Effect of Extreme Environments on Adhesive Joint Performance


Abstract
1. Introduction
2. Materials and Methods
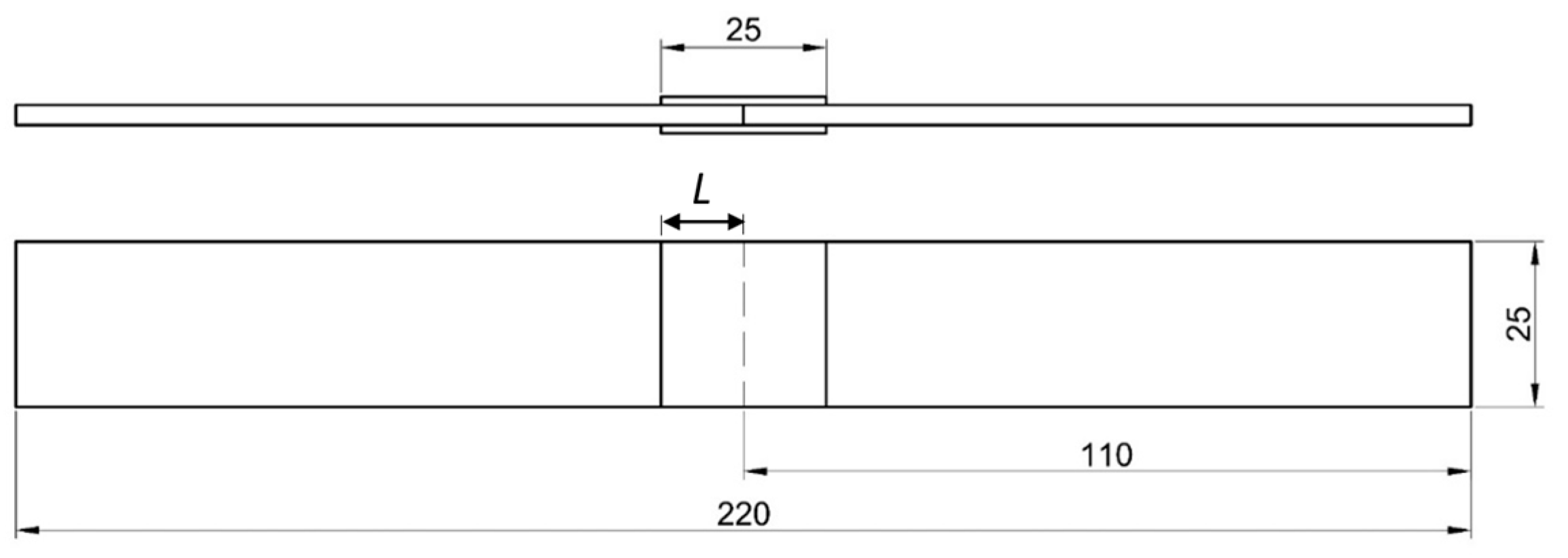
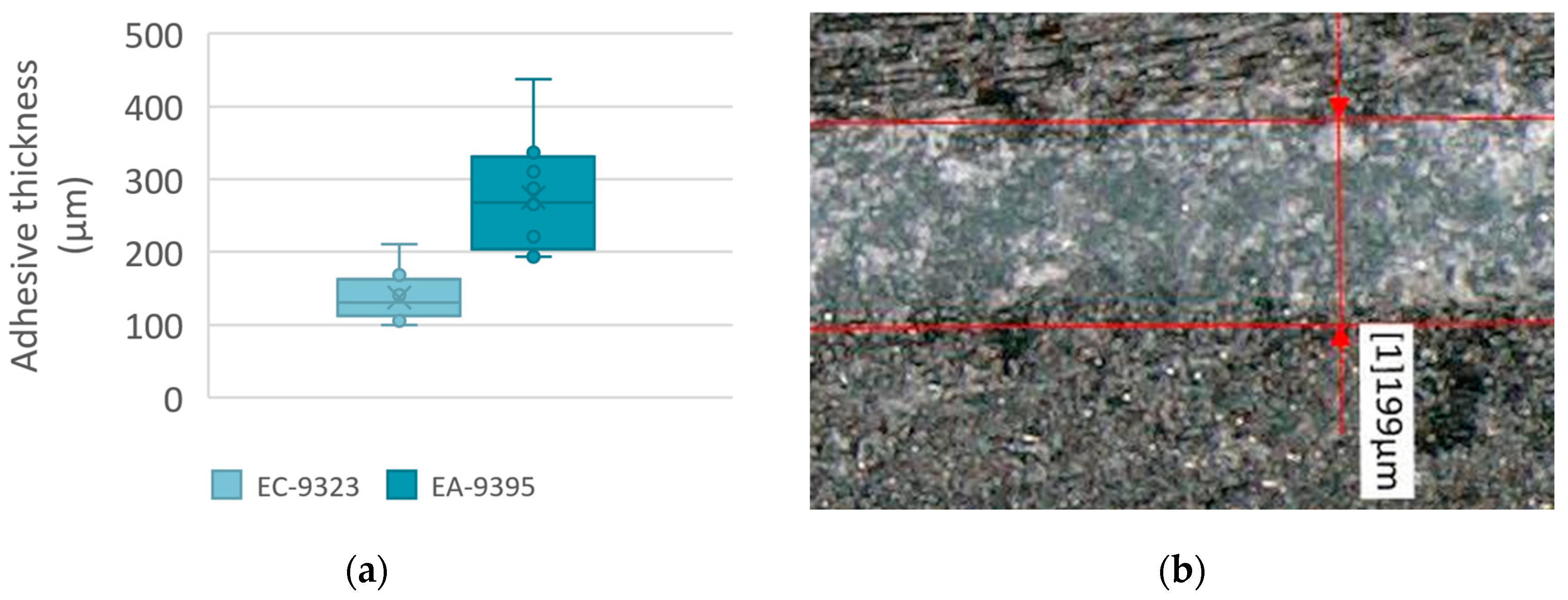
2.1. Specimen Manufacturing
2.2. Test Procedures
3. Results and Discussion
3.1. Shear Strength
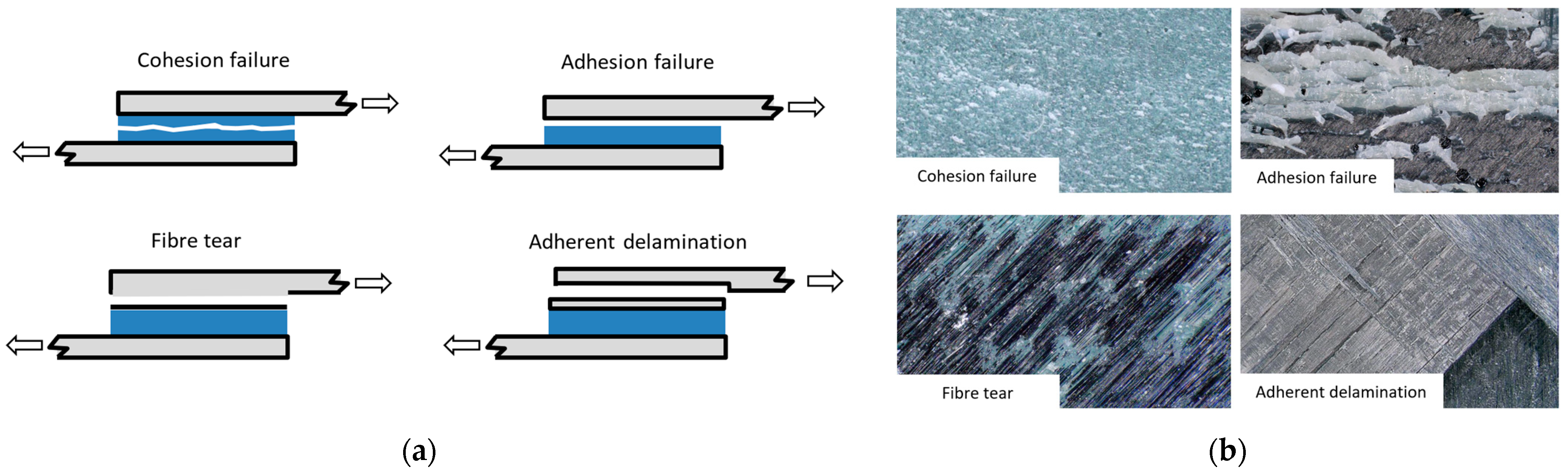
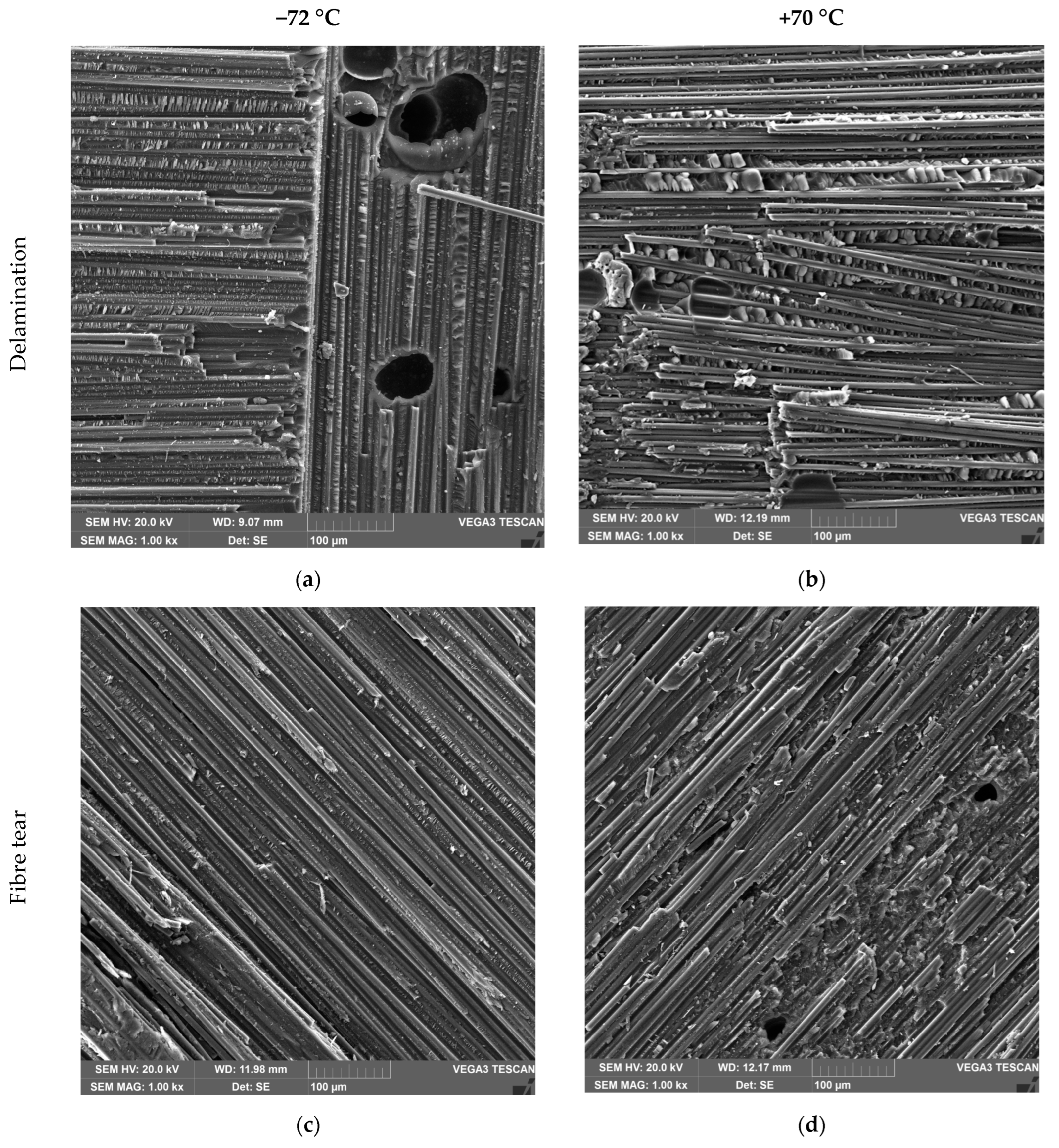
3.2. Failure Mode Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kupski, J.; Teixeira de Freitas, S. Design of Adhesively Bonded Lap Joints with Laminated CFRP Adherends: Review, Challenges and New Opportunities for Aerospace Structures. Compos. Struct. 2021, 268, 113923. [Google Scholar] [CrossRef]
- Hart-Smith, J. Aerospace Industry Applications of Adhesive Bonding. In Adhesive Bonding: Science, Technology and Applications; Woodhead Publishing: Sawston, UK, 2021; pp. 763–800. [Google Scholar] [CrossRef]
- Kadlec, M.; Růžek, R.; Bělský, P. Concurrent Use of Z-Pins for Crack Arrest and Structural Health Monitoring in Adhesive-Bonded Composite Lap Joints. Compos. Sci. Technol. 2020, 188, 107967. [Google Scholar] [CrossRef]
- Körwien, T.; Růžek, R.; Hangx, R.; Rans, C. Fatigue Behavior and Damage Tolerant Design of Bonded Joints for Aerospace Application on Fibre Metal Laminates and Composites. In Proceedings of the 29th Symposium of the International Committee on Aeronautical Fatigue (ICAF 2017), Nagoya, Japan, 5–9 June 2017. [Google Scholar]
- Jiang, H.; Liao, Y.; Gao, S.; Li, G.; Cui, J. Comparative Study on Joining Quality of Electromagnetic Driven Self-Piecing Riveting, Adhesive and Hybrid Joints for Al/Steel Structure. Thin-Walled Struct. 2021, 164, 107903. [Google Scholar] [CrossRef]
- Zhang, J.; Cheng, X.; Guo, X.; Bao, J.; Huang, W. Effect of Environment Conditions on Adhesive Properties and Material Selection in Composite Bonded Joints. Int. J. Adhes. Adhes. 2020, 96, 102302. [Google Scholar] [CrossRef]
- Moraes, C.E.; Santos, L.F.P.; Leal, T.P.F.G.; Costa, M.L.; Botelho, E.C. Moisture Sorption Behavior of an Epoxy-Based Structural Adhesive and Its Impact on the Mode I Interlaminar Fracture Toughness of Bonded Joints in the Oil and Gas Industry. Int. J. Adhes. Adhes. 2024, 134, 103799. [Google Scholar] [CrossRef]
- Guo, J.; Zhan, L.; Ma, B.; Zhang, D.; Fan, Y.; Yao, S.; Feng, J. A Review on Failure Mechanism and Mechanical Performance Improvement of FRP-Metal Adhesive Joints under Different Temperature-Humidity. Thin-Walled Struct. 2023, 188, 110788. [Google Scholar] [CrossRef]
- Aceti, P.; Carminati, L.; Bettini, P.; Sala, G. Hygrothermal Ageing of Composite Structures. Part 1: Technical Review. Compos. Struct. 2023, 319, 117076. [Google Scholar] [CrossRef]
- Nguyen, T.C.; Bai, Y.; Zhao, X.L.; Bambach, M.R.; Al-Mahaidi, R. Temperature Effect on Adhesively Bonded CFRP and Steel Double Strap Joints. In Advances in FRP Composites in Civil Engineering—Proceedings of the 5th International Conference on FRP Composites in Civil Engineering, CICE 2010, Beijing, China, 27–29 September 2010; Springer: Berlin/Heidelberg, Germany, 2010; pp. 877–880. [Google Scholar] [CrossRef]
- Zhang, H.; Song, Z.; Zhang, L.; Liu, Z.; Zhu, P. Effects of Hygrothermal Ageing and Temperature on the Mechanical Behavior of Aluminum-CFRP Hybrid (Riveted/Bonded) Joints. Int. J. Adhes. Adhes. 2023, 121, 103299. [Google Scholar] [CrossRef]
- Vigón, P.; Argüelles, A.; Lozano, M.; Viña, J. Mode II Delamination under Static and Fatigue Loading of Adhesive Joints in Composite Materials Exposed to Saline Environment. Materials 2023, 16, 7606. [Google Scholar] [CrossRef]
- Ren, X.; Sherif, M.M.; Wei, Y.; Lyu, Y.; Sun, Y.; Ozbulut, O.E. Effect of Corrosion on the Tensile and Fatigue Performance of CFRP Strand Sheet/Steel Double Strap Joints. Eng. Struct. 2022, 260, 114240. [Google Scholar] [CrossRef]
- Tan, W.; Na, J.; Zhou, Z. Effect of Service Temperature on Mechanical Properties of Adhesive Joints after Hygrothermal Aging. Polymers 2021, 13, 3741. [Google Scholar] [CrossRef]
- Kang, S.G.; Kim, M.G.; Kim, C.G. Evaluation of Cryogenic Performance of Adhesives Using Composite–Aluminum Double-Lap Joints. Compos. Struct. 2007, 78, 440–446. [Google Scholar] [CrossRef]
- Aliheidari, N.; Ameli, A. Retaining High Fracture Toughness in Aged Polymer Composite/Adhesive Joints through Optimization of Plasma Surface Treatment. Compos. Part A Appl. Sci. Manuf. 2024, 176, 107835. [Google Scholar] [CrossRef]
- Chen, H.; Na, J.; Wang, D.; Kong, D.; Zhang, X. Numerical Simulation and Failure Experiment of Hygrothermal Aged CFRP Single and Double Lap Joints. Thin-Walled Struct. 2023, 188, 110786. [Google Scholar] [CrossRef]
- Su, T.; Zhou, H.; Wang, R.; Chen, Y.; Luo, W.; Li, M. Effects of Working Temperature on Mechanical Performance and Failure Characteristics of Carbon Fibre Reinforced Plastic and Adhesive–Repaired Titanium Structures with Central Inclined Cracks. J. Mater. Eng. Perform. 2023, 32, 1824–1839. [Google Scholar] [CrossRef]
- Michels, J.; Widmann, R.; Czaderski, C.; Allahvirdizadeh, R.; Motavalli, M. Glass Transition Evaluation of Commercially Available Epoxy Resins Used for Civil Engineering Applications. Compos. B Eng. 2015, 77, 484–493. [Google Scholar] [CrossRef]
- De Leon, A.; Sweat, R.D. Interfacial Engineering of CFRP Composites and Temperature Effects: A Review. Mech. Compos. Mater. 2023, 59, 419–440. [Google Scholar] [CrossRef]
- D5573; Standard Practice for Classifying Failure Modes in Fibre-Reinforced-Plastic (FRP) Joints. ASTM International: West Conshohocken, PA, USA, 2019. Available online: https://www.astm.org/d5573-99r19.html (accessed on 15 November 2024).
- Qiao, Y.; Seffens, R.J.; Nickerson, E.K.; Roosendaal, T.J.; Merkel, D.R.; Shin, Y.; Ramos, J.L.; Ko, S.; Samanta, A.; Pallaka, M.R.; et al. A Study of Adhesive Bonding in Metal–Metal, Metal–CFRP, and CFRP–CFRP Material Combinations under Shear Deformation: Fracture Morphologies and Damage Mechanisms. Int. J. Adhes. Adhes. 2023, 127, 103511. [Google Scholar] [CrossRef]
- Omairey, S.; Jayasree, N.; Kazilas, M. Defects and Uncertainties of Adhesively Bonded Composite Joints. SN Appl. Sci. 2021, 3, 769. [Google Scholar] [CrossRef]
- Tsai, M.Y.; Morton, J. An Investigation into the Stresses in Double-Lap Adhesive Joints with Laminated Composite Adherends. Int. J. Solids Struct. 2010, 47, 3317–3325. [Google Scholar] [CrossRef]
- Adams, R.D. Prediction of the Strength of Adhesive Lap Joints. An Investigative Review. Int. J. Adhes. Adhes. 2024, 129, 103576. [Google Scholar] [CrossRef]
- D3528; Standard Test Method for Strength Properties of Double Lap Shear Adhesive Joints by Tension Loading. ASTM International: West Conshohocken, PA, USA, 2024. Available online: https://www.astm.org/standards/d3528 (accessed on 15 November 2024).
- Kanerva, M.; Sarlin, E.; Hoikkanen, M.; Rämö, K.; Saarela, O.; Vuorinen, J. Interface Modification of Glass Fibre–Polyester Composite–Composite Joints Using Peel Plies. Int. J. Adhes. Adhes. 2015, 59, 40–52. [Google Scholar] [CrossRef]
- Guo, L.; Liu, J.; Xia, H.; Li, X.; Zhang, X.; Yang, H. Effects of Surface Treatment and Adhesive Thickness on the Shear Strength of Precision Bonded Joints. Polym. Test. 2021, 94, 107063. [Google Scholar] [CrossRef]
- D5229/D5229M; Standard Test Method for Moisture Absorption Properties and Equilibrium Conditioning of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2020. Available online: https://www.astm.org/d5229_d5229m-20.html (accessed on 15 November 2024).
- Li, W.; Zeng, R.; Zhang, Q.; Duan, Z.; Shen, P.; Zhong, X.; Jiang, S.; Bao, J. A Study of the Effects of Moisture on Composite−to−Metal Double−Lap Shear Joints. Materials 2024, 17, 3841. [Google Scholar] [CrossRef]
- Hu, P.; Han, X.; Li, W.D.; Li, L.; Shao, Q. Research on the Static Strength Performance of Adhesive Single Lap Joints Subjected to Extreme Temperature Environment for Automotive Industry. Int. J. Adhes. Adhes. 2013, 41, 119–126. [Google Scholar] [CrossRef]
- Structural Adhesive Aerospace Product Selector Guide. Henkel Adhesives. Available online: https://next.henkel-adhesives.com/us/en/brochures/structural-adhesive-aerospace-product-selector-guide.html (accessed on 15 November 2024).
- Bao, Y.; Xie, Y.; Li, S.; Wang, W.; Liu, Y.; Chen, W.; Liu, C.; Li, N. Bond Performance of CFRP/Steel Double Strap Joint at Elevated Temperatures. Sustainability 2022, 14, 15537. [Google Scholar] [CrossRef]
- Peng, H.; Zhou, T.; Shangguan, L.; Cheng, R. Effect of Temperature and Humidity Coupling on the Ageing Failure of Carbon Fibre Composite/Titanium Bonded Joints. Polymers 2024, 16, 952. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | Adherent | Strap |
|---|---|---|
| Tensile strength (MPa) | 410 | 690 |
| Young’s modulus (GPa) | 31 | 55 |
| Adhesive Type | Number of Tested Samples | |||
|---|---|---|---|---|
| Unconditioned | Wet Conditioned 70 °C/85%r.h. | |||
| Tested at −72 °C | Tested at 21 °C | Tested at 70 °C | Tested at 70 °C | |
| EC-9323 | 6 | 6 | 6 | 6 |
| EA-9395 | 6 | 6 | 6 | 6 |
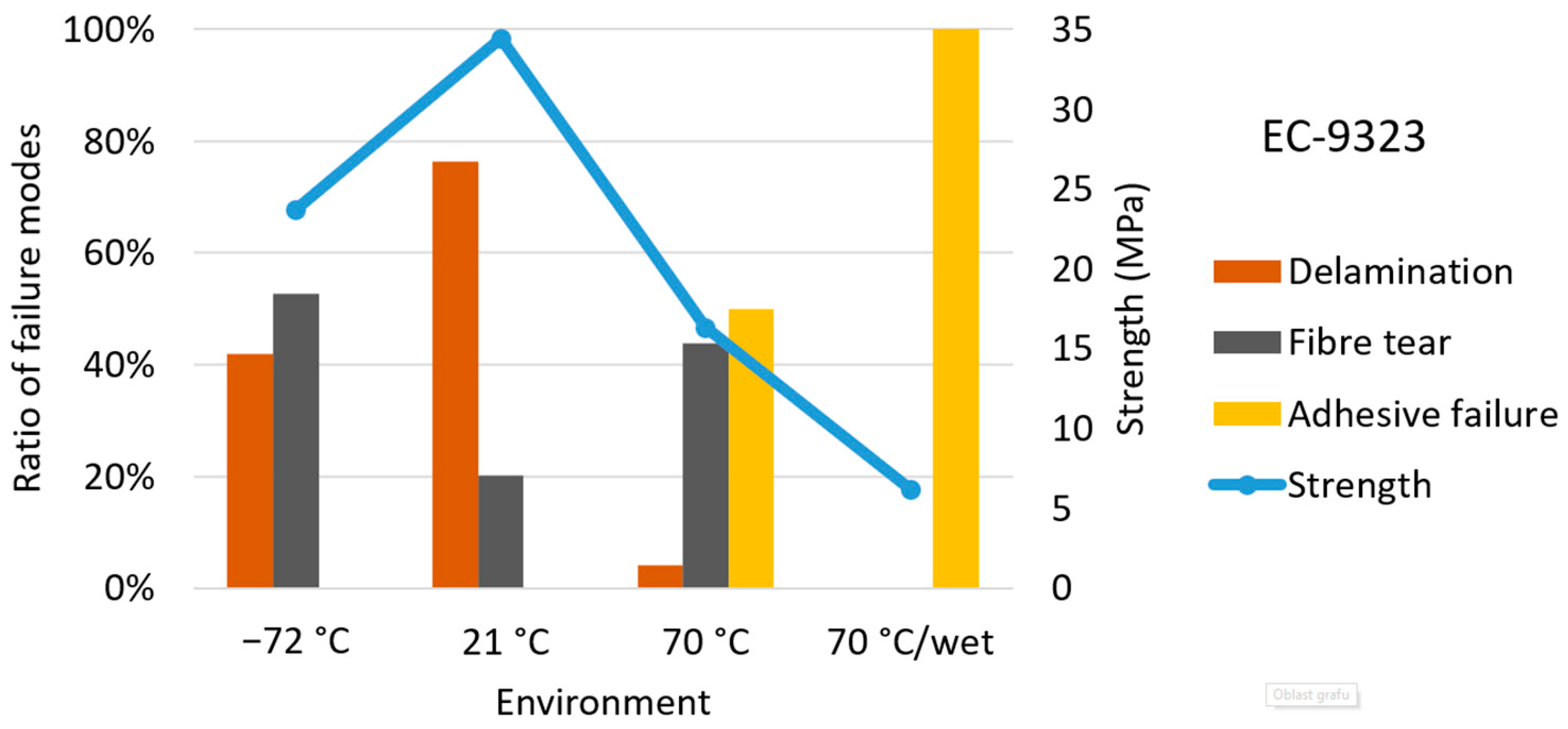
| Environment | Shear Strength (MPa) | Observed Failure Modes (in Order of Prevalence) |
|---|---|---|
| −72 °C | 23.7 ± 2.40 | Fibre tear, delamination |
| 21 °C | 34.5 ± 0.89 | delamination, fibre tear |
| 70 °C | 16.3 ± 0.60 | adhesive, fibre tear |
| 70 °C/wet | 6.16 ± 0.56 | adhesive |
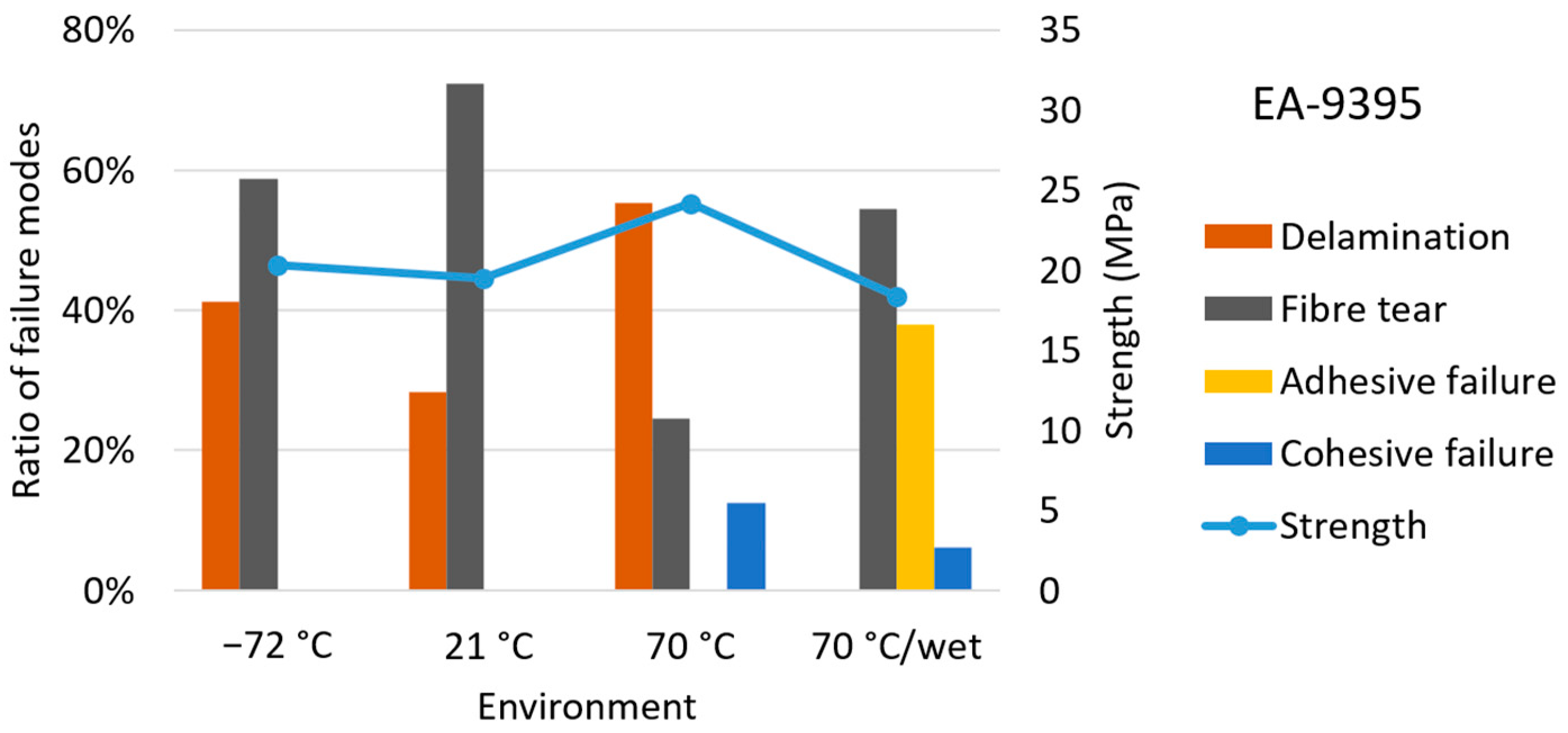
| Environment | Shear Strength (MPa) | Observed Failure Modes (in Order of Prevalence) |
|---|---|---|
| −72 °C | 20.32 ± 0.53 | Fibre tear, delamination |
| 21 °C | 19.50 ± 1.04 | fibre tear, delamination |
| 70 °C | 24.15 ± 1.13 | delamination, fibre tear, cohesive |
| 70 °C/wet | 18.38 ± 1.32 | fibre tear, cohesive |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kadlec, M.; Cabrnoch, B.; Hron, R. Effect of Extreme Environments on Adhesive Joint Performance. J. Compos. Sci. 2024, 8, 511. https://doi.org/10.3390/jcs8120511
Kadlec M, Cabrnoch B, Hron R. Effect of Extreme Environments on Adhesive Joint Performance. Journal of Composites Science. 2024; 8(12):511. https://doi.org/10.3390/jcs8120511
Chicago/Turabian StyleKadlec, Martin, Bohuslav Cabrnoch, and Robin Hron. 2024. "Effect of Extreme Environments on Adhesive Joint Performance" Journal of Composites Science 8, no. 12: 511. https://doi.org/10.3390/jcs8120511
APA StyleKadlec, M., Cabrnoch, B., & Hron, R. (2024). Effect of Extreme Environments on Adhesive Joint Performance. Journal of Composites Science, 8(12), 511. https://doi.org/10.3390/jcs8120511