
The Machinability Characteristics of Multidirectional CFRP Composites Using High-Performance Wire EDM Electrodes



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Material Removal Rate and Workpiece Surface Damage
3.2. Kerf Width
3.3. Workpiece Surface Roughness
4. Conclusions
- Material removal rates ranged between 7.42 and 14.82 mm3/min when utilising the Topas wire, while a marginally lower MRR of 5.29 to 13.31 mm3/min was recorded in tests involving the Compeed wire. The lower cutting rates in the latter was possibly due to increased debris generation in the spark gap resulting in reduced machining efficiency. Pulse-off time was found to be the only statistically significant factor influencing MRR, with a PCR of 67.76%. The regression model considering both linear factors as well as two-way interactions between the factors exhibited a strong correlation to the experimental results with a R2 of 99.79%.
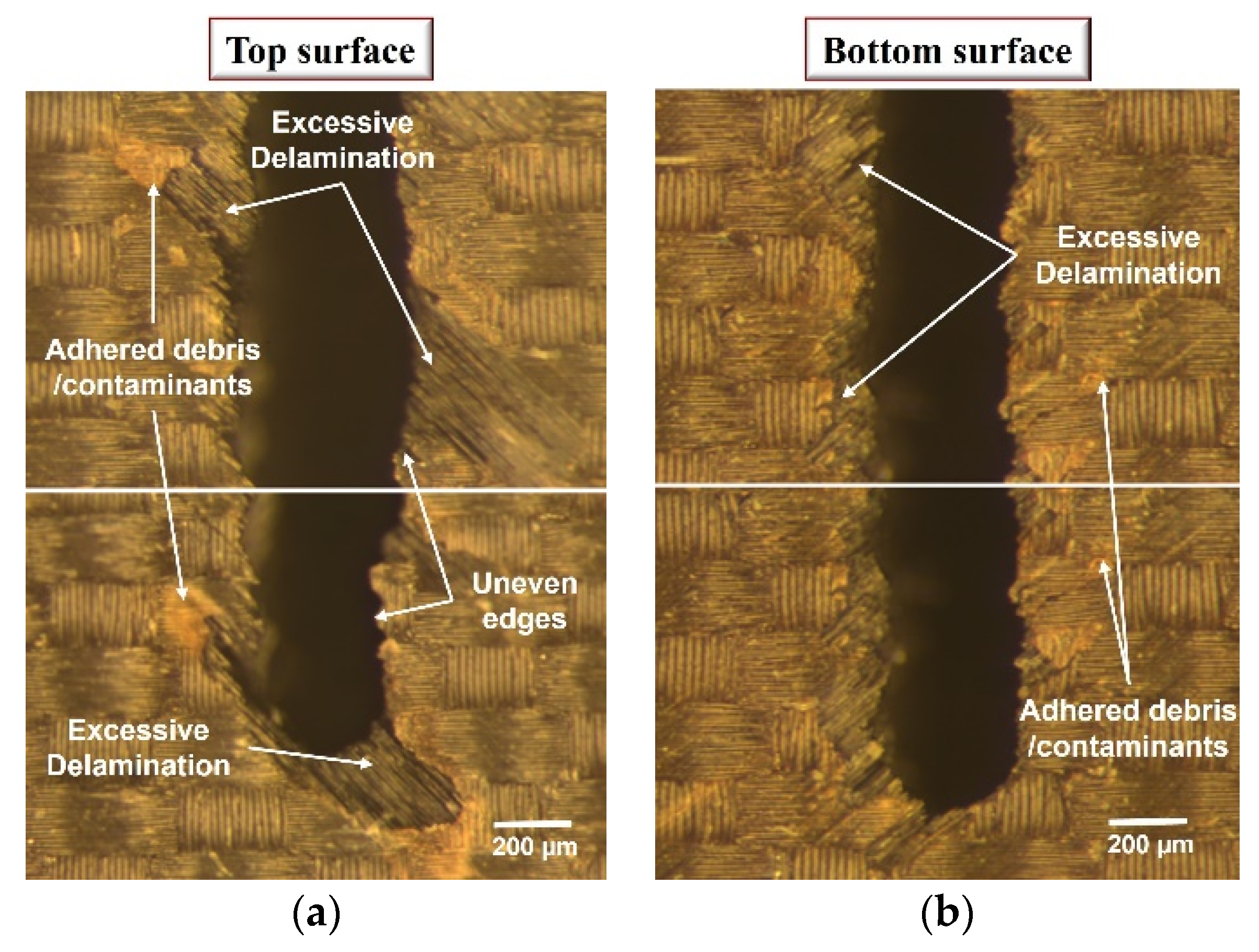
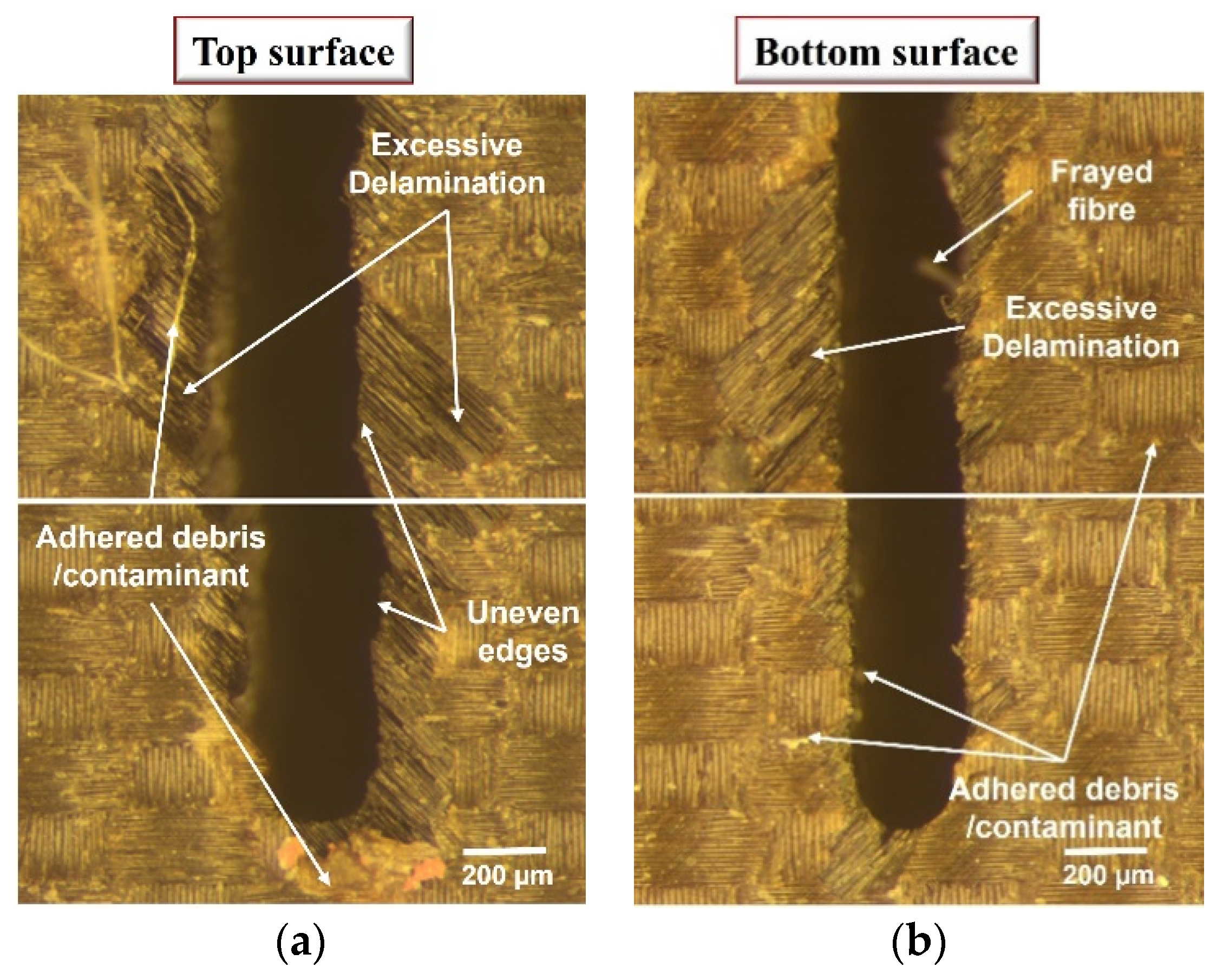
- Considerable levels of delamination were observed on the top and bottom surfaces of the machined workpieces in all tests, although delamination factor calculations indicated somewhat higher values of up to 2.94 for workpieces machined using the Compeed wire, whilst a corresponding maximum Fd of 2.5 was obtained when employing the Topas wire.
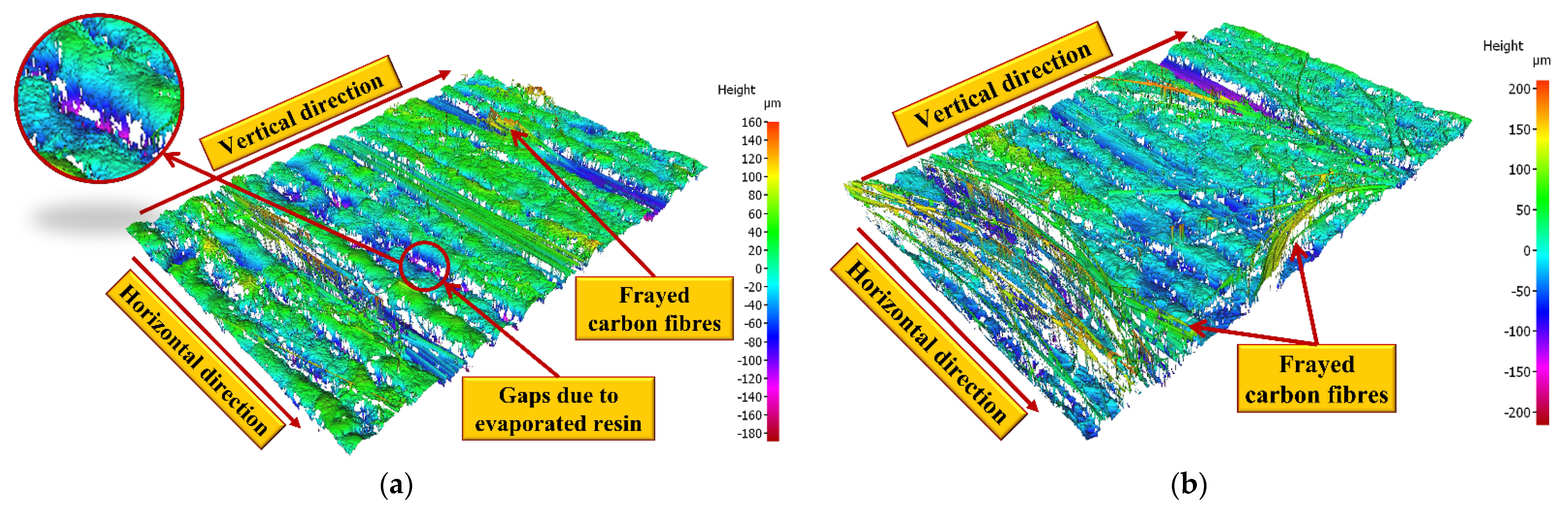
- Analysis of the cut surfaces revealed the presence of significant fibre debris, voids, and aggregated re-solidified resin material, particularly for workpieces machined with the Topas wire. In similar tests involving the Compeed wire, additional defects were prevalent in the form of large cavities in the vicinity of ply interfaces due to resin evaporation and fibre loss.
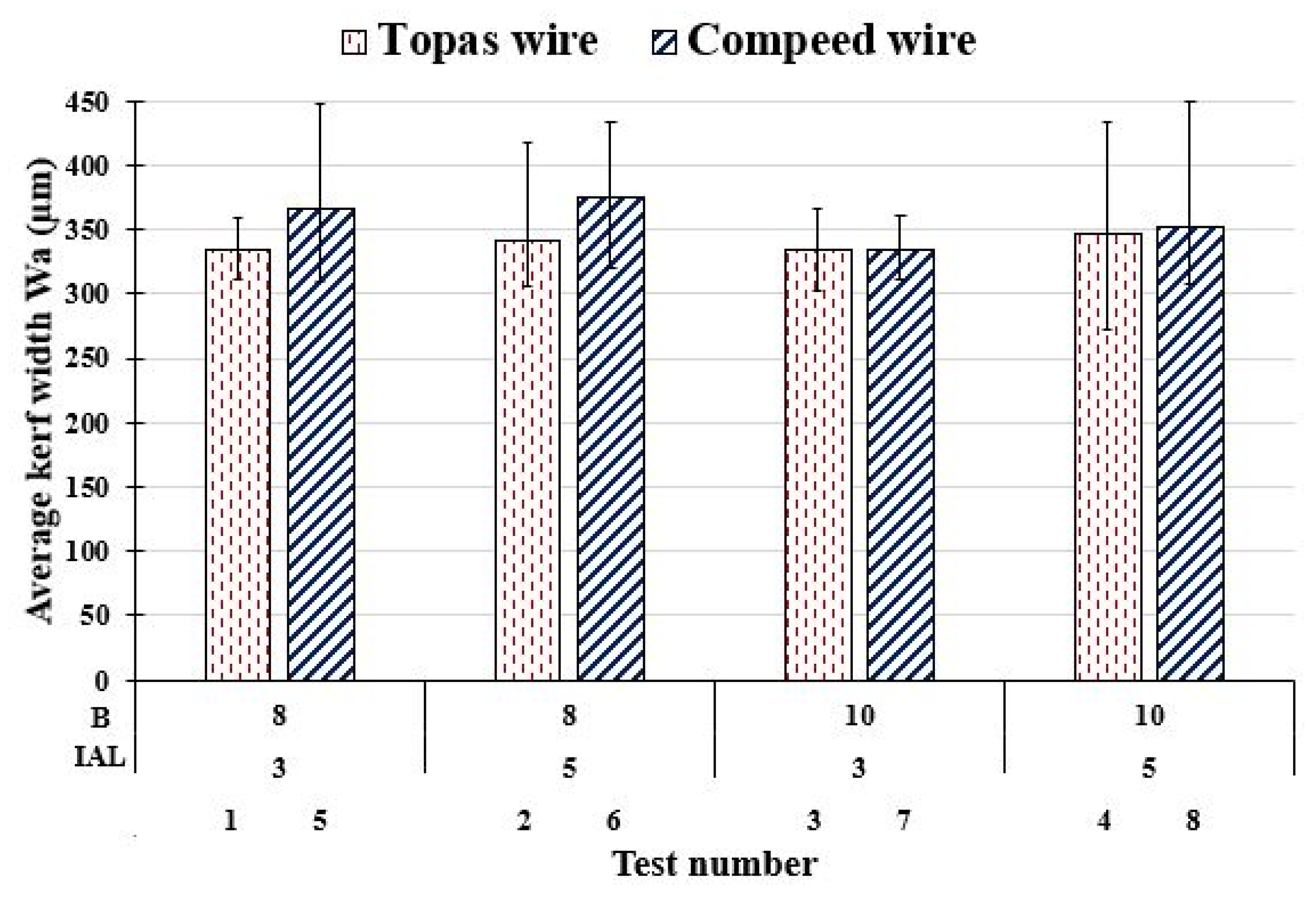
- Marginally higher kerf widths of up to ~8% were observed when machining with the Compeed wire. The corresponding ANOVA highlighted that wire type as well as its interaction with pulse-off time were significant at the 5% level, with PCRs of 37.69% and 27.39%, respectively. The derived regression model for kerf width showed a high R2 of 99.88%, which suggests a strong fit with the experimental data.
- The resulting average workpiece surface roughness was relatively high, irrespective of cutting conditions and wire type, with maximum values of 24.86 µm and 27.53 µm Sa for the Topas and Compeed wire, respectively. None of the variable factors or interactions, however, were found to have a significant influence on surface roughness, despite ignition current having a considerable PCR of 41.62%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Acronym | Description |
| 3D | Three dimensional |
| A | Pulse-on time |
| ACG | Advanced Composite Group |
| Adj R2 | Adjusted coefficient of determination |
| Aj | Servo voltage |
| ANOVA | Analysis of variance |
| AWJM | Abrasive water jet machining |
| B | Pulse-off time |
| C | Compeed |
| CFRP | Carbon-fibre-reinforced plastic |
| Cu | Copper |
| EDM | Electrical discharge machining |
| Fd | Delamination factor |
| HAZ | Heat-affected zone |
| HTS | High tensile strength |
| IAL | Ignition current |
| INJ | Injection pressure |
| LBM | Laser beam machining |
| ma | Mass after machining |
| mb | Mass before machining |
| MRR | Material removal rate |
| PCR | Percentage contribution ratio |
| R2 | Coefficient of determination |
| Sa | Arithmetic 3D areal roughness |
| SEM | Scanning electron microscope |
| tm | Machining time |
| UD-CFRP | Unidirectional carbon-fibre-reinforced plastic |
| UVAD | Ultrasonic-vibration-assisted drilling |
| Vf | Fibre volume fraction |
| Vo | Open voltage |
| W | Wire type |
| Wa | Average kerf width |
| WB | Wire tension |
| WEDM | Wire electrical discharge machining |
| Wmax | Maximum damage width |
| Ws | Wire speed |
| Zn | Zinc |
| ρ | Density |
References
- Sekaran, S.C.; Yap, H.J.; Liew, K.E.; Kamaruzzaman, H.; Tan, C.H.; Rajab, R.S. Haptic-based virtual reality system to enhance actual aerospace composite panel drilling training. In Structural Health Monitoring of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Jawaid, M., Thariq, M., Saba, N., Eds.; Elsevier: Duxford, UK, 2019; pp. 113–128. [Google Scholar]
- Mohee, F.M.; Al-Mayah, A.; Plumtree, A. Anchors for CFRP plates: State-of-the-art review and future potential. Compos. Part B Eng. 2016, 90, 432–442. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, X.; Duan, Y. Investigating the Effect of Low-Temperature Drilling Process on the Mechanical Behavior of CFRP. Polymers 2022, 14, 1034. [Google Scholar] [CrossRef]
- Dutta, H.; Debnath, K.; Sarma, D.K. Investigation on cutting of thin carbon fiber-reinforced polymer composite plate using sandwich electrode-assisted wire electrical-discharge machining. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2021, 235, 1628–1638. [Google Scholar] [CrossRef]
- El-Hofy, M.H.; Soo, S.L.; Aspinwall, D.K.; Sim, W.M.; Pearson, D.; M’Saoubi, R.; Harden, P. Tool temperature in slotting of CFRP composites. Procedia Manuf. 2017, 10, 371–381. [Google Scholar] [CrossRef]
- Kim, D.; Beal, A.; Kwon, P. Effect of tool wear on hole quality in drilling of carbon fiber reinforced plastic–titanium alloy stacks using tungsten carbide and polycrystalline diamond tools. J. Manuf. Sci. Eng. 2016, 138, 031006. [Google Scholar] [CrossRef]
- Kumar, D.; Singh, K.K. An approach towards damage free machining of CFRP and GFRP composite material: A review. Adv. Compos. Mater. 2015, 24, 49–63. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.Y.; Shinde, S.R. Machinability of carbon/epoxy composites by electrical discharge machining. Int. J. Mach. Mach. Mater. 2016, 18, 3–17. [Google Scholar]
- Teicher, U.; Müller, S.; Münzner, J.; Nestler, A. Micro-EDM of carbon fibre-reinforced plastics. Procedia CIRP 2013, 6, 320–325. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Li, M.; Yang, X. The feasibility of fast slotting thick CFRP laminate using fiber laser-CNC milling cooperative machining technique. Opt. Laser Technol. 2022, 149, 107794. [Google Scholar] [CrossRef]
- Hejjaji, A.; Zitoune, R.; Toubal, L.; Crouzeix, L.; Collombet, F. Influence of controlled depth abrasive water jet milling on the fatigue behavior of carbon/epoxy composites. Compos. Part A Appl. Sci. Manuf. 2019, 121, 397–410. [Google Scholar] [CrossRef]
- Cao, S.; Li, H.N.; Huang, W.; Zhou, Q.; Lei, T.; Wu, C. A delamination prediction model in ultrasonic vibration assisted drilling of CFRP composites. J. Mater. Process. Technol. 2021, 302, 117480. [Google Scholar] [CrossRef]
- Leone, C.; Mingione, E.; Genna, S. Laser cutting of CFRP by Quasi-Continuous Wave (QCW) fibre laser: Effect of process parameters and analysis of the HAZ index. Compos. Part B Eng. 2021, 224, 109146. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.Y. Hole quality and damage in drilling carbon/epoxy composites by electrical discharge machining. Mater. Manuf. Process. 2016, 31, 941–950. [Google Scholar] [CrossRef]
- Yue, X.; Yang, X.; Tian, J.; He, Z.; Fan, Y. Thermal, mechanical and chemical material removal mechanism of carbon fiber reinforced polymers in electrical discharge machining. Int. J. Mach. Tools Manuf. 2018, 133, 4–17. [Google Scholar] [CrossRef]
- Kumaran, V.U.; Kliuev, M.; Billeter, R.; Wegener, K. Influence of carbon-based fillers on EDM machinability of CFRP. Procedia CIRP 2020, 95, 437–442. [Google Scholar] [CrossRef]
- Kumar, R.; Agrawal, P.K.; Singh, I. Fabrication of micro holes in CFRP laminates using EDM. J. Manuf. Process. 2018, 31, 859–866. [Google Scholar] [CrossRef]
- Makudapathy, C.; Sundaram, M. High aspect ratio machining of carbon fiber reinforced plastics by electrical discharge machining process. J. Micro Nano-Manuf. 2020, 8, 041005. [Google Scholar] [CrossRef]
- Lau, W.S.; Lee, W.B. A comparison between EDM wire-cut and laser cutting of carbon fibre composite materials. Mater. Manuf. Process. 1991, 6, 331–342. [Google Scholar] [CrossRef]
- Abdallah, R.; Soo, S.L.; Hood, R. A feasibility study on wire electrical discharge machining of carbon fibre reinforced plastic composites. Procedia CIRP 2018, 77, 195–198. [Google Scholar] [CrossRef]
- Abdallah, R.; Soo, S.L.; Hood, R. The influence of cut direction and process parameters in wire electrical discharge machining of carbon fibre–reinforced plastic composites. Int. J. Adv. Manuf. Technol. 2021, 113, 1699–1716. [Google Scholar] [CrossRef]
- Dutta, H.; Debnath, K.; Sarma, D.K. A study of wire electrical discharge machining of carbon fibre reinforced plastic. In Advances in Unconventional Machining and Composites; Shunmugam, M.S., Kanthababu, M., Eds.; Springer: Singapore, 2020; pp. 451–460. [Google Scholar]
- Wu, C.; Gao, S.; Zhao, Y.J.; Qi, H.; Liu, X.; Liu, G.; Guo, J.; Li, H.N. Preheating assisted wire EDM of semi-conductive CFRPs: Principle and anisotropy. J. Mater. Process. Technol. 2021, 288, 1169159. [Google Scholar] [CrossRef]
- Kuo, C.L. Drilling of Ti/CFRP/Al Multilayer Stack Materials. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2014. [Google Scholar]
- Shyha, I.S.E.M. Drilling of Carbon Fibre Reinforced Plastic Composites. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2010. [Google Scholar]
- GF Machining Solutions. Available online: https://www.gfms.com/content/dam/gfms/pdf/lifecycle-services/operate/en/CS-certified-wires_en.pdf (accessed on 2 February 2022).
- Bedra Intelligent Wires. Available online: http://www.bedra.hk/UploadImage/edit/files/topasplusflyer_GB.pdf (accessed on 2 February 2022).
- Ji, R.; Liu, Y.; Diao, R.; Xu, C.; Li, X.; Cai, B.; Zhang, Y. Influence of electrical resistivity and machining parameters on electrical discharge machining performance of engineering ceramics. PLoS ONE 2014, 9, e110775. [Google Scholar] [CrossRef] [PubMed]
- Habib, S.; Okada, A.; Ichii, S. Effect of cutting direction on machining of carbon fibre reinforced plastic by electrical discharge machining process. Int. J. Mach. Mach. Mater. 2013, 13, 414–427. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Damage and dimensional precision on milling carbon fiber-reinforced plastics using design experiments. J. Mater. Process. Technol. 2005, 160, 160–167. [Google Scholar] [CrossRef]
- Lau, W.; Wang, M.; Lee, M. Electrical discharge machining of carbon fibre composite materials. Int. J. Mach. Tools Manuf. 1990, 30, 297–308. [Google Scholar] [CrossRef]
- Habib, S.; Okada, A. Experimental investigation on wire vibration during fine wire electrical discharge machining process. Int. J. Adv. Manuf. Technol. 2016, 84, 2265–2276. [Google Scholar] [CrossRef]
- Ablyaz, T.R.; Shlykov, E.S.; Muratov, K.R.; Sidhu, S.S. Analysis of wire-cut electro discharge machining of polymer composite materials. Micromachines 2021, 12, 571. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Details |
|---|---|
| Density | 1.6 g/cm3 |
| Hardness | 60–65 Barcol |
| Ultimate tensile strength | 2000 MPa |
| Interlaminate shear strength | 14 MPa |
| Modulus of elasticity | 150 GPa |
| Thermal conductivity | 1 W/mK ⊥ and 70 W/mK//to fibre |
| Workpiece electrical resistivity (X, Y, Z) | 0.0833 Ω·cm, 0.092 Ω·cm, 1980.1 Ω·cm |
| Coefficient of thermal expansion (CTE) | Up to 10 μm/mK |
| Parameters | Symbol (Unit) | Level 1 | Level 2 | |
|---|---|---|---|---|
| Variable factors | Ignition current | IAL (A) | 3 | 5 |
| Pulse-off time | B (µs) | 8 | 10 | |
| Wire type | W | Topas Plus D (T) | Compeed (C) | |
| Constant factors | Open gap voltage | Vo (V) | 100 | - |
| Pulse-on time | A (µs) | 0.6 | - | |
| Servo voltage | Aj (V) | 15 | - | |
| Wire tension | WB (N) | 13 | - | |
| Wire speed | WS (m/min) | 10 | - | |
| Flushing pressure | INJ (bar) | 16 | - | |
| Frequency | FF (%) | 10 | - | |
| Test No. | Ignition Current, IAL (A) | Pulse-off Time, B (µs) | Wire Type, W |
|---|---|---|---|
| 1 | 3 | 8 | T |
| 2 | 5 | 8 | T |
| 3 | 3 | 10 | T |
| 4 | 5 | 10 | T |
| 5 | 3 | 8 | C |
| 6 | 5 | 8 | C |
| 7 | 3 | 10 | C |
| 8 | 5 | 10 | C |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | PCR |
|---|---|---|---|---|---|---|---|
| Model | 6 | 74.0556 | 74.0556 | 12.3426 | 80.07 | 0.085 | 99.79% |
| Linear | 3 | 73.597 | 73.597 | 24.5323 | 159.15 | 0.058 | 99.17% |
| IAL | 1 | 14.5094 | 14.5094 | 14.5094 | 94.13 | 0.065 | 19.55% |
| B | 1 | 50.281 | 50.281 | 50.281 | 326.19 | 0.035 * | 67.76% |
| W | 1 | 8.8065 | 8.8065 | 8.8065 | 57.13 | 0.084 | 11.87% |
| 2-Way Interactions | 3 | 0.4587 | 0.4587 | 0.1529 | 0.99 | 0.611 | 0.62% |
| IAL*B | 1 | 0.2877 | 0.2877 | 0.2877 | 1.87 | 0.402 | 0.39% |
| IAL*W | 1 | 0.001 | 0.001 | 0.001 | 0.01 | 0.949 | 0.00% |
| B*W | 1 | 0.17 | 0.17 | 0.17 | 1.1 | 0.484 | 0.23% |
| Error | 1 | 0.1541 | 0.1541 | 0.1541 | 0.21% | ||
| Total | 7 | 74.2098 | 100.00% | ||||
| Model equation | MRR = 34.40 − 0.36 IAL − 3.266 B + 0.22 W + 0.190 IAL*B + 0.011 IAL*W − 0.146 B*W | ||||||
| Model summary | |||||||
| S | R2 | Adj R2 | PRESS | Pred R2 | |||
| 0.392615 | 99.79% | 98.55% | 9.86536 | 86.71% | |||
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | PCR |
|---|---|---|---|---|---|---|---|
| Model | 6 | 1701.86 | 1701.86 | 283.643 | 135.34 | 0.066 | 99.88% |
| Linear | 3 | 1195.78 | 1195.78 | 398.592 | 190.19 | 0.053 | 70.18% |
| IAL | 1 | 272.42 | 272.42 | 272.422 | 129.99 | 0.056 | 15.99% |
| B | 1 | 281.11 | 281.11 | 281.111 | 134.13 | 0.055 | 16.50% |
| W | 1 | 642.24 | 642.24 | 642.244 | 306.45 | 0.036 * | 37.69% |
| 2-Way Interactions | 3 | 506.08 | 506.08 | 168.693 | 80.49 | 0.082 | 29.70% |
| IAL*B | 1 | 34.33 | 34.33 | 34.332 | 16.38 | 0.154 | 2.01% |
| IAL*W | 1 | 5.08 | 5.08 | 5.084 | 2.43 | 0.363 | 0.30% |
| B*W | 1 | 466.66 | 466.66 | 466.664 | 222.67 | 0.043 * | 27.39% |
| Error | 1 | 2.1 | 2.1 | 2.096 | 0.12% | ||
| Total | 7 | 1703.95 | 100.00% | ||||
| Model equation | Wa = 452.4 − 12.81 IAL − 14.21 B + 74.51 W + 2.072 IAL*B + 0.797 IAL*W − 7.638 B*W | ||||||
| Model summary | |||||||
| S | R2 | Adj R2 | PRESS | Pred R2 | |||
| 1.44767 | 99.88% | 99.14% | 134.129 | 92.13% | |||
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | PCR |
|---|---|---|---|---|---|---|---|
| Model | 6 | 19.9873 | 19.9873 | 3.33121 | 4.27 | 0.355 | 96.24% |
| Linear | 3 | 12.4798 | 12.4798 | 4.15992 | 5.33 | 0.306 | 60.09% |
| IAL | 1 | 8.6433 | 8.6433 | 8.6433 | 11.07 | 0.186 | 41.62% |
| B | 1 | 3.2123 | 3.2123 | 3.21231 | 4.12 | 0.292 | 15.47% |
| W | 1 | 0.6242 | 0.6242 | 0.62416 | 0.8 | 0.536 | 3.01% |
| 2-Way Interactions | 3 | 7.5075 | 7.5075 | 2.5025 | 3.21 | 0.385 | 36.15% |
| IAL*B | 1 | 0.0039 | 0.0039 | 0.00389 | 0 | 0.955 | 0.02% |
| IAL*W | 1 | 4.0162 | 4.0162 | 4.0162 | 5.14 | 0.264 | 19.34% |
| B*W | 1 | 3.4874 | 3.4874 | 3.4874 | 4.47 | 0.281 | 16.79% |
| Error | 1 | 0.7806 | 0.7806 | 0.7806 | 3.76% | ||
| Total | 7 | 20.7679 | 100.00% | ||||
| Model equation | Sa = 26.9 + 0.84 IAL − 0.72 B + 3.39 W + 0.022 IAL*B + 0.709 IAL*W − 0.660 B*W | ||||||
| Model summary | |||||||
| S | R2 | Adj R2 | PRESS | Pred R2 | |||
| 0.883518 | 96.24% | 73.69% | 49.9587 | 0.00% | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdallah, R.; Hood, R.; Soo, S.L. The Machinability Characteristics of Multidirectional CFRP Composites Using High-Performance Wire EDM Electrodes. J. Compos. Sci. 2022, 6, 159. https://doi.org/10.3390/jcs6060159
Abdallah R, Hood R, Soo SL. The Machinability Characteristics of Multidirectional CFRP Composites Using High-Performance Wire EDM Electrodes. Journal of Composites Science. 2022; 6(6):159. https://doi.org/10.3390/jcs6060159
Chicago/Turabian StyleAbdallah, Ramy, Richard Hood, and Sein Leung Soo. 2022. "The Machinability Characteristics of Multidirectional CFRP Composites Using High-Performance Wire EDM Electrodes" Journal of Composites Science 6, no. 6: 159. https://doi.org/10.3390/jcs6060159
APA StyleAbdallah, R., Hood, R., & Soo, S. L. (2022). The Machinability Characteristics of Multidirectional CFRP Composites Using High-Performance Wire EDM Electrodes. Journal of Composites Science, 6(6), 159. https://doi.org/10.3390/jcs6060159