporate a learning journey where the manufacturing company learns and understands its objectives for the solution [
36].
Rather than looking at process models designed with specific applications in mind, we must rely on more generalizable models for manufacturing innovation, of which only a few examples can be found in existing research (e.g., [
17,
18,
19]). Säfsten [
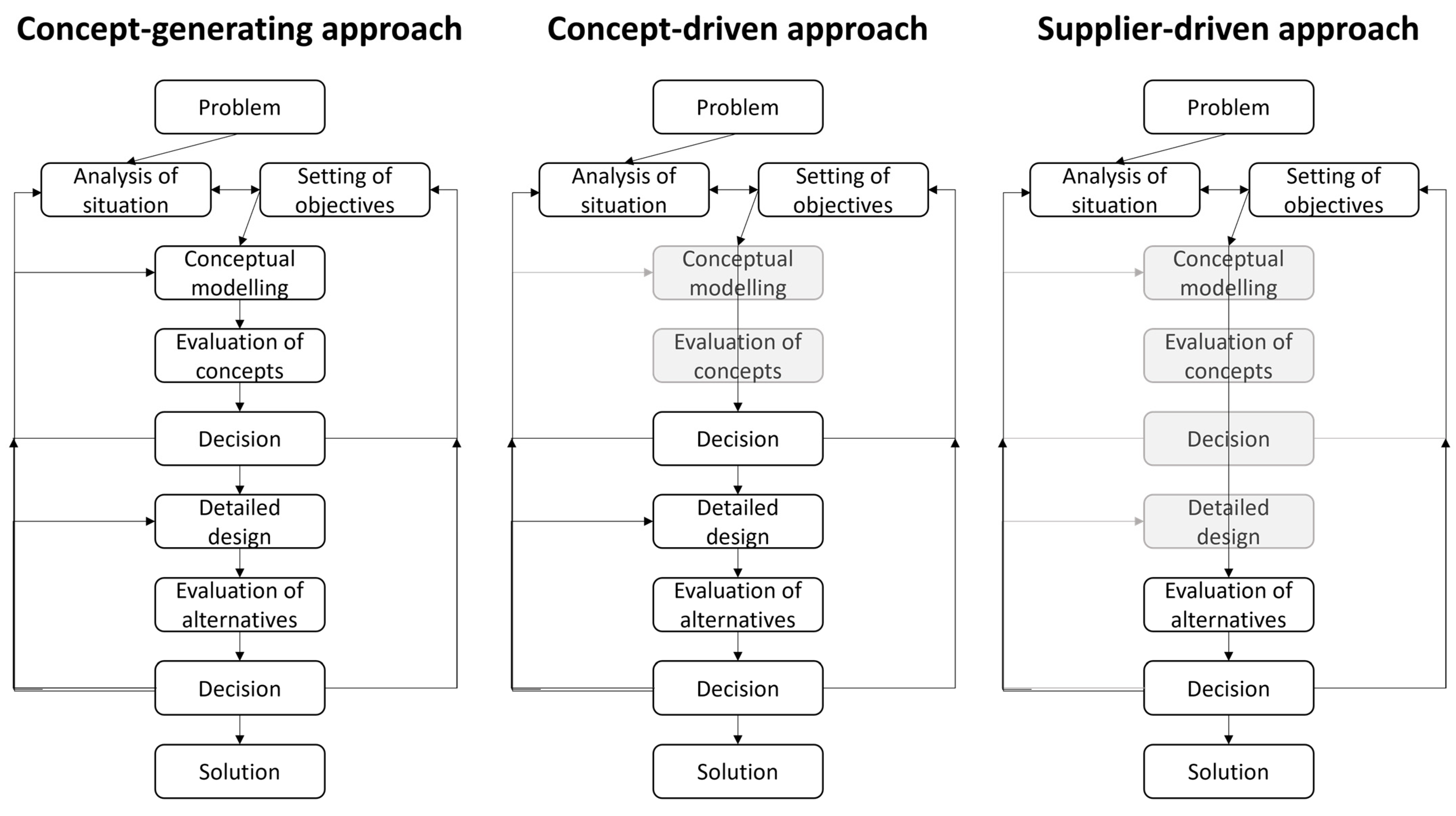
37] condenses several of these contributions into three generic process models for manufacturing innovation: a concept-generating process model, a concept-driven process model, and a supplier-driven process model. Each of the three models starts with the same three steps: (a) problem identification, (b) analysis of the situation, and (c) setting of objectives. In practice, this implies that the problem being defined upfront controls the process, thereby assuming a stable and transparent environment. A problem could, for instance, be a low degree of flexibility in the manufacturing system and, thereby, a wish to increase the level of flexibility enabled by Industry 4.0 technology. The situational and contextual specificities affecting the problem are analyzed to understand the problem, and based on this, the objectives of the solution can be defined. From here on, the three process models diverge.
The concept-generating process may be used when a company wants to introduce a new manufacturing concept [
19]. Therefore, the next steps in this process focus on constructing a conceptual design of the manufacturing concept. Once the conceptual design is determined, a detailed design is created, and a final decision on which solution to carry out is made. Since the process model relies on exploring opportunities for new concepts, it can be expected that the solutions coming out of this process are radical manufacturing innovations that are new to the industry.
In contrast, the concept-driven process is controlled by an existing, known design, making a new conceptual design unnecessary. In this process, the conceptualization steps are skipped, and after setting the objectives of the solution, a detailed design is constructed, and a solution is determined. This process is the most frequently applied in the industry [
19]. This type of process is expected to result in an incremental manufacturing innovation that is new to the company since the solution relies on an existing design.
In the supplier-driven process, parts of the process (sometimes all of it) are outsourced to a supplier [
19], meaning the manufacturing company is only involved at the beginning and the end of the process, i.e., in defining the problem to be solved and deciding which solution to implement based on the supplier’s proposals. The newness of the innovation resulting from this type of process depends on whether the solution relies on a new or existing concept adapted to the company’s problem. An overview of the design of the three types of processes is illustrated in
Figure 1.
As we can see from the first phases of the process models, all three models rely on the assumption that the problem to be solved can be defined, the situation is analyzable, and that, based on this, objectives for the solution can be determined upfront. However, following the argumentation that manufacturing innovations for Industry 4.0 are often highly complex and uncertain, defining and analyzing the problem to be solved is not possible upfront but should be performed continuously throughout the process as understanding the problem improves [
10]. Furthermore, the overall process design in all three models is linear. The linearity is generated by focusing on the efficient execution of the objectives based on the analysis of the situation. However, the inherent complexity in manufacturing innovations for Industry 4.0 requires more iterative process models to accommodate the appropriate exploration [
10].
All three process models focus on greenfield development, which assumes no integration issues related to legacy technology in the existing organization. In practice, however, most manufacturing innovations in the context of Industry 4.0 are adding to existing manufacturing systems. Therefore, it is central to understand how to integrate new technologies with the existing manufacturing set-up. While it is already acknowledged that different manufacturing innovations exist, which may be an addition to an existing manufacturing system (see, e.g., Yamamoto and Bellgran [
13]), process models that consider this are needed.
This brief evaluation of the three generic process models for manufacturing innovation illustrates the shortcomings of existing models in addressing the complexity and uncertainty related to Industry 4.0 and calls for the development of models and methods explicitly tailored to manage manufacturing innovation for Industry 4.0. Such models and methods are essential to advance the research area to understand how to approach it.
3. Methodology
The number of successful cases of manufacturing innovation for Industry 4.0 is minimal, which challenges the availability of an empirical foundation for this research. Therefore, we select what Yin [
38] calls a ‘critical case’ to establish the empirical foundation. The case is a single case study of a manufacturing company that had success with an innovation process for manufacturing innovation in the context of Industry 4.0. Even though the generalizability of a single case study can be limited, the selected case provides state-of-the-art knowledge on the innovation process for transforming a manufacturing system to Industry 4.0. Such insights are highly valuable under circumstances of limited experience in industry.
The research approach has the overall purpose of theory generation [
39,
40] and will support our purpose of developing a process model for manufacturing innovation in the context of Industry 4.0. To answer our research question, we have selected a case based on five selection criteria:
The process should be closely related to the industry to reflect the industry’s requirements for an innovation process, ensuring relevance to industry practice.
A manufacturing innovation should be constructed to study the process of creating such innovation.
The focus must be on Industry 4.0 and related technologies, as this is the context of the research.
The manufacturing innovation should reflect the inherent complexity and uncertainty in manufacturing innovation for Industry 4.0 to ensure that the process being studied can accommodate the inherent complexity and uncertainty related to manufacturing innovation for Industry 4.0.
The case should involve several phases of an innovation process to address interactions and relations between phases.
The analysis focuses on these aspects because of their relevance in explaining the nature of the innovation process to manufacturing innovation. This aptly serves the purpose of this study, which is to increase the knowledge of process models for manufacturing innovation for Industry 4.0.
3.1. Case Selection
The selected case is a manufacturing innovation project with the vision to transform a company’s manufacturing system from mass production to one-of-a-kind production enabled by technologies for Industry 4.0. The manufacturing company is a large Danish manufacturing company currently offering mass-produced products but wants to explore the possibilities for transforming the highly efficient but inflexible manufacturing system into one-of-a-kind production. The company’s existing products are produced from standardized product modules, which the company wants to utilize to offer product personalization and customization. The company wants to explore how to approach such an extensive transformation of the manufacturing system. It considers the project to be the initial work on a long-term strategy for manufacturing innovation.
The manufacturing innovation project consists of several partners, which, in addition to the manufacturing company, count two suppliers of Industry 4.0 technologies and university researchers, that all collaborate to develop a small-scale Industry 4.0 manufacturing system to deliver the envisioned manufacturing capabilities. The collaboration is expected to create valuable synergetic effects as the partners contribute with different experiences and perspectives to the project. Due to confidentiality, the company names cannot be disclosed.
This case was selected as it provides empirical insights into the process of designing, developing, and implementing an Industry 4.0 manufacturing system while at the same time accounting for limitations related to changing an existing manufacturing system supporting research on the innovation approach to manufacturing innovation for Industry 4.0 in a brownfield context.
3.2. Data Collection
This research is based on data collected through a data triangulation approach to construct the validity of our findings [
38,
41]. Data types include informal research, formal interviews, and technical demonstrations.
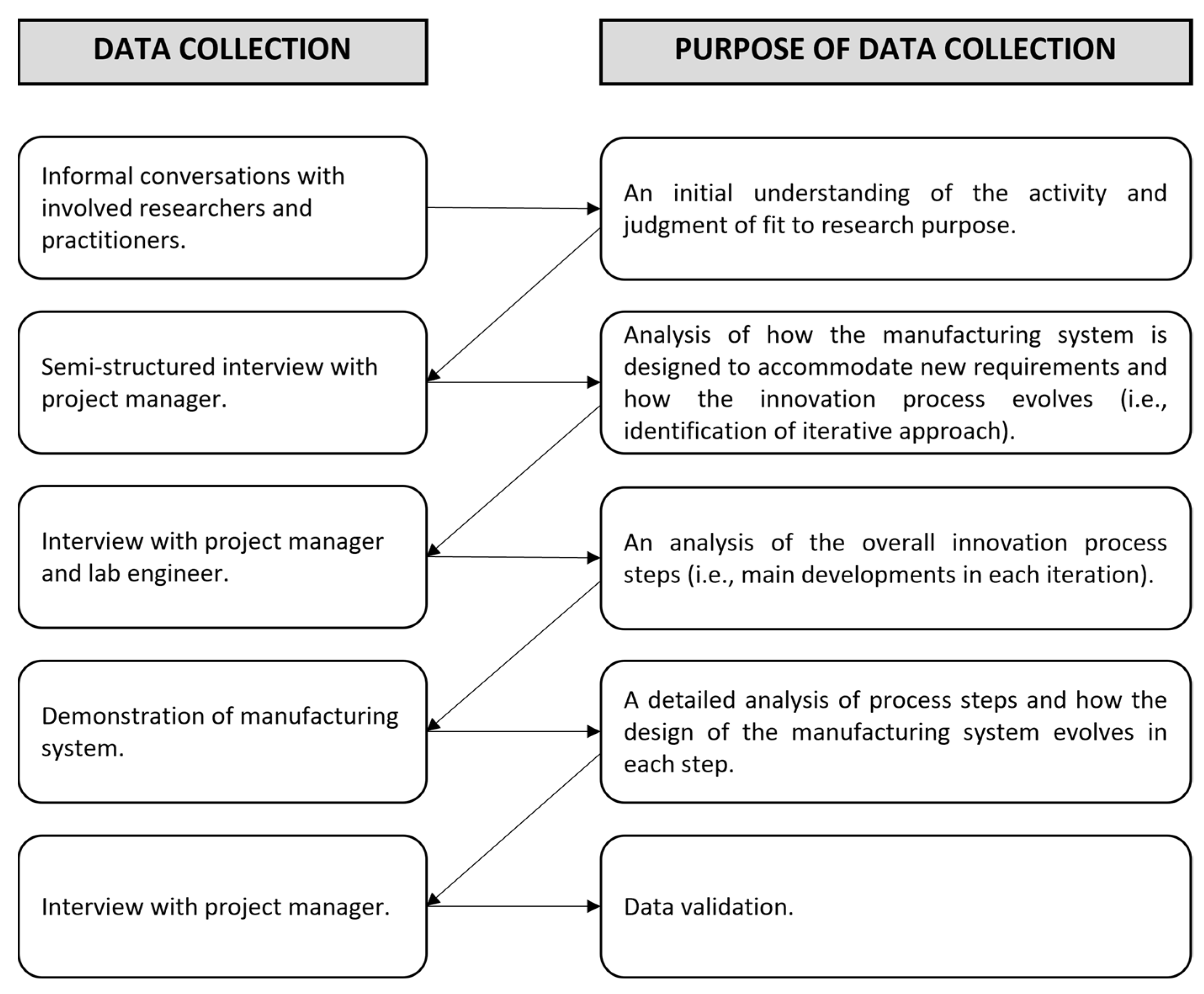
Table 1 below shows an overview of the three data types and their characteristics and purpose.
The data collection is initiated with a round of informal verbal research to establish the ‘prior art’ of the process in focus. It involves informal conversations with several of the researchers and practitioners involved in the framing of the process. The informal research aims to understand the idea behind the process and to judge if the process will serve our purpose of exploring how to design an innovation process for manufacturing innovation in the context of Industry 4.0.
Subsequently, three separate rounds of semi-structured interviews are carried out. First, the project manager is interviewed to gain insight into the process and its objective, activities, and results. The interview establishes the baseline of how the objectives of product customization are addressed and how decisions are made regarding how to respond to these objectives in the build-up of the Industry 4.0 manufacturing system. The interview is semi-structured to ensure that it stays within the subject of analysis while simultaneously allowing the conversation to naturally segue into topics brought up by the interviewee [
42,
43]. In the second round, interviews are conducted with the project manager and the lab engineer, who have central roles in the process. The purpose of these interviews is to clarify the composition and progress of the process. The answers from the first round of interviews inspire the interview guide for the second round of interviews.
After the first two rounds of interviews, we engage in technical demonstrations of the process results. It allows us to gather visual data through first-hand observations and gain tactile experience of the innovations. Such data help document detailed understandings of the manufacturing innovation, judging its viability and understanding the capabilities of the applied process.
Following Kvale and Brinkmann’s [
42] suggestion, we conduct a third and final round of interviews after categorizing, reducing, and structuring the data collected from the first interviews and observations into a preliminary process design. After mapping this data and inferring our conclusions, we conducted a re-interview with the project manager to validate our analysis and findings.
Figure 2 illustrates an overview of data collection activities and related purposes.
3.3. Analytical Approach
As
Figure 2 reflects, the data analysis is progressing with the data collection. In each step of the data collection, we analyze the applied process in the case based on theoretical concepts about an innovation process, e.g., type of problem solved, idea generation, how the process is managed, knowledge sharing, participants, progress, and the final manufacturing innovation. From these analyses, we infer a heuristic model of an innovation process for manufacturing innovation in the context of Industry 4.0.
4. Results
In this section, we present the empirical findings related to the innovation process and use this to design a process model. As previously described, characteristics of manufacturing innovations in the context of Industry 4.0, such as systemic relations to other manufacturing innovations and the existing manufacturing system, and the inherent complexity in the manufacturing innovation are correlated to the design of the innovation process. Therefore, the section starts with a focus on manufacturing innovation, presenting a description of the case and the transformation of the manufacturing system. These insights provide the foundation for understanding the design of the innovation process being applied in the case that is presented next. From this, we propose a heuristic model of an innovation process.
4.1. Case Description
In this case, the project partners collaborate to make an Industry 4.0 manufacturing system. The understanding of an Industry 4.0 manufacturing system is still immature, and experimenting with such a design can require many attempts, which may interfere with daily operations. Therefore, the transformation is carried out in a learning factory resembling the company’s existing manufacturing system, which does not interfere with operations. The learning factory is built on a FESTO Cyber-Physical Factory (CP Factory) didactic system with multiple additional technologies added to the system. It consists of several conveyor modules with attached manufacturing equipment such as sensors, drillers, robots, and quality check mechanisms, all of which can be reconfigured to fit the requirements of a new product. In this case, two conveyor modules are removed from the regular learning factory and used to build a new Industry 4.0 manufacturing system for the specific production case of the company.
The manufacturing company provides the objective of manufacturing innovation, which entails high complexity. As previously described, the transformation aims to construct an Industry 4.0 manufacturing system that can manufacture customized products based on a modular product structure by exploiting Industry 4.0 technologies while considering the limitations imposed by the existing mass-producing manufacturing system. Transforming a manufacturing system from manufacturing the same product in large quantities to manufacturing customized products is a difficult task, as the requirements and operations of the system differ significantly. For instance, in mass production, the manufacturing system can make the same operations several hundred times before a changeover is made and a new product is produced in large quantities. If the product is unique, the operations needed to produce two consecutive products in the queue may differ. Therefore, efficient changeovers may be needed to go from manufacturing the first product to the next.
The systemic relations in the manufacturing system that enable efficient manufacturing of the products highly complicate the introduction of the several (interrelated) manufacturing innovations needed to accommodate the goal in the case. The new manufacturing system should utilize Industry 4.0 technologies to integrate processes and manage the system with as little human interaction as possible to ensure low unit costs and strengthen the company’s competitiveness. In general, Industry 4.0 introduces a higher level of complexity to the manufacturing system as many elements are supposed to interact in a dynamic environment, and the systemic relations between the elements affect one another [
25,
44]. For instance, if the manufacturing system should have autonomous decision making, it requires that information about the customer’s order is translated into actions in the manufacturing system without human interference. The extensive transformation of the manufacturing system imposes a remarkable increase in the level of inherent complexity in the manufacturing system, which the innovation process must accommodate.
The manufacturing company’s equipment currently being used to manufacture mass-produced products is to be integrated into the new manufacturing system, manufacturing customized products to resemble the fundamental transformation the manufacturer will undergo. The potential challenges introduced by the product design could be identified using a customizable product structure built on the manufacturer’s modular product structure.
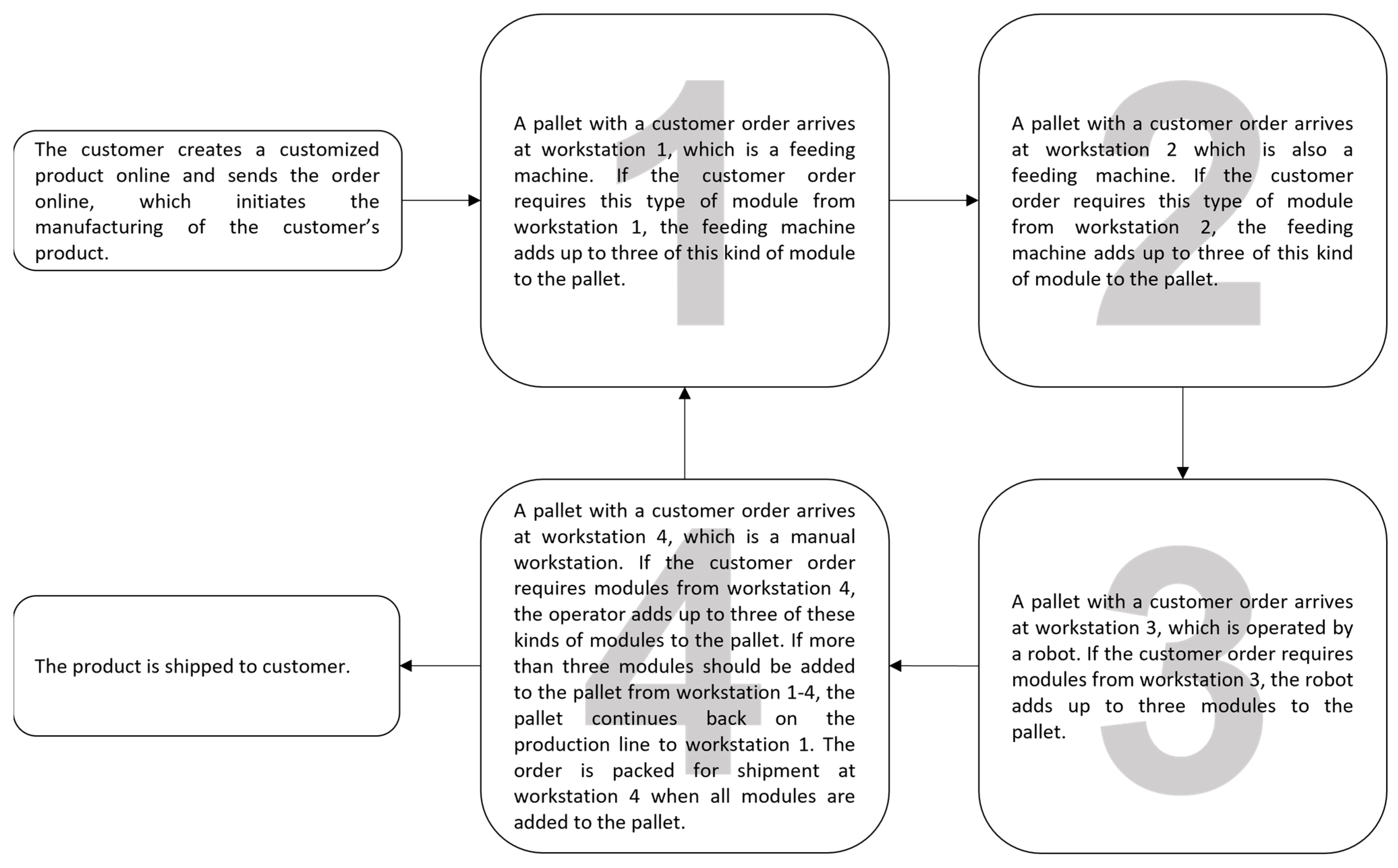
The manufacturing system resulting from the process includes a digital product configurator that customers can use to customize the product. Once the product configured by the customer is finalized, it is converted into an order, which is then entered into the enterprise resource planning (ERP) system. The ERP system releases the order to the manufacturing execution system (MES), which is responsible for the execution of the manufacturing. The MES is responsible for this since the manufacturing of customized products requires large amounts of data and information regarding the specifications of the manufacturing process, which vary between all products. These specifications must then be transferred into actions in the manufacturing system.
Product customization is possible in this case due to a modular product structure, which means the product is constructed of separate standardized modules that can be combined to fit the customer’s unique needs. Furthermore, the customer can personalize the decoration of one product module. The product is delivered unassembled to the customer, so no assembly work is required in the manufacturing system.
Pallets placed on the conveyor belts of the Festo CP Factory move the orders around in the manufacturing system. The system contains four workstations in total. Workstations 1 and 2 in the line are almost identical, as both contain a specialized feeding machine from the company; a robot operates workstation 3, and a human operates workstation 4 and is thus manual. If an order needs more than three modules from one workstation, the order will continue back to workstation 1 on the line after finishing at workstation 4. Re-entering the line will re-occur until all modules have been dispatched to the order.
Figure 3 illustrates the manufacturing process. Workstations 1 and 2 can each add one kind of module; workstation 3 can add four different kinds of modules, and workstation 4 can add six different kinds of modules.
4.2. The Innovation Process
The case is characterized by an iterative process where a rough design conceptualization is drawn up initially. After that, small iterations are conducted to generate, test, and refine the design continuously. Thereby, the understanding of solution requirements continuously evolves. The specificities of the solution cannot be defined upfront, which is why the objective is set very broadly at the beginning. The iterative process design allows for the build-up of knowledge about the complexity of the manufacturing system and, thereby, solution requirements and utilizes this knowledge to construct a suitable design.
The project is structured around monthly releases and weekly status meetings to share the knowledge obtained. Only project partners participate in the status meetings and monthly releases; however, short videos of the current design of the manufacturing system are distributed internally in the manufacturing company, and feedback from employees not involved in the project is used to improve the design continuously. Every release initially starts with rough conceptual designs of parts of the manufacturing system, which are tested and evaluated until the following month’s release. When anyone identifies problems or solutions that better fit the manufacturing system’s objectives, changes are adopted immediately, translating to a fast reaction time. In this way, the complexity of the solution is broken into smaller, more manageable parts.
The process consists of four iterations in which the manufacturing system is gradually constructed by increasing the level of complexity of the solution for each iteration, e.g., by increasing how much variety each workstation can manage autonomously or introducing new technology. Three aspects are built up continuously throughout the iterations. These are product customization, data exchange, and workstation design. ‘Product customization’ refers to the degree of customization the manufacturing system can handle. ‘Data exchange’ refers to the exchange of data throughout the manufacturing system and, thus, how many operations are initiated based on the customized design specifications. ‘Workstation design’ refers to how the workstations can manage the variety imposed by the customized product designs. An overview of the progress of the manufacturing system in all three aspects in each of the four iterations is presented in
Table 2.
The manufacturing innovation is not put into operation in the manufacturing company. For this reason, the implementation phase in the case disregards the absorption of the innovation to the shop-floor employees. However, early discussions are initiated on how the company can introduce the innovation to the employees who use it and ensure they will utilize its functionalities. Furthermore, some activities related to the implementation are considered. The process, for instance, considers the massive implications of transforming a mass-producing manufacturing system to manufacturing customized products. Also, the involvement of other employees in the manufacturing company through short videos and feedback activities is related to implementation.
4.3. Heuristic Modeling of Innovation Process for Industry 4.0
Based on the process that is applied in the case, we can now infer the characteristics of an innovation process for manufacturing innovation in the context of Industry 4.0:
The inherent complexity of manufacturing innovations for Industry 4.0 is affected by the systemic relations to legacy in the existing system and the relations to future innovations.
The iterative approach with continuous knowledge sharing divides the complexity of the manufacturing innovation into smaller parts that are easier to grasp and solve.
The process has similar steps as the models presented in Säfsten [
37]. However, they are conducted iteratively rather than sequentially. Therefore, e.g., activities related to implementation start early in the innovation process.
The iterative approach supports knowledge-building on manufacturing innovations for Industry 4.0.
To find the best solution, experimentation with different solutions is needed. The experiments can advantageously be carried out in a setting separated from but resembling the company’s actual operations to affect operations as little as possible.
These characteristics allow for proposing heuristic modeling of an innovation process suitable for manufacturing innovation in the context of Industry 4.0. This type of model is heuristic by nature as it may not be optimal but is nevertheless sufficient for reaching a close approximation of the process needs. Heuristics are particularly useful for finding a satisfactory solution, allowing approximation of model characteristics when finding an optimal solution is not possible. As such, heuristic process models can also promote theoretical progress [
45,
46].
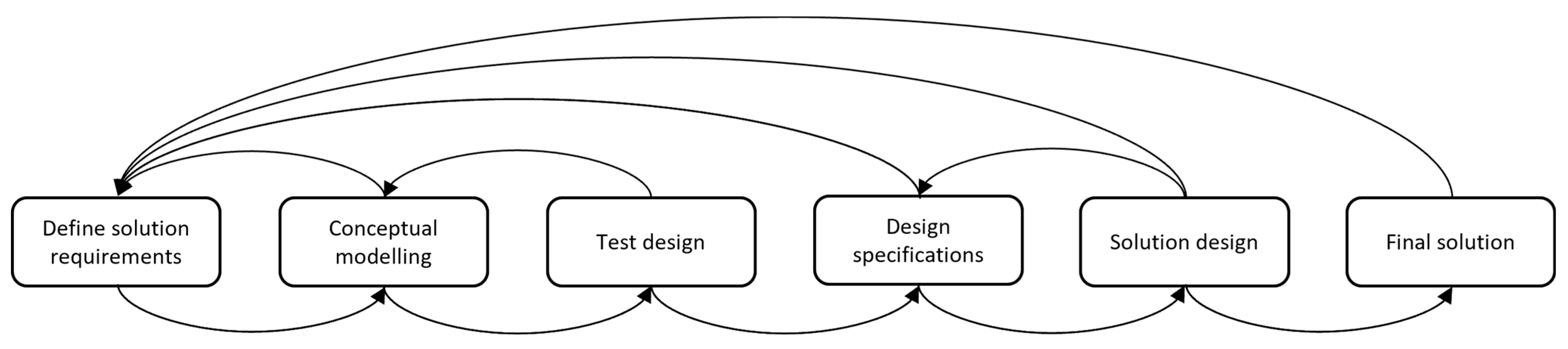
The proposed conceptual process model is illustrated in
Figure 4. The innovation process starts with defining as much of the problem as possible, recognizing that this will be a moving target throughout the project and needs re-conceptualization as knowledge increases. Next, conceptual modeling of the preliminary solution is conducted, which is tested in a natural or resembling manufacturing environment, such as a learning factory, before its design is evaluated.
The project team will continuously return to previous steps to re-evaluate based on the knowledge they have obtained. These alterations may be big or small, but they should be considered and adopted (if valuable) to ensure the best possible solution. Once the design of the solution is finalized and tested, the company can define the design specifications for the full-scale set-up, make a detailed design, and then reach the final solution, similar to the output generated by the three processes by Säfsten [
37]. Following these steps, the manufacturing innovation would have to undergo an implementation phase in the organization where the innovation is put into operation to create value. This part of the innovation process is left out of this model.
5. Discussion
According to Treagust et al. [
47], the two primary functions of models are their descriptive and predictive roles. A model’s descriptive role includes showing what an entity may look like and how it behaves, whereas a model’s predictive role includes using the model to make and test predictions. The model of manufacturing innovation developed in this article serves as a heuristic scheme (for issue enacting, problem finding, and problem-solving) that is effective enough to be taught to other people. The proposed process model is a simplified process for manufacturing innovation. Nevertheless, as the understanding of contemporary process models for manufacturing innovations is immature, there is a need to first describe and model the overall features of the innovation process before developing more detailed and predictive models. In this sense, the heuristic model proposed here serves as what is referred to by Johnson and Henderson [
48]:
An idealized view of how the system works.
The ontological structure of the system: the objects, their relationships, and their control structures.
The mechanism by which the users accomplish the tasks that the system should support [
43].
The need for creating and visualizing more iterative process models for manufacturing innovation in the context of Industry 4.0 has been stressed by several scholars to create an idealized view of how such a system works (e.g., [
27,
49,
50]). The general lack of knowledge of Industry 4.0 and the inherent complexity of these manufacturing innovations highly emphasizes this need. The innovation process developed and tested in the case fundamentally differs from the design of the three approaches by Säfsten [
37], which all rely on a linear process. Instead, this process is designed to consider the complexity and uncertainty related to Industry 4.0.
The process model presented in this article has activities similar to those presented in Säfsten [
37]. However, even though the objects (here, activities) may be similar, the relationships and control structures in the process models diverge. The solution objective and overall design are determined before constructing the detailed design in the linear process models. In contrast, the process presented in the case uses an iterative design where solution requirements evolve in iterations, shifting between understanding solution requirements and constructing the detailed design. Activities are, therefore, revisited continuously in the proposed model, whereas one activity should be finished before proceeding to the next activity in the linear processes.
A central mechanism of the proposed model is the ‘learning-by-doing’ approach, which differs from the ‘learning-before-doing’ approach used in the three traditional processes [
51]. The ‘learning-by-doing’ approach is needed as the operational understandings of Industry 4.0 are still immature, and combined with the complexity imposed by the systemic relations in the solution, it is necessary to make room for exploration in the innovation process to learn and anchor the solutions in the manufacturing system. The ‘learning-by-doing’ approach may involve several (failed) attempts, each of which will indicate what direction to proceed by making incremental changes to the solution [
36,
44,
52]. Hence, through iterations, the inherent complexity of the solution emerges, though several failed attempts may be necessary to get there. In addition to this, as the case study findings also confirm, the iterative process model supports the adoption of product customization enabled by the introduction of manufacturing innovations for Industry 4.0, which is one of the theoretical benefits of manufacturing innovation for Industry 4.0 [
53].
While the ‘learning-by-doing’ approach provides valuable insights into manufacturing innovation, building and testing the innovation directly in the manufacturing system may require inappropriate interference with daily operations. Thus, an alternative can be to experiment with the solution in an environment resembling the manufacturing system. It could, for instance, be on a production line that is not frequently used in the company. Another option could be to use a learning factory, like in this case, which is also expected to become a vital tool for Industry 4.0 learning [
51,
54,
55]. As this case also shows, experimenting with Industry 4.0 in a learning factory that resembles the company’s manufacturing system provides valuable insights into understanding the requirements of a complex solution. It allows room for experimentation and testing different solutions resembling a natural manufacturing environment [
51,
55]. Thus, developing the solution through iterations will remain the same, but an additional step will be needed to transform the design into the manufacturing system.
The small incremental changes introduced in a new iteration improve knowledge levels at a rate where the people actively engaged in the innovation process can improve their understanding of the problem and thus understand how to solve it. Therefore, people actively engaged in the innovation process may initially have superficial knowledge but will have a deep understanding of the problem and how to solve it as an outcome of several iterations [
36,
52,
56,
57]. This improvement in knowledge levels is valuable to the company as they often lack such competencies and constantly search for channels to develop these [
27,
58]. The applications of Industry 4.0 technologies are widespread, and finding courses that focus on the specific applications requested by the company may be challenging. Hence, companies tend to acquire competencies through recruitment [
59]. However, using an iterative innovation process as a mechanism for competence development, the employees spend time developing competencies that suit the company’s needs and support the adoption of Industry 4.0 [
60].
The managers in charge of adopting Industry 4.0 in a manufacturing company may start the transformation, seeking inspiration from best practices in other companies. However, such best practices do not yet exist [
2,
21], so the results presented in this article provide one of the first insights into the innovation process for manufacturing innovation in the context of Industry 4.0 for manufacturing companies. Industry practitioners are expected to find inspiration and guidance from the proposed process model to incorporate into their approach to adopting Industry 4.0.
6. Conclusions
The characteristics of manufacturing innovations in an Industry 4.0 context call for new process models for manufacturing innovation that are more flexible and iterative than previous approaches. In this article, we pose the question: How can a process model be designed to support manufacturing innovation in the context of Industry 4.0? To answer this question, we use a critical case of a manufacturing innovation project in the context of Industry 4.0 with a large Danish manufacturing company. From this case, we derive a process model for manufacturing innovation in the context of Industry 4.0, comprising six activities. The proposed process uses an iterative approach, shifting between activities to obtain the knowledge required for manufacturing innovation.
With this research, we contribute to the understanding of manufacturing innovation in the context of Industry 4.0 and the requirements this poses for the innovation process design and execution. We propose a heuristic model which allows for an approximation of how to navigate such characteristics. Through this model, we lay the foundation for both further theoretical progress on manufacturing innovation and operational insights useful for practitioners.
Further Research
The research presented in this article inspires several new pathways for further research to increase knowledge on how to approach manufacturing innovation for Industry 4.0.
The process model disregards the last activities in the innovation process related to the implementation and commissioning of the manufacturing innovation. Future research may, therefore, explore these activities and their interactions with the proposed process model. To further expand on the scientific status of the heuristic model, we encourage future research in testing and scientific theory building on the detailed aspects of the innovation process, such as activities supporting progress.
The process model is derived from a manufacturing innovation project focusing on adopting Industry 4.0 in a single case, which is a large manufacturing company. Further research may also test the applicability of the process model to enhance its generalizability, e.g., in small- and medium-sized manufacturing companies that may have other requirements for the process.
The heuristic model is derived from a brownfield manufacturing innovation adding to an existing manufacturing system. With this research, we contribute to the existing body of knowledge by proposing a model supporting brownfield manufacturing innovation. While most companies are expected to adopt Industry 4.0 through brownfield manufacturing innovation, some companies will also approach Industry 4.0 as greenfield. Therefore, future research may also explore the applicability of the model in a greenfield context.








{kind=link}
{kind=link}
{kind=link}
{kind=link}