
Assessing Failure in Steel Cable-Reinforced Rubber Belts Using Multi-Scale FEM Modelling


Abstract
:1. Introduction
2. Methods
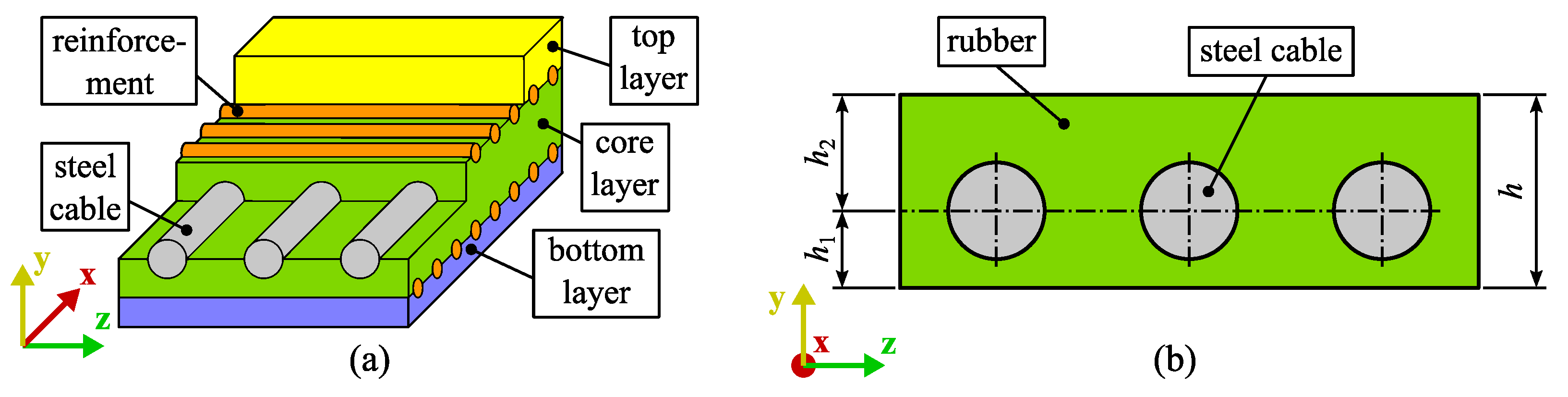
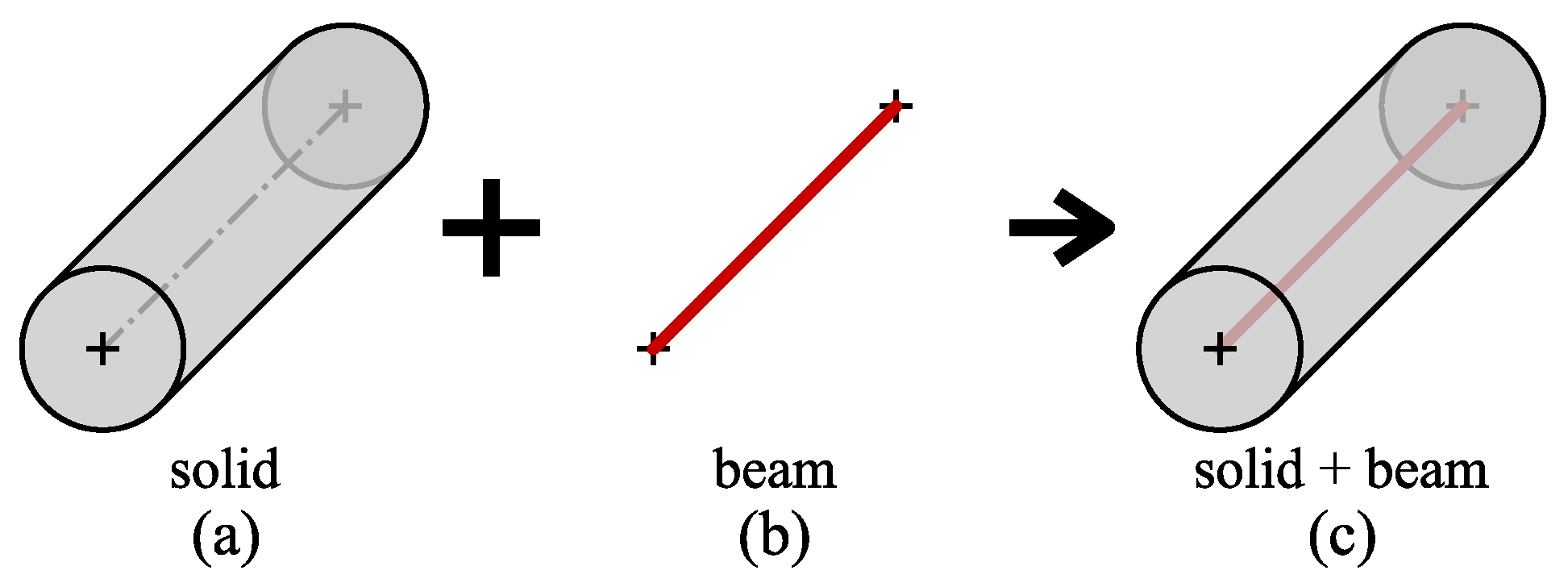
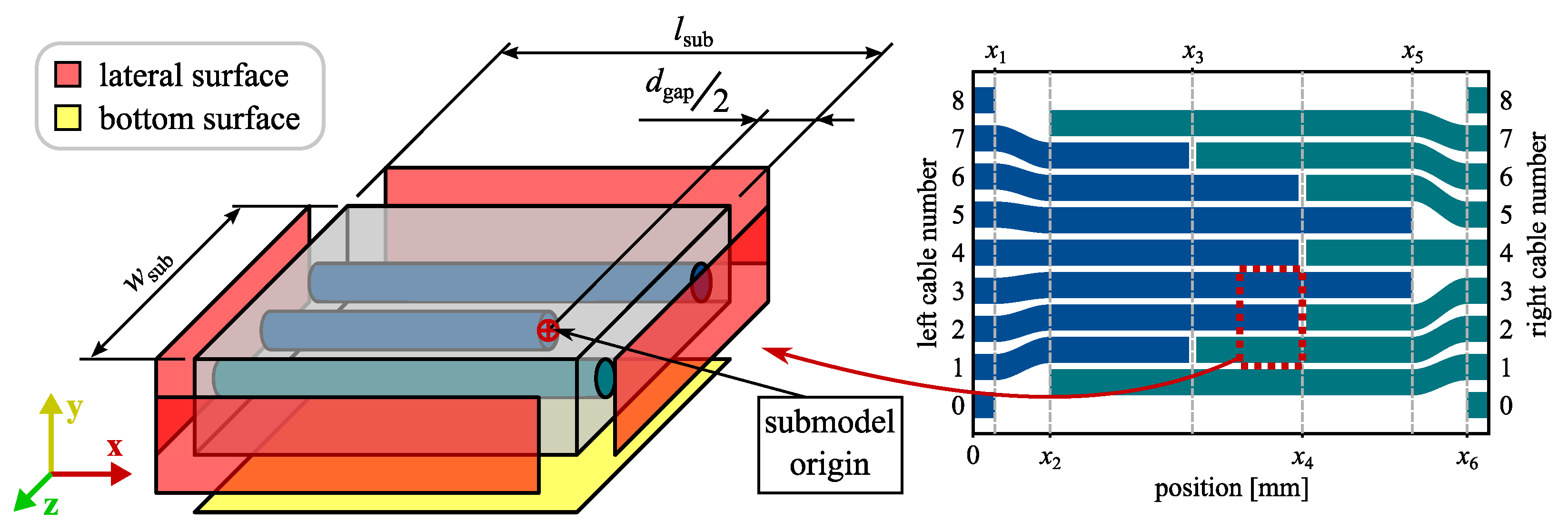
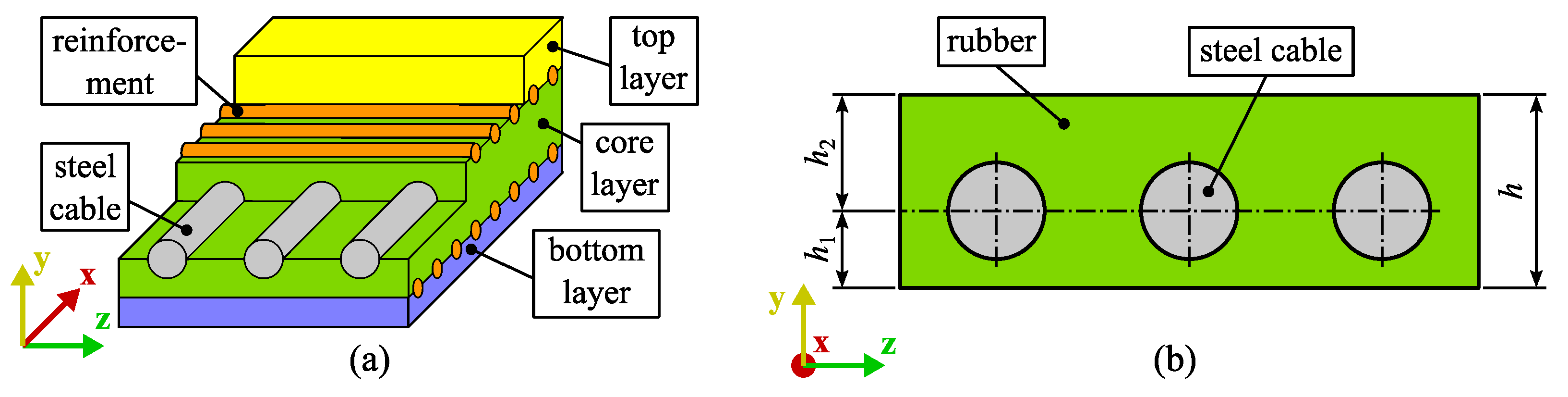
2.1. Material Models and Splice Geometry
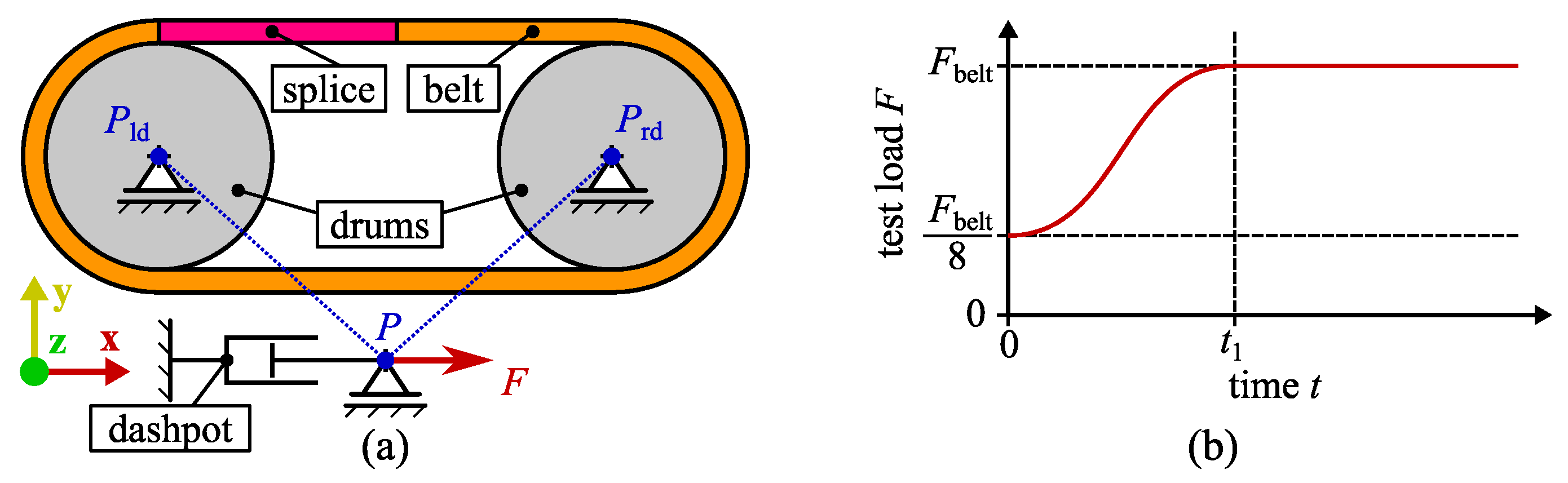
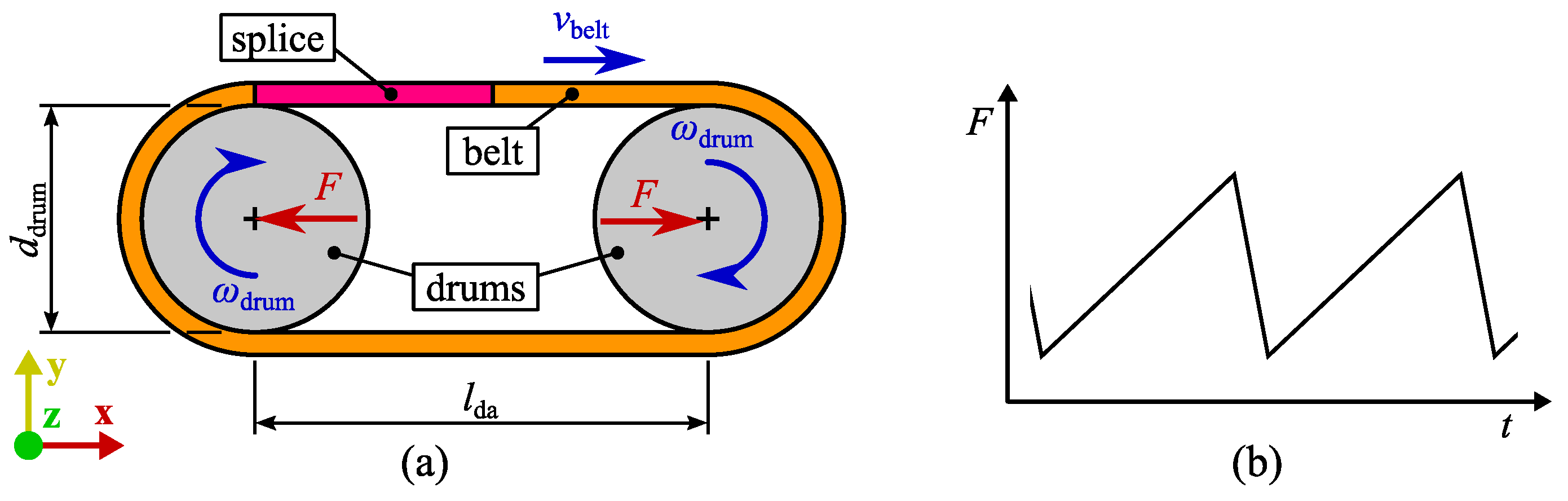
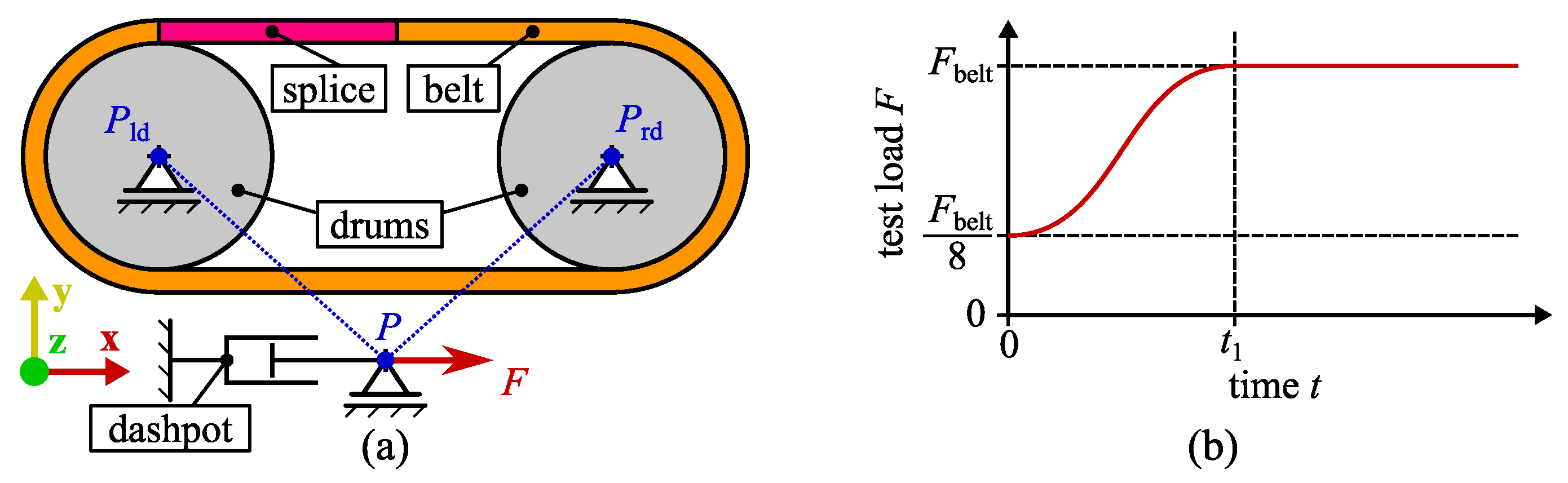
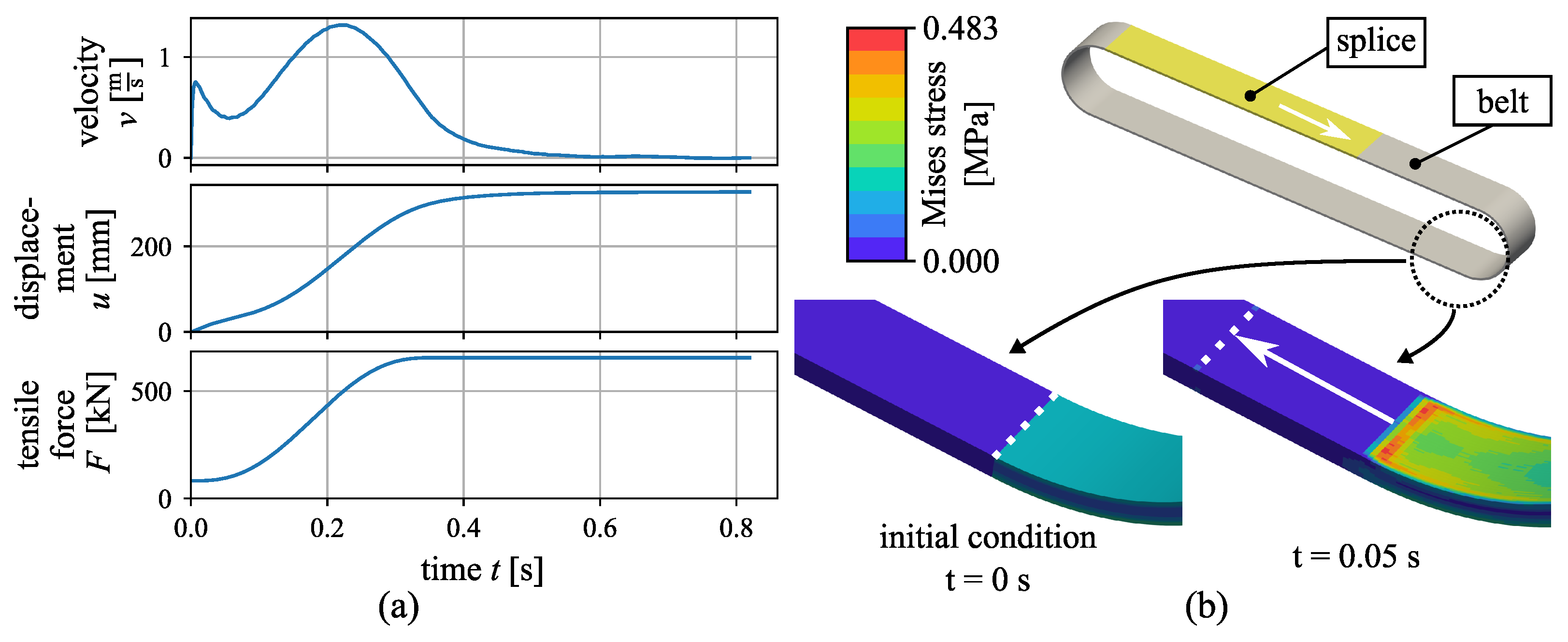
2.2. Test Rig Model
2.2.1. Model Setup
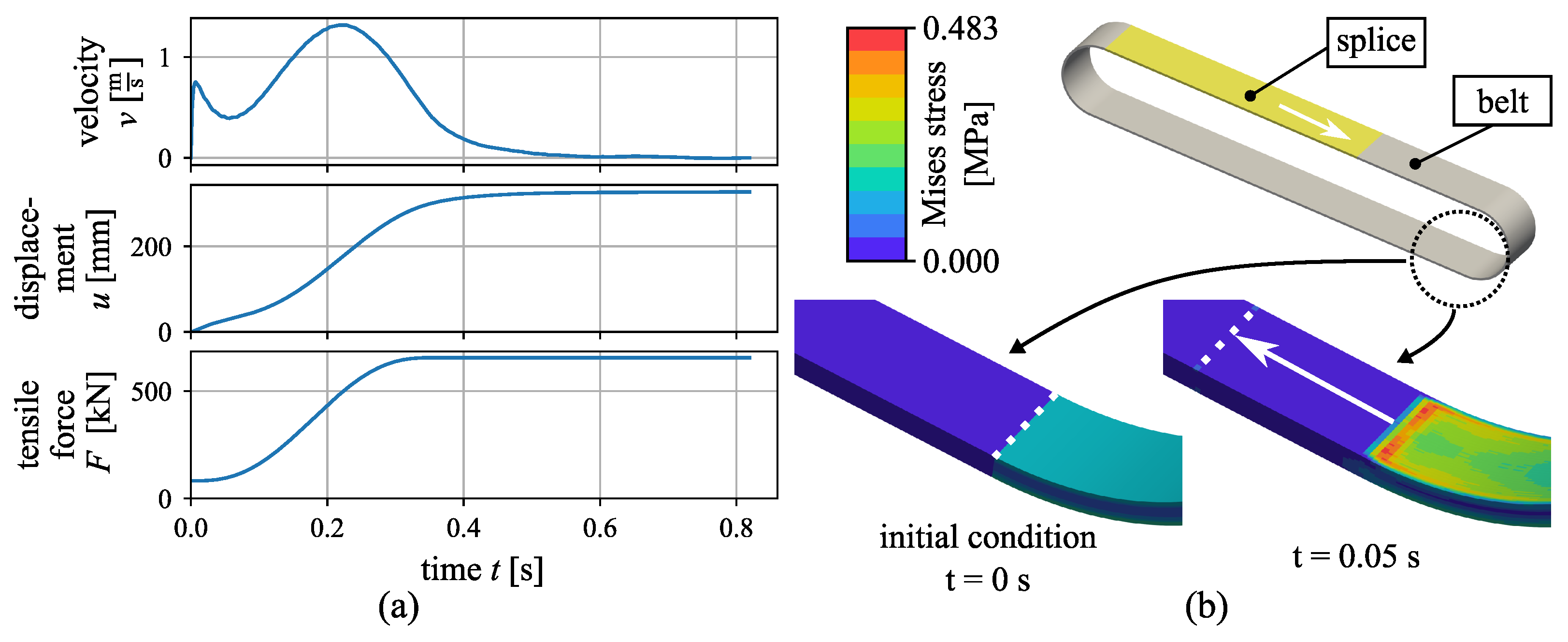
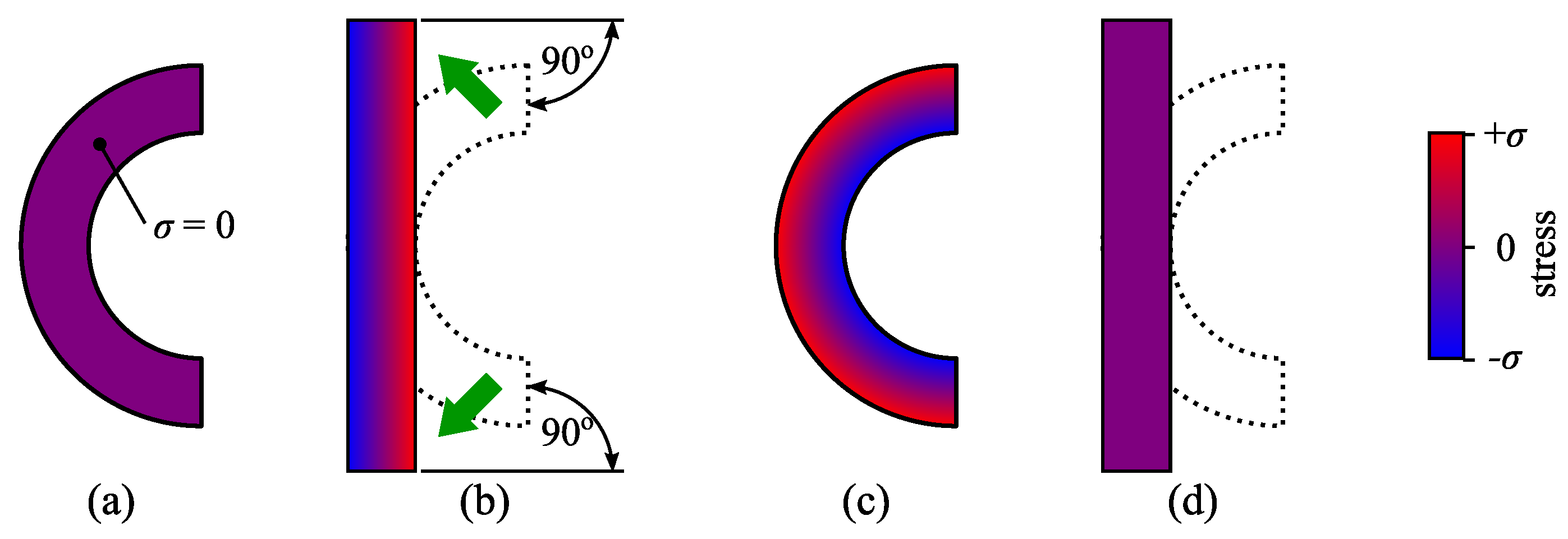
2.2.2. Applying Initial Stresses in Bent Belt Regions
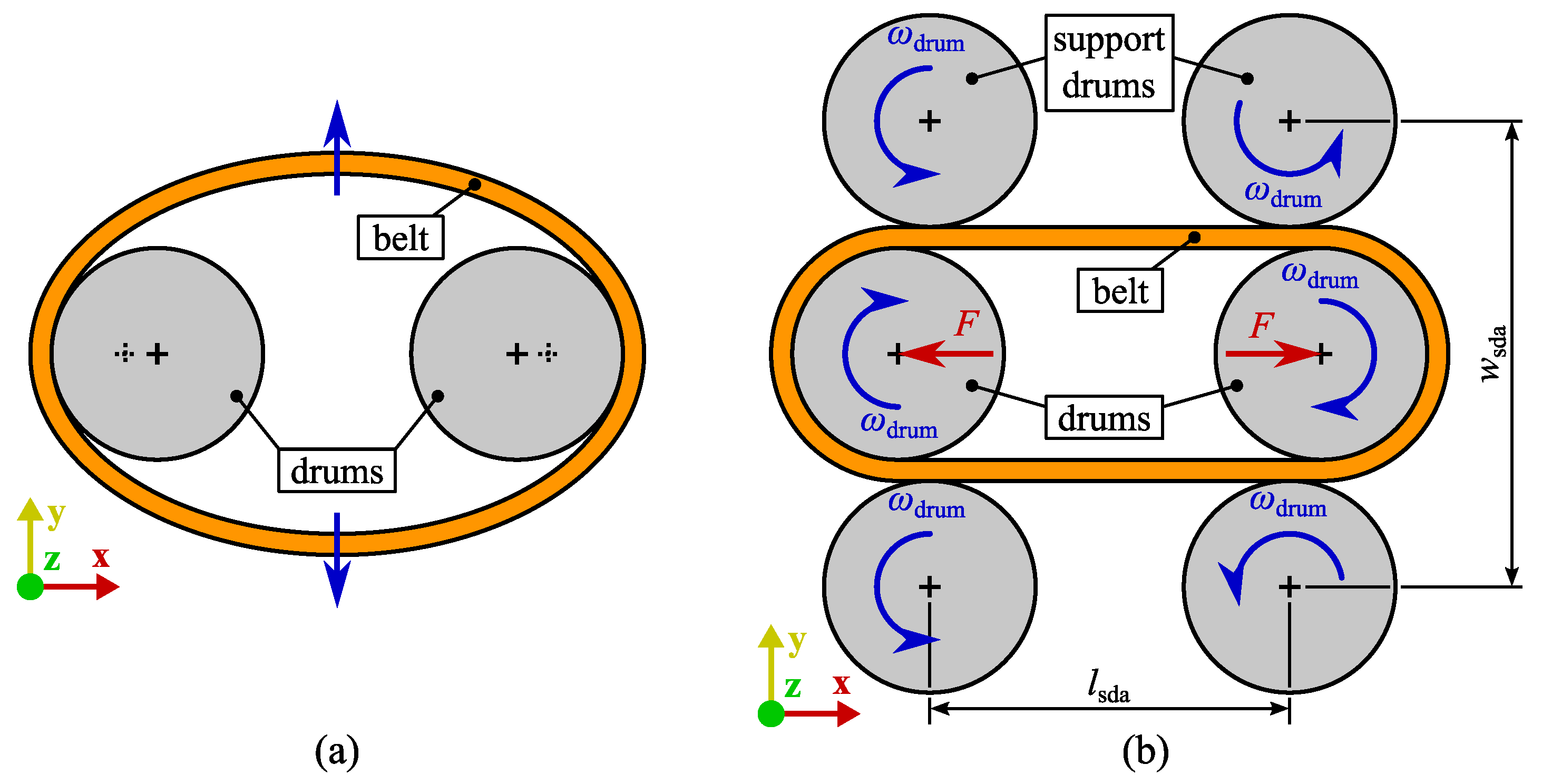
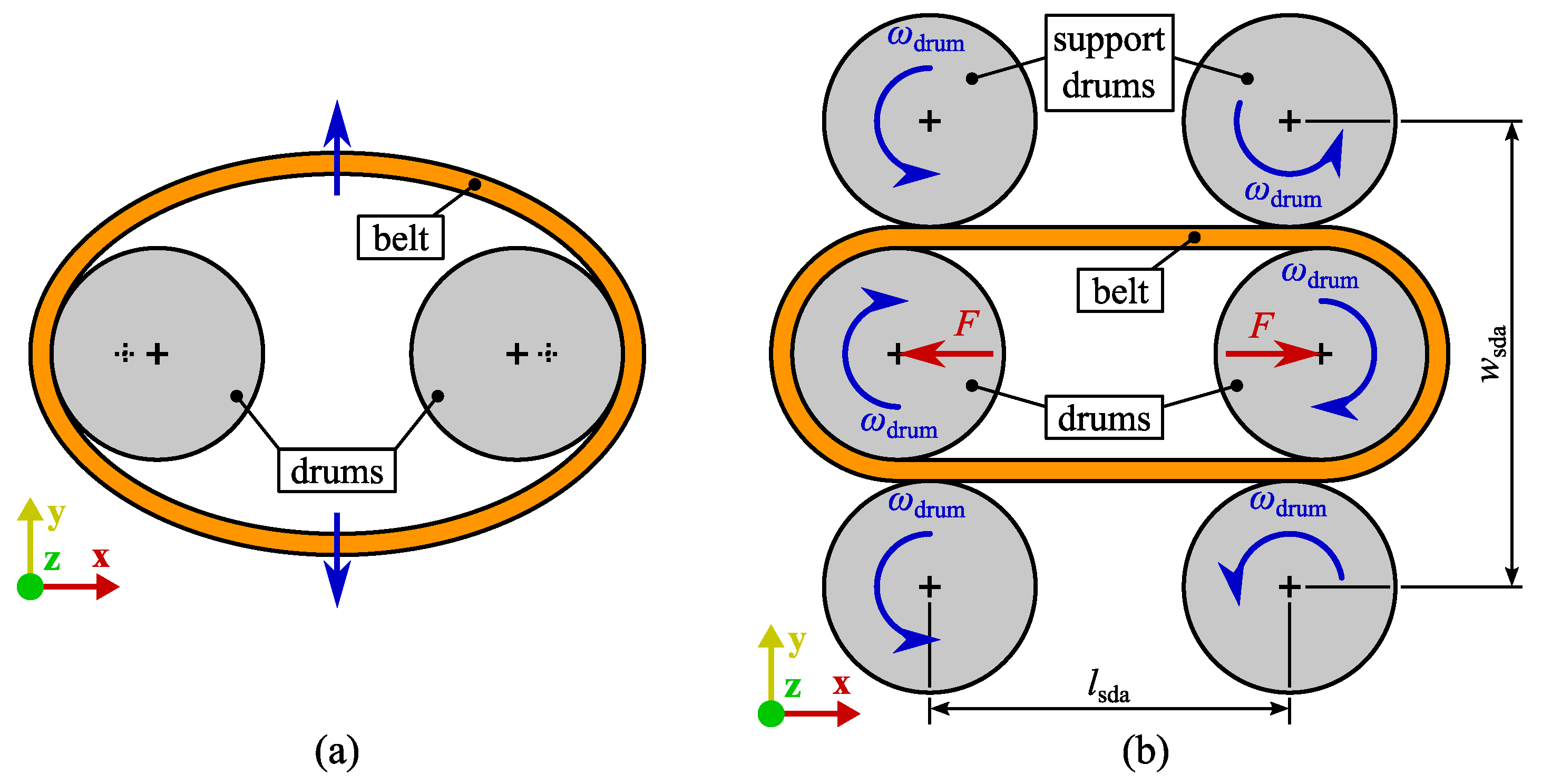
2.2.3. Avoiding Belt Oscillations Using Support Drums
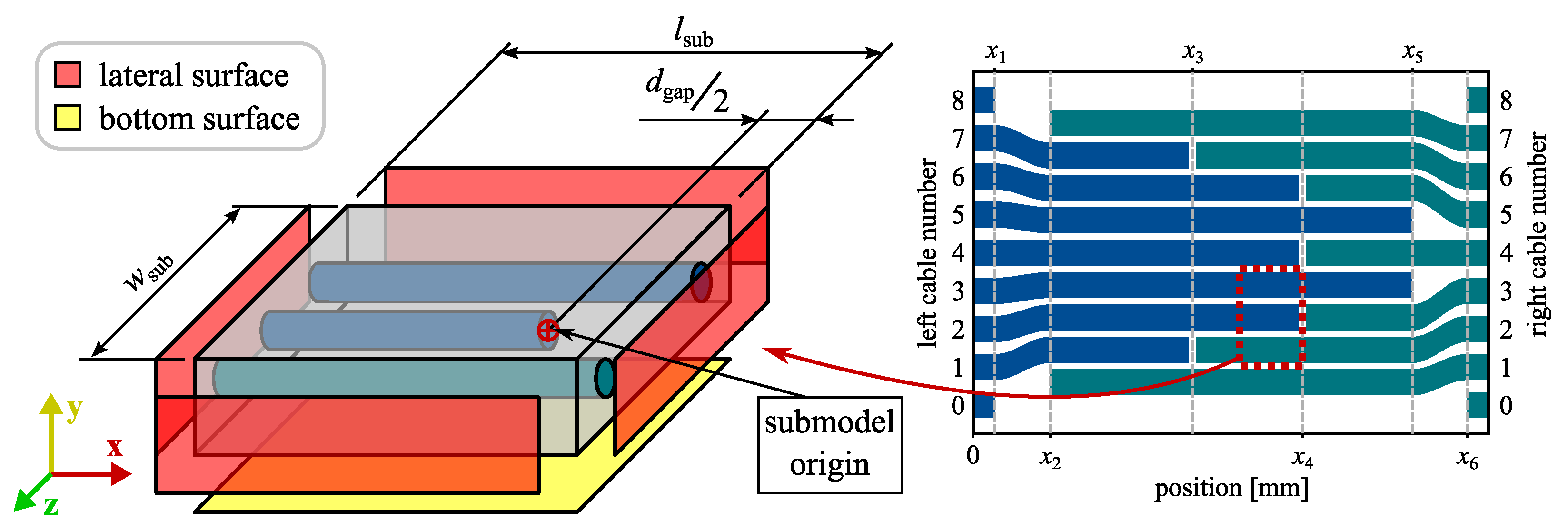
2.3. Submodel
3. Results and Discussion
4. Conclusions
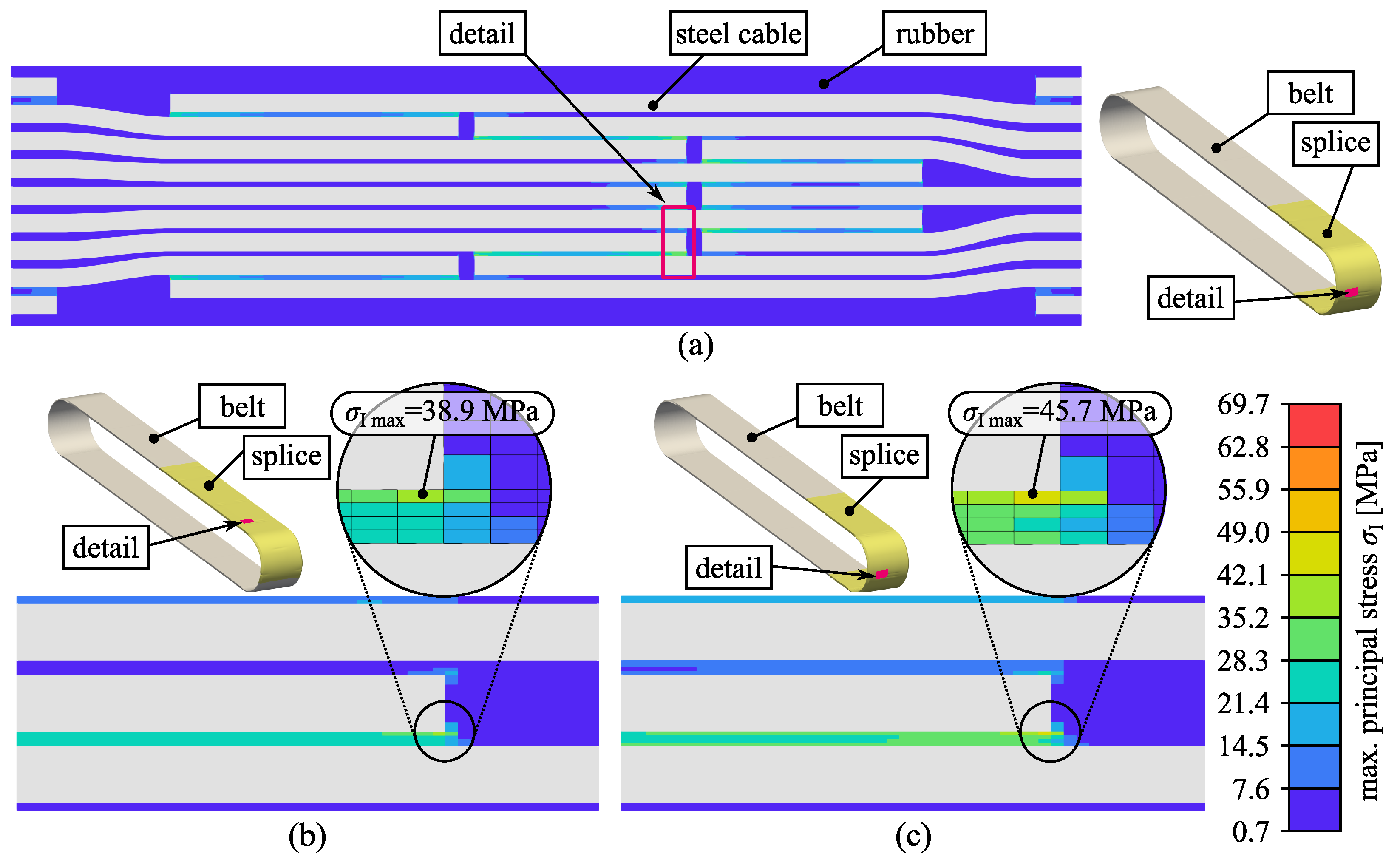
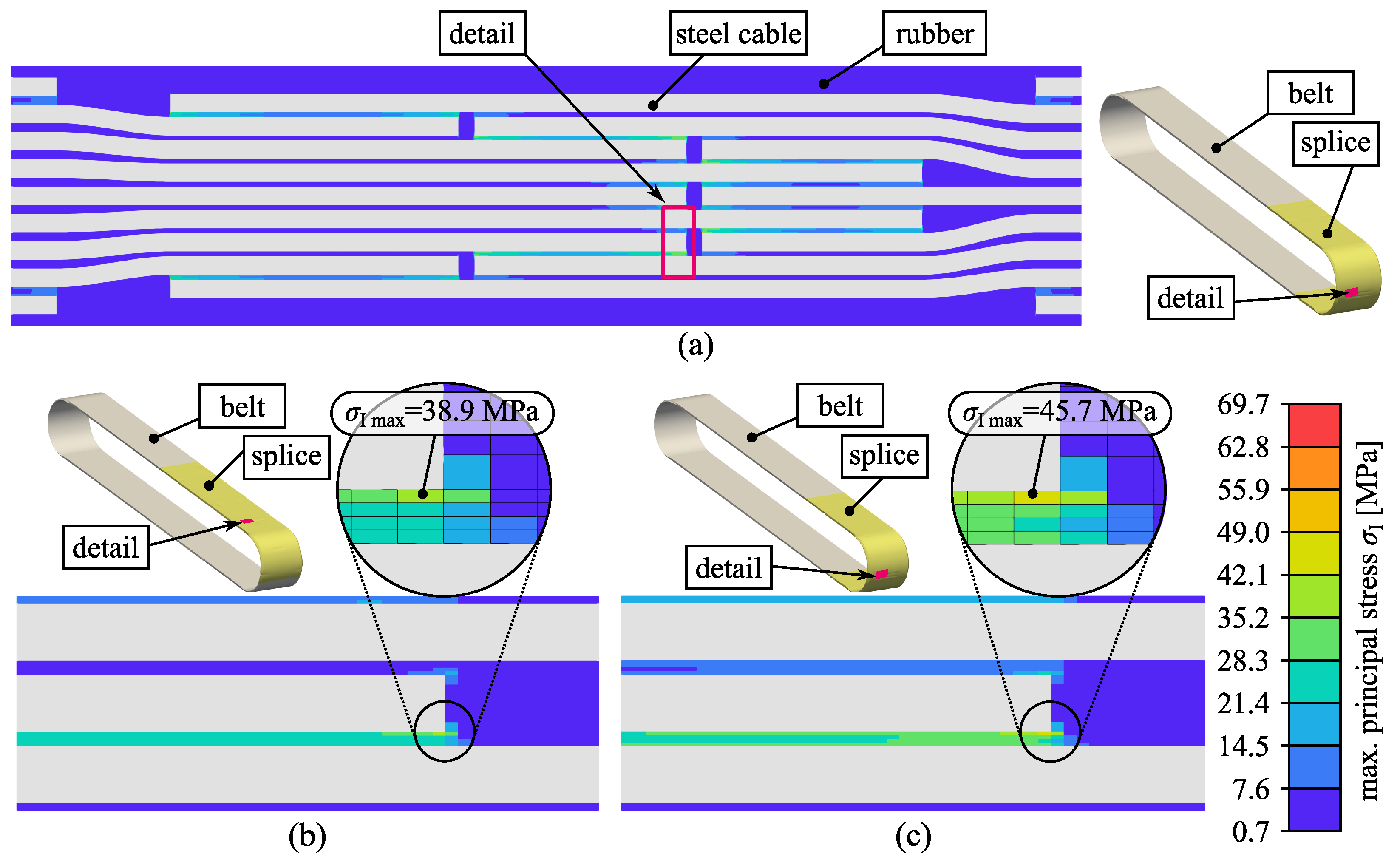
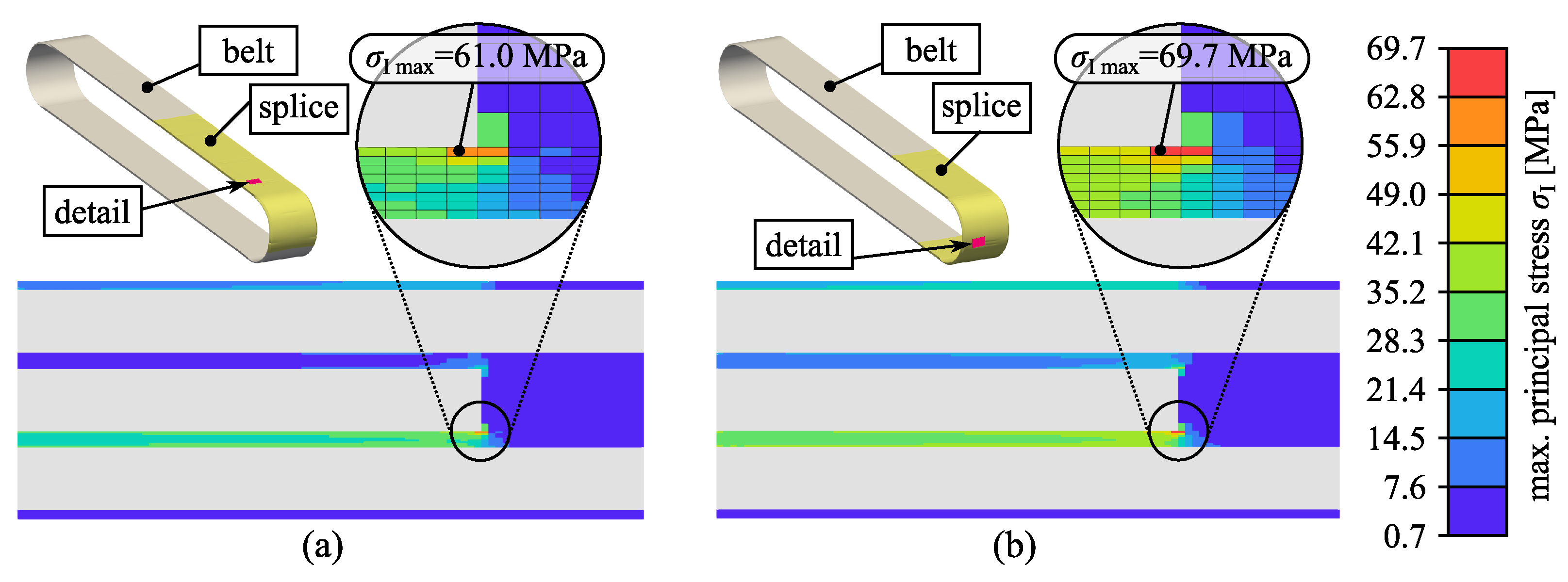
- The region of highest stresses in the used splice scheme occurs at two cable ends due to shear stresses to the neighbouring cables;
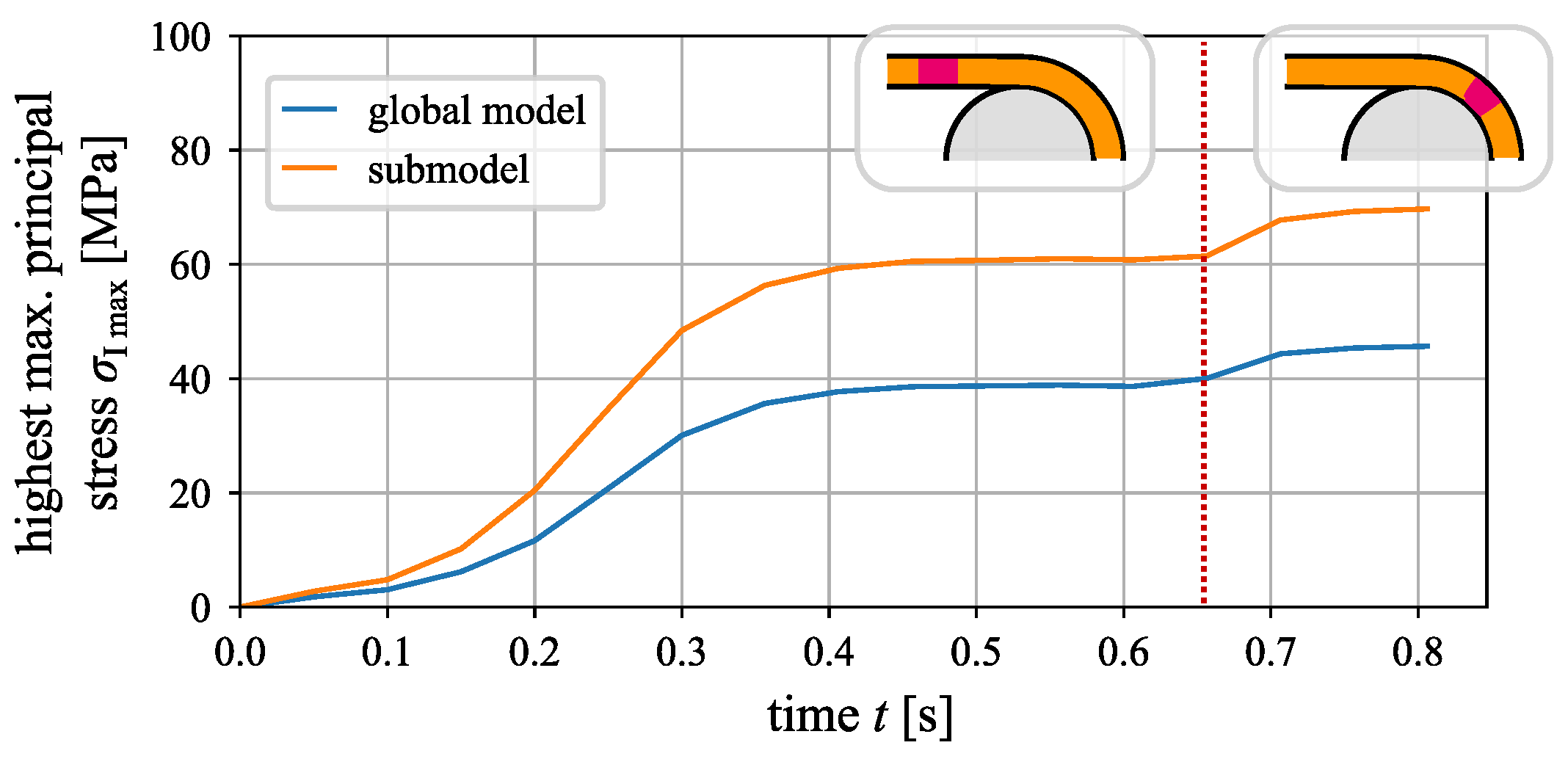
- The test rig model computes by 17.5% higher maximum principal stresses while the critical position of the splice is bent at the drums compared to in the flat region;
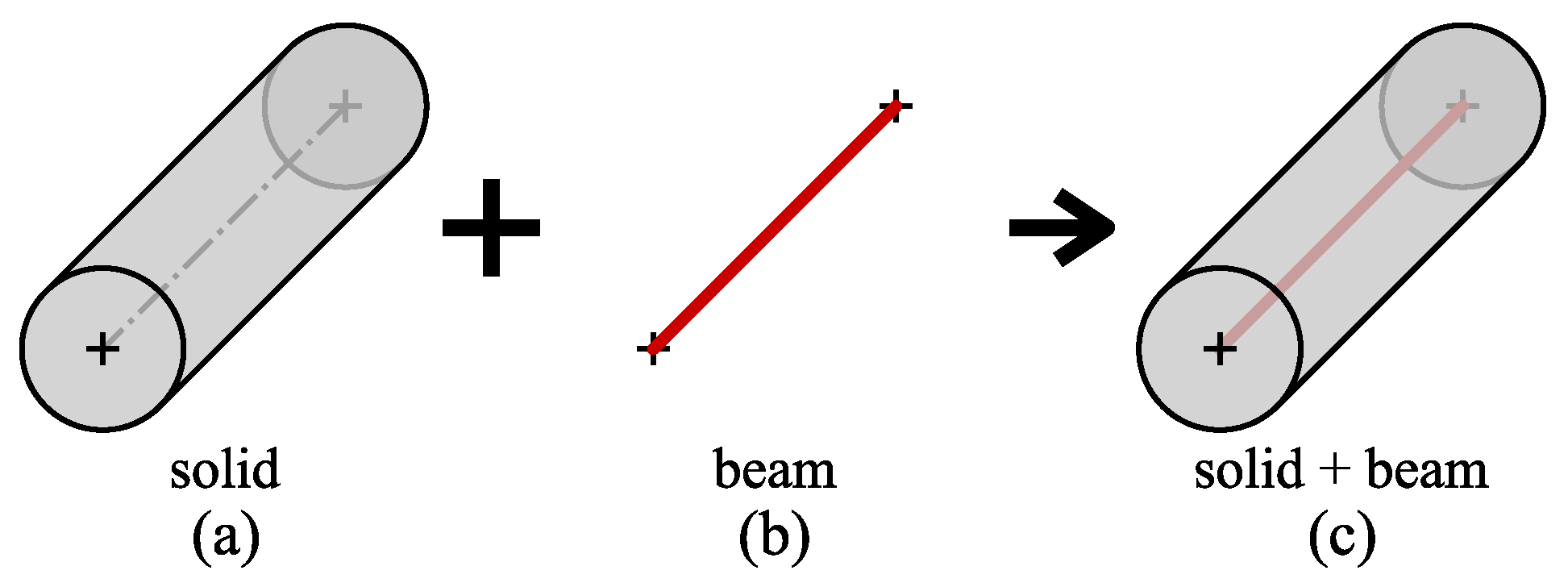
- The submodel, where eight instead of four elements are used between the steel cables, computes higher stresses than the global model. The maximum principal stresses reach 14.3% higher values in the bent region than in the flat region.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- DIN 22110-3:2015-04, Prüfverfahren für Fördergurtverbindungen_- Teil_3: Ermittlung der Zeitfestigkeit für Fördergurtverbindungen (Dynamisches Prüfverfahren); Technical Report; Beuth Verlag GmbH: Berlin, Germany, 2015. [CrossRef]
- Kirjanów-Błażej, A.; Jurdziak, L.; Burduk, R.; Błażej, R. Forecast of the remaining lifetime of steel cord conveyor belts based on regression methods in damage analysis identified by subsequent DiagBelt scans. Eng. Fail. Anal. 2019, 100, 119–126. [Google Scholar] [CrossRef]
- Kozłowski, T.; Wodecki, J.; Zimroz, R.; Błażej, R.; Hardygóra, M. A Diagnostics of Conveyor Belt Splices. Appl. Sci. 2020, 10, 6259. [Google Scholar] [CrossRef]
- Fedorko, G.; Molnar, V.; Marasova, D.; Grincova, A.; Dovica, M.; Zivcak, J.; Toth, T.; Husakova, N. Failure analysis of belt conveyor damage caused by the falling material. Part II: Application of computer metrotomography. Eng. Fail. Anal. 2013, 34, 431–442. [Google Scholar] [CrossRef]
- Bonneric, M.; Aubin, V.; Durville, D. Finite element simulation of a steel cable -rubber composite under bending loading: Influence of rubber penetration on the stress distribution in wires. Int. J. Solids Struct. 2019, 160, 158–167. [Google Scholar] [CrossRef] [Green Version]
- Heitzmann, P.; Froböse, T.; Wakatsuki, A.; Overmeyer, L. Optimierung von Textil-Fördergurtverbindungen Mittels Finite Elemente Methode (FEM); Medium: Application/pdf; Wissenschaftliche Gesellschaft für Technische Logistik, Rostock-Warnemünde: Chemnitz, Germany, 2016; Volume 2016. [Google Scholar] [CrossRef]
- Bajda, M.; Błażej, R.; Hardygóra, M. Impact of Selected Parameters on the Fatigue Strength of Splices on Multiply Textile Conveyor Belts. IOP Conf. Ser. Earth Environ. Sci. 2016, 44, 052021. [Google Scholar] [CrossRef]
- Costello, G.A. Theory of Wire Rope; Mechanical Engineering Series; Springer: New York, NY, USA, 1997. [Google Scholar] [CrossRef]
- Nordell, L.; Qiu, X.; Sethi, V. Belt conveyor steel cord splice analysis using finite element methods. Bulk Solids Handl. 1991, 11, 863–868. [Google Scholar]
- Nordell, L. Steel cord belt and splice construction: Modernizing their specifications, improving their economics. Bulk Solids Handl. 1993, 13, 685–693. [Google Scholar]
- Keller, M. Zur Optimierung Hochfester Stahlseilgurtverbindungen. Ph.D. Thesis, Universität Hannover, Hannover, Germany, 2001. [Google Scholar]
- Froböse, T.; Heitzmann, P.; Overmeyer, L.; Wakatsuki, A. Entwicklung eines FE-Modells zur Optimierung von Stahlseil-Fördergurtverbindungen; Medium: Application/pdf; Wissenschaftliche Gesellschaft für Technische Logistik, Rostock-Warnemünde: Chemnitz, Germany, 2014; Volume 2014. [Google Scholar] [CrossRef]
- Froböse, T. Verfahren zur Ermittlung der Materialparameter für die Auslegung von Stahlseil-Fördergurtverbindungen mit Hilfe der FEM; Number 2017, Band 01 in Berichte aus dem ITA; PZH Verlag: Hanover, Germany, 2017. [Google Scholar]
- Li, X.; Long, X.; Shen, Z.; Miao, C. Analysis of Strength Factors of Steel Cord Conveyor Belt Splices Based on the FEM. Adv. Mater. Sci. Eng. 2019, 2019, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Wheatley, G.; Keipour, S. FEA of Conveyor Belt Splice Cord End Conditions. UPB Sci. Bull. Ser. D Mech. Eng. 2021, 83, 205–216. [Google Scholar]
- Li, X.G.; Long, X.Y.; Jiang, H.Q.; Long, H.B. Finite element simulation and experimental verification of steel cord extraction of steel cord conveyor belt splice. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kitakyushu City, Japan, 10–13 April 2018; Volume 369, p. 012025. [Google Scholar] [CrossRef]
- Carraro, P.; Maragoni, L.; Quaresimin, M. Prediction of the crack density evolution in multidirectional laminates under fatigue loadings. Compos. Sci. Technol. 2017, 145, 24–39. [Google Scholar] [CrossRef]
- Ferdous, W.; Manalo, A.; Yu, P.; Salih, C.; Abousnina, R.; Heyer, T.; Schubel, P. Tensile Fatigue Behavior of Polyester and Vinyl Ester Based GFRP Laminates—A Comparative Evaluation. Polymers 2021, 13, 386. [Google Scholar] [CrossRef] [PubMed]
- ABAQUS Version 2020 User’s Manual; Dassault Systèmes Simulia Corp.: Providence, RI, USA,, 2020.
- Cruz Gómez, M.; Gallardo-Hernández, E.; Vite Torres, M.; Peña Bautista, A. Rubber steel friction in contaminated contacts. Wear 2013, 302, 1421–1425. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| [MPa] | [MPa] | D [1/MPa] |
|---|---|---|
| 0.7083 | 0.1417 | 0.03565 |
| Parameter Name | Symbol | Value | Unit |
|---|---|---|---|
| belt width | 190 | mm | |
| splice length | 4.7 | m | |
| cable positions | 0.2, 0.7, 2, 3, 4, 4.5 | m | |
| outer steel cable spacing | 20 | mm | |
| inner steel cable spacing | 17 | mm | |
| gap between cable ends | 70 | mm |
| Parameter Name | Symbol | Value | Unit |
|---|---|---|---|
| distance of the drum axes | 7 | m | |
| diameter of the drums | 1.25 | m | |
| velocity of the belt Equation (7) | 6.454 | m/s | |
| number of circulations per load cycle [1] | 18 | 1 | |
| time period of one load cycle [1] | 50 | s | |
| angular velocity of the drums Equation (8) | 9.987 | rad/s | |
| point mass of the drum Equation (9) | 1502 | kg | |
| moment of inertia of the drums Equation (10) | 429 | ||
| tensile load in the belt Equation (12) | 655.2 | kN |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frankl, S.M.; Pletz, M.; Wondracek, A.; Schuecker, C. Assessing Failure in Steel Cable-Reinforced Rubber Belts Using Multi-Scale FEM Modelling. J. Compos. Sci. 2022, 6, 34. https://doi.org/10.3390/jcs6020034
Frankl SM, Pletz M, Wondracek A, Schuecker C. Assessing Failure in Steel Cable-Reinforced Rubber Belts Using Multi-Scale FEM Modelling. Journal of Composites Science. 2022; 6(2):34. https://doi.org/10.3390/jcs6020034
Chicago/Turabian StyleFrankl, Siegfried Martin, Martin Pletz, Alfred Wondracek, and Clara Schuecker. 2022. "Assessing Failure in Steel Cable-Reinforced Rubber Belts Using Multi-Scale FEM Modelling" Journal of Composites Science 6, no. 2: 34. https://doi.org/10.3390/jcs6020034
APA StyleFrankl, S. M., Pletz, M., Wondracek, A., & Schuecker, C. (2022). Assessing Failure in Steel Cable-Reinforced Rubber Belts Using Multi-Scale FEM Modelling. Journal of Composites Science, 6(2), 34. https://doi.org/10.3390/jcs6020034