
Liquid Smoke Treatment for Natural Fibers: The Effect on Tensile Properties, Surface Morphology, Crystalline Properties, and Functional Groups of Banana Stem Fibers


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Treatment Methods
2.2. Testing and Observation
2.3. Single Fiber Tensile Test
2.4. SEM Observation
2.5. FTIR and XRD Test
3. Results and Discussion
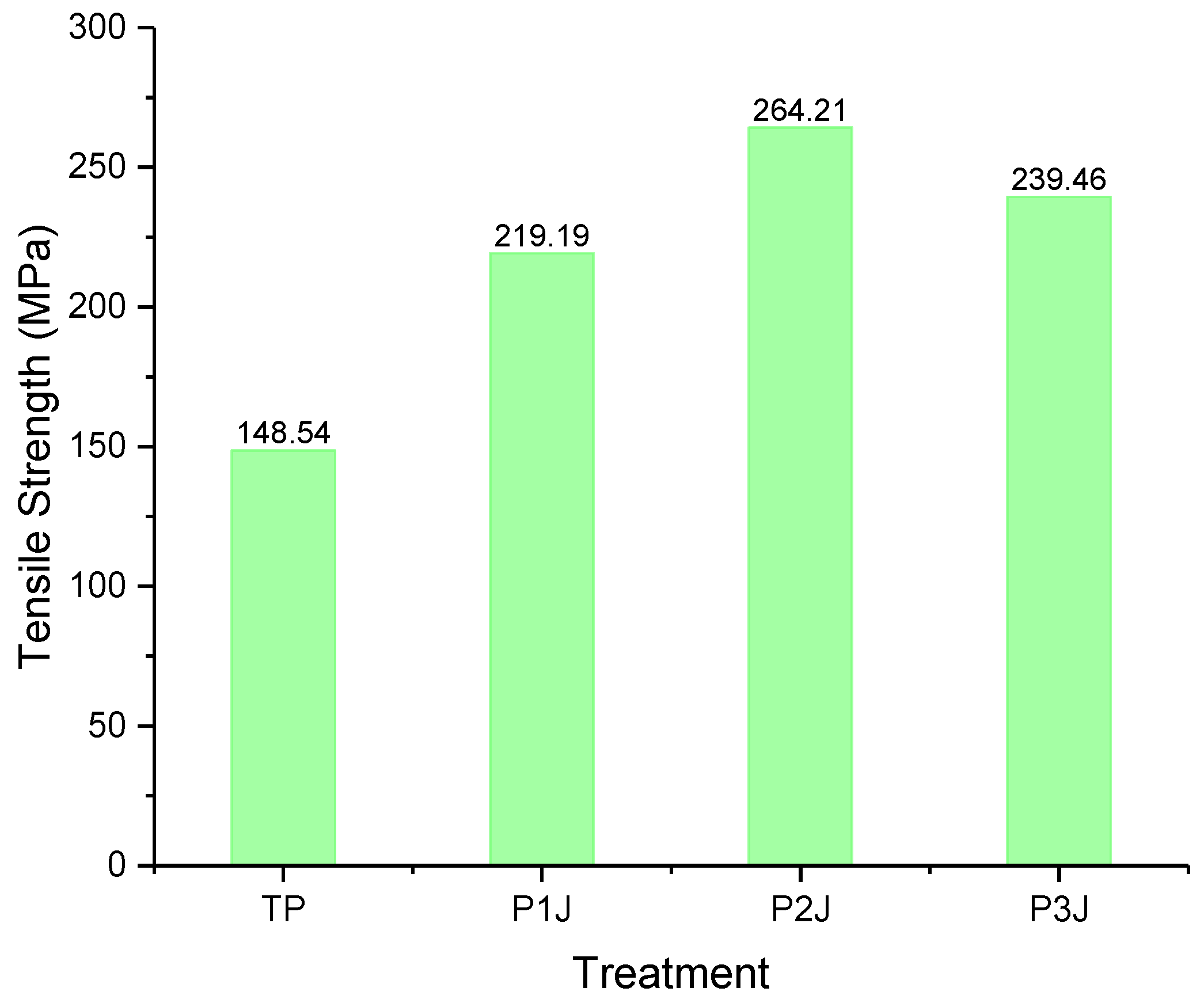
3.1. Effect of Liquid Smoke Treatment on Tensile Strength of Single Fiber
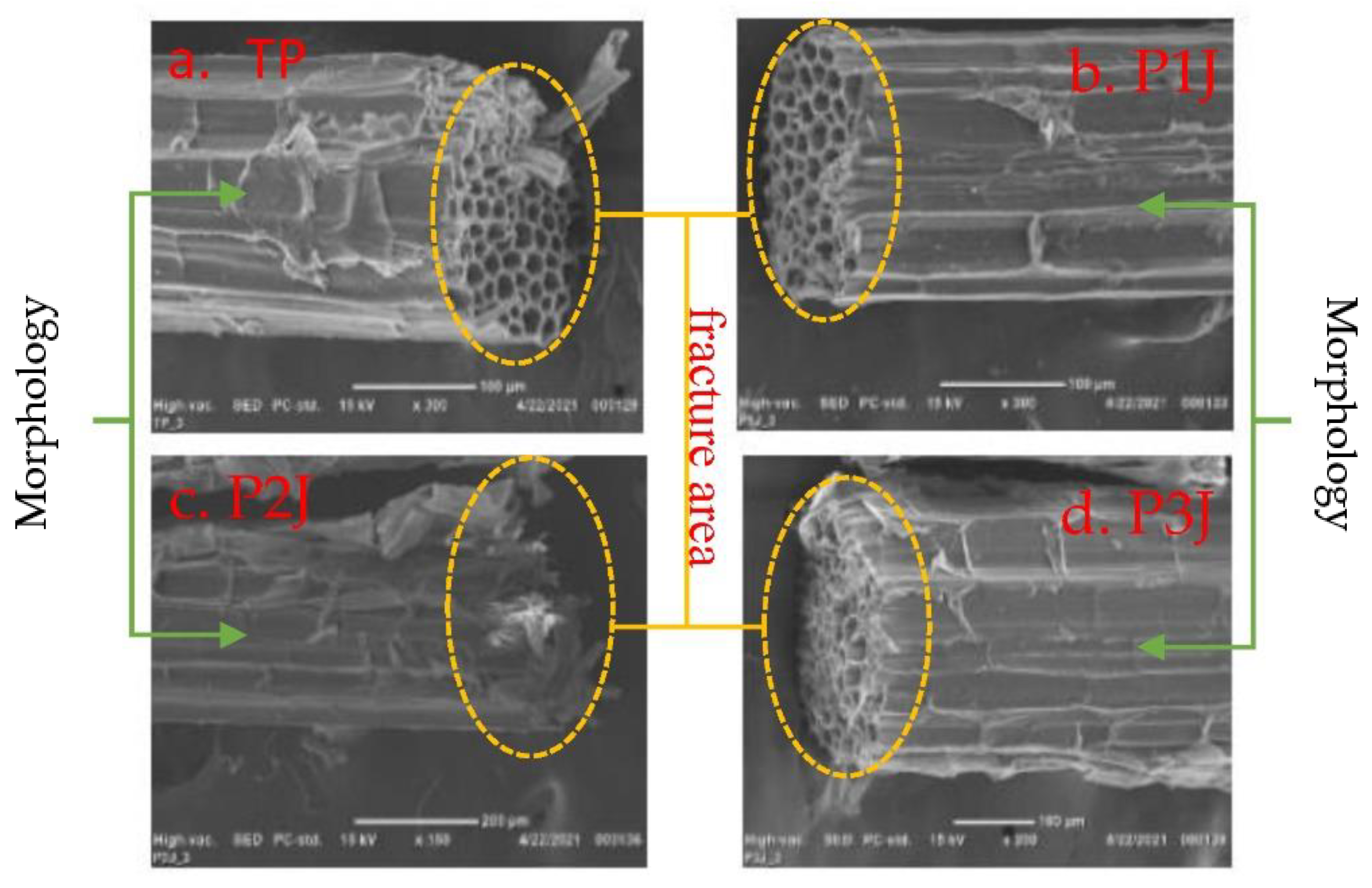
3.2. Effect of Liquid Smoke Treatment on Fiber Morphology
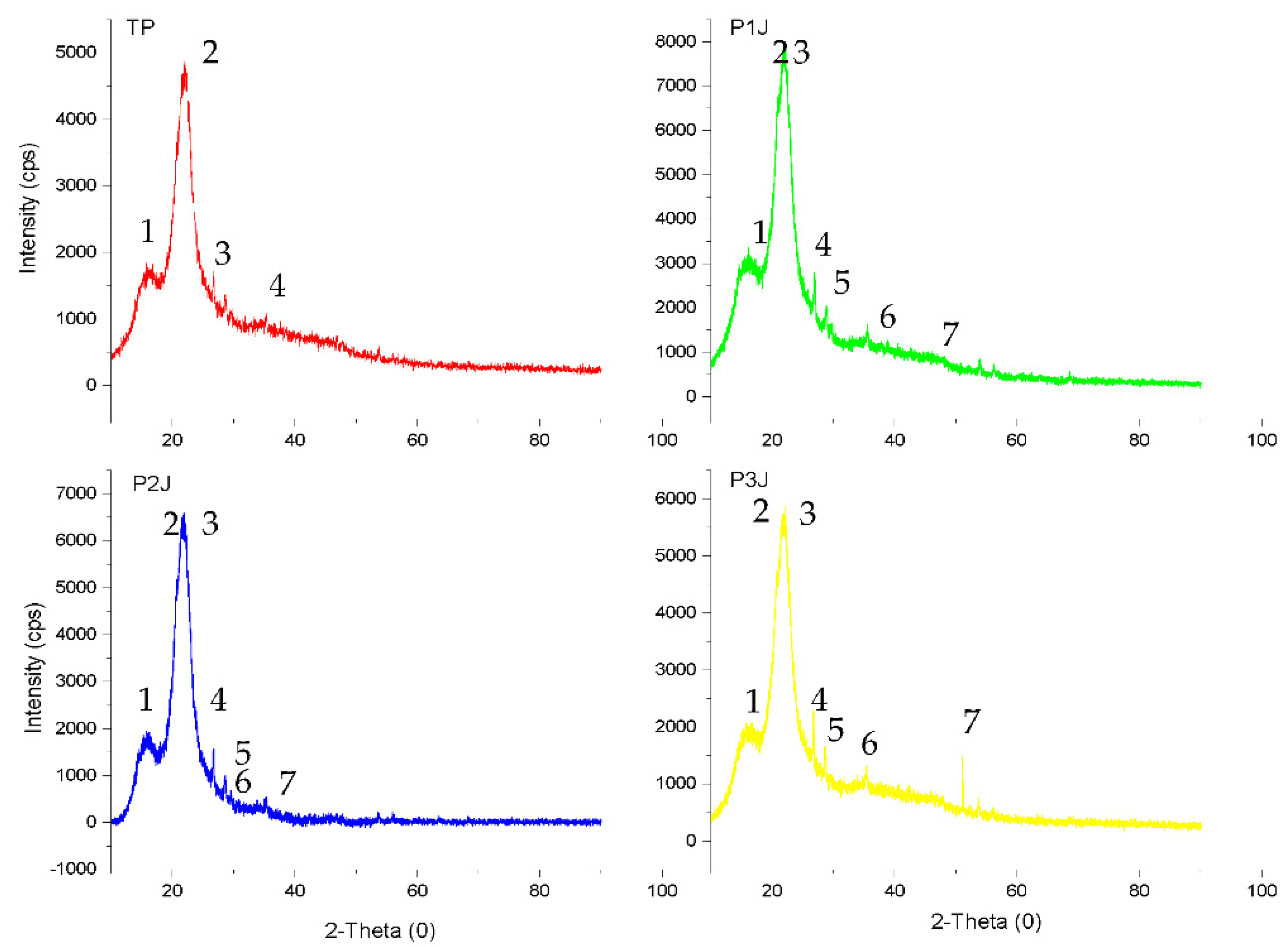
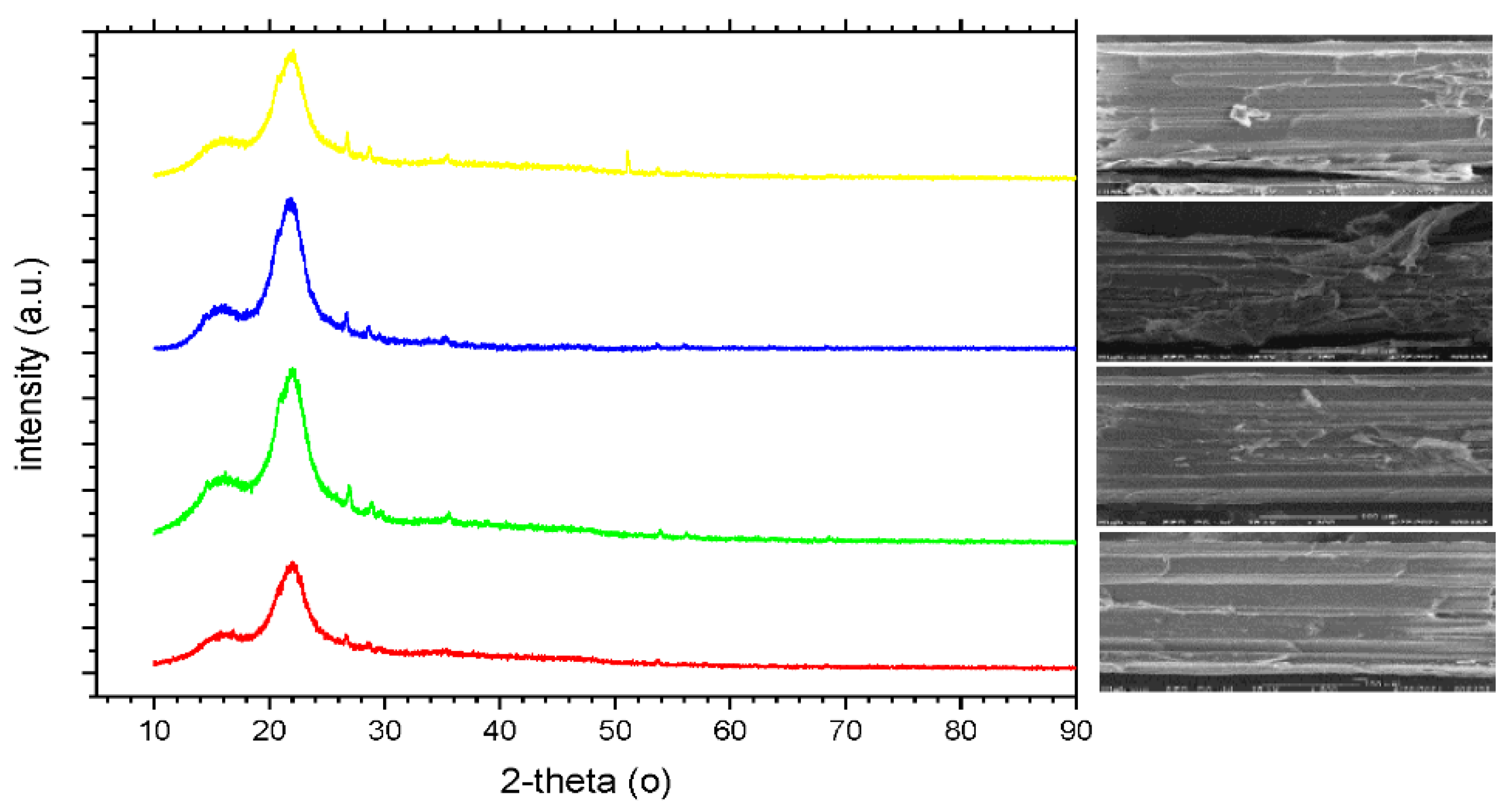
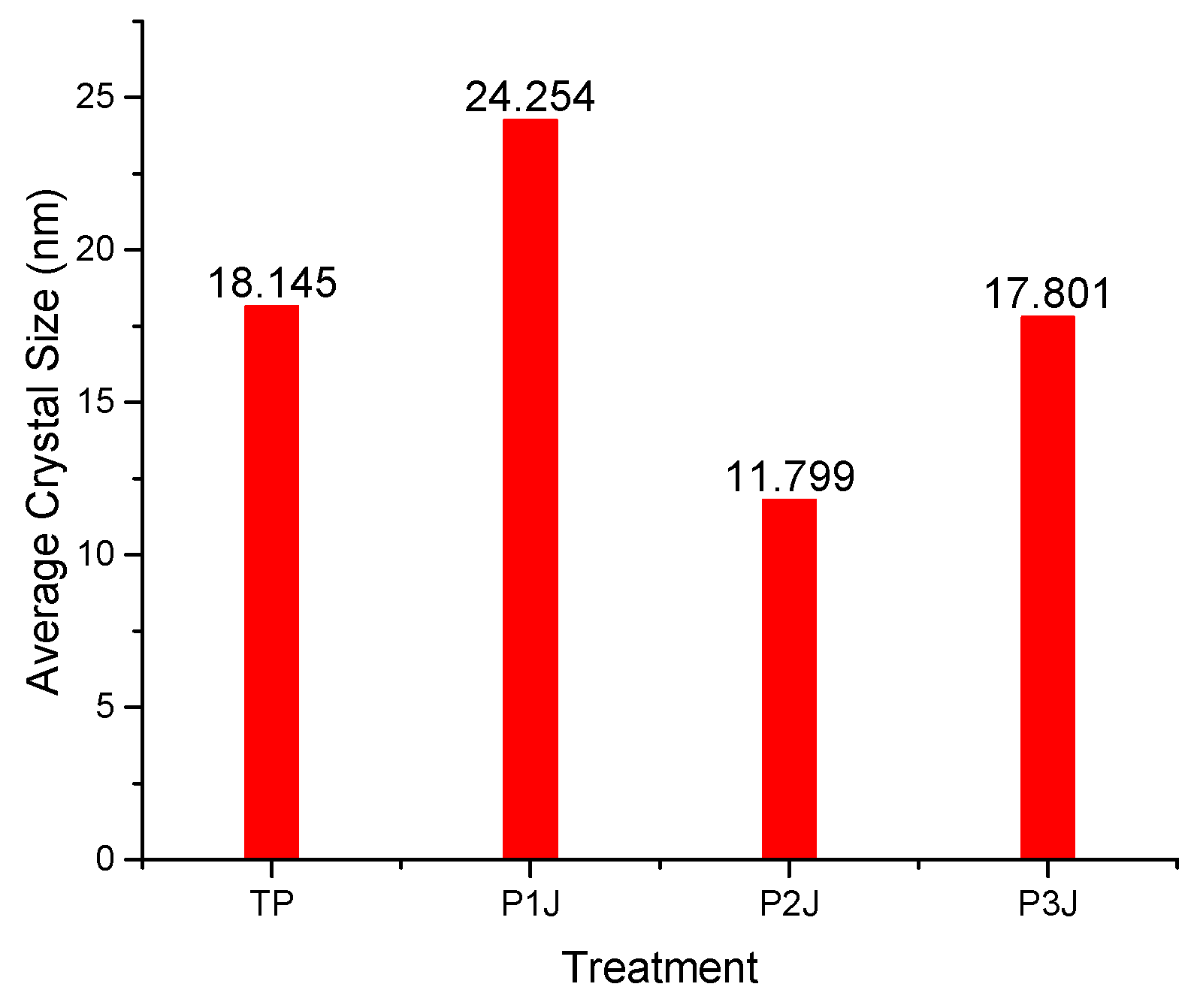
3.3. Effect of Liquid Smoke Treatment on Fiber Crystalline Properties
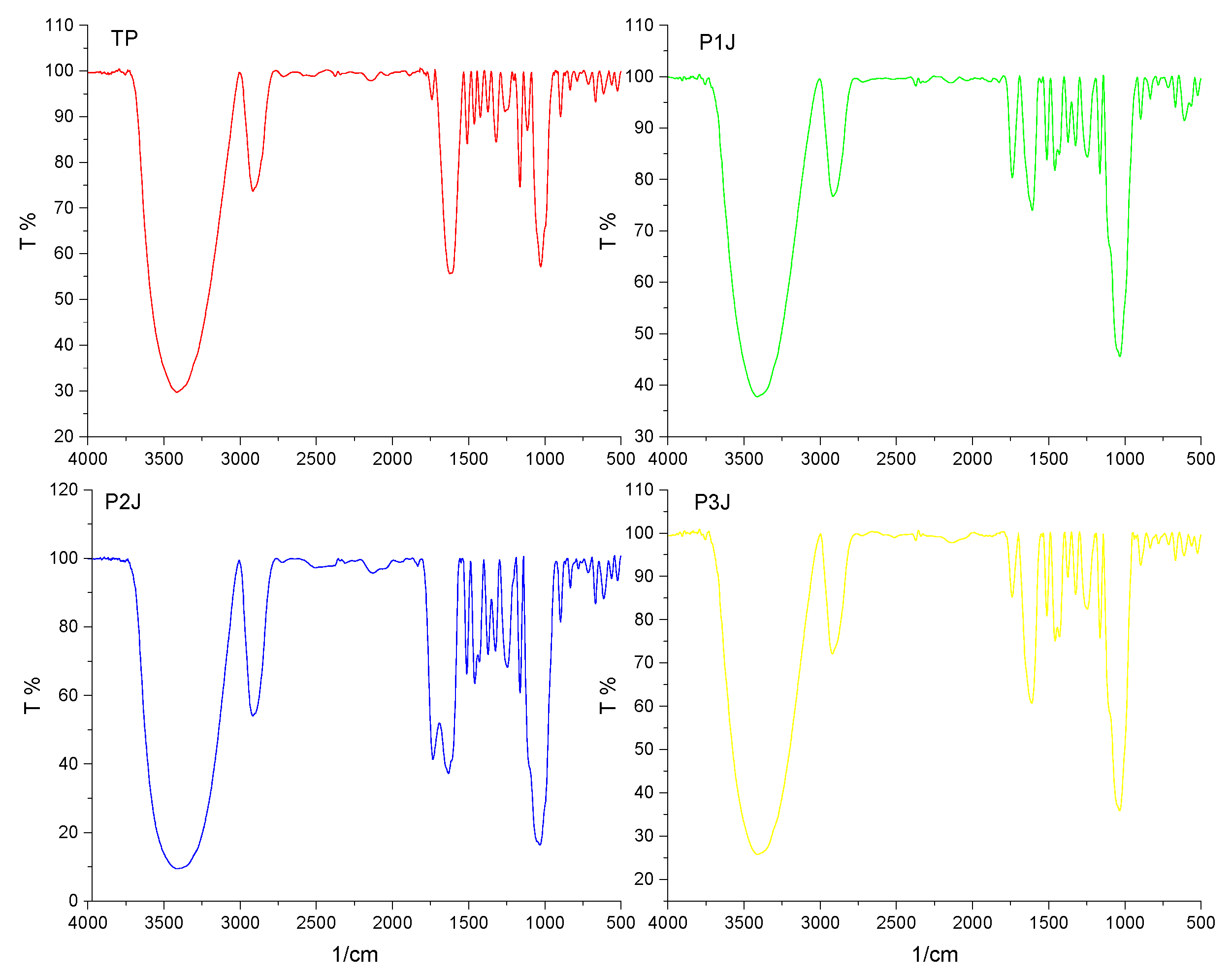
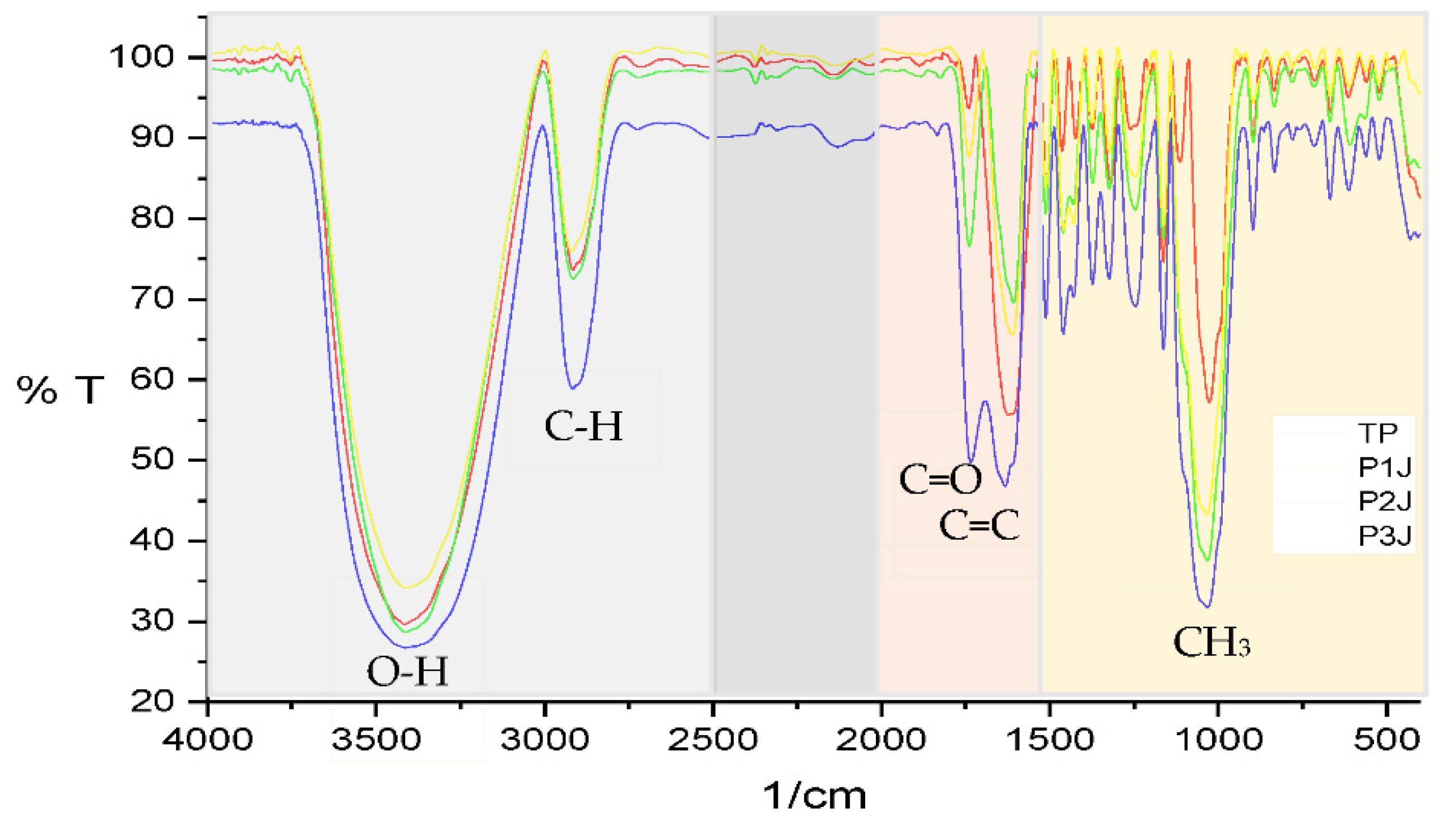
3.4. Effect of Liquid Smoke Treatment on Fiber Functional Groups
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Girijappa, Y.G.T.; Rangappa, S.M.; Parameswaranpillai, J.; Siengchin, S. Natural Fibers as Sustainable and Renewable Resource for Development of Eco-Friendly Composites: A Comprehensive Review. Front. Mater. 2019, 6, 226. [Google Scholar] [CrossRef]
- Alothman, O.Y.; Jawaid, M.; Senthilkumar, K.; Chandrasekar, M.; Alshammari, B.A.; Fouad, H.; Hashem, M.; Siengchin, S. Thermal characterization of date palm/epoxy composites with fillers from different parts of the tree. J. Mater. Res. Technol. 2020, 9, 15537–15546. [Google Scholar] [CrossRef]
- Narayana, S.L.; Narasimhamu, K.L.; Krishna, N.A.; Naidu, B.V.V.; Deekshith, C. Effect of chemical treatment on mechanical properties of fiber reinforced composites. Mater. Today Proc. 2022; in press. [Google Scholar] [CrossRef]
- Perera, H.J.; Goyal, A.; Alhassan, S.M. Morphological, Structural and Thermal Properties of Silane-treated Date Palm Fibers. J. Nat. Fibers 2022, 1–11. [Google Scholar] [CrossRef]
- Beber, V.C.; de Barros, S.; Banea, M.D.; Brede, M.; De Carvalho, L.H.; Hoffmann, R.; Costa, A.R.M.; Bezerra, E.B.; Silva, I.D.S.; Haag, K.; et al. Effect of Babassu Natural Filler on PBAT/PHB Biodegradable Blends: An Investigation of Thermal, Mechanical, and Morphological Behavior. Materials 2018, 11, 820. [Google Scholar] [CrossRef]
- Fatrozi, S.; Purwanti, L.; Sari, S.K.; Ariesta, M.N.; Marliyana, S.D. Properties of starch biofoam reinforced with microcrystalline cellulose from banana stem fiber. AIP Conf. Proc. 2020, 2237, 020054. [Google Scholar]
- Palungan, M.B.; Soenoko, R.; Irawan, Y.S.; Purnowidodo, A. Structure crystallization of cellulose king pineapple leafs fiber (agave cantala roxb) due to smoke fumigation. ARPN J. Eng. Appl. Sci. 2017, 12, 5721–5725. [Google Scholar]
- Muslimin, M.; Kamil, K.; Budi, S.A.S.; Wardana, I.N.G. Effect of liquid smoke on surface morphology and tensile strength of Sago Fiber. J. Mech. Eng. Sci. 2019, 13, 6165–6177. [Google Scholar] [CrossRef]
- Baskaran, P.G.; Kathiresan, M.; Senthamaraikannan, P.; Saravanakumar, S.S. Characterization of New Natural Cellulosic Fiber from the Bark of Dichrostachys Cinerea. J. Nat. Fibers 2017, 15, 62–68. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, L.; Xiong, C.; Peng, W. Effect of Different Surface Treatment for Bamboo Fiber on the Crystallization Behavior and Mechanical Property of Bamboo Fiber/Nanohydroxyapatite/Poly(lactic-co-glycolic) Composite. Ind. Eng. Chem. Res. 2015, 54, 12017–12024. [Google Scholar] [CrossRef]
- Muslimin, M.; Kamil, K.; Wardana, I.N.G. Cross-sectional texture of sago fiber due to liquid smoke treatment. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1125, 012114. [Google Scholar] [CrossRef]
- Mukhlis, M.; Budi, S.A.S.; Wardana, I.; Kamil, K. Liquid Smoke Potential Solution on Texture and Bonding Sago Fiber-Matrix. IOP Conf. Ser. Mater. Sci. Eng. 2019, 494, 012029. [Google Scholar] [CrossRef]
- Renreng, I.; Soenoko, R.; Pratikto; Surya Irawan, Y. Effect of Turmeric (Curcuma) Solution Treatment toward The Interfacial Shear Stress and Wettabilty of A Single Fiber Akaa (Corypha) on Epoxy Matrix. Int. J. Appl. Eng. Res. 2015, 10, 973–4562. [Google Scholar]
- Bondaris, P.M.; Soenoko, R.S.I.Y.; Irawan, Y.S.; Purnowidodo, A. The Effect of Fumigation Treatment Towards Agave Cantala Roxb Fibre Strength and Morfology. J. Eng. Sci. Technol. 2017, 12, 1399–1414. [Google Scholar]
- Fiore, V.; Scalici, T.; Nicoletti, F.; Vitale, G.; Prestipino, M.; Valenza, A. A new eco-friendly chemical treatment of natural fibres: Effect of sodium bicarbonate on properties of sisal fibre and its epoxy composites. Compos. Part B Eng. 2015, 85, 150–160. [Google Scholar] [CrossRef]
- Muslimin, M.; Kamil, K.; Budi, S.A.S.; Wardana, I.N.G. Effects of Liquid Smoke on the Chemical Composition and Thermal Properties of Sago Fiber. J. Southwest Jiaotong Univ. 2019, 54. [Google Scholar] [CrossRef]
- Palungan, M.B.; Muslimin, M. Tension Strength and Fiber Morphology of Agave Cantala Roxb Leaves due to Liquid Smoke Immersion Treatment. Adv. Mater. Sci. Eng. 2022, 2022, 4653384. [Google Scholar] [CrossRef]
- Mukhlis, M.; Hardi, W.; Mustafa, R. The Effect of Treatment of Coconut Fiber with Liquid Smoke on Mechanical Properties of Composite. E3S Web Conf. 2021, 328, 07010. [Google Scholar] [CrossRef]
- Palungan, M.B.; Soenoko, R.; Irawan, Y.S.; Purnowidodo, A.; Faculty, E.; Faculty, E.; Indonesia, M. Mechanical Properties of King Pineapple Fiber (Agave Cantula Roxb) As A Result of Fumigation Treatment. Aust. J. Basic Appl. Sci. 2015, 9, 560–563. [Google Scholar]
- Palungan, M.B.; Soenoko, R.; Gapsari, F. The effect of king pineapple leaf fiber (Agave Cantala Roxb) fumigated toward the fiber wettability and the matrix epoxy interlocking ability. EnvironmentAsia 2019, 12, 129–139. [Google Scholar] [CrossRef]
- Palungan, M.B.; Soenoko, R.; Irawan, Y.S.; Purnowidodo, A. The Effect of Fumigation Toward the Engagement Ability of King Pineapale Leaf Fibre (Agave Cantala Roxb) with Epoxy Matrix. ARPN J. Eng. Appl. Sci. 2016, 11, 8532–8537. [Google Scholar]
- Mardin, H.; Wardana, I.N.G.; Suprapto, W.; Kamil, K. Effect of Sugar Palm Fiber Surface on Interfacial Bonding with Natural Sago Matrix. Adv. Mater. Sci. Eng. 2016, 2016, 9240416. [Google Scholar] [CrossRef]
- Husen, M.; Balfas, M.; Kamil, K. Surface morphology and interfacial bonding between palm fiber treated with sea water and sago matrix. ARPN J. Eng. Appl. Sci. 2016, 11, 13681–13685. [Google Scholar]
- Mardin, H.; Wardana, I.N.G.; Kusno, K.; Wahyono, S. Sea Water Effects on Surface Morphology and Interfacial Bonding of Sugar Palm Fiber to Sago Matrix. Key Eng. Mater. 2016, 724, 39–42. [Google Scholar] [CrossRef]
- Mardin, H.; Wardana, I.N.G.; Suprapto, W.; Kamil, K. Effects of Sugar Palm Fiber Immersed in Sea Water Toward the Palm Fiber Tensile Strength as a Composite Strengthen 1). Int. J. Appl. Eng. Res. 2015, 10, 17037–17045. [Google Scholar]
- Oladele, I.O.; Michael, O.S.; Adediran, A.A.; Balogun, O.P.; Ajagbe, F.O. Acetylation Treatment for the Batch Processing of Natural Fibers: Effects on Constituents, Tensile Properties and Surface Morphology of Selected Plant Stem Fibers. Fibers 2020, 8, 73. [Google Scholar] [CrossRef]
- Pouriman, M.; Caparanga, A.R.; Ebrahimi, M.; Dahresobh, A. Characterization of Untreated and Alkaline-Treated Salago Fibers (Genus Wikstroemia Spp.). J. Nat. Fibers 2017, 15, 296–307. [Google Scholar] [CrossRef]
- Herlina Sari, N.; Wardana, I.N.G.; Irawan, Y.S.; Siswanto, E. Characterization of the Chemical, Physical, and Mechanical Properties of NaOH-treated Natural Cellulosic Fibers from Corn Husks. J. Nat. Fibers 2017, 15, 545–558. [Google Scholar] [CrossRef]
- Sari, N.H.; Wardana, I.N.G.; Irawan, Y.S.; Siswanto, E. Physical and Acoustical Properties of Corn Husk Fiber Panels. Adv. Acoust. Vib. 2016, 2016, 5971814. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Huang, L.; Kasal, B. Effect of alkali treatment on microstructure and mechanical properties of coir fibres, coir fibre reinforced-polymer composites and reinforced-cementitious composites. Constr. Build. Mater. 2016, 112, 168–182. [Google Scholar] [CrossRef]
- Valášek, P.; Müller, M.; Šleger, V.; Kolář, V.; Hromasová, M.; D’Amato, R.; Ruggiero, A. Influence of Alkali Treatment on the Microstructure and Mechanical Properties of Coir and Abaca Fibers. Materials 2021, 14, 2636. [Google Scholar] [CrossRef]
- Syafri, E.; Jamaluddin; Harmailis; Umar, S.; Mahardika, M.; Amelia, D.; Mayerni, R.; Rangappa, S.M.; Siengchin, S.; Sobahi, T.R.; et al. Isolation and Characterization of New Cellulosic Microfibers from Pandan Duri (Pandanus Tectorius) for Sustainable Environment. J. Nat. Fibers 2022, 1–11. [Google Scholar] [CrossRef]
- Soatthiyanon, N.; Crosky, A. Characterisation of Elementary Kenaf Fibres Extracted Using HNO3 and H2O2/CH3COOH. Fibers 2022, 10, 63. [Google Scholar] [CrossRef]
- Gaba, E.; Asimeng, B.; Kaufmann, E.; Katu, S.; Foster, E.; Tiburu, E. Mechanical and Structural Characterization of Pineapple Leaf Fiber. Fibers 2021, 9, 51. [Google Scholar] [CrossRef]
- Astuti, R.F.; Aini, S.N. Liquid smoke application in latex as an environment-friendly natural coagulant. IOP Conf. Ser. Earth Environ. Sci. 2021, 926, 012052. [Google Scholar] [CrossRef]
- Winarni, I.; Gusmailina; Komarayati, S. A review: The utilization and its benefits of liquid smoke from lignocellulosic waste. IOP Conf. Ser. Earth Environ. Sci. 2021, 914, 012068. [Google Scholar] [CrossRef]
- Nurfadhila, S.; Hambali, E. Liquid Smoke from Coconut Shell Pyrolysis Process on Palm Surfactant Based Liquid Hand Soap. Int. J. Oil Palm 2022, 5, 50–57. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Notation | Code | Treatment |
|---|---|---|---|
| 1 | Without treatment | TP | Without |
| 2 | 1 h treatment | P1J | Liquid smoke grade (III) |
| 3 | 2 h treatment | P2J | Liquid smoke grade (III) |
| 4 | 3 h treatment | P3J | Liquid smoke grade (III) |
| No | Compounds | TP (%) | P1J (%) | P2J (%) | P3J (%) |
|---|---|---|---|---|---|
| 1 | SiO2 | 87 | 47 | 90 | 48 |
| 2 | C12H8 | 7.5 | 0 | 0 | 0 |
| 3 | H2O | 5.1 | 53 | 10 | 52 |
| 4 | Unknown | 0.4 | 0 | 0 | 0 |
| No | TP | P1J | P2J | P3J | ||||
|---|---|---|---|---|---|---|---|---|
| 2-Theta(deg) | Int. I(cps deg) | 2-Theta(deg) | Int. I(cps deg) | 2-Theta(deg) | Int. I(cps deg) | 2-Theta(deg) | Int. I(cps deg) | |
| 1 | 15.65(7) | 7267(156) | 15.60(5) | 373(109) | 15.82(5) | 7884(302) | 15.78(13) | 4110(1348) |
| 2 | 22.09(15) | 9094(111) | 21.20(4) | 4809(420) | 21.63(9) | 7351(4626) | 21.85(5) | 7510(703) |
| 3 | 26.72(3) | 86(9) | 22.21(6) | 5253(401) | 22.28(8) | 8134(269) | 23.30(7) | 4435(1797) |
| 4 | 34.80(3) | 665(39) | 26.96(4) | 247(20) | 26.72(13) | 271(17) | 26.77(16) | 120(6) |
| 5 | 28.91(6) | 68(15) | 28.57(10) | 1387(68) | 28.71(2) | 101(6) | ||
| 6 | 35.56(6) | 95(14) | 29.53(16) | 21(7) | 35.43(3) | 149(11) | ||
| 7 | 47.04(15) | 390(38) | 35.26(7) | 651(27) | 52.06(5) | 93(5) | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muslimin, M.; Rahim, M.; Seng, A.; Rais, S. Liquid Smoke Treatment for Natural Fibers: The Effect on Tensile Properties, Surface Morphology, Crystalline Properties, and Functional Groups of Banana Stem Fibers. Appl. Syst. Innov. 2022, 5, 94. https://doi.org/10.3390/asi5050094
Muslimin M, Rahim M, Seng A, Rais S. Liquid Smoke Treatment for Natural Fibers: The Effect on Tensile Properties, Surface Morphology, Crystalline Properties, and Functional Groups of Banana Stem Fibers. Applied System Innovation. 2022; 5(5):94. https://doi.org/10.3390/asi5050094
Chicago/Turabian StyleMuslimin, Mukhlis, Mustamin Rahim, Ahmad Seng, and Sandi Rais. 2022. "Liquid Smoke Treatment for Natural Fibers: The Effect on Tensile Properties, Surface Morphology, Crystalline Properties, and Functional Groups of Banana Stem Fibers" Applied System Innovation 5, no. 5: 94. https://doi.org/10.3390/asi5050094
APA StyleMuslimin, M., Rahim, M., Seng, A., & Rais, S. (2022). Liquid Smoke Treatment for Natural Fibers: The Effect on Tensile Properties, Surface Morphology, Crystalline Properties, and Functional Groups of Banana Stem Fibers. Applied System Innovation, 5(5), 94. https://doi.org/10.3390/asi5050094