

Aluminum Nanocomposites Reinforced with Al2O3 Nanoparticles: Synthesis, Structure, and Properties


Abstract
1. Introduction
2. Materials and Methods
3. Results
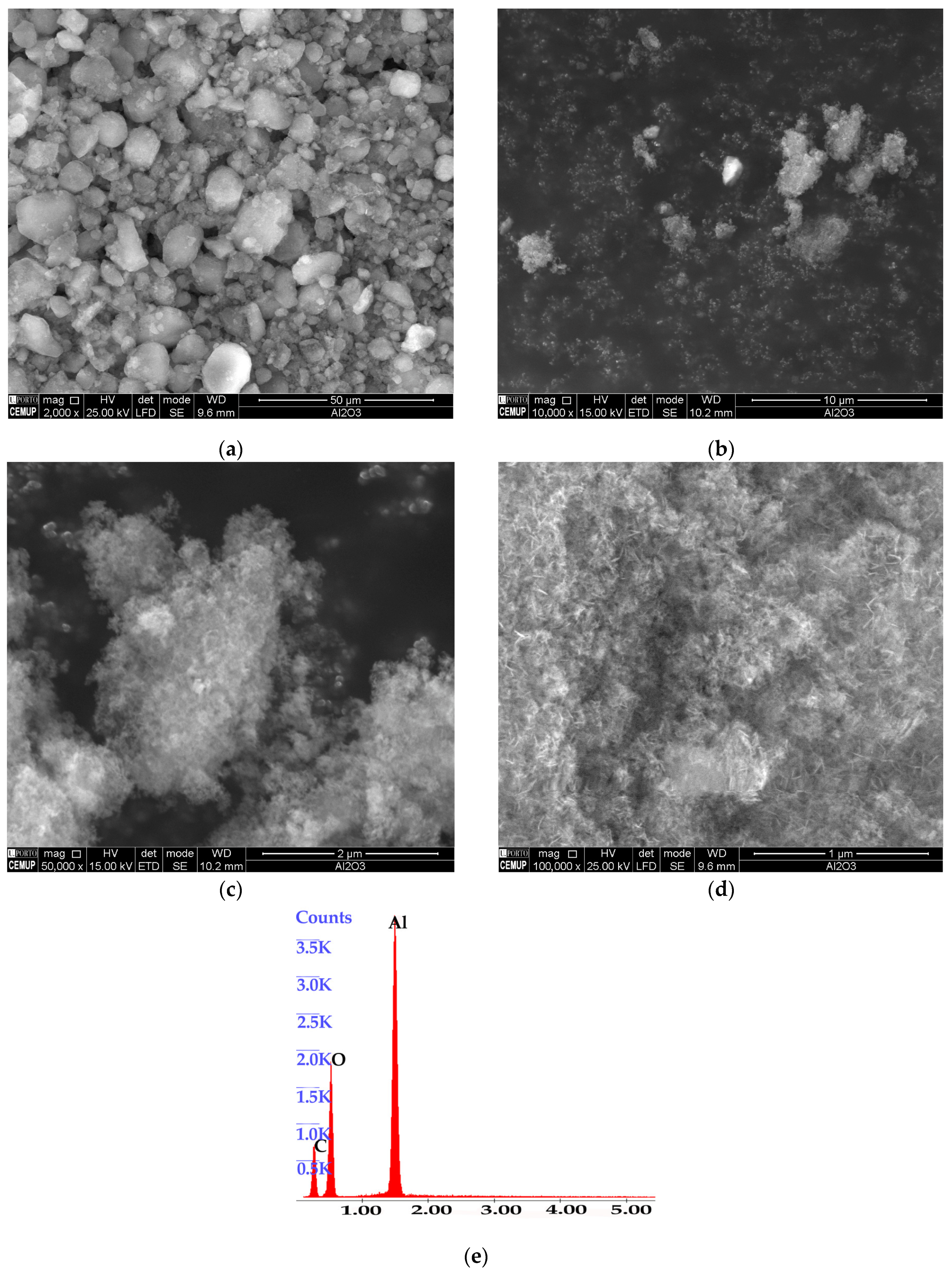
3.1. Al2O3 Nanoparticle Characterization
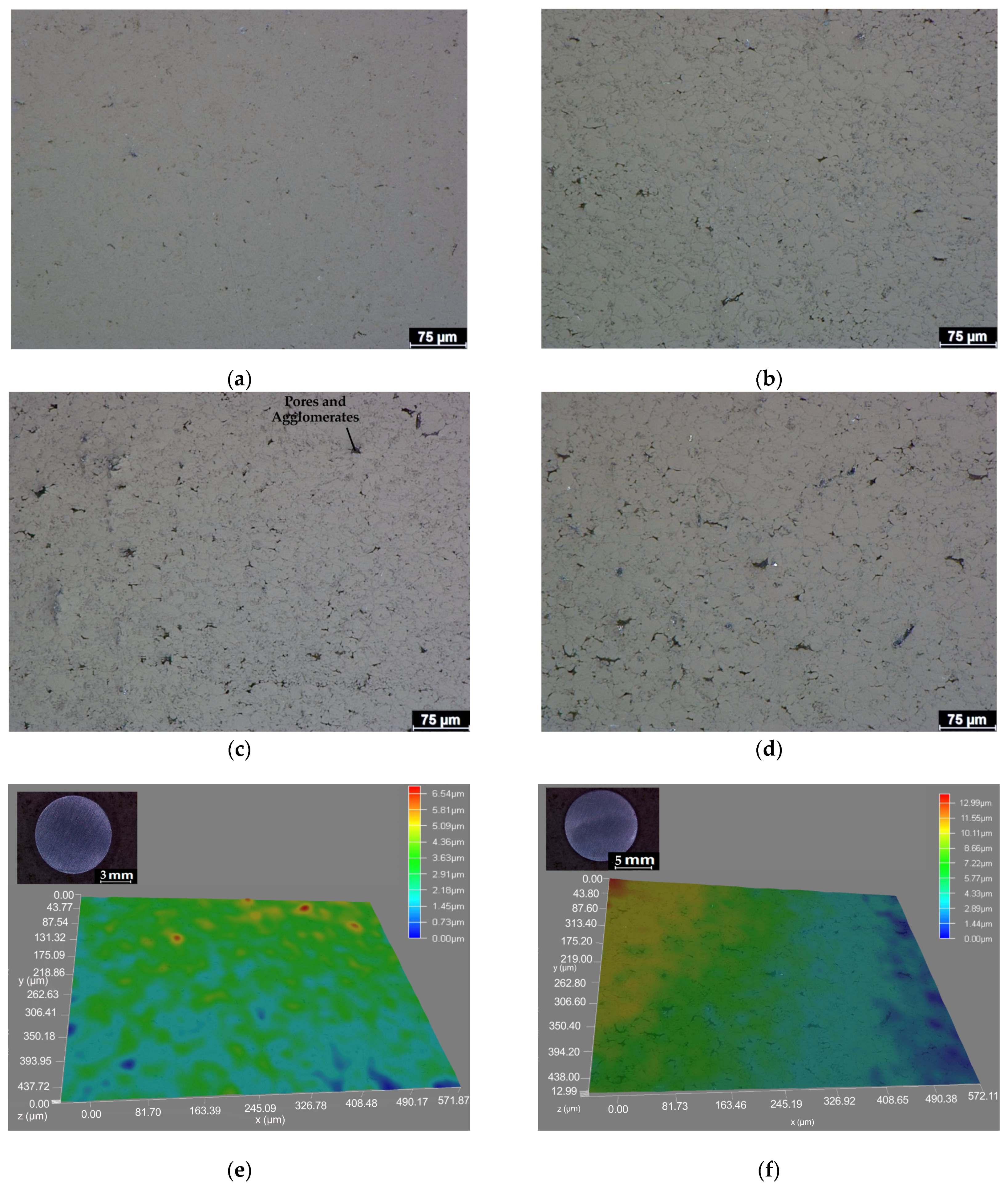
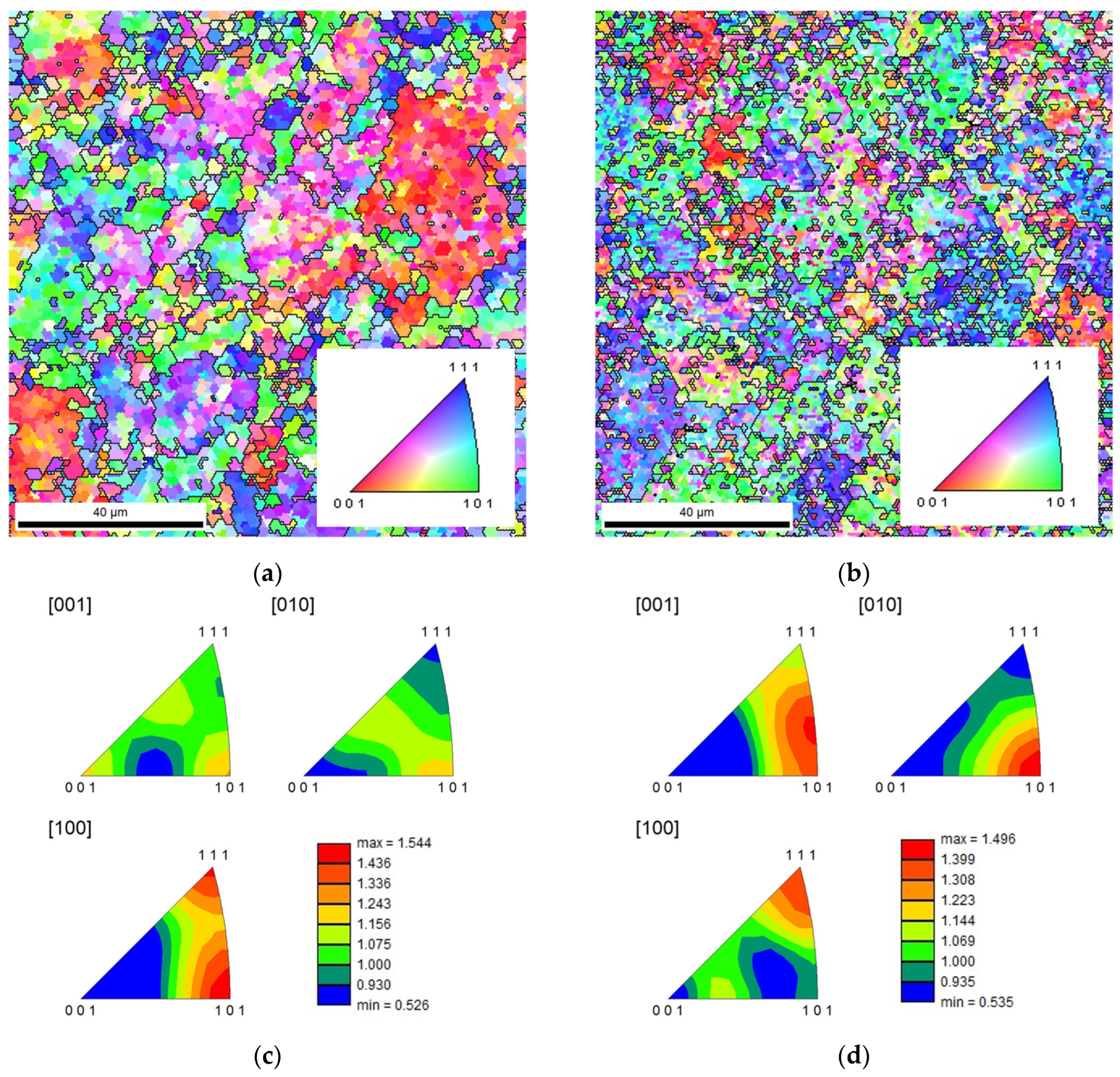
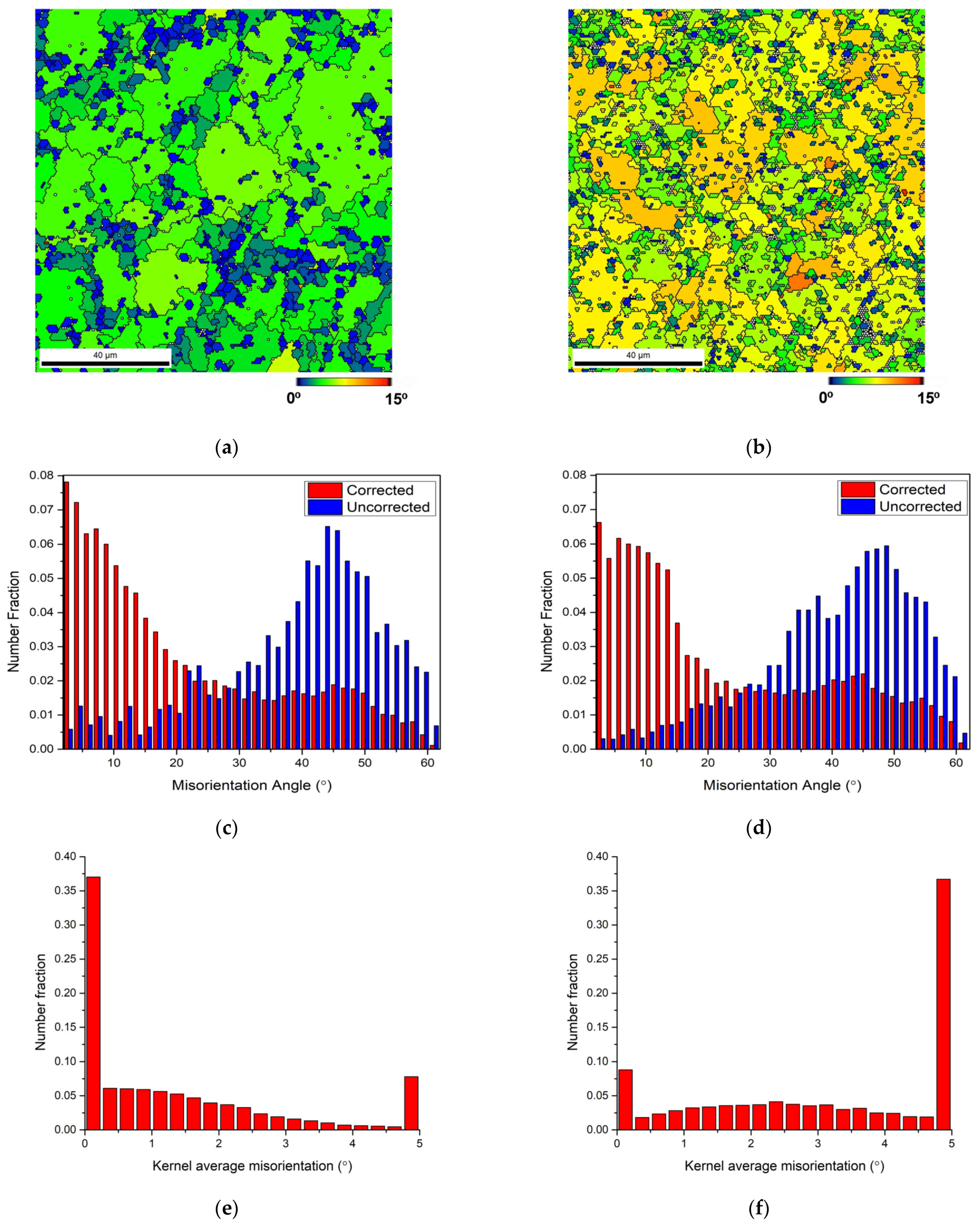
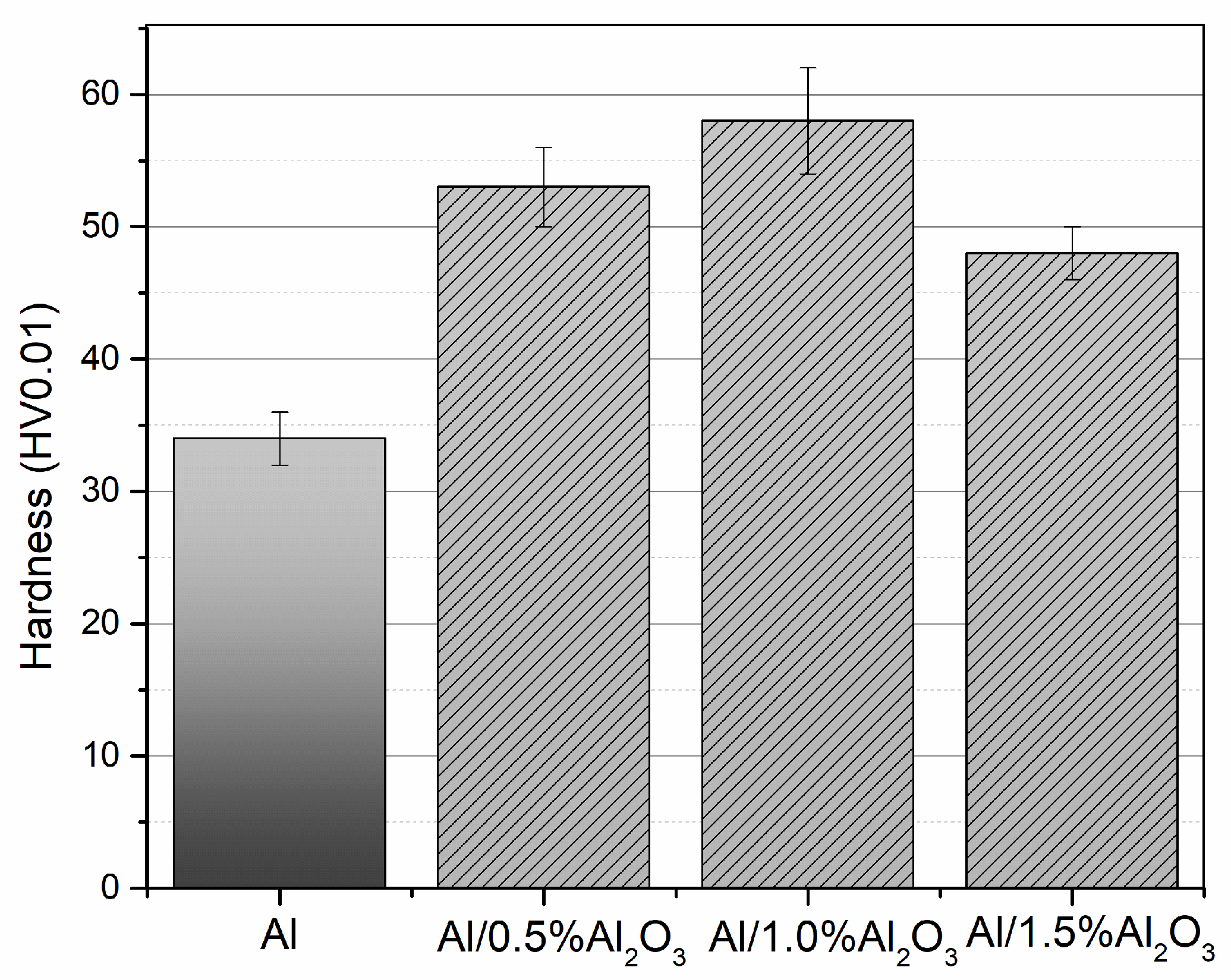
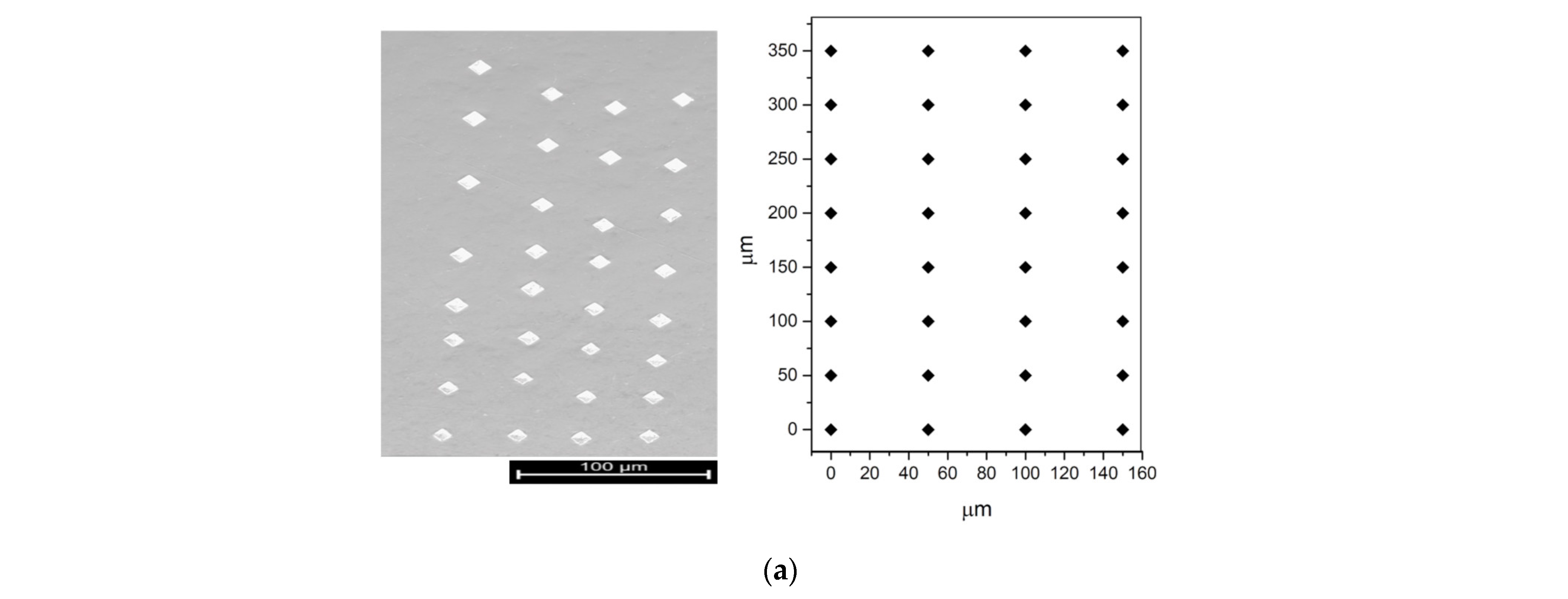
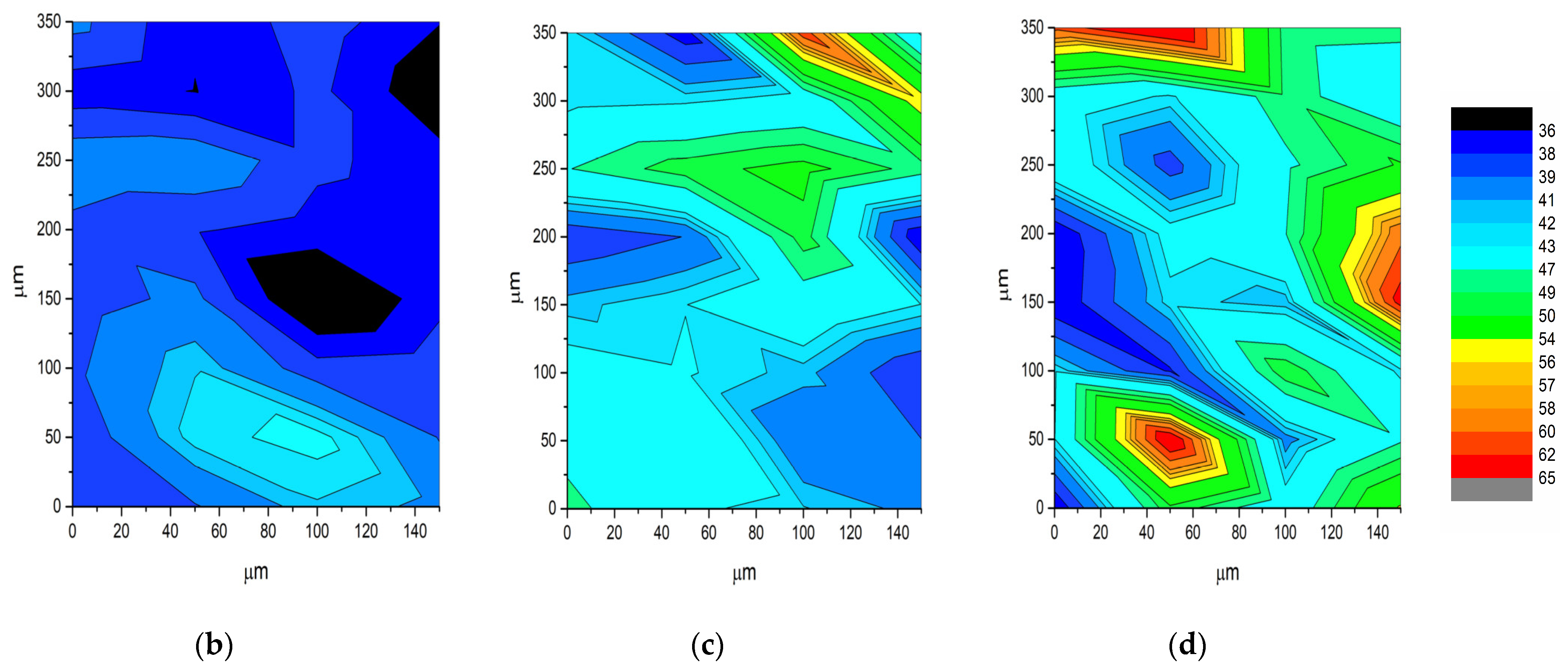
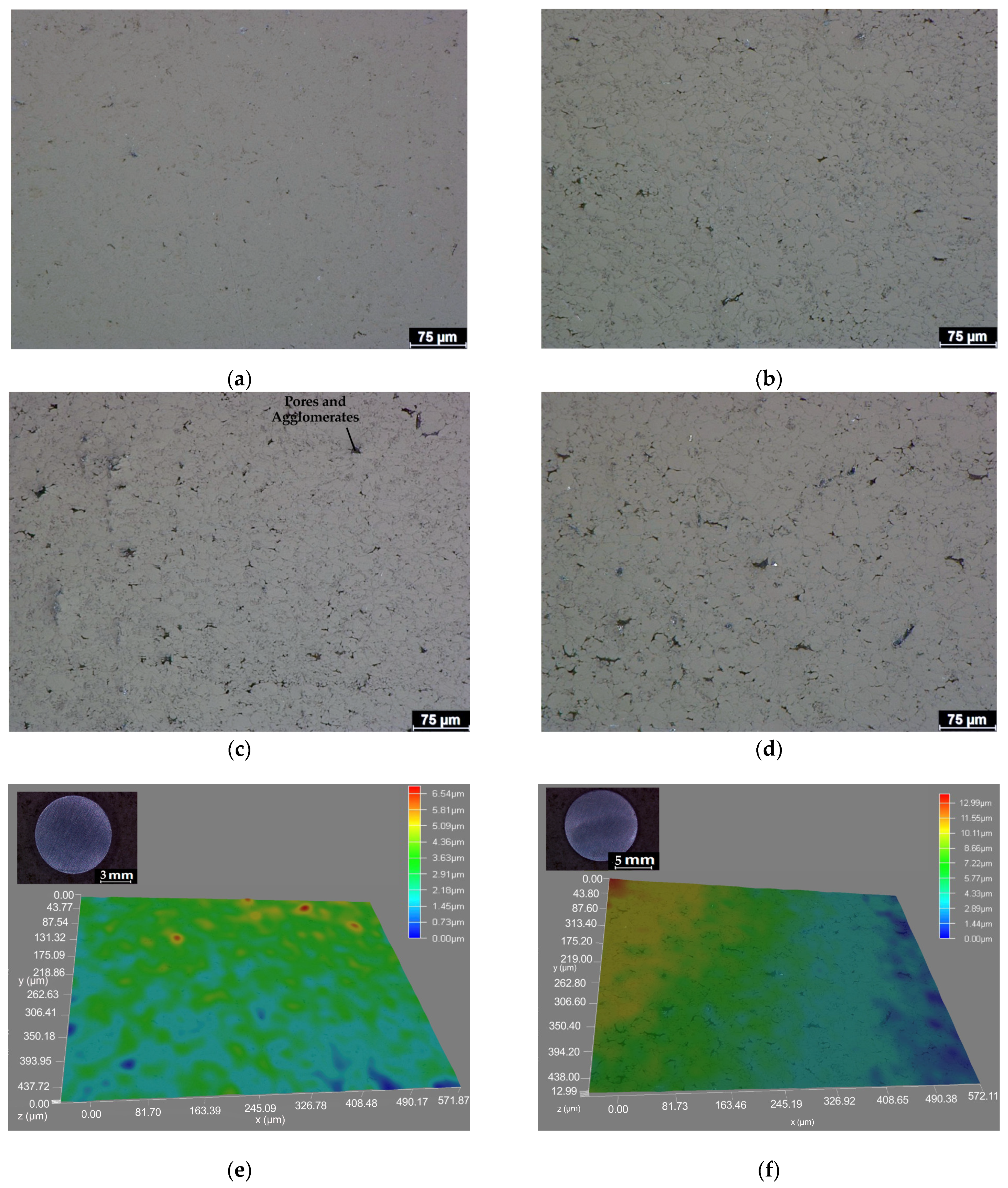
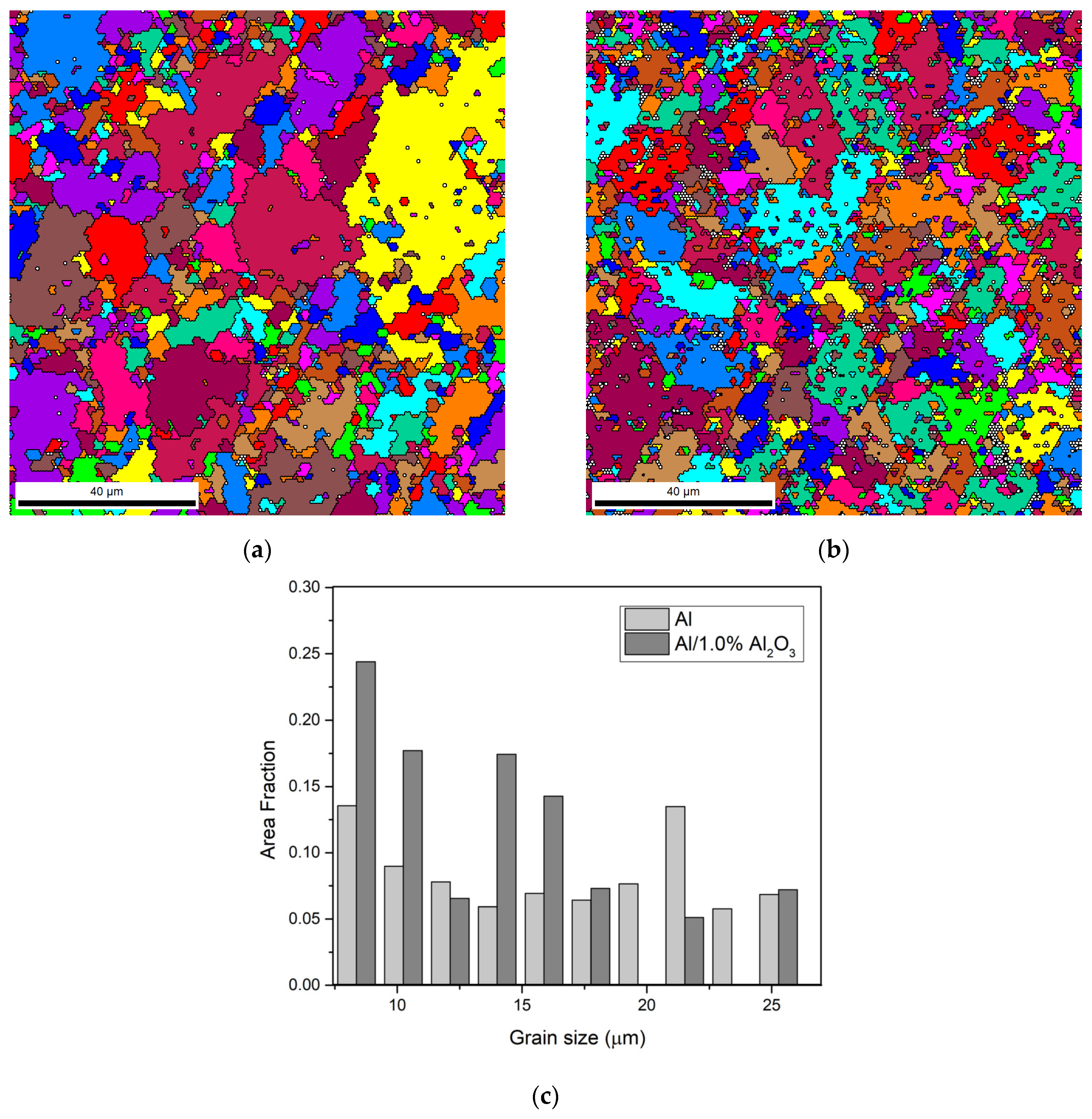
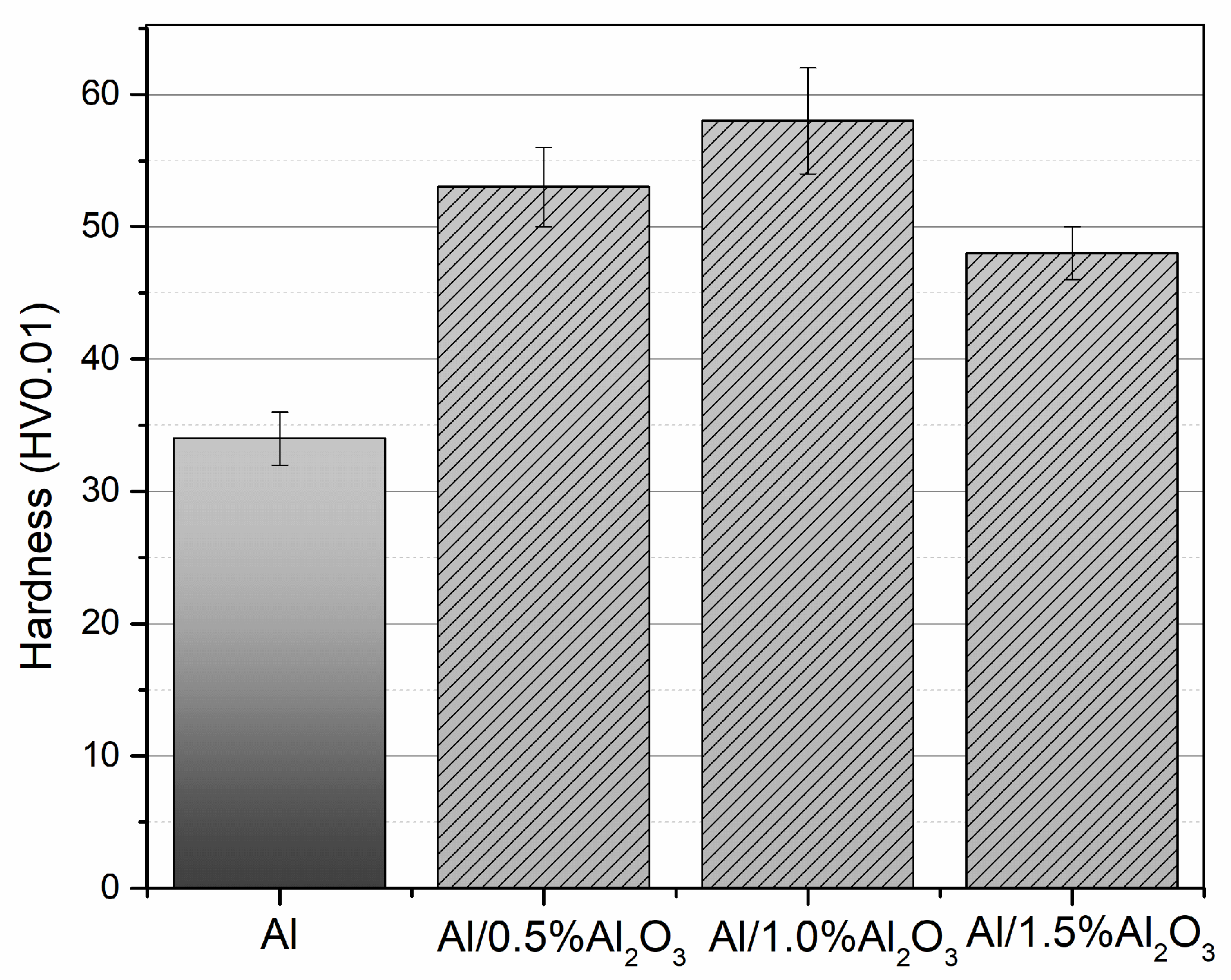
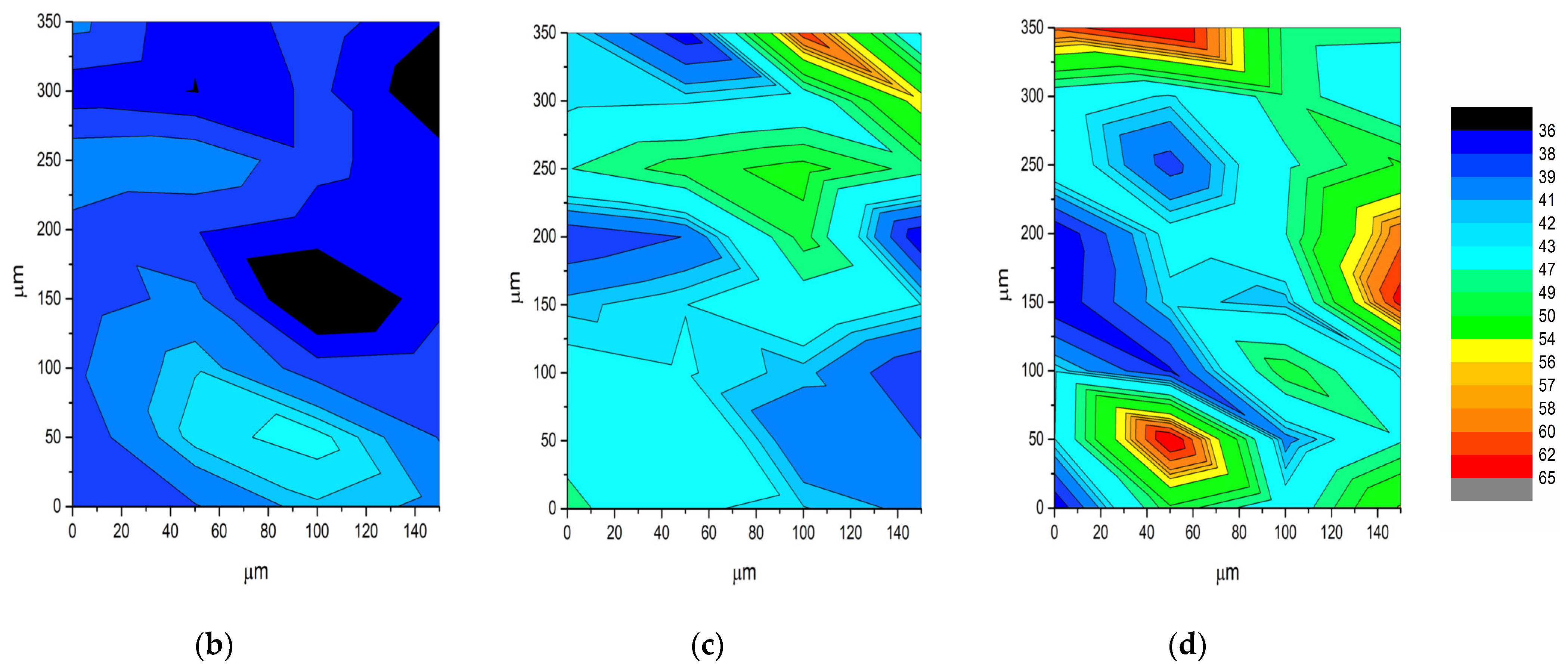
3.2. Nanocomposite Characterization
4. Discussion
4.1. Dispersion and Mixing Treatment
4.2. Effect of the Fraction of Al2O3 Nanoparticles in the Production of the Nanocomposites
4.3. Strengthening Mechanism of Nanocomposites
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Choi, S.M.; Awaji, H. Nanocomposites—A New Material Design Concept. Sci. Technol. Adv. Mater. 2005, 6, 2–10. [Google Scholar] [CrossRef]
- Divagar, S.; Vigneshwar, M.; Selvamani, S.T. Impacts of Nano Particles on Fatigue Strength of Aluminum Based Metal Matrix Composites for Aerospace. Mater. Today Proc. 2016, 3, 3734–3739. [Google Scholar] [CrossRef]
- Lu, H.X.; Hu, J.; Chen, C.P.; Sun, H.W.; Hu, X.; Yang, D.L. Characterization of Al2O3-Al Nanocomposite Powder Prepared by a Wet Chemical Method. Ceram. Int. 2005, 31, 481–485. [Google Scholar] [CrossRef]
- Shafiei-Zarghani, A.; Kashani-Bozorg, S.F.; Hanzaki, A.Z. Wear Assessment of Al/Al2O3 Nanocomposite Surface Layer Produced Using Friction Stir Processing. Wear 2011, 270, 403–412. [Google Scholar] [CrossRef]
- Razavi Tousi, S.S.; Yazdani Rad, R.; Salahi, E.; Mobasherpour, I.; Razavi, M. Production of Al-20 Wt.% Al2O3 Composite Powder Using High Energy Milling. Powder Technol. 2009, 192, 346–351. [Google Scholar] [CrossRef]
- Razavi-Tousi, S.S.; Yazdani-Rad, R.; Manafi, S.A. Effect of Volume Fraction and Particle Size of Alumina Reinforcement on Compaction and Densification Behavior of Al-Al2O3 Nanocomposites. Mater. Sci. Eng. A 2011, 528, 1105–1110. [Google Scholar] [CrossRef]
- Tavoosi, M.; Karimzadeh, F.; Enayati, M.H.; Heidarpour, A. Bulk Al-Zn/Al2O3 Nanocomposite Prepared by Reactive Milling and Hot Pressing Methods. J. Alloys Compd. 2009, 475, 198–201. [Google Scholar] [CrossRef]
- Malaki, M.; Xu, W.; Kasar, A.K.; Menezes, P.L.; Dieringa, H.; Varma, R.S.; Gupta, M. Advanced Metal Matrix Nanocomposites. Metals 2019, 9, 330. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nanoparticles—A Review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Qadir, J.; Savio Lewise, A.; Jims John Wessley, G.; Diju Samuel, G. Influence of Nanoparticles in Reinforced Aluminium Metal Matrix Composites in Aerospace Applications—A Review. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Rocha, F.; Simões, S. Production and Characterization of Aluminum Reinforced with SiC Nanoparticles. Metals 2023, 13, 1626. [Google Scholar] [CrossRef]
- Timms, L.A.; Ponton, C.B.; Strangwood, M. Processing of Al2O3/SiC Nanocomposites—Part 2: Green Body Formation and Sintering. J. Eur. Ceram. Soc. 2002, 22, 1569–1586. [Google Scholar] [CrossRef]
- Mula, S.; Padhi, P.; Panigrahi, S.C.; Pabi, S.K.; Ghosh, S. On Structure and Mechanical Properties of Ultrasonically Cast Al-2% Al2O3 Nanocomposite. Mater. Res. Bull. 2009, 44, 1154–1160. [Google Scholar] [CrossRef]
- Prasad Reddy, A.; Vamsi Krishna, P.; Narasimha Rao, R.; Murthy, N.V. Silicon Carbide Reinforced Aluminium Metal Matrix Nano Composites-A Review. Mater. Today Proc. 2017, 4, 3959–3971. [Google Scholar] [CrossRef]
- Yehia, H.M.; Nyanor, P.; Daoush, W.M. Characterization of Al-5Ni-0.5Mg/x (Al2O3-GNs) Nanocomposites Manufactured via Hot Pressing Technique. Mater. Charact. 2022, 191, 112139. [Google Scholar] [CrossRef]
- Moya, J.S.; Lopez-Esteban, S.; Pecharromán, C. The Challenge of Ceramic/Metal Microcomposites and Nanocomposites. Prog. Mater. Sci. 2007, 52, 1017–1090. [Google Scholar] [CrossRef]
- Orłowska, M.; Pixner, F.; Hütter, A.; Enzinger, N.; Olejnik, L.; Lewandowska, M. Manufacturing of Coarse and Ultrafine-Grained Aluminum Matrix Composites Reinforced with Al2O3 Nanoparticles via Friction Stir Processing. J. Manuf. Process 2022, 80, 359–373. [Google Scholar] [CrossRef]
- Carneiro, Í.; Simões, S. Investigation of Mechanical Properties of Al/CNT Nanocomposites Produced by Powder Metallurgy. Appl. Sci. 2023, 13, 54. [Google Scholar] [CrossRef]
- Carneiro, Í.; Fernandes, J.V.; Simões, S. Microstructural Characterization of Al/CNTs Nanocomposites after Cold Rolling. Nanomaterials 2023, 13, 1362. [Google Scholar] [CrossRef]
- Zhelezny, V.; Motovoy, I.; Khliyeva, O.; Lukianov, N. An influence of Al2O3 nanoparticles on the caloric properties and parameters of the phase transition of isopropyl alcohol in solid phase. Thermochim. Acta 2019, 671, 170–180. [Google Scholar] [CrossRef]
- Zhelezny, V.; Lozovsky, T.; Gotsulskiy, V.; Lukianov, N.; Motovoy, I. Research into the Influence of Al2O3 Nanoparticle Admixtures on the Magnitude of Isopropanol Molar. East. Eur. J. Enterp. Technol. 2017, 2, 33–39. [Google Scholar] [CrossRef]
- Altun, A.; Doruk, S.; Şara, O.N. Effect of Al2O3 Nanoparticle Dispersion on the Thermophysical Properties of [EMIM][EtSO4] Ionic Liquid. Int. J. Thermophys. 2023, 44, 106. [Google Scholar] [CrossRef]
- Sanaty-Zadeh, A. Comparison between Current Models for the Strength of Particulate-Reinforced Metal Matrix Nanocomposites with Emphasis on Consideration of Hall–Petch Effect. Mater. Sci. Eng. A 2012, 531, 112–118. [Google Scholar] [CrossRef]
- Zhao, K.; Duan, Z.; Liu, J.; Kang, G.; An, L. Strengthening Mechanisms of 15 Vol.% Al2O3 Nanoparticles Reinforced Aluminum Matrix Nanocomposite Fabricated by High Energy Ball Milling and Vacuum Hot Pressing. Acta Metall. Sin. 2022, 35, 915–921. [Google Scholar] [CrossRef]
- Nardone, V.C.; Prewo, K.M. On the strength of discontinuous silicon carbide reinforced aluminum composites. Scr. Metall. 1986, 20, 43–48. [Google Scholar] [CrossRef]
- Arsenault, R.J.; Shi, N. Dislocation generation due to differences between the coefficients of thermal expansion. Mater. Sci. Eng. 1986, 81, 175–187. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ultrasonication Frequencies (kHz) | Time (min) | Solution |
|---|---|---|
| 12.0 | 5 | ethanol– |
| 10 | water | |
| 15 | isopropanol | |
| 20 | ||
| 15.0 | 5 | ethanol– |
| 10 | water | |
| 15 | isopropanol | |
| 20 | ||
| 20.4 | 5 | ethanol– |
| 10 | water | |
| 15 | isopropanol | |
| 20 |
| Zone | Al | O | Fe | Ni |
|---|---|---|---|---|
| Z1 | 100 | - | - | - |
| Z2 | 78.6 | 7.9 | 12.5 | 1.1 |
| Z3 | 54.4 | 45.6 | - | - |
| Strengthening Mechanism | Al-0.5 wt.% Al2O3 | Al-1.0 wt.% Al2O3 | Al-1.5 wt.%Al2O3 |
|---|---|---|---|
| Load transfer (MPa) | 16.5 | 33 | 49.5 |
| Grain refinement (MPa) | 3.6 | 5.8 | 8.4 |
| GNDs induced via CTE mismatch (m−2) | 1.16 × 10−7 | 2.34 × 10−7 | 3.53 × 10−7 |
| GNDs induced via CTE mismatch (MPa) | 2.2 | 3.1 | 3.9 |
| Orowan (MPa) | 16.5 | 22.5 | 26.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rocha, F.; Simões, S. Aluminum Nanocomposites Reinforced with Al2O3 Nanoparticles: Synthesis, Structure, and Properties. J. Compos. Sci. 2024, 8, 33. https://doi.org/10.3390/jcs8010033
Rocha F, Simões S. Aluminum Nanocomposites Reinforced with Al2O3 Nanoparticles: Synthesis, Structure, and Properties. Journal of Composites Science. 2024; 8(1):33. https://doi.org/10.3390/jcs8010033
Chicago/Turabian StyleRocha, Francisca, and Sónia Simões. 2024. "Aluminum Nanocomposites Reinforced with Al2O3 Nanoparticles: Synthesis, Structure, and Properties" Journal of Composites Science 8, no. 1: 33. https://doi.org/10.3390/jcs8010033
APA StyleRocha, F., & Simões, S. (2024). Aluminum Nanocomposites Reinforced with Al2O3 Nanoparticles: Synthesis, Structure, and Properties. Journal of Composites Science, 8(1), 33. https://doi.org/10.3390/jcs8010033