
Experimental Investigation of In-Plane Shear Behaviour of Thermoplastic Fibre-Reinforced Composites under Thermoforming Process Conditions



Abstract
:1. Introduction
1.1. Organo-Sheets
1.2. Thermoforming
- Heating;
- Transfer;
- Forming;
- Consolidation;
- Ejection.
1.3. Mechanics of Thermoforming Process
2. Overview of Characterisation Methods
2.1. Differential Scanning Calorimetry
2.2. Dynamic Mechanical Analysis
3. Experimental Investigation of Shear Behaviour
3.1. Material and Specimen Preparation
3.2. Differential Scanning Calorimetry
3.2.1. Design of Experiments
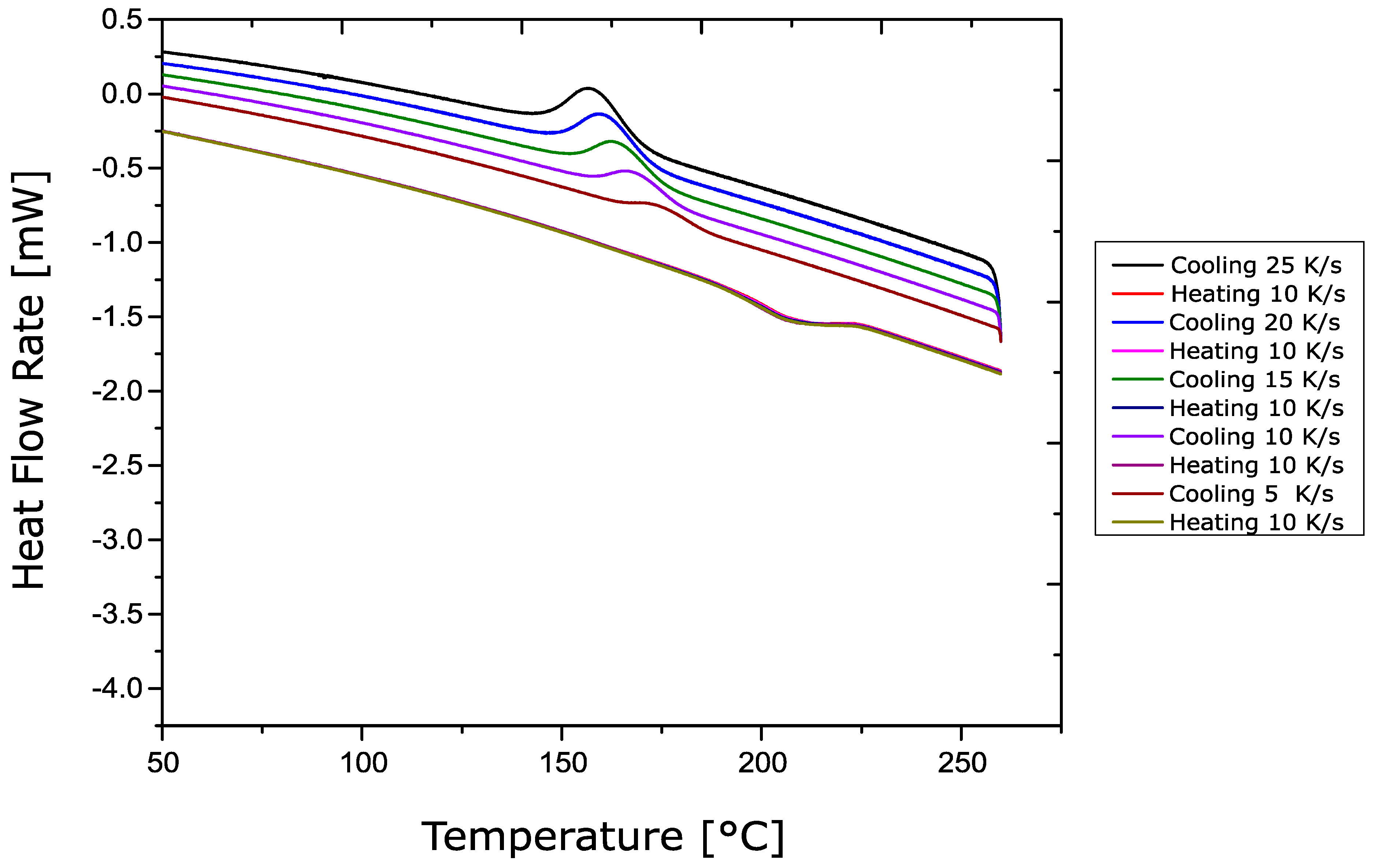
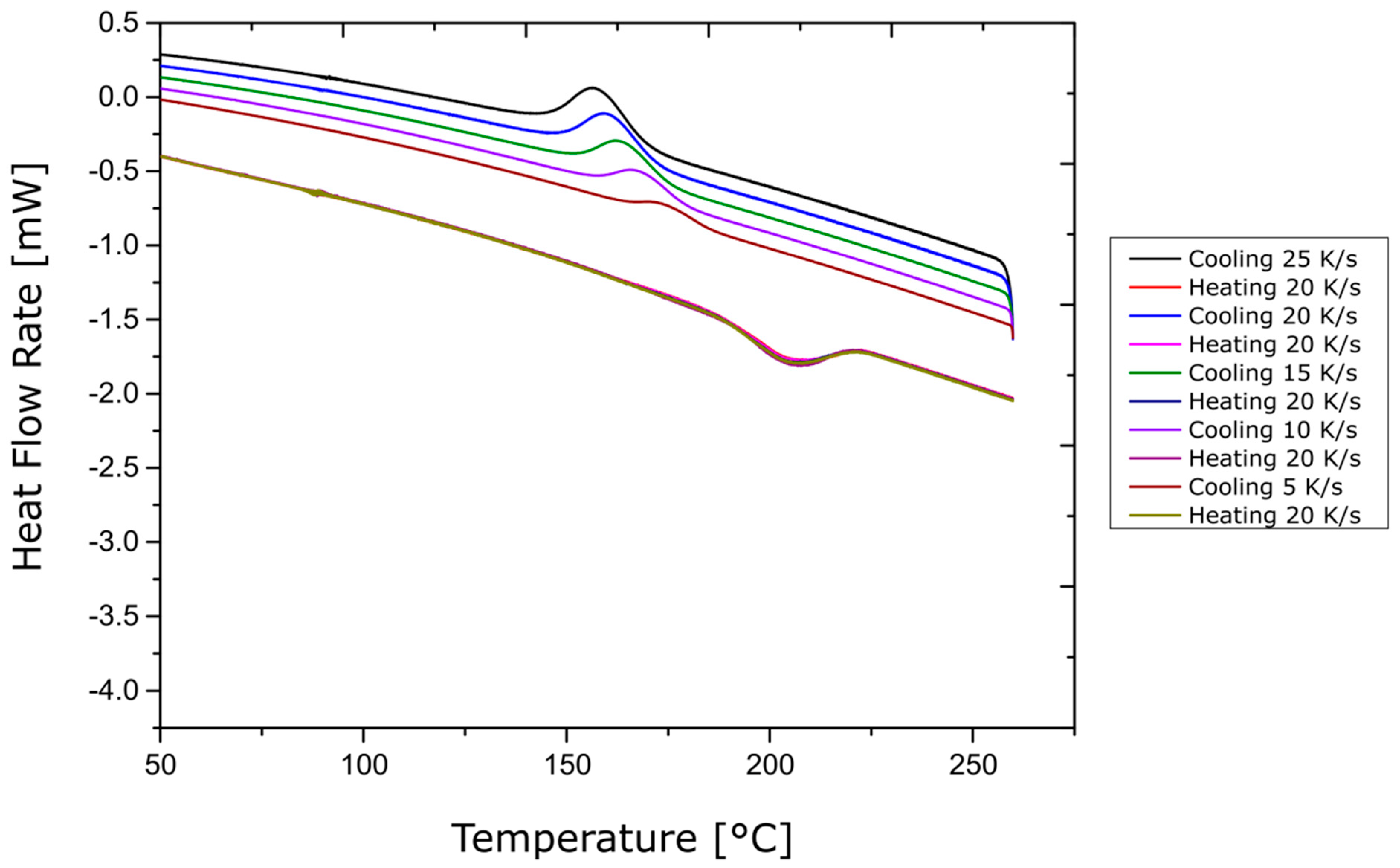
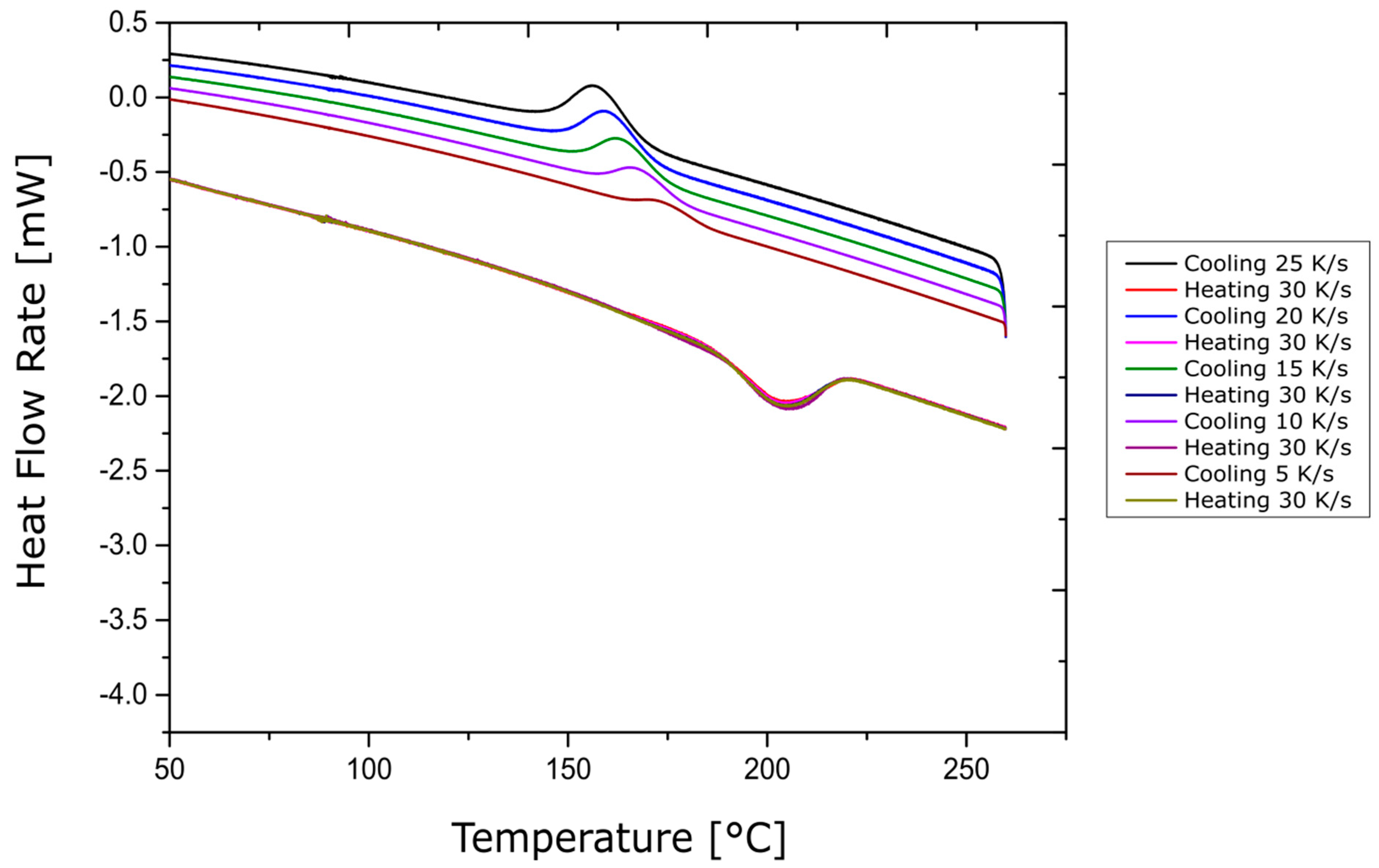
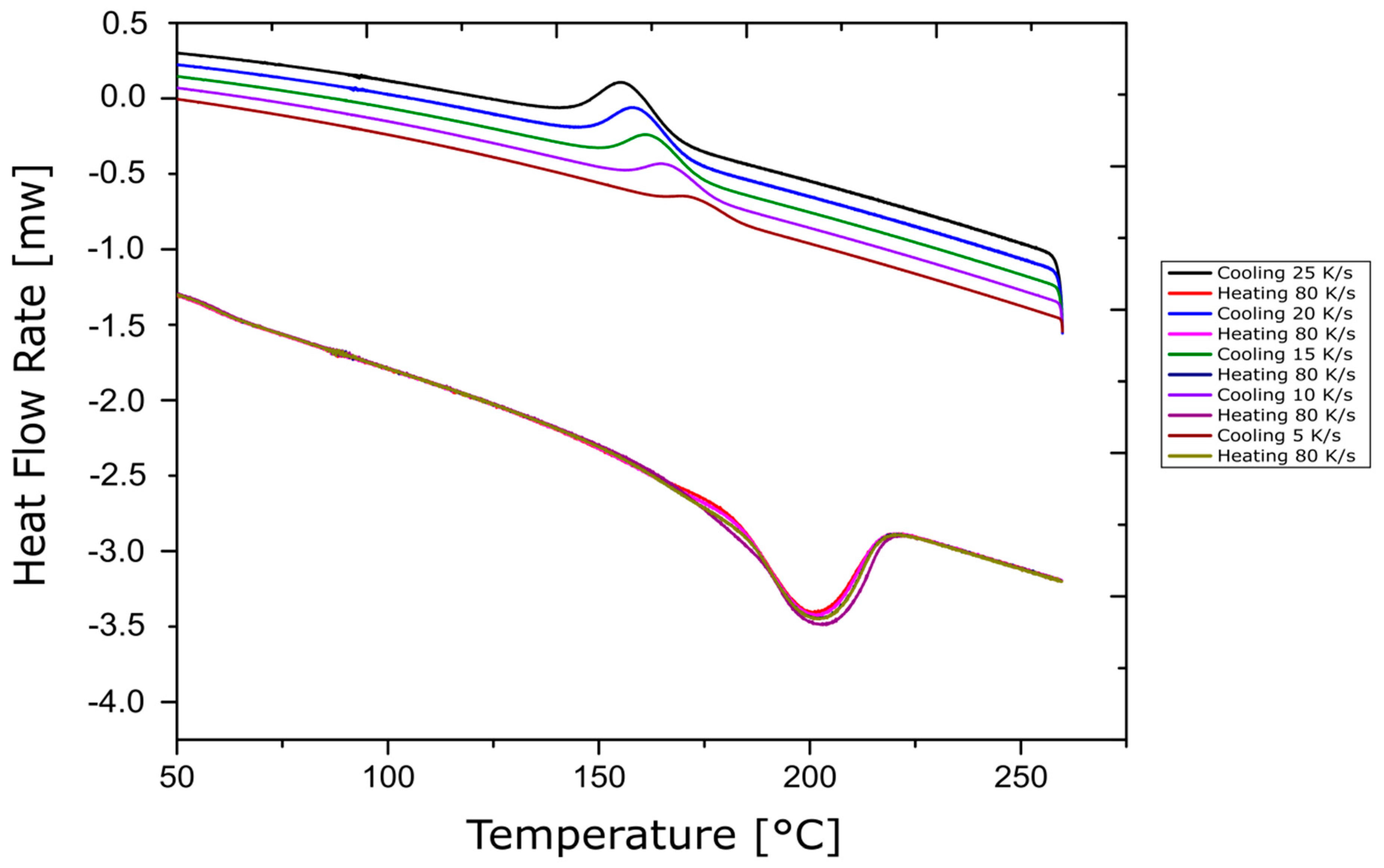
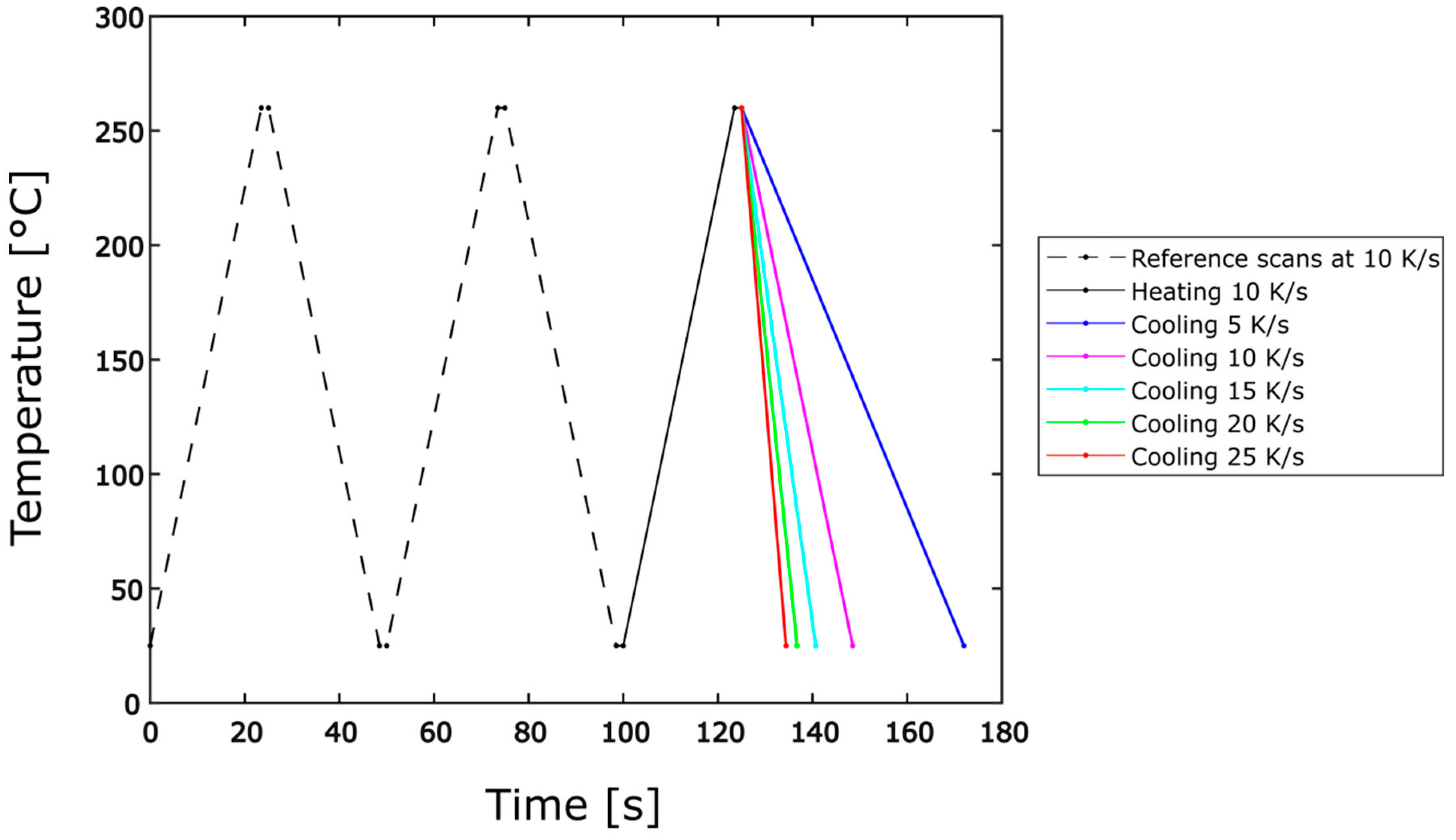
3.2.2. Flash DSC Experiments
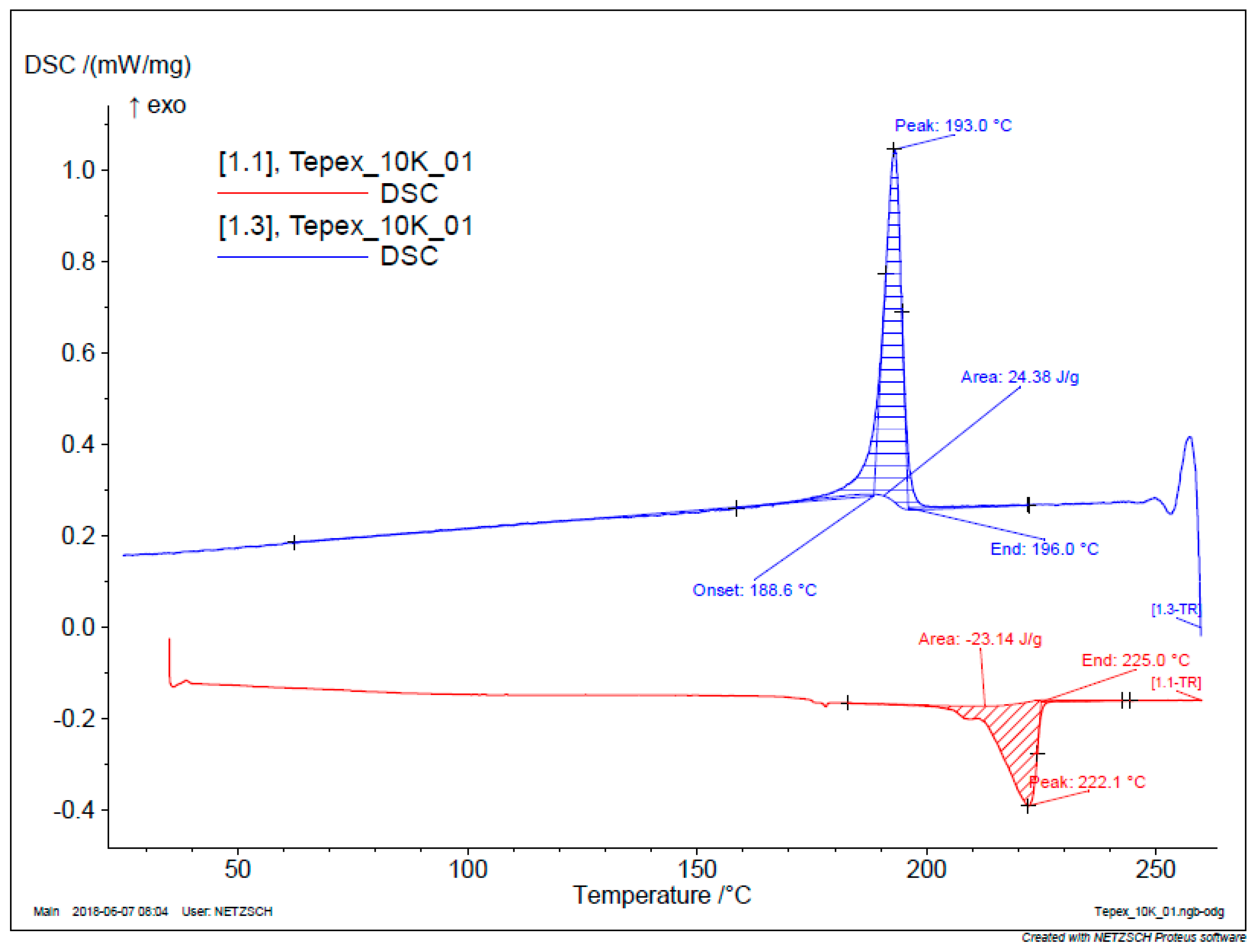
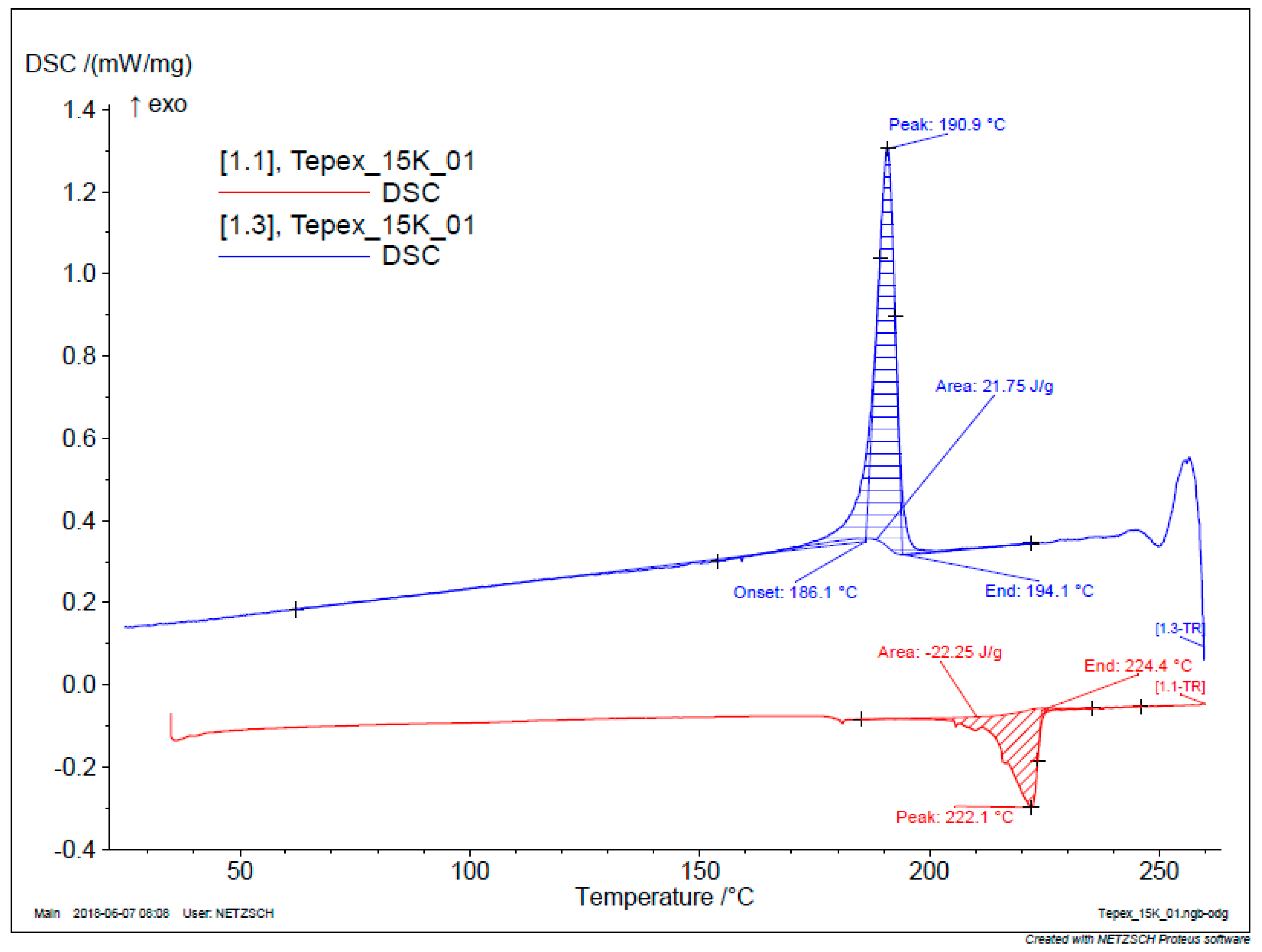
3.2.3. Conventional DSC Experiments
3.3. Dynamic Mechanical Analysis
3.3.1. Design of Experiments
3.3.2. DMA Experiments
4. Experimental Results
4.1. Differential Scanning Calorimetry
4.1.1. Flash DSC
4.1.2. Conventional DSC
4.1.3. Comparison of Results
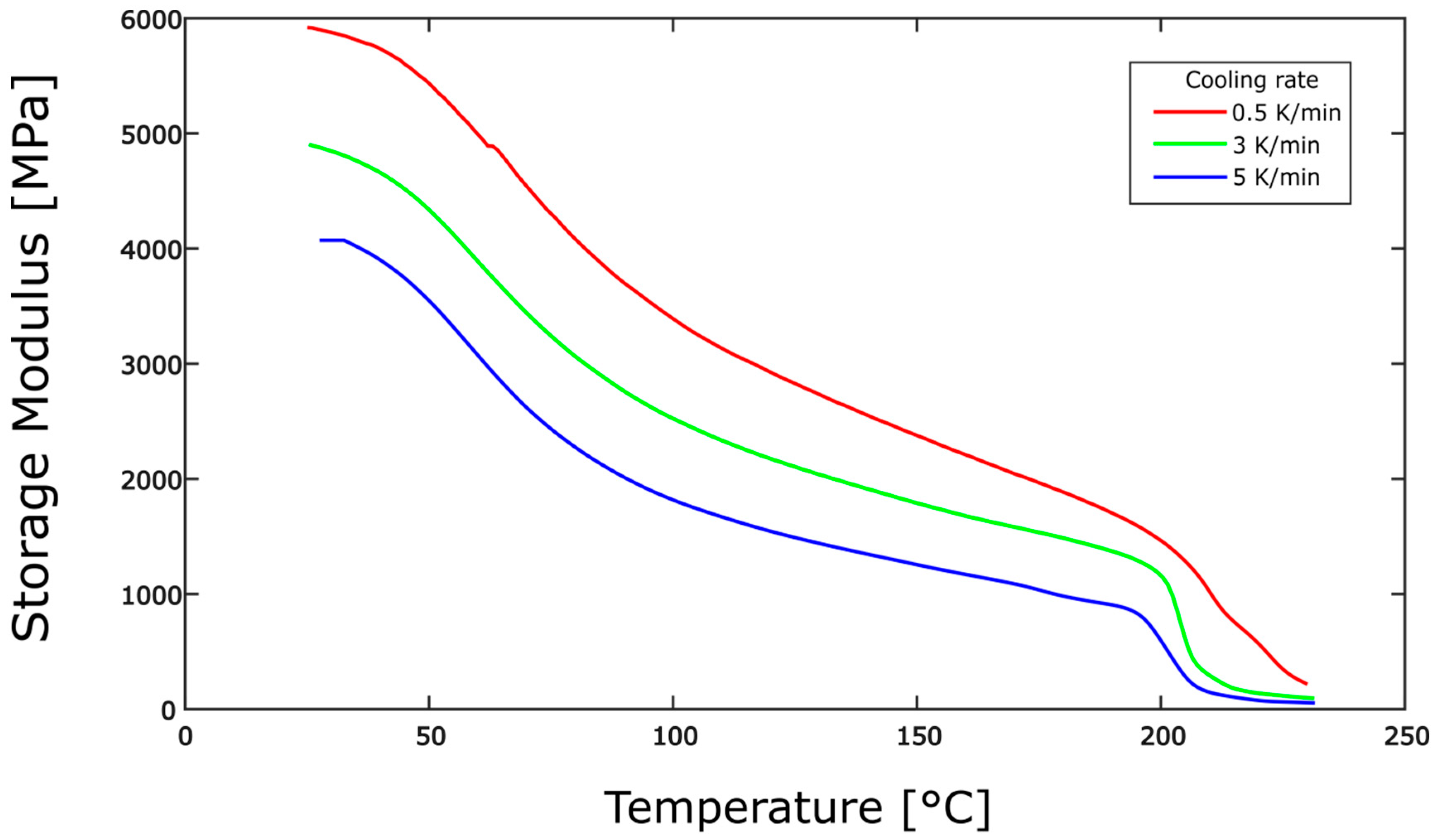
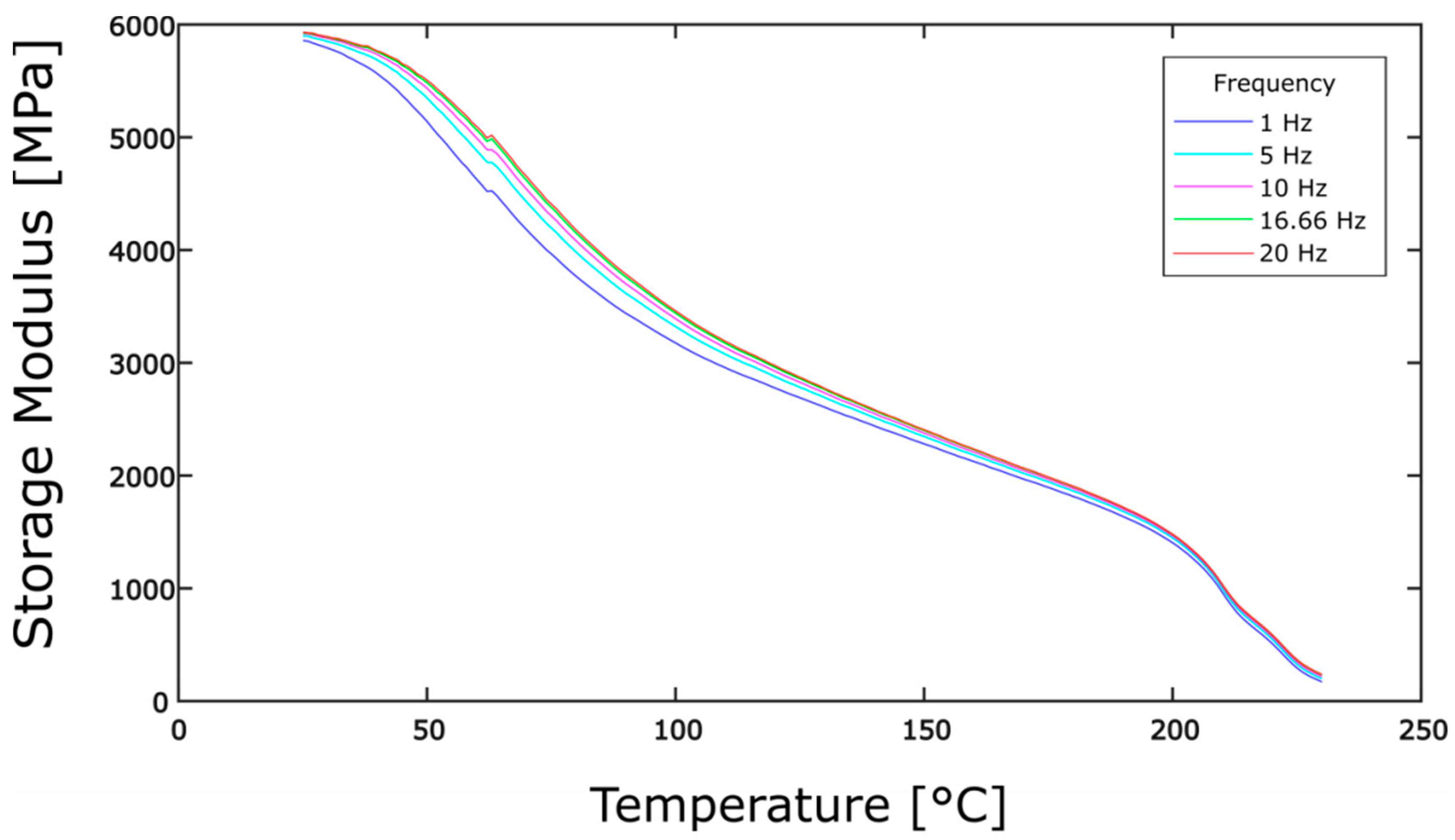
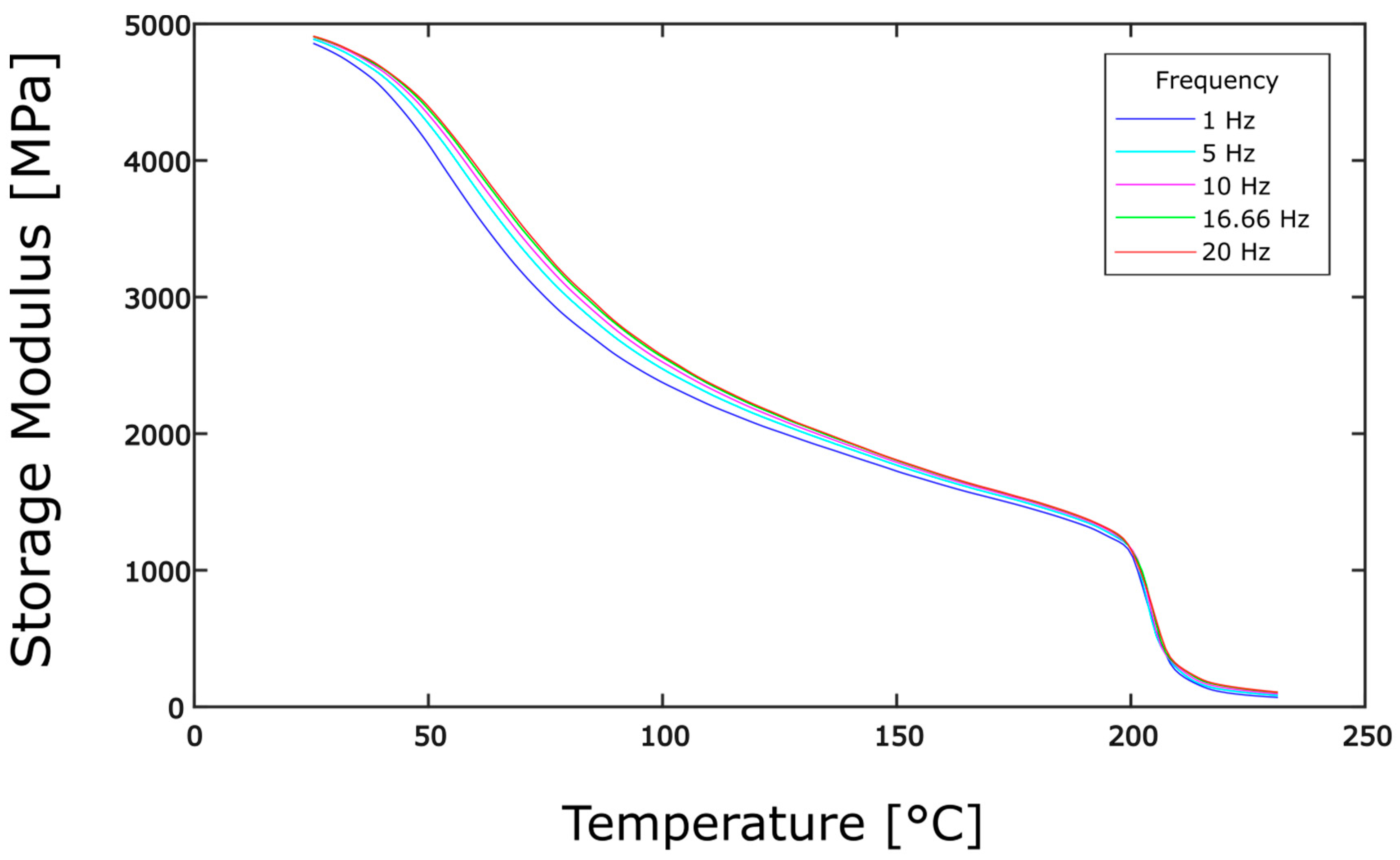
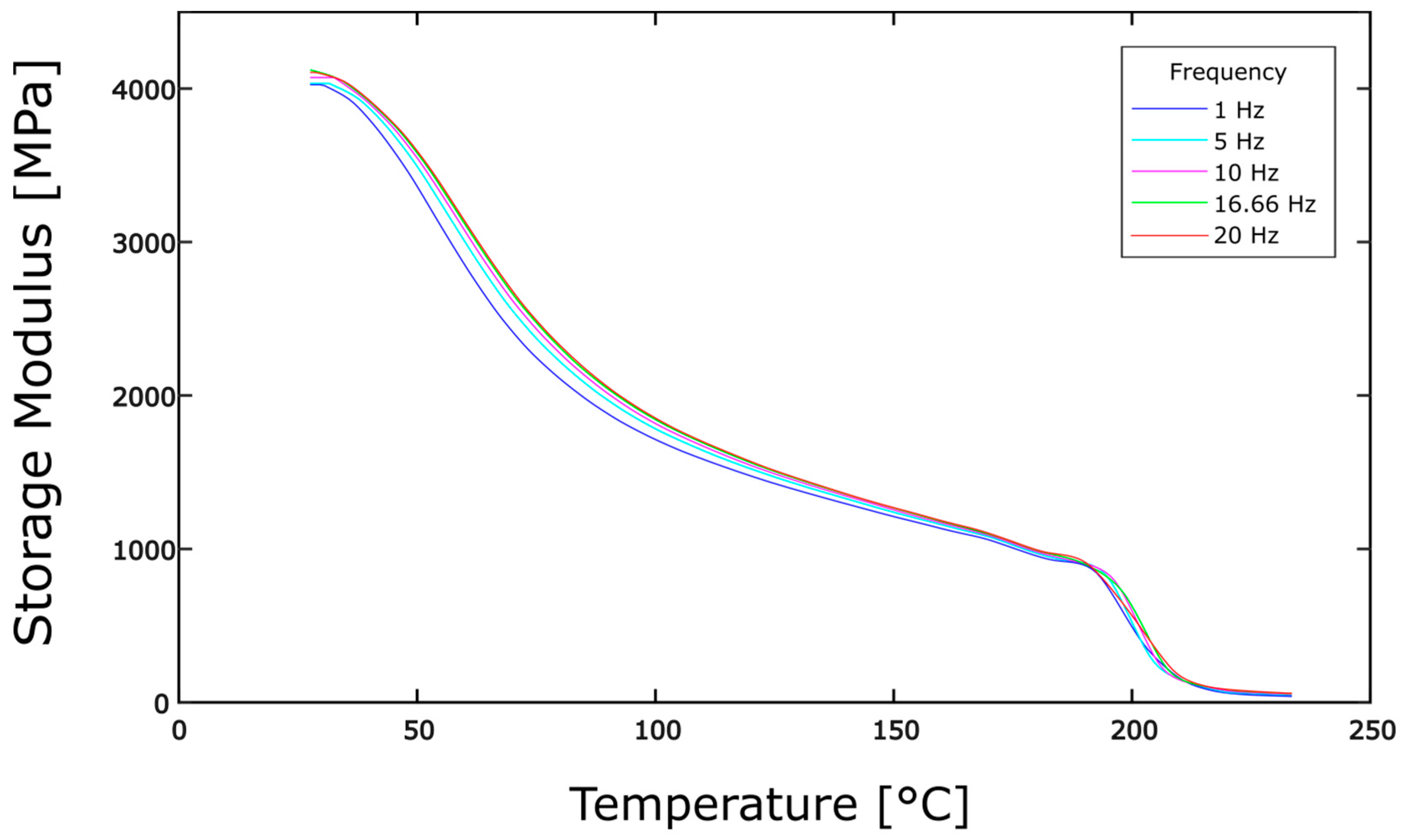
4.2. Dynamic Mechanical Analysis
4.3. Analysis and Discussion of Experimental Investigation Results
5. Summary and Outlook
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A





Appendix B



References
- Verrey, J.; Wakeman, M.D.; Michaud, V.; Månson, J.-A.E. Manufacturing Cost Comparison of Thermoplastic and Thermoset RTM for an Automotive Floor Pan. Compos. Part Appl. Sci. Manuf. 2006, 37, 9–22. [Google Scholar] [CrossRef]
- Fuchs, E.; Field, F.; Roth, R.; Kirchain, R. Strategic Materials Selection in the Automobile Body: Economic Opportunities for Polymer Composite Design. Compos. Sci. Technol. 2008, 68, 1989–2002. [Google Scholar] [CrossRef]
- Haanappel, S.P.; ten Thije, R.H.W.; Sachs, U.; Rietman, B.; Akkerman, R. Formability Analyses of Uni-Directional and Textile Reinforced Thermoplastics. Compos. Part Appl. Sci. Manuf. 2014, 56, 80–92. [Google Scholar] [CrossRef]
- Kyotani, M.; Mitsuhashi, S. Studies on Crystalline Forms of Nylon 6. II. Crystallization from the Melt. J. Polym. Sci. Part-2 Polym. Phys. 1972, 10, 1497–1508. [Google Scholar] [CrossRef]
- Cartledge, H.C.Y.; Baillie, C.A. Studies of Microstructural and Mechanical Properties of Nylon/glass Composite Part I The Effect of Thermal Processing on Crystallinity, Transcrystallinity and Crystal Phases. J. Mater. Sci. 1999, 34, 13. [Google Scholar]
- Bhattacharyya, D. (Ed.) Composite Sheet Forming; Composite Materials Series; Elsevier: Amsterdam, The Netherlands; New York, NY, USA, 1997. [Google Scholar]
- Ropers, S. Bending Behavior of Thermoplastic Composite Sheets: Viscoelasticity and Temperature Dependency in the Draping Process; AutoUni-Schriftenreihe; Springer Fachmedien GmbH: Wiesbaden, Germany, 2017. [Google Scholar]
- Lessard, H.; Lebrun, G.; Benkaddour, A.; Pham, X.-T. Influence of Process Parameters on the Thermostamping of a [0/90] 12 Carbon/polyether Ether Ketone Laminate. Compos. Part Appl. Sci. Manuf. 2015, 70, 59–68. [Google Scholar] [CrossRef]
- Guzman-Maldonado, E.; Hamila, N.; Naouar, N.; Moulin, G.; Boisse, P. Simulation of Thermoplastic Prepreg Thermoforming Based on a Visco-Hyperelastic Model and a Thermal Homogenization. Mater. Des. 2016, 93, 431–442. [Google Scholar] [CrossRef]
- Kugele, D.; Rausch, J.; Müller, P.; Kärger, L.; Henning, F. Temperature Distribution in Thickness Direction of Thermoplastic Laminates during Thermoforming. In Proceedings of the International Conference on Automotive Composites (ICAutoC 2016), Lisbon, Portugal, 21–23 September 2016; p. 12. [Google Scholar]
- Wijskamp, S. Shape Distortions in Composites Forming; University of Twente: Twente, The Netherlands, 2005; p. 171. [Google Scholar]
- Lebrun, G.; Bureau, M.N.; Denault, J. Evaluation of Bias-Extension and Picture-Frame Test Methods for the Measurement of Intraply Shear Properties of PP/glass Commingled Fabrics. Compos. Struct. 2003, 61, 341–352. [Google Scholar] [CrossRef]
- Härtel, F.; Harrison, P. Evaluation of Normalisation Methods for Uniaxial Bias Extension Tests on Engineering Fabrics. Compos. Part Appl. Sci. Manuf. 2014, 67, 61–69. [Google Scholar] [CrossRef] [Green Version]
- Prodromou, A.G.; Chen, J. On the Relationship between Shear Angle and Wrinkling of Textile Composite Preforms. Compos. Part Appl. Sci. Manuf 1997, 28, 491–503. [Google Scholar] [CrossRef]
- Boisse, P.; Hamila, N.; Vidal-Sallé, E.; Dumont, F. Simulation of Wrinkling during Textile Composite Reinforcement Forming. Influence of Tensile, in-Plane Shear and Bending Stiffnesses. Compos. Sci. Technol. 2011, 71, 683–692. [Google Scholar] [CrossRef] [Green Version]
- Cao, J.; Akkerman, R.; Boisse, P.; Chen, J.; Cheng, H.S.; de Graaf, E.F.; Gorczyca, J.L.; Harrison, P.; Hivet, G.; Launay, J.; et al. Characterization of Mechanical Behavior of Woven Fabrics: Experimental Methods and Benchmark Results. Compos. Part Appl. Sci. Manuf. 2008, 39, 1037–1053. [Google Scholar] [CrossRef] [Green Version]
- Schick, C. Differential Scanning Calorimetry (DSC) of Semicrystalline Polymers. Anal. Bioanal. Chem. 2009, 395, 1589–1611. [Google Scholar] [CrossRef] [PubMed]
- Netzsch DSC 204 F1 Phoenix-Brochure, Netzsch Thermal Analysis. 2017. Available online: https://www.netzsch-thermal-analysis.com/en/products-solutions/differential-scanning-calorimetry/dsc-204-f1-phoenix/ (accessed on 6 August 2021).
- Frick, A.; Stern, C. Einführung in die Kunststoffprüfung: Prüfmethoden und Anwendungen; Hanser: München, Germany, 2017. [Google Scholar]
- Foreman, J.A.; Blaine, R.L. Isothermal Crystallization Made Easy: A Simple Model and Modest Cooling Rates. ANTEC’95 1995, 2, 2409–2412. [Google Scholar]
- Miyasaka, K.; Ishikawa, K. Effects of Temperature and Water on the γ → α Crystalline Transition of Nylon 6 Caused by Stretching in the Chain Direction. J. Polym. Sci. Part-2 Polym. Phys. 1968, 6, 1317–1329. [Google Scholar] [CrossRef]
- Şanlı, S.; Durmus, A.; Ercan, N. Isothermal Crystallization Kinetics of Glass Fiber and Mineral-Filled Polyamide 6 Composites. J. Mater. Sci. 2012, 47, 3052–3063. [Google Scholar] [CrossRef]
- Kugele, D.; Dörr, D.; Wittemann, F.; Hangs, B.; Rausch, J.; Kärger, L.; Henning, F. Modeling of the Non-Isothermal Crystallization Kinetics of Polyamide 6 Composites during Thermoforming. In Proceedings of the AIP Conference Proceedings 1896, Penang, Malaysia, 8–9 August 2017; AIP Publishing LLC.: Melville, NY, USA, 2017; Volume 1896. [Google Scholar]
- Ferreira, C.I.; Dal Castel, C.; Oviedo, M.A.S.; Mauler, R.S. Isothermal and Non-Isothermal Crystallization Kinetics of Polypropylene/exfoliated Graphite Nanocomposites. Thermochim. Acta 2013, 553, 40–48. [Google Scholar] [CrossRef]
- Netzsch DMA 242 E Artemis—Brochure, Netzsch Thermal Analysis. 2017. Available online: https://www.netzsch-thermal-analysis.com/en/products-solutions/dynamic-mechanical-thermal-analysis/dma-242-e-artemis/ (accessed on 6 August 2021).
- Ferry, J.D. Viscoelastic Properties of Polymers, 3rd ed.; Wiley: New York, NY, USA, 1980. [Google Scholar]
- Menard, K.P. Dynamic Mechanical Analysis: A Practical Introduction; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar]
- Margossian, A.; Bel, S.; Hinterhoelzl, R. Bending Characterisation of a Molten Unidirectional Carbon Fibre Reinforced Thermoplastic Composite Using a Dynamic Mechanical Analysis System. Compos. Part Appl. Sci. Manuf. 2015, 77, 154–163. [Google Scholar] [CrossRef]
- Mallach, A.; Ropers, S.; Häusler, F.; Kardos, M.; Osswald, T.A.; Gude, M. Material Characterization and Draping Simulation of Thermoplastic Prepregs: The Influence of Temperature. In Proceedings of the Society of Plastics Engineers-Automotive Composites Conference & Exhibition Proceedings, Orlando, FL, USA, 23–25 March 2015; p. 15. [Google Scholar]
- Ropers, S.; Kardos, M.; Osswald, T.A. A Thermo-Viscoelastic Approach for the Characterization and Modeling of the Bending Behavior of Thermoplastic Composites. Compos. Part Appl. Sci. Manuf. 2016, 90, 22–32. [Google Scholar] [CrossRef]
- Machado, M.; Cakmak, U.D.; Kallai, I.; Major, Z. Thermomechanical Viscoelastic Analysis of Woven-Reinforced Thermoplastic-Matrix Composites. Compos. Struct. 2016, 157, 256–264. [Google Scholar] [CrossRef]
- Potter, K. Bias Extension Measurements on Cross-Plied Unidirectional Prepreg. Compos. Part Appl. Sci. Manuf. 2002, 33, 63–73. [Google Scholar] [CrossRef]
- Sharma, S.B.; Sutcliffe, M.P.F.; Chang, S.H. Characterisation of Material Properties for Draping of Dry Woven Composite Material. Compos. Part Appl. Sci. Manuf. 2003, 34, 1167–1175. [Google Scholar] [CrossRef]
- Harrison, P.; Wiggers, J.; Long, A.C. Normalisation Of Shear Test Data for Rate-Independent Compressible Fabrics; AIP: University Park, MD, USA, 2007; Volume 907, pp. 1011–1016. [Google Scholar]
- Harrison, P.; Clifford, M.J.; Long, A.C. Shear Characterisation of Viscous Woven Textile Composites: A Comparison between Picture Frame and Bias Extension Experiments. Compos. Sci. Technol. 2004, 64, 1453–1465. [Google Scholar] [CrossRef]
- Machado, M.; Murenu, L.; Fischlschweiger, M.; Major, Z. Analysis of the Thermomechanical Shear Behaviour of Woven-Reinforced Thermoplastic-Matrix Composites during Forming. Compos. Part Appl. Sci. Manuf. 2016, 86, 39–48. [Google Scholar] [CrossRef]
- Machado, M.; Fischlschweiger, M.; Major, Z. A Rate-Dependent Non-Orthogonal Constitutive Model for Describing Shear Behaviour of Woven Reinforced Thermoplastic Composites. Compos. Part Appl. Sci. Manuf. 2016, 80, 194–203. [Google Scholar] [CrossRef]
- Åström, B.T. Manufacturing of Polymer Composites, 1st ed.; Chapman & Hall: London, UK, 1997. [Google Scholar]
- The Revolutionary New Flash DSC 1: Optimum Performance for Metastable Materials, Mettler-Toledo AG. Mettler-Toledo Thermal Analysis UserCom 32. 2011. Available online: https://www.mt.com/us/en/home/library/usercoms/lab-analytical-instruments/thermal-analysis-usercom-32.html (accessed on 6 August 2021).
- Melo, J.D.D.; Radford, D.W. Time and Temperature Dependence of the Viscoelastic Properties of CFRP by Dynamic Mechanical Analysis. Compos. Struct. 2005, 70, 240–253. [Google Scholar] [CrossRef]
- Deng, S.; Hou, M.; Ye, L. Temperature-Dependent Elastic Moduli of Epoxies Measured by DMA and Their Correlations to Mechanical Testing Data. Polym. Test. 2007, 26, 803–813. [Google Scholar] [CrossRef]
- Toda, A.; Androsch, R.; Schick, C. Insights into Polymer Crystallization and Melting from Fast Scanning Chip Calorimetry. Polymer 2016, 91, 239–263. [Google Scholar] [CrossRef]
- Vasanthan, N.; Ly, H.; Ghosh, S. Impact of Nanoclay on Isothermal Cold Crystallization Kinetics and Polymorphism of Poly(l-Lactic Acid) Nanocomposites. J. Phys. Chem. B 2011, 115, 9556–9563. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trade Name | TEPEX Dynalite 102-RG600(x)/47% |
|---|---|
| Reinforcement type | Twill weave |
| Fibre material | Glass fibre |
| Fibre volume (%) | 47 |
| Resin type | Thermoplastic, semi-crystalline |
| Matrix | PA6 |
| Density (g/cm3) | 1.8 |
| Test Method | Cooling Rates [K/s] |
|---|---|
| Flash DSC | 5, 10, 15, 20, 25 |
| Conventional DSC | 0.017, 0.05, 0.083 |
| Fibre Direction | Temperature Sweep | Heating/Cooling Rate (K/min) | Frequency (Hz) | No. of Samples Per Experiment |
|---|---|---|---|---|
| 45° | Heating from 25 °C to 260 °C and cooling back to 25 °C | 0.5, 3, 5 | 1, 5, 10, 15, 20 | 3 |
| Fibre Direction | Temperature Sweep | Cooling Rate (K/min) | Frequency (Hz) | No. of Samples |
|---|---|---|---|---|
| 45° (Dual Cantilever) | Heating from 25 °C to 230 °C and cooling back to 25 °C | 0.5, 3, 5 | 1, 5, 10, 16.66, 20 | 3 |
| Setting | Value |
|---|---|
| Proportionality Factor | 1.05 |
| Dynamic Force | 7 N |
| Minimum Static Force | 0.05 N |
| Amplitude | 240 µm |
| Cooling Rate [K/min] | Cooling Rate [K/s] | Recrystallisation Temperature [°C] |
|---|---|---|
| 1 | 0.01667 | 203.5 |
| 3 | 0.05 | 199.2 |
| 5 | 0.08333 | 196.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pyatov, N.; Natarajan, H.K.; Osswald, T.A. Experimental Investigation of In-Plane Shear Behaviour of Thermoplastic Fibre-Reinforced Composites under Thermoforming Process Conditions. J. Compos. Sci. 2021, 5, 248. https://doi.org/10.3390/jcs5090248
Pyatov N, Natarajan HK, Osswald TA. Experimental Investigation of In-Plane Shear Behaviour of Thermoplastic Fibre-Reinforced Composites under Thermoforming Process Conditions. Journal of Composites Science. 2021; 5(9):248. https://doi.org/10.3390/jcs5090248
Chicago/Turabian StylePyatov, Nikita, Harish Karthi Natarajan, and Tim A. Osswald. 2021. "Experimental Investigation of In-Plane Shear Behaviour of Thermoplastic Fibre-Reinforced Composites under Thermoforming Process Conditions" Journal of Composites Science 5, no. 9: 248. https://doi.org/10.3390/jcs5090248
APA StylePyatov, N., Natarajan, H. K., & Osswald, T. A. (2021). Experimental Investigation of In-Plane Shear Behaviour of Thermoplastic Fibre-Reinforced Composites under Thermoforming Process Conditions. Journal of Composites Science, 5(9), 248. https://doi.org/10.3390/jcs5090248