
Surface Quality Related to Face Milling Parameters in 3D Printed Carbon Fiber-Reinforced PETG

 ,
,  , , and
, , and 
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Mechanical Properties
3.2. ANOVA Analysis of
3.3. Burr Height Response
4. Discussion and Conclusions
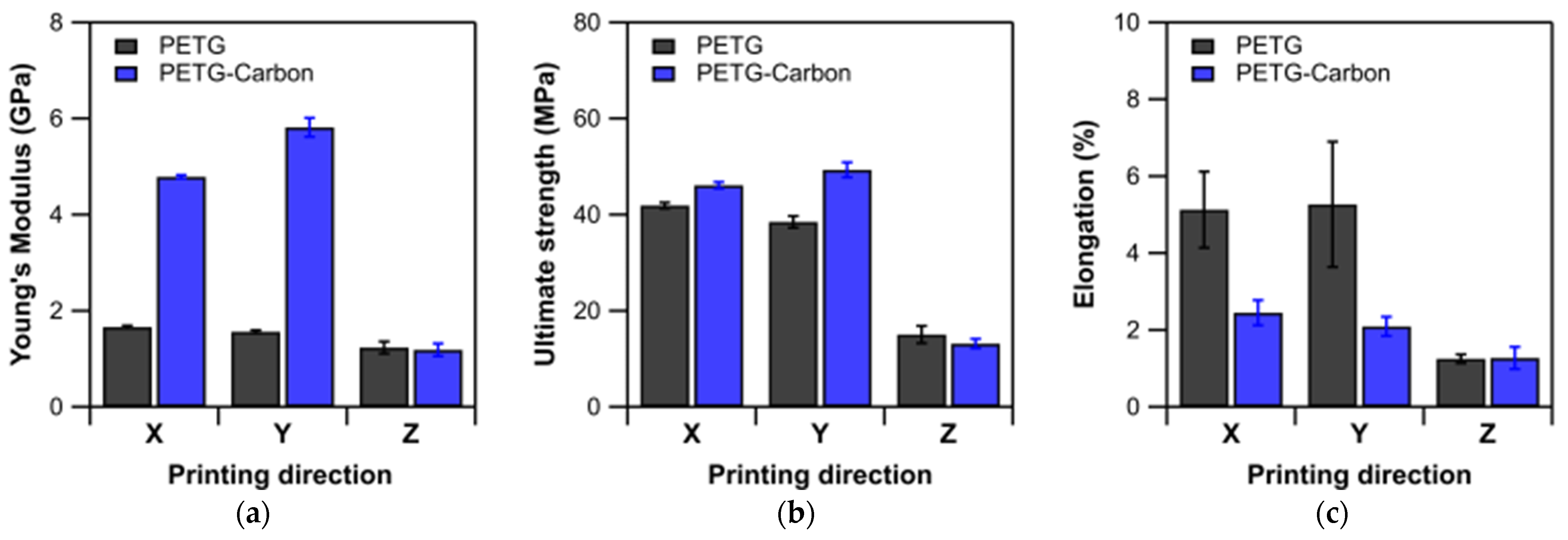
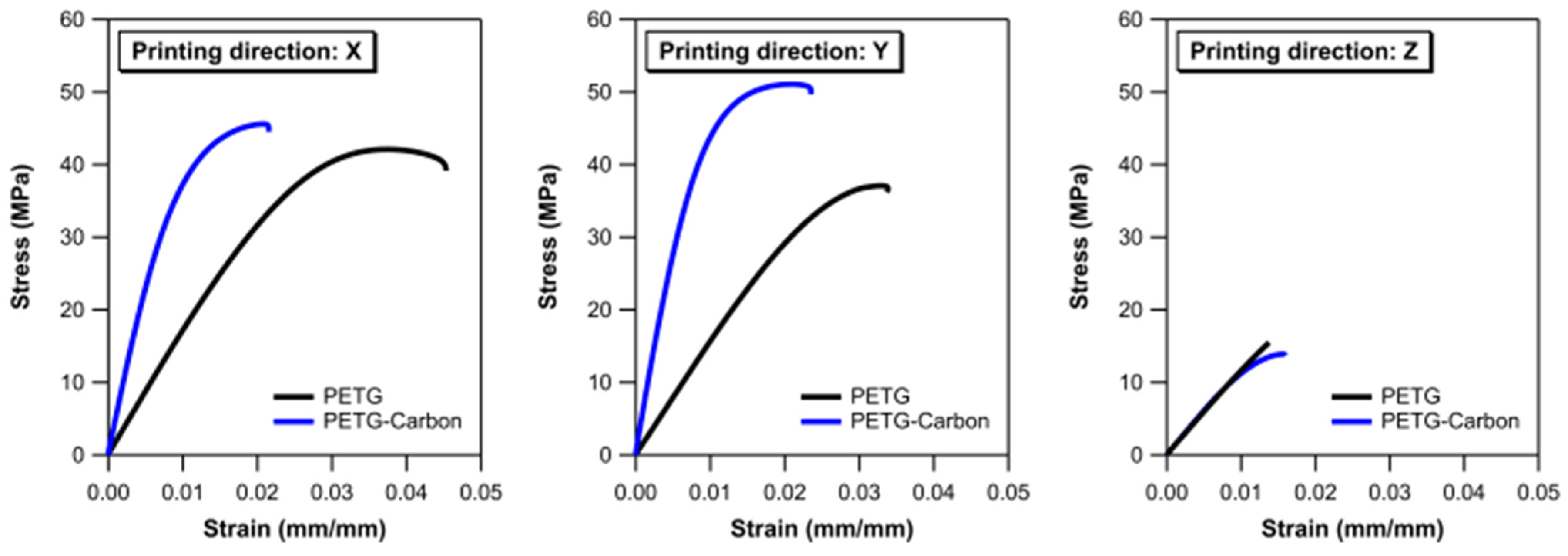
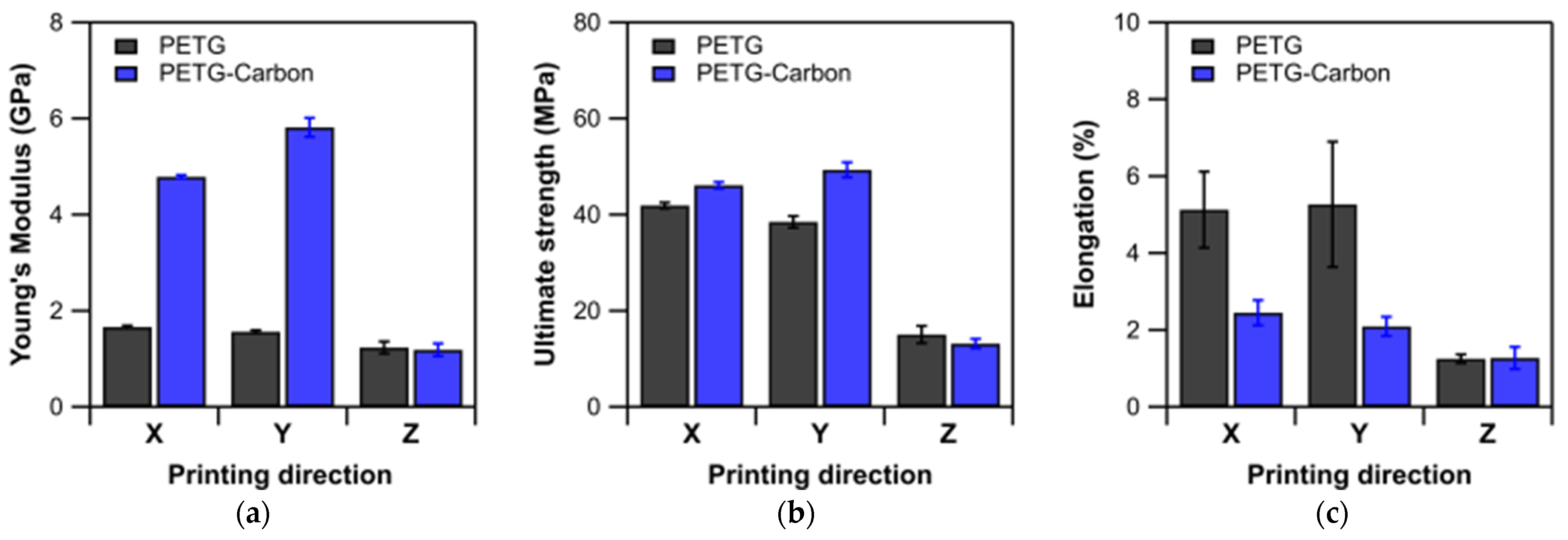
- Mechanical properties: CF-PETG consistently exhibited a higher Young’s modulus in the X and Y printing directions compared to the unreinforced PETG and a comparable value in the Z direction. Among the CF-PETG samples, the most significant difference was observed in the samples printed along the Y direction, indicating superior stiffness in this orientation for CF-PETG. In contrast, PETG showed a higher E modulus in the X direction, suggesting directional variability in material properties. Similar to the Young’s Modulus, CF-PETG demonstrated a higher ultimate strength in the X and Y directions, with the Y direction showing the most notable disparity when compared with PETG. This finding implies that CF-PETG is mechanically stronger in these two directions. For both materials, the results in the Z direction were comparable, highlighting the uniformity in strength across the layering axis. The elongation data revealed pronounced differences between the two materials. PETG showed higher ductility in the X and Y directions. However, both materials exhibited the lowest elongation in the Z direction. This outcome is typical for layer-by-layer printed objects and is attributed to weaker interlayer bonding, which restricts elongation in this direction. The data suggest that the addition of carbon fibers to PETG significantly enhances its mechanical properties in terms of stiffness and strength, particularly in the X and Y directions. This enhancement makes CF-PETG a suitable material for applications where high structural rigidity and load-bearing capacity are required. However, for applications where a higher degree of deformation is necessary before failure, unreinforced PETG might be the preferable choice due to its higher ductility. These results are consistent with the findings reported in the existing literature by other researchers [40].
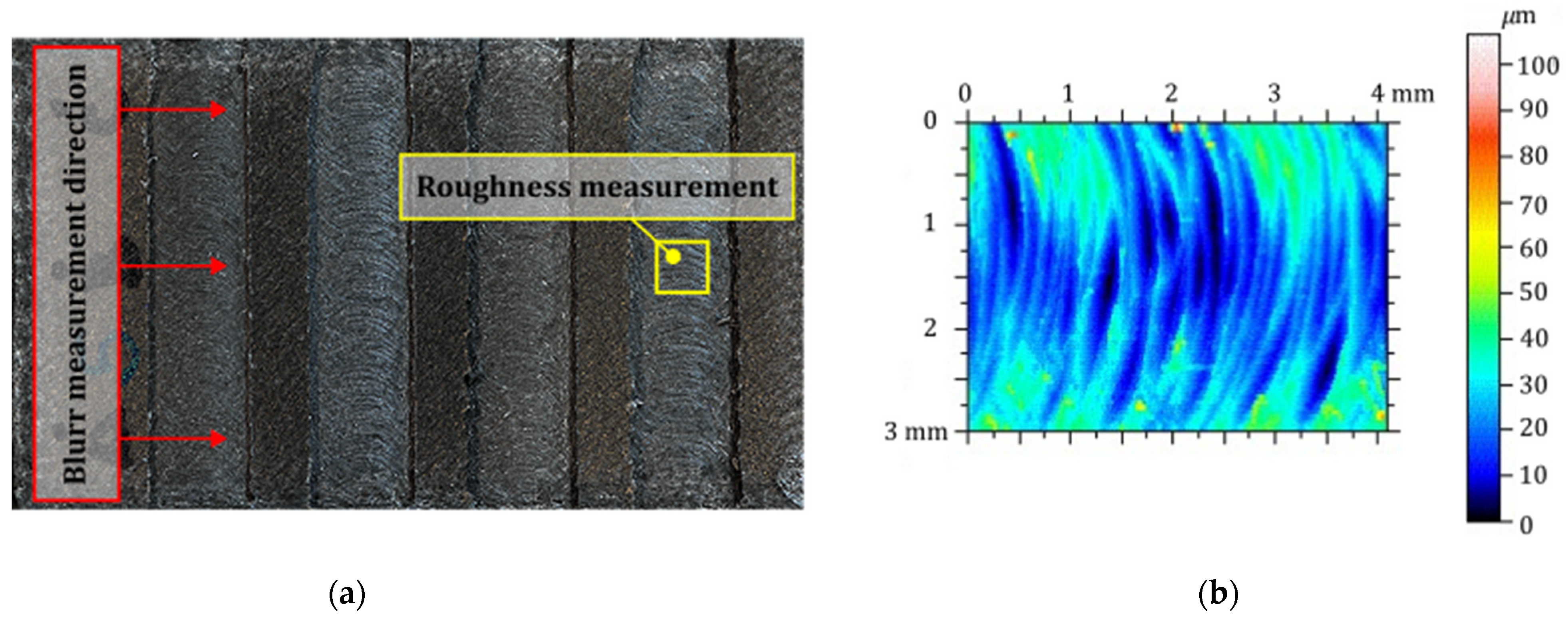
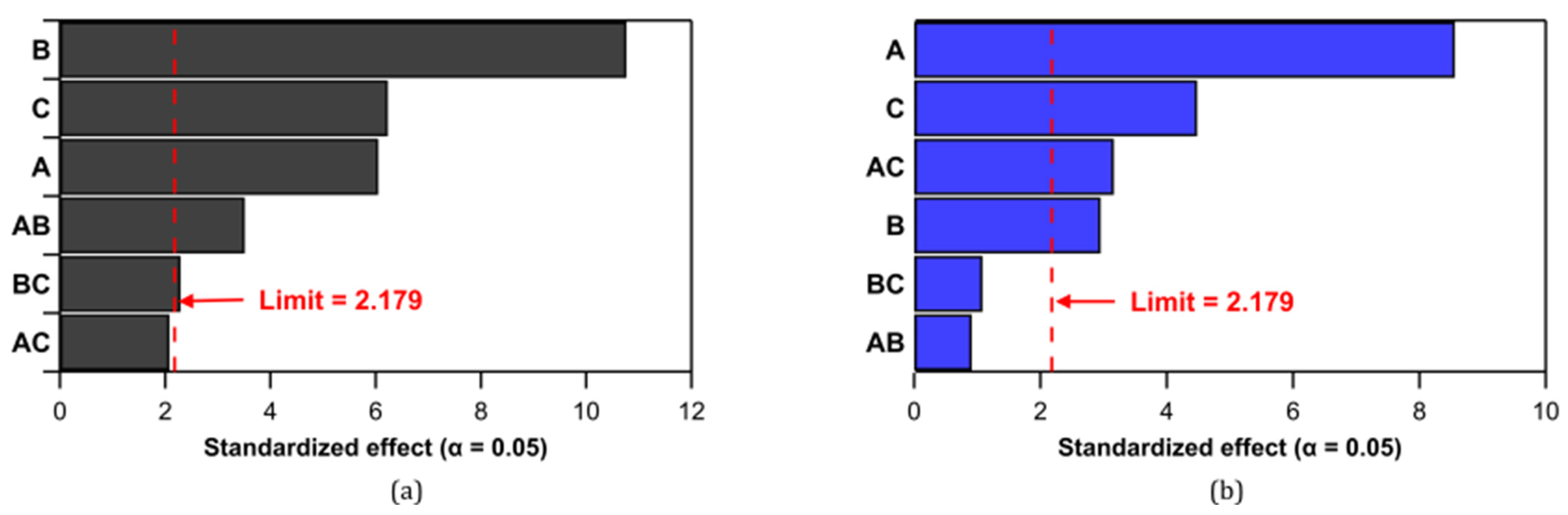
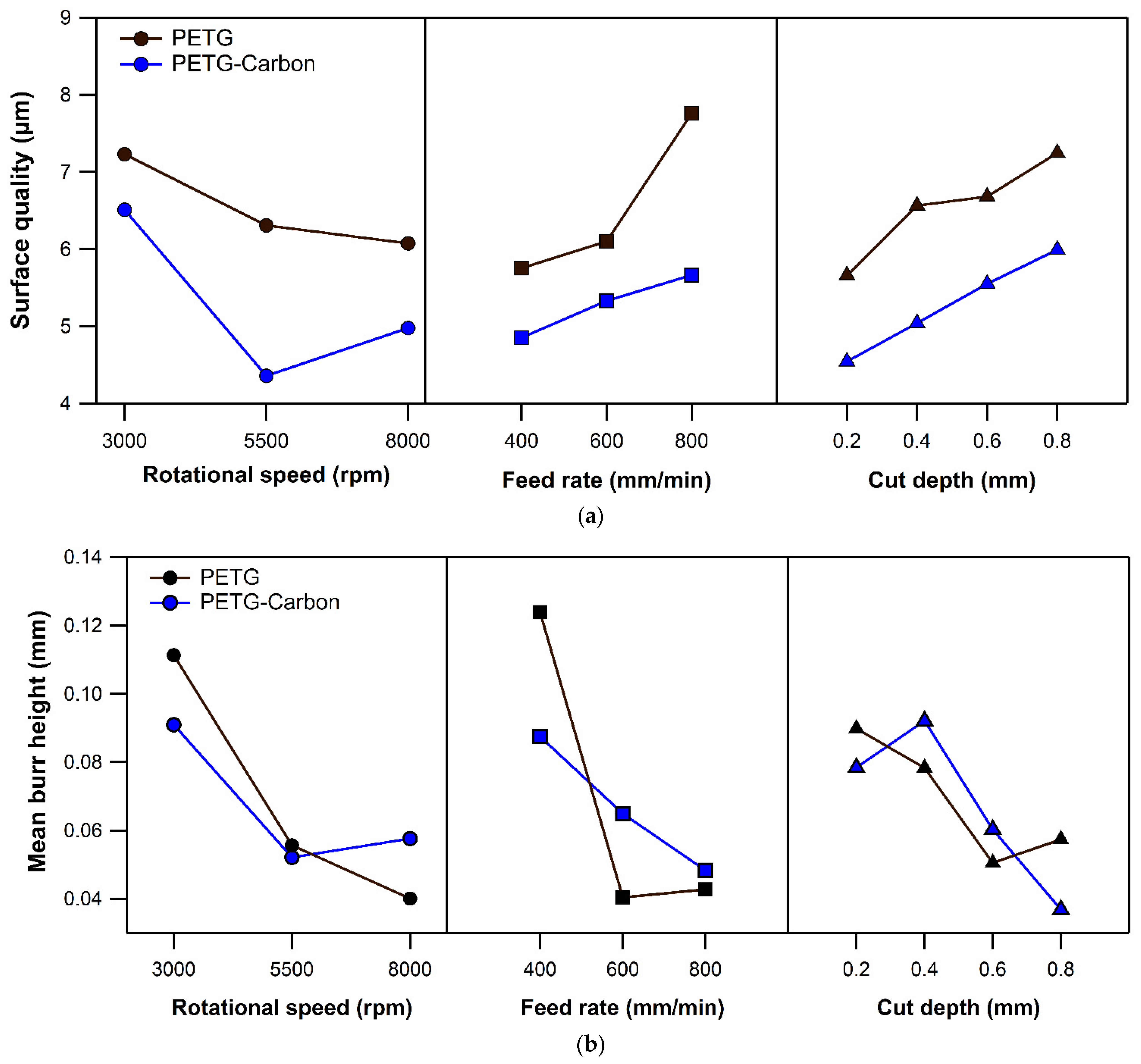
- Roughness: Figure 8a presents a comparison of the machinability between PETG and CF-PETG in terms of surface roughness. The main effect plot in Figure 8a shows that incorporating carbon fibers into PETG consistently yields a lower surface roughness across all tested conditions. Notably, as the rotational speed increases from 3000 to 8000 rpm, CF-PETG exhibits decreased surface roughness, with the lowest roughness at the medium level. PETG, however, shows reduced roughness at the highest rotational speed. Roughness increases for both materials as the feed rate increases, but CF-PETG maintains a lower roughness at all feed rates, suggesting better performance under increased feed rates in terms of maintaining a smoother surface. Both materials experience increased surface roughness with a greater depth of cut; however, CF-PETG’s roughness remains lower at each depth of cut level. Nonetheless, CF-PETG consistently maintains a lower roughness compared to PETG in all the studied conditions, highlighting its ability to retain a smoother surface even at higher material removal rates. Overall, the main effect plot suggests that CF-PETG offers a machining advantage over PETG, with better surface finishes achievable under a broader range of machining conditions. This could be attributed to the enhanced material properties provided by the carbon fiber reinforcement, such as increased rigidity and thermal stability, which contribute to a more consistent cutting action and less material deformation during the machining process.
- Burr height: Figure 8b illustrates the mean burr height of the 3D printed PETG and PETG reinforced with short carbon fibers (CF-PETG). Burr height, a critical quality attribute in machining and finishing, affects the fit and function of parts and, if necessary, must be removed with additional processing. Both materials show decreased burr height with increased rotational speed, but CF-PETG demonstrates a minimum burr height at a medium level and a consistently lower burr height compared to PETG, except for at the highest rotational speed. A higher feed rate generally leads to reduced burr height for both materials, with PETG showing a more pronounced decrease between lower and medium levels before stabilizing, and CF-PETG presenting a gradual, linear reduction. This behavior could result from the carbon fibers’ reinforcing effect, which might offer more cutting stability. Concerning depth of cut, burr height generally decreases for both materials but with distinct patterns. PETG’s burr height diminishes until 0.6 mm and then slightly rises, while CF-PETG experiences an initial increase in burr height from 0.2 to 0.4 mm before linearly decreasing with greater depths of cut. Overall, the data suggest that both PETG and CF-PETG exhibit similar tendencies in burr formation across the range of machining parameters. This indicates that the addition of carbon fibers to PETG does not significantly alter the material’s propensity for burr formation.
- Optimal milling parameters and implications for manufacturing: The lower roughness of CF-PETG might be attributed to the carbon fibers reinforcing the material, promoting a smoother surface by providing uniformity and reducing deformation during milling. These fibers could also enhance the material’s structural stability, resisting surface irregularities during machining. Such data are invaluable for applications where surface finish is paramount, suggesting CF-PETG as the preferable material for achieving a finer surface quality. In terms of rotational speed, CF-PETG is optimal at 5500 rpm, showing reduced roughness and burr height, indicative of a cleaner cut and superior finishing surface. For PETG, a higher rotational speed is advisable to minimize both burr and roughness. CF-PETG is less sensitive to feed rate variations, maintaining lower roughness levels compared to PETG while showing comparable burr heights, albeit with inverse trends. Overall, CF-PETG exhibits preferable machining characteristics across all the studied parameters. It consistently achieves a lower surface roughness while also maintaining a burr formation comparable to that of PETG. This advantage enables the production of parts with superior quality, considering not only the improved surface finish but also the enhanced mechanical properties, and it represents an essential benefit for industries where both attributes are critical. Consequently, opting for 3D printed CF-PETG and then milling operations could be a strategic choice for manufacturers aiming to enhance both the quality and the efficiency of their production processes.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- El Mehtedi, M.; Buonadonna, P.; Carta, M.; El Mohtadi, R.; Marongiu, G.; Loi, G.; Aymerich, F. Effects of milling parameters on roughness and burr formation in 3D-Printed PLA Components. Procedia Comput. Sci. 2023, 217, 1560–1569. [Google Scholar] [CrossRef]
- Boparai, K.S.; Singh, R.; Singh, H. Development of rapid tooling using Fused Deposition Modeling: A review. Rapid Prototyp. J. 2016, 22, 281–299. [Google Scholar] [CrossRef]
- Clini, P.; El Mehtedi, M.; Nespeca, R.; Ruggeri, L.; Raffaelli, E. A Digital Reconstruction Procedure from Laser Scanner Survey to 3d Printing: The Theoretical Model of the Arch of Trajan (Ancona). SCIRES-IT-Sci. Res. Inf. Technol. 2018, 7, 1–12. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D Printing of Polymer Matrix Composites: A Review and Prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Printability and Tensile Performance of 3D Printed Polyethylene Terephthalate Glycol Using Fused Deposition Modelling. Polymers 2019, 11, 1220. [Google Scholar] [CrossRef] [PubMed]
- Petrov, P.; Agzamova, D.; Pustovalov, V.; Zhikhareva, E.; Saprykin, B.; Chmutin, I.; Shmakova, N. Research into the Effect of the 3D-Printing Mode on Changing the Properties of PETG Transparent Plastic. In Proceedings of the ESAFORM 2021 24th International Conference on Material Forming, Liege, Belgium, 14–16 April 2021. [Google Scholar] [CrossRef]
- Tsai, H.-H.; Wu, S.-J.; Wu, Y.-D.; Hong, W.-Z. Feasibility Study on the Fused Filaments of Injection-Molding-Grade Poly(Ethylene Terephthalate) for 3D Printing. Polymers 2022, 14, 2276. [Google Scholar] [CrossRef] [PubMed]
- Moreno Nieto, D.; Alonso-García, M.; Pardo-Vicente, M.-A.; Rodríguez-Parada, L. Product Design by Additive Manufacturing for Water Environments: Study of Degradation and Absorption Behavior of PLA and PETG. Polymers 2021, 13, 1036. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Zhao, X.; Liu, Y.; Ouyang, Y.; Li, W.; Chen, D.; Ye, D. Hygrothermal aging Behavior and Flexural Property of Carbon Fiber-Reinforced Polyethylene Terephthalate Glycol Composites. Text. Res. J. 2023, 93, 1005–1018. [Google Scholar] [CrossRef]
- Brydson, J.A. Plastics Materials; Elsevier: Amsterdam, The Netherlands, 1999; ISBN 978-0-08-051408-6. [Google Scholar]
- Kim, H.S.; Huang, S. S-N Curve Characterisation for Composite Materials and Prediction of Remaining Fatigue Life Using Damage Function. J. Compos. Sci. 2021, 5, 76. [Google Scholar] [CrossRef]
- Mansour, M.; Tsongas, K.; Tzetzis, D.; Antoniadis, A. Mechanical and Dynamic Behavior of Fused Filament Fabrication 3D Printed Polyethylene Terephthalate Glycol Reinforced with Carbon Fibers. Polym.-Plast. Technol. Eng. 2018, 57, 1715–1725. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A. The Influence of Manufacturing Parameters on the Mechanical Behaviour of PLA and ABS Pieces Manufactured by FDM: A Comparative Analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [PubMed]
- Vinyas, M.; Athul, S.J.; Harursampath, D.; Nguyen Thoi, T. Mechanical Characterization of the Poly Lactic Acid (PLA) Composites Prepared through the Fused Deposition Modelling Process. Mater. Res. Express 2019, 6, 105359. [Google Scholar] [CrossRef]
- Selvam, A.; Mayilswamy, S.; Whenish, R.; Velu, R.; Subramanian, B. Preparation and Evaluation of the Tensile Characteristics of Carbon Fiber Rod Reinforced 3D Printed Thermoplastic Composites. J. Compos. Sci. 2021, 5, 8. [Google Scholar] [CrossRef]
- Durgashyam, K.; Indra Reddy, M.; Balakrishna, A.; Satyanarayana, K. Experimental Investigation on Mechanical Properties of PETG Material Processed by Fused Deposition Modeling Method. Mater. Today Proc. 2019, 18, 2052–2059. [Google Scholar] [CrossRef]
- Kovan, V.; Tezel, T.; Topal, E.S.; Camurlu, H.E. Printing Parameters Effect on Surface Characteristics of 3D Printed PLA Materials. Mach. Technol. Mater. 2018, 12, 266–269. [Google Scholar]
- Vasudevarao, B.; Natarajan, D.P.; Henderson, M.; Razdan, A. Sensitivity of RP Surface Finish to Process Parameter Variation 251. 2000. Available online: https://repositories.lib.utexas.edu/items/649c6e91-1b20-4a36-8cb2-5350cda868be (accessed on 27 December 2023).
- Vidakis, N.; David, C.; Petousis, M.; Sagris, D.; Mountakis, N.; Moutsopoulou, A. The Effect of Six Key Process Control parameters on the Surface Roughness, Dimensional Accuracy, and Porosity in Material Extrusion 3D Printing of Polylactic Acid: Prediction Models and Optimization Supported by Robust Design Analysis. Adv. Ind. Manuf. Eng. 2022, 5, 100104. [Google Scholar] [CrossRef]
- Barrios, J.M.; Romero, P.E. Improvement of Surface Roughness and Hydrophobicity in PETG Parts Manufactured via Fused Deposition Modeling (FDM): An Application in 3D Printed Self–Cleaning Parts. Materials 2019, 12, 2499. [Google Scholar] [CrossRef] [PubMed]
- Lalegani Dezaki, M.; Mohd Ariffin, M.K.A.; Ismail, M.I.S. Effects of CNC Machining on Surface Roughness in Fused Deposition Modelling (FDM) Products. Materials 2020, 13, 2608. [Google Scholar] [CrossRef] [PubMed]
- Kadhum, A.H.; Al-Zubaidi, S.; Abdulkareem, S.S. Effect of the Infill Patterns on the Mechanical and Surface Characteristics of 3D Printing of PLA, PLA+ and PETG Materials. ChemEngineering 2023, 7, 46. [Google Scholar] [CrossRef]
- Mat, M.A.C.; Ramli, F.R.; Alkahari, M.R.; Sudin, M.N.; Abdollah, M.F.B.; Mat, S. Influence of Layer Thickness and Infill Design on the Surface Roughness of PLA, PETG and Metal Copper Materials. Proc. Mech. Eng. Res. Day 2020, 7, 64–66. [Google Scholar]
- Hadeeyah, A.; Jamhour, H.; Emhemed, I.; Alhadar, F.; Masmoudi, N.; Wali, M. The Impact Of Carbon Fiber on the Surface Properties of the 3D Printed PEGT Product. J. Pure Appl. Sci. 2023, 22, 23–27. [Google Scholar] [CrossRef]
- Tunçel, O. The Influence of the Raster Angle on the Dimensional Accuracy of FDM-Printed PLA, PETG, and ABS TENSILE specimens. Eur. Mech. Sci. 2024, 8, 11–18. [Google Scholar] [CrossRef]
- Bolat, Ç.; Ergene, B. An Investigation on Dimensional Accuracy of 3D Printed PLA, PET-G and ABS Samples with Different Layer Heights. Çukurova Üniversitesi Mühendislik Fakültesi Derg. 2022, 37, 449–458. [Google Scholar] [CrossRef]
- Alexopoulou, V.E.; Christodoulou, I.T.; Markopoulos, A.P. Effect of Printing Speed and Layer Height on Geometrical Accuracy of FDM-Printed Resolution Holes of PETG Artifacts. Eng. Proc. 2022, 24, 11. [Google Scholar] [CrossRef]
- Santana, L.; Lino Alves, J.; Da Costa Sabino Netto, A. Dimensional analysis of pla and petg parts built by open source extrusion-based 3d printing. In Proceedings of the 10° Congresso Brasileiro de Engenharia de Fabricação, São Carlos, SP, Brazil, 5–7 August 2019. [Google Scholar]
- Bhandari, S.; Lopez-Anido, R.A.; Gardner, D.J. Enhancing the Interlayer Tensile Strength of 3D Printed Short Carbon Fiber Reinforced PETG and PLA Composites via Annealing. Addit. Manuf. 2019, 30, 100922. [Google Scholar] [CrossRef]
- Pămărac, R.G.; Petruse, R.E. Study Regarding the Optimal Milling Parameters for Finishing 3D Printed Parts from ABS and PLA Materials. ACTA Univ. Cibiniensis 2018, 70, 66–72. [Google Scholar] [CrossRef]
- Pandey, P.M.; Reddy, N.V.; Dhande, S.G. Improvement of Surface Finish by Staircase Machining in Fused Deposition Modeling. J. Mater. Process. Technol. 2003, 132, 323–331. [Google Scholar] [CrossRef]
- Lalehpour, A.; Barari, A. Post processing for Fused Deposition Modeling Parts with Acetone Vapour Bath. IFAC-PapersOnLine 2016, 49, 42–48. [Google Scholar] [CrossRef]
- Altin Karataş, M.; Gökkaya, H. A Review on Machinability of Carbon Fiber Reinforced Polymer (CFRP) and Glass Fiber Reinforced Polymer (GFRP) Composite Materials. Def. Technol. 2018, 14, 318–326. [Google Scholar] [CrossRef]
- Cococcetta, N.M.; Pearl, D.; Jahan, M.P.; Ma, J. Investigating Surface Finish, Burr Formation, and Tool Wear during Machining of 3D Printed Carbon Fiber Reinforced Polymer Composite. J. Manuf. Process. 2020, 56, 1304–1316. [Google Scholar] [CrossRef]
- Guo, C.; Liu, X.; Liu, G. Surface Finishing of FDM-Fabricated Amorphous Polyetheretherketone and Its Carbon-Fiber-Reinforced Composite by Dry Milling. Polymers 2021, 13, 2175. [Google Scholar] [CrossRef] [PubMed]
- Vallejo, J.; García-Plaza, E.; Núñez, P.J.; Chacón, J.M.; Caminero, M.A.; Romero, A. Machinability Analysis of Carbon Fibre Reinforced PET-Glycol Composites Processed by Additive Manufacturing. Compos. Part A Appl. Sci. Manuf. 2023, 172, 107561. [Google Scholar] [CrossRef]
- Fabricación por Adición de Capas en Materiales Plásticos. Fabricación Aditiva. Preparación de Probetas. 2012. Available online: https://www.en-standard.eu/une-116005-2012-manufacturing-by-additive-of-caps-on-plastics-additive-manufacturing-preparation-of-test-pieces/ (accessed on 1 March 2024).
- García-Domínguez, A.; Claver, J.; Camacho, A.M.; Sebastián, M.A. Considerations on the Applicability of Test Methods for Mechanical Characterization of Materials Manufactured by FDM. Materials 2020, 13, 28. [Google Scholar] [CrossRef] [PubMed]
- Mahesh, V.; Joseph, A.S.; Mahesh, V.; Harursampath, D.; Vn, C. Investigation on the Mechanical Properties of Additively Manufactured PETG Composites Reinforced with OMMT Nanoclay and Carbon Fibers. Polym. Compos. 2021, 42, 2380–2395. [Google Scholar] [CrossRef]
- Kannan, S.; Ramamoorthy, M.; Sudhagar, P.E.; Gunji, B. Mechanical Characterization and Vibrational Analysis of 3D Printed PETG and PETG Reinforced with Short Carbon Fiber. In AIP Conference Proceedings; AIP Publishing: Melville, NY, USA, 2020; Volume 2270. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Authors | 3D Printed Materials | n | Vf |
|---|---|---|---|
| Lalelgani et al. [21] | PLA | 3283–10,504 rpm | 1000 mm/min |
| Pamarac et al. [30] | ABS | 3500 rpm | 35–840 mm/min |
| Pamarac et al. [30] | PLA | 3500 rpm | 35–1880 mm/min |
| EL Mehtedi et al. [1] | PLA | 3500–8000 rpm | 400–800 mm/min |
| Guo et al. [35] | PEEK and CF-PEEK | 3000–12,500 rpm | 0.02–0.1 mm/teeth |
| Cococcetta et al. [34] | Onyx and CF-Onyx | 6000 rpm | 600–1200 mm/min |
| Vallejo et al. [36] | PETG and CF-PETG | 3500 rpm | 800 mm/min |
| Factors | Levels | ||||||
|---|---|---|---|---|---|---|---|
| Name | Type | Units | Symbols | 1 | 2 | 3 | 4 |
| Rotational speed () | Numeric | [rpm] | A | 3000 | 5500 | 8000 | - |
| Feed rate () | Numeric | [mm/min] | B | 400 | 600 | 800 | - |
| Depth of cut () | Numeric | [mm] | C | 0.2 | 0.4 | 0.6 | 0.8 |
| Young’s Modulus [MPa] | Ultimate Strength [MPa] | Elongation [%] | ||||
|---|---|---|---|---|---|---|
| PETG | CF-PETG | PETG | CF-PETG | PETG | CF-PETG | |
| X | 1661.1 ± 30.4 | 4784.5 ± 37.2 | 41.9 ± 0.6 | 46.1 ± 0.7 | 5.1 ± 1.0 | 2.4 ± 0.35 |
| Y | 1560.8 ± 34.1 | 5816.8 ± 197.9 | 38.5 ± 1.2 | 49.3 ± 1.6 | 5.3 ± 1.6 | 2.1 ± 0.31 |
| Z | 1233.4 ± 126.2 | 1186.2 ± 133.7 | 15.0 ± 1.8 | 13.2 ± 1.0 | 1.3 ± 0.1 | 1.3 ± 0.34 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El Mehtedi, M.; Buonadonna, P.; Loi, G.; El Mohtadi, R.; Carta, M.; Aymerich, F. Surface Quality Related to Face Milling Parameters in 3D Printed Carbon Fiber-Reinforced PETG. J. Compos. Sci. 2024, 8, 128. https://doi.org/10.3390/jcs8040128
El Mehtedi M, Buonadonna P, Loi G, El Mohtadi R, Carta M, Aymerich F. Surface Quality Related to Face Milling Parameters in 3D Printed Carbon Fiber-Reinforced PETG. Journal of Composites Science. 2024; 8(4):128. https://doi.org/10.3390/jcs8040128
Chicago/Turabian StyleEl Mehtedi, Mohamad, Pasquale Buonadonna, Gabriela Loi, Rayane El Mohtadi, Mauro Carta, and Francesco Aymerich. 2024. "Surface Quality Related to Face Milling Parameters in 3D Printed Carbon Fiber-Reinforced PETG" Journal of Composites Science 8, no. 4: 128. https://doi.org/10.3390/jcs8040128
APA StyleEl Mehtedi, M., Buonadonna, P., Loi, G., El Mohtadi, R., Carta, M., & Aymerich, F. (2024). Surface Quality Related to Face Milling Parameters in 3D Printed Carbon Fiber-Reinforced PETG. Journal of Composites Science, 8(4), 128. https://doi.org/10.3390/jcs8040128