
Sustainable Manufacture of Natural Fibre Reinforced Epoxy Resin Composites with Coupling Agent in the Hardener




Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dąbrowska, A. Plant-Oil-Based Fibre Composites for Boat Hulls. Material 2022, 15, 1699. [Google Scholar] [CrossRef]
- Fitzgerald, A.; Proud, W.; Kandemir, A.; Murphy, R.J.; Jesson, D.A.; Trask, R.S.; Hamerton, I.; Longana, M.L. A Life Cycle Engineering Perspective on Biocomposites as a Solution for a Sustainable Recovery. Sustainability 2021, 13, 1160. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A review of natural fiber composites: Properties, modification and processing techniques, characterization, applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar] [CrossRef]
- Hill, C.; Hughes, M. Natural Fibre Reinforced Composites Opportunities and Challenges. J. Biobased Mater. Bioenergy 2010, 4, 148–158. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Sadrmanesh, V.; Chen, Y. Bast fibres: Structure, processing, properties, and applications. Int. Mater. Rev. 2019, 64, 381–406. [Google Scholar] [CrossRef]
- Sanivada, U.K.; Mármol, G.; Brito, F.P.; Fangueiro, R. PLA Composites Reinforced with Flax and Jute Fibers—A Review of Recent Trends, Processing Parameters and Mechanical Properties. Polymers 2020, 12, 2373. [Google Scholar] [CrossRef]
- Shah, D.U. Developing plant fibre composites for structural applications by optimising composite parameters: A critical review. J. Mater. Sci. 2013, 48, 6083–6107. [Google Scholar] [CrossRef]
- Syduzzaman, M.; Al Faruque, A.; Bilisik, K.; Naebe, M. Plant-Based Natural Fibre Reinforced Composites: A Review on Fabrication, Properties and Applications. Coatings 2020, 10, 973. [Google Scholar] [CrossRef]
- Zwawi, M. A Review on Natural Fiber Bio-Composites; Surface Modifications and Applications. Molecules 2021, 26, 404. [Google Scholar] [CrossRef]
- Summerscales, J. Virtual Book on Bast Fibres and Their Composites. Available online: https://ecm-academics.plymouth.ac.uk/jsummerscales/mats347/bast_book.htm (accessed on 11 March 2022).
- Cox, H.L. The elasticity and strength of paper and other fibrous materials. Br. J. Appl. Phys. 1952, 3, 72–79. [Google Scholar] [CrossRef]
- Folkes, M.J. Short Fibre Reinforced Thermoplastics; Research Studies Press: Letchworth, UK, 1982; ISBN 0-471-10209-1. [Google Scholar]
- Virk, A.S.; Hall, W.; Summerscales, J. Modulus and strength prediction for natural fibre composites. Mater. Sci. Technol. 2012, 28, 864–871. [Google Scholar] [CrossRef]
- Nayfeh, A.H. Thermomechanically induced interfacial stresses in fibrous composites. Fibre Sci. Technol. 1977, 10, 195–209. [Google Scholar] [CrossRef]
- McCartney, L.N. Analytical models of stress transfer in unidirectional composites and cross-ply laminates, and their application to the prediction of matrix/transverse cracking. In Proceedings of the IUTAM Symposium on Local Mechanics Concepts for Composite Material Systems, Blacksburg, VA, USA, 27–31 October 1992; Reddy, J.N., Reifsnider, K.L., Eds.; Springer: Berlin, Germany, 1992; pp. 251–282, ISBN 3-540-55547-1. [Google Scholar]
- Nairn, J.A. Generalized Shear-Lag Analysis Including Imperfect Interfaces. Adv. Compos. Lett. 2004, 13, 263–274. [Google Scholar] [CrossRef] [Green Version]
- Nairn, J.A. On the use of shear-lag methods for analysis of stress transfer in unidirectional composites. Mech. Mater. 1997, 26, 63–80. [Google Scholar] [CrossRef]
- Nairn, J.; Mendels, D. On the use of planar shear-lag methods for stress-transfer analysis of multilayered composites. Mech. Mater. 2001, 33, 335–362. [Google Scholar] [CrossRef]
- Shokoohi, S.; Arefazar, A.; Khosrokhavar, R. Silane Coupling Agents in Polymer-based Reinforced Composites: A Review. J. Reinf. Plast. Compos. 2008, 27, 473–485. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, Q.; McNabb, H.S. Chemical coupling in wood fibre and polymer composites: A review of coupling agents and treatments. Wood Fiber Sci. 2000, 32, 88–104. Available online: https://www.researchgate.net/publication/280136866 (accessed on 11 March 2022).
- Xie, Y.; Hill, C.A.S.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Anbupalani, M.S.; Venkatachalam, C.D.; Rathanasamy, R. Influence of coupling agent on altering the reinforcing efficiency of natural fibre-incorporated polymers—A review. J. Reinf. Plast. Compos. 2020, 39, 520–544. [Google Scholar] [CrossRef]
- Liu, M.; Thygesen, A.; Summerscales, J.; Meyer, A.S. Targeted pre-treatment of hemp bast fibres for optimal performance in biocomposite materials: A review. Ind. Crop. Prod. 2017, 108, 660–683. [Google Scholar] [CrossRef] [Green Version]
- Burrola-Núñez, H.; Herrera-Franco, P.J.; E Rodríguez-Félix, D.; Soto-Valdez, H.; Madera-Santana, T.J. Surface modification and performance of jute fibers as reinforcement on polymer matrix: An overview. J. Nat. Fibers 2019, 16, 944–960. [Google Scholar] [CrossRef]
- Koohestani, B.; Darban, A.K.; Mokhtari, P.; Yilmaz, E.; Darezereshki, E. Comparison of different natural fiber treatments: A literature review. Int. J. Environ. Sci. Technol. 2019, 16, 629–642. [Google Scholar] [CrossRef]
- Latif, R.; Wakeel, S.; Khan, N.Z.; Siddiquee, A.N.; Verma, S.L.; Khan, Z.A. Surface treatments of plant fibers and their effects on mechanical properties of fiber-reinforced composites: A review. J. Reinf. Plast. Compos. 2018, 38, 15–30. [Google Scholar] [CrossRef]
- Kalia, S.; Thakur, K.; Celli, A.; Kiechel, M.A.; Schauer, C.L. Surface modification of plant fibers using environment friendly methods for their application in polymer composites, textile industry and antimicrobial activities: A review. J. Environ. Chem. Eng. 2013, 1, 97–112. [Google Scholar] [CrossRef]
- Lee, K.-Y.; Delille, A.; Bismarck, A. Greener surface treatments of natural fibres for the production of renewable composite materials. In Cellulose Fibers: Bio- and Nano-Polymer Composites—Green Chemistry and Technology; Kalia, S., Kaith, B.S., Kaur, I., Eds.; Springer: Heidelberg, Germany, 2011; ISBN 978-3-642-17369-1. [Google Scholar] [CrossRef]
- Madhu, A.; Chakraborty, J. Developments in application of enzymes for textile processing. J. Clean. Prod. 2017, 145, 114–133. [Google Scholar] [CrossRef]
- Sisti, L.; Totaro, G.; Vannini, M.; Celli, A. Retting process as a pretreatment of natural fibers for the development of polymer composites. In Lignocellulosic Composite Materials; Kalia, S., Ed.; Springer: Cham, Switzerland, 2018; pp. 97–135. [Google Scholar]
- Summerscales, J. A review of bast fibres and their composites: Part 4~organisms and enzyme processes. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106149. [Google Scholar] [CrossRef]
- Bello, S.; Pérez, N.; Kiebist, J.; Scheibner, K.; Ruiz, M.I.S.; Serrano, A.; Martínez, Á.T.; Feijoo, G.; Moreira, M.T. Early-stage sustainability assessment of enzyme production in the framework of lignocellulosic biorefinery. J. Clean. Prod. 2021, 285, 125461. [Google Scholar] [CrossRef]
- Li, R.; Ye, L.; Mai, Y.-W. Application of plasma technologies in fibre-reinforced polymer composites: A review of recent developments. Compos. Part A Appl. Sci. Manuf. 1997, 28, 73–86. [Google Scholar] [CrossRef]
- Khan, M.A.; Haque, N.; Al-Kafi, A.; Alam, M.N.; Abedin, M.Z. Jute Reinforced Polymer Composite by Gamma Radiation: Effect of Surface Treatment with UV Radiation. Polym. Technol. Eng. 2006, 45, 607–613. [Google Scholar] [CrossRef]
- Raj, T.; Kapoor, M.; Semwal, S.; Sadula, S.; Pandey, V.; Gupta, R.P.; Kumar, R.; Tuli, D.K.; Das, B. The cellulose structural transformation for higher enzymatic hydrolysis by ionic liquids and predicting their solvating capabilities. J. Clean. Prod. 2016, 113, 1005–1014. [Google Scholar] [CrossRef]
- Mercer, J. Improvements in the Preparation of Cotton and Other Fabrics and Other Fibrous Materials. British Patent 13296, 24 October 1850. [Google Scholar]
- Rashaduzzaman Mithun, M. Mercerizing Cellulosic Fibres & Its Effects, [Bangladesh] Textile Today, February 2013. Available online: https://www.coursehero.com/file/69797500/307223027-Mercerizing-Cellulosic-Fibres-Its-Effectsdocx/ (accessed on 11 March 2022).
- Wada, M.; Nishiyama, Y.; Chanzy, H.; Forsyth, T.; Langan, P. The structure of celluloses. Powder Diffr. 2008, 23, 92–95. [Google Scholar] [CrossRef] [Green Version]
- Paukszta, D. Mercerisation of rapeseed straw investigated with the use of WAXS method. Fibres Text. East. Eur. 2013, 5, 19–23. Available online: http://www.fibtex.lodz.pl/2013/5/19.pdf (accessed on 11 March 2022).
- Hand, R.; Ellis, B.; Whittle, B.; Wang, F. Epoxy based coatings on glass: Strengthening mechanisms. J. Non-Cryst. Solids 2003, 315, 276–287. [Google Scholar] [CrossRef]
- Hernandez Michelena, A. Natural Fibre Reinforced Composite Materials. Ph.D. Thesis, University of Plymouth, Plymouth, UK, 2019. Available online: https://hdl.handle.net/10026.1/14297 (accessed on 12 March 2022).
- Anon. Biotex Flax Yarn Technical Data Sheet, Composites Evolution, Chesterfield UK, March 2012. Available online: https://fdocuments.net/document/biotex-flax-yarn-flax-yarn-technical-data-sheet-march-2012-introduction-biotex.html (accessed on 11 March 2022).
- Anon. Advanced Materials Araldite® LY 1568 Aradur® 3489/Aradur® 3492; Provisional Technical Data Sheet; Huntsman LLC: The Woodlands, TX, USA, 2010; Available online: https://www.compositesone.com/wp-content/uploads/2013/07/Araldite-LY-1568_Aradur-3489_Aradur-3492_US_e.pdf (accessed on 11 March 2022).
- Anon. Advanced Materials: Raise Performance with Building Blocks—Selector Guide for Formulators; Huntsman Advanced Materials (Switzerland) GmbH: Basel, Switzerland, 2012; Available online: https://lindberg-lund.no/wp-content/uploads/2018/06/R%C3%A5varer-til-epoksyindustri.pdf (accessed on 11 March 2022).
- Summerscales, J.; Searle, T.J. Low-pressure (vacuum infusion) techniques for moulding large composite structures. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2005, 219, 45–58. [Google Scholar] [CrossRef]
- Summerscales, J. Resin Infusion Under Flexible Tooling (RIFT). In Encyclopedia of Composites, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2012; pp. 2648–2658. [Google Scholar] [CrossRef]
- Anon. VAP® Stands for Vacuum Assisted Process; COMPOSYST GmbH: Landsberg am Lech, Germany, 2019; Available online: https://www.composyst.com/en/vap/ (accessed on 11 March 2022).
- Curtis, P.T. CRAG Test Methods for the Measurement of the Engineering Properties of Fibre Reinforced Plastics; Technical Report 88 012; Royal Aerospace Establishment: Farnborough, UK, 1988. [Google Scholar]
- Summerscales, J.; Virk, A.S.; Hall, W. Fibre area correction factors (FACF) for the extended rules-of-mixtures for natural fibre reinforced composites. Mater. Today Proc. 2020, 31, S318–S320. [Google Scholar] [CrossRef]
- Mahmood, A.S.; Summerscales, J.; James, M.N. Resin-Rich Volumes (RRV) and the Performance of Fibre-Reinforced Composites: A Review. J. Compos. Sci. 2022, 6, 53. [Google Scholar] [CrossRef]
- Lu, M.M.; Fuentes, C.A.; Van Vuure, A.W. Moisture sorption and swelling of flax fibre and flax fibre composites. Compos. Part B Eng. 2021, 231, 109538. [Google Scholar] [CrossRef]
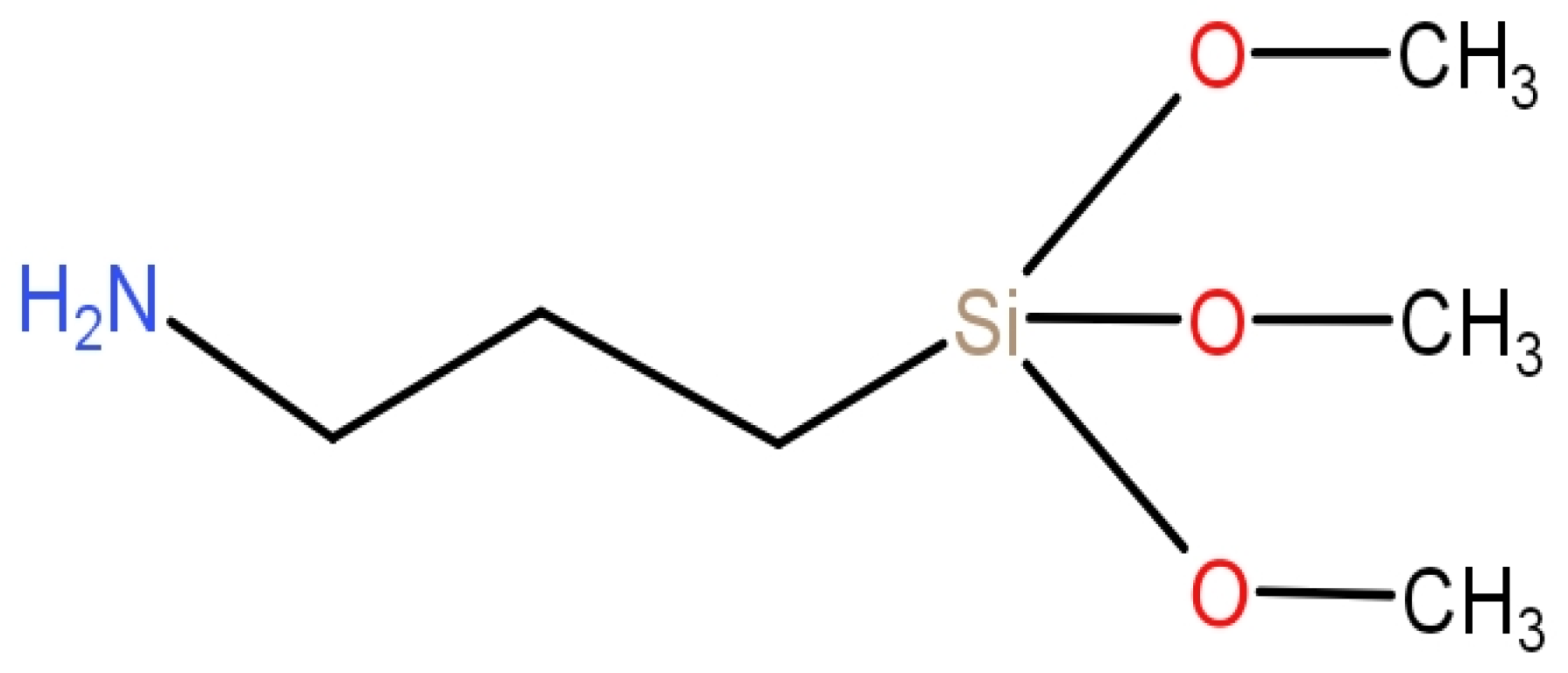
- Khanjanzadeh, H.; Behrooz, R.; Bahramifar, N.; Gindl-Altmutter, W.; Bacher, M.; Edler, M.; Griesser, T. Surface chemical functionalization of cellulose nanocrystals by 3-aminopropyltriethoxysilane. Int. J. Biol. Macromol. 2018, 106, 1288–1296. [Google Scholar] [CrossRef]
- Kono, H.; Uno, T.; Tsujisaki, H.; Matsushima, T.; Tajima, K. Nanofibrillated Bacterial Cellulose Modified with (3-Aminopropyl)trimethoxysilane under Aqueous Conditions: Applications to Poly(methyl methacrylate) Fiber-Reinforced Nanocomposites. ACS Omega 2020, 5, 29561–29569. [Google Scholar] [CrossRef]
- Ben-Said, M. Spatial point-pattern analysis as a powerful tool in identifying pattern-process relationships in plant ecology: An updated review. Ecol. Process. 2021, 10, 56. [Google Scholar] [CrossRef]
- Summerscales, J.; Guild, F.J.; Pearce, N.R.L.; Russell, P.M. Voronoi cells, fractal dimensions and fibre composites. J. Microsc. 2001, 201, 153–162. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Depriester, D.; du Roscoat, S.R.; Orgéas, L.; Geindreau, C.; Levrard, B.; Brémond, F. Individual fibre separation in 3D fibrous materials imaged by X-ray tomography. J. Microsc. 2022. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
| Process | Characteristics | Reference |
|---|---|---|
| Nanocellulose | deposition of bacterial products | [28,29] |
| Enzymes | natural chemicals that catalyse reactions | [30,31,32,33] |
| Coupling agents | chemicals with differing functionality at each end | [20,21,22,23] |
| Esterification | reaction with organic acids or anhydrides (e.g., acetylation with acetic acid) | |
| Grafting | generation of side chains, e.g., maleation with maleic anhydride, or cyanoethylation with acrylonitrile | |
| Mercerisation | treatment with a concentrated solution of caustic alkali | |
| Surface oxidation | treatment with, e.g., potassium permanganate | |
| Plasma treatment | treatment with ionised gas | [34] |
| Ultraviolet | for example, 2 kW UV (133–254 nm wavelength) radiation | [35] |
| Ionic liquids | combinations of organic cations and inorganic or organic anions, which are molten salts below 100 °C. | [36] |
| Materials | Tensile Modulus (GPa) | Tensile Strength (MPa) | Strain at Failure (%) |
|---|---|---|---|
| Biotex Flax 275 gsm UD Twistless Technology fabric | 50 | 500 | 2.0 |
| Araldite LY1568 CH/Aradur 3489 CH epoxy | 2.92 | 69 | 10.75 |
| Code | Materials | Silane in Hardener |
|---|---|---|
| US | untreated fibre | 1.5% |
| MS | mercerised fibre (3 h at 1 M NaOH). | 1.5% |
| UZ | untreated fibre exposed to 1% silane solution (equal parts water and ethanol) for 1 h at ambient temperature, then dried at ambient temperature for 48 h. | ✕ |
| MZ | mercerised fibre (3 h at 1 M NaOH) exposed to 1% silane solution (equal parts water and ethanol) for 1 h at ambient temperature, then dried at ambient temperature for 48 h. | ✕ |
| Property (Plate Number) | US (25) | MS (26) | UZ (27) | MZ (28) |
|---|---|---|---|---|
| Mercerised | ✕ | ✓ | ✕ | ✓ |
| Silane solution | ✕ | ✕ | ✓ | ✓ |
| Silane in hardener | ✓ | ✓ | ✕ | ✕ |
| Mean thickness (mm) 0°/90° | 2.26/2.32 | 3.14/3.31 | 2.66/2.73 | 2.93/3.19 |
| Fibre volume fraction (%) | 32.0 | 22.7 | 27.2 | 24.0 |
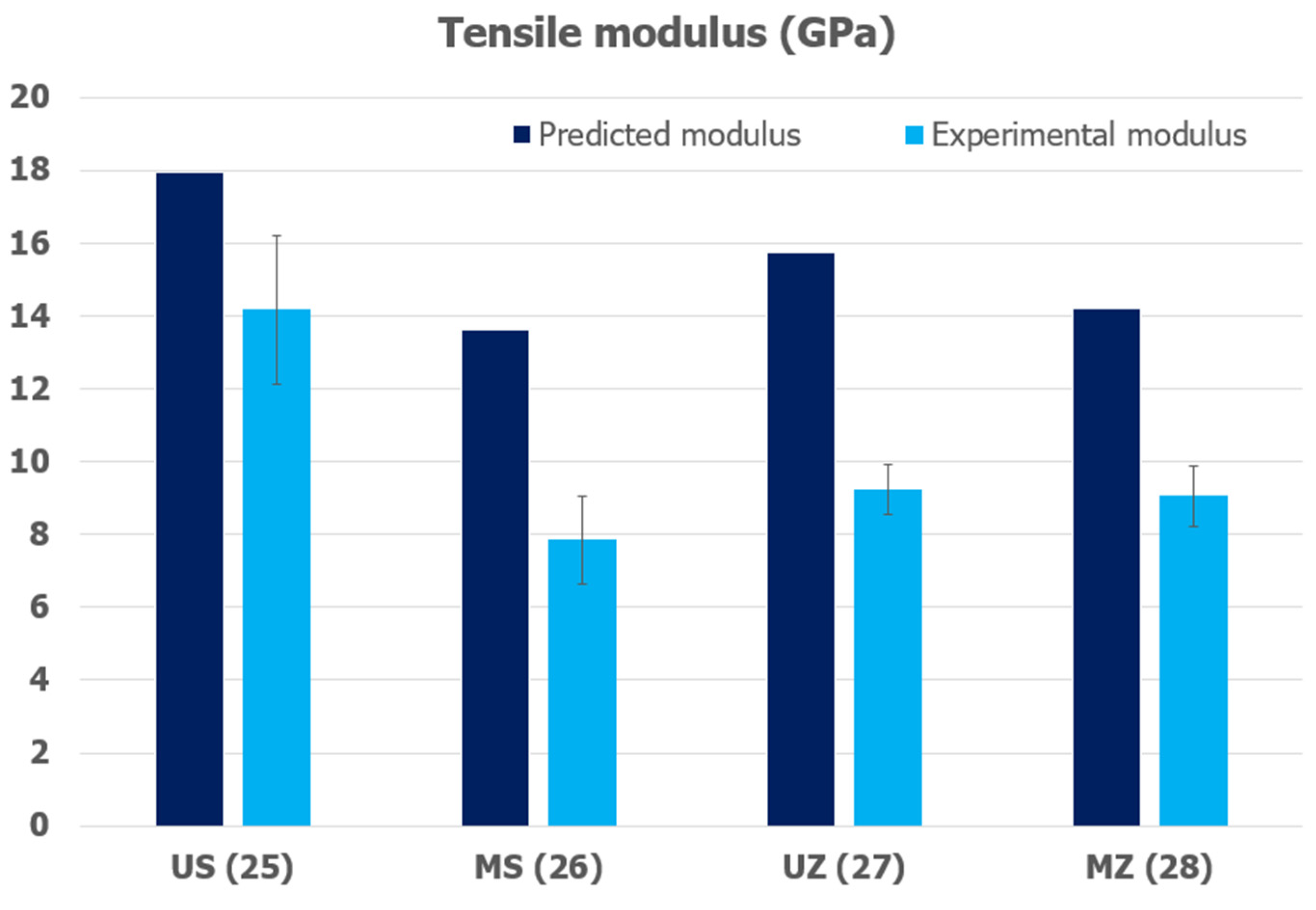
| Axial modulus (GPa) | 14.18 ± 2.04 | 7.85 ± 1.19 | 9.24 ± 0.68 | 9.06 ± 0.82 |
| Transverse modulus (GPa) | 3.66 ± 0.51 | 4.08 ± 0.45 | 3.72 ± 0.54 | 3.87 ± 0.30 |
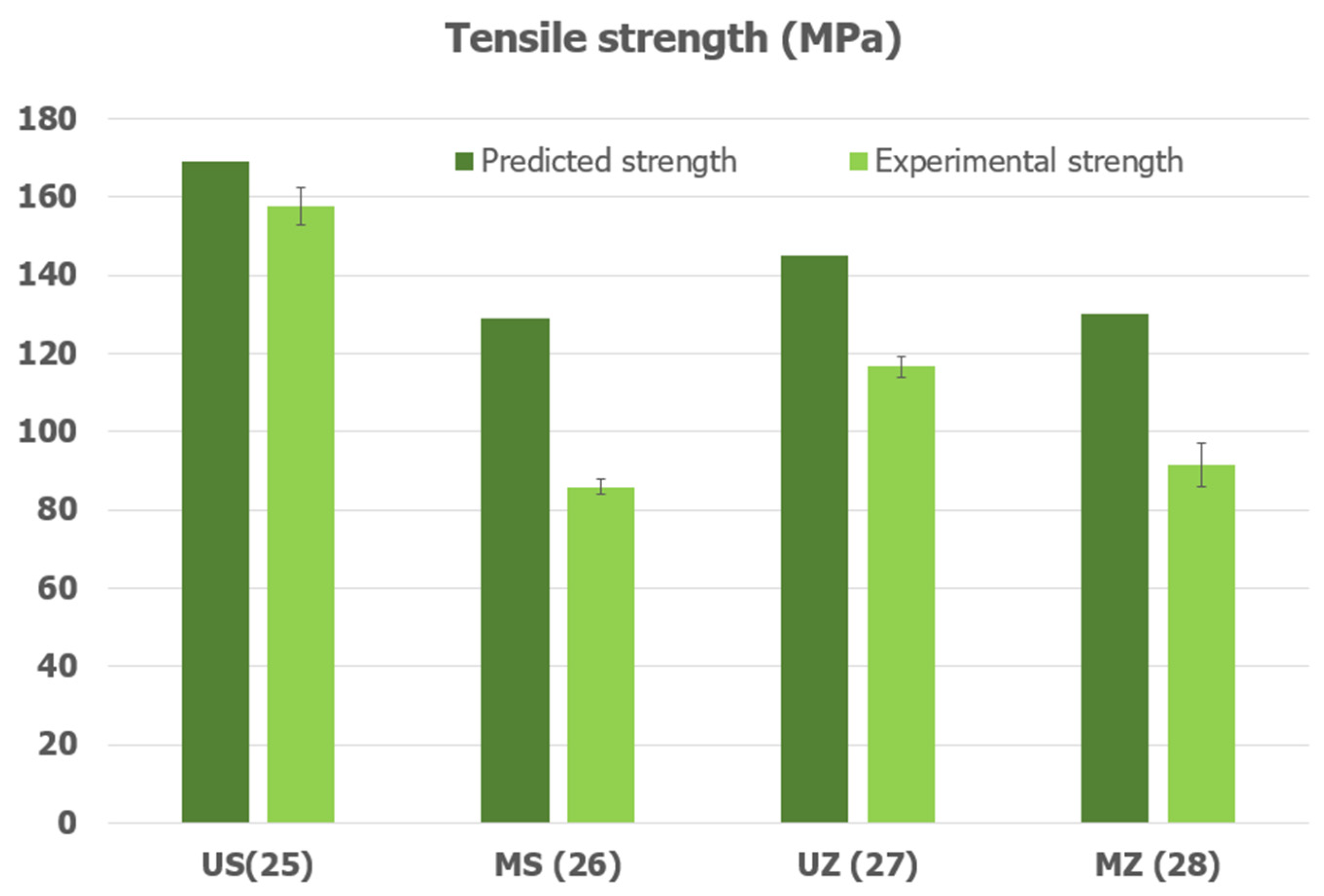
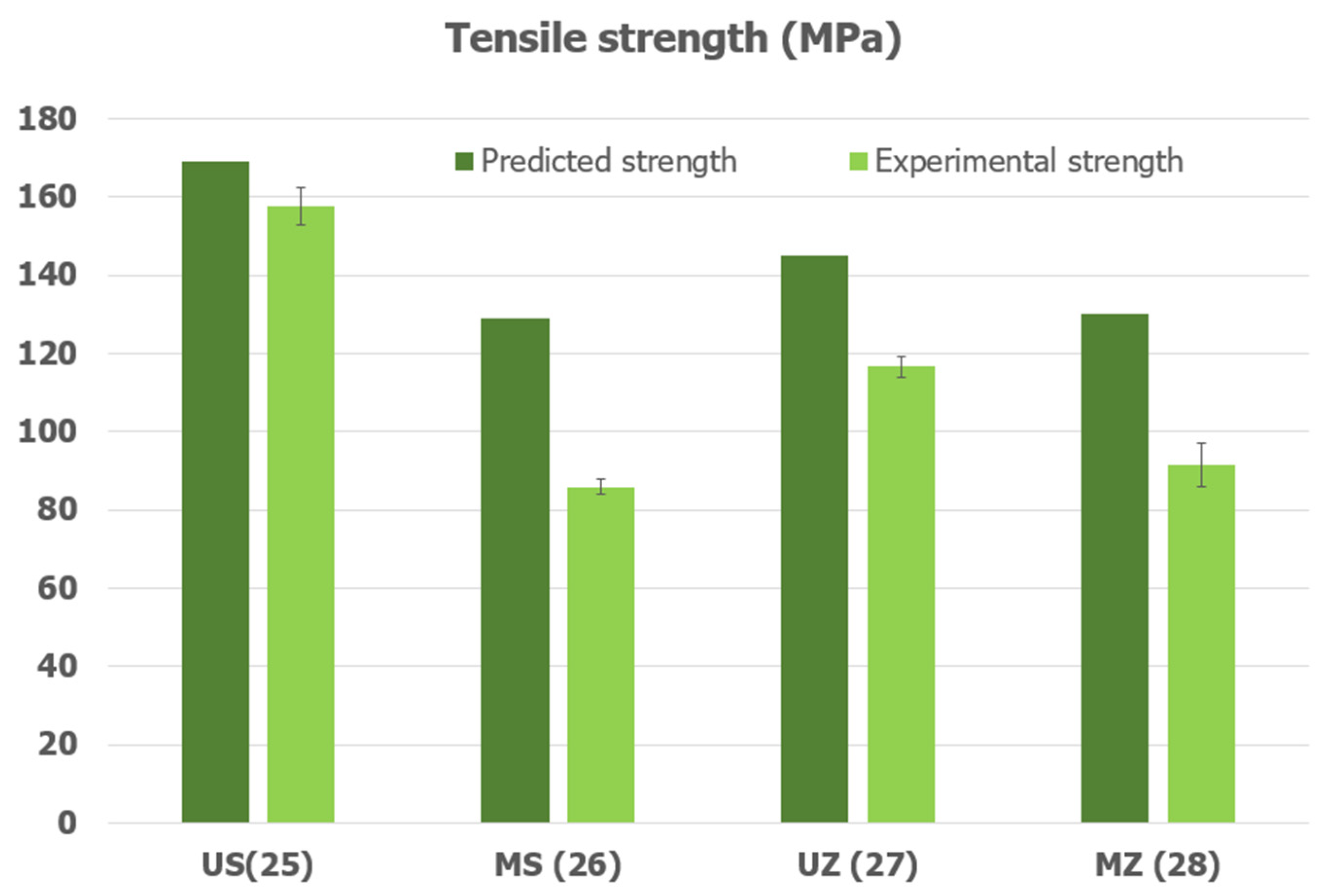
| Axial strength (MPa) | 157.6 ± 4.7 | 85.9 ± 1.9 | 116.6 ± 2.7 | 91.5 ± 5.5 |
| Transverse strength (MPa) | 18.27 ± 0.74 | 16.48 ± 1.08 | 20.99 ± 1.58 | 22.24 ± 1.35 |
| Axial strain at failure (%) | 1.54 ± 0.07 | 1.75 ± 0.12 | 1.61 ± 0.08 | 1.55 ± 0.17 |
| Transverse strain at failure (%) | 0.55 ± 0.09 | 0.44 ± 0.05 | 0.59 ± 0.07 | 0.65 ± 0.07 |
| Predicted elastic modulus (GPa) | 17.97 | 13.61 | 15.76 | 14.22 |
| Modulus (experimental/predicted) | 79% | 58% | 59% | 64% |
| Predicted strength (MPa) | 169 | 129 | 145 | 130 |
| Strength (experimental/prediction) | 93% | 67% | 80% | 71% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hernandez Michelena, A.; Summerscales, J.; Graham-Jones, J.; Hall, W. Sustainable Manufacture of Natural Fibre Reinforced Epoxy Resin Composites with Coupling Agent in the Hardener. J. Compos. Sci. 2022, 6, 97. https://doi.org/10.3390/jcs6030097
Hernandez Michelena A, Summerscales J, Graham-Jones J, Hall W. Sustainable Manufacture of Natural Fibre Reinforced Epoxy Resin Composites with Coupling Agent in the Hardener. Journal of Composites Science. 2022; 6(3):97. https://doi.org/10.3390/jcs6030097
Chicago/Turabian StyleHernandez Michelena, Aitor, John Summerscales, Jasper Graham-Jones, and Wayne Hall. 2022. "Sustainable Manufacture of Natural Fibre Reinforced Epoxy Resin Composites with Coupling Agent in the Hardener" Journal of Composites Science 6, no. 3: 97. https://doi.org/10.3390/jcs6030097
APA StyleHernandez Michelena, A., Summerscales, J., Graham-Jones, J., & Hall, W. (2022). Sustainable Manufacture of Natural Fibre Reinforced Epoxy Resin Composites with Coupling Agent in the Hardener. Journal of Composites Science, 6(3), 97. https://doi.org/10.3390/jcs6030097