1. Introduction
Carbon nanotubes (CNTs), due to their exceptional structural properties, are ideal reinforcing elements for high strength composite. CNT-reinforced composite research first focused on polymer composites, and, subsequently, metal composites [
1,
2].
Copper is one of the most important industrial materials due to its excellent thermal and electric conductivities. However, copper is a soft material with poor wear resistance. Although copper alloys, such as brass, offer higher strength over pure copper, they suffer substantial reductions in both thermal and electric conductivities. If copper could be strengthened without loss of these two properties, it would become an ideal material for many critical applications. In order to retain both thermal and electric properties of copper, the reinforcement element likely needs to have equal or superior thermal and electric properties. One such reinforcement candidate is carbon nanotubes (CNTs).
However, the synthesis of Cu-CNT composites is, in general, more difficult than Al-CNT composites because copper and carbon do not form intermetallic compounds, as in the case of aluminum and carbon to form aluminum carbide. In addition, copper and carbon are not soluble. As a result, most Cu-CNT synthesis processes, reported in the literature, are based on powder metallurgy, which is denoted as the dry process in this paper. A detailed review of powder metallurgy-based processes and the properties of thus-formed CNT-reinforced composites can be found in [
3,
4]. Typically, ball milling is used to mix copper powder and carbon nanotubes, followed by sintering to form the Cu-CNT composite in the dry process [
5,
6]. The strength improvements using the dry process typically are between 40 and 200% that of pure copper, with 15–20% CNT volume fraction [
7,
8]. The high CNT volume fraction makes the dry process not cost effective because of the high cost of CNTs, particularly if the improvement is limited.
The limited strength improvement of the Cu-CNT composite synthesized by the dry process is mainly due to the large clusters of CNT within the copper matrix. CNTs’ tremendous surface area results in large van der Waals forces; as a result, it is very difficult to break up CNTs into sub-micron clusters despite long hours of mixing by ball-end mills.
One recent synthesis of Cu-CNT composite via powder metallurgy is to allow CNT to form graphene-like structure to wrap around Cu particles [
9]. The reported improvement of the ultimate strength improvement is about 50% with a volume fraction of 40 to 60%.
In addition to the powder metallurgy, there are other dry processes such as electrode-deposition [
10] and spark plasma sintering [
11]. The strength improvements are limited similar to those by the powder metallurgy using similarly high-volume fractions of CNTs.
The thermal property of Cu-Diamond composite using the dry process was investigated in [
12]. The thermal conductivity improves from 364 W/mK (pure copper) to 437 W/mK for the Cu-Diamond composite with a fraction volume of diamond of 30%.
The electricity property of Cu-CNT composite using the dry process was investigated in [
13]. The electric conductivity deteriorates from 60 MS/m (pure copper) to 50 MS/m for Cu-MWCNT composite at 0.1% volume fraction, and to less than 30 MS/m at 2% volume fraction. Correspondingly, the Brinell hardness improves from 55 HBN (pure copper) to 84 HBN for Cu-CNT at 0.1% volume fraction. At higher volume fractions, the hardness does not improve, but deteriorates slightly.
In the next few sections, a comprehensive and yet concise review is presented for a “Wet” Cu-CNT synthesis process and the properties of resulting Cu-CNT composite. The review provides the required properties and justifications for the proposed new applications in this paper.
1.1. Wet Synthesis of Cu-SWCNT Nanocomposite and Resulting Nanostructures
A wet process, denoted as Laser Surface Implanting (LSI), was reported in [
3,
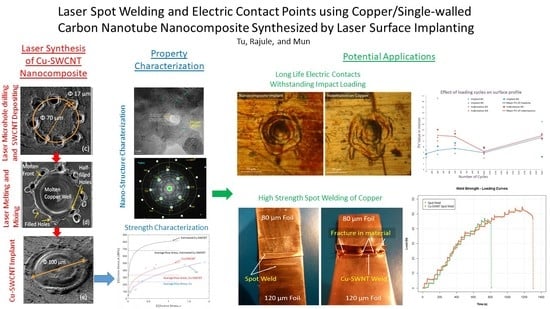
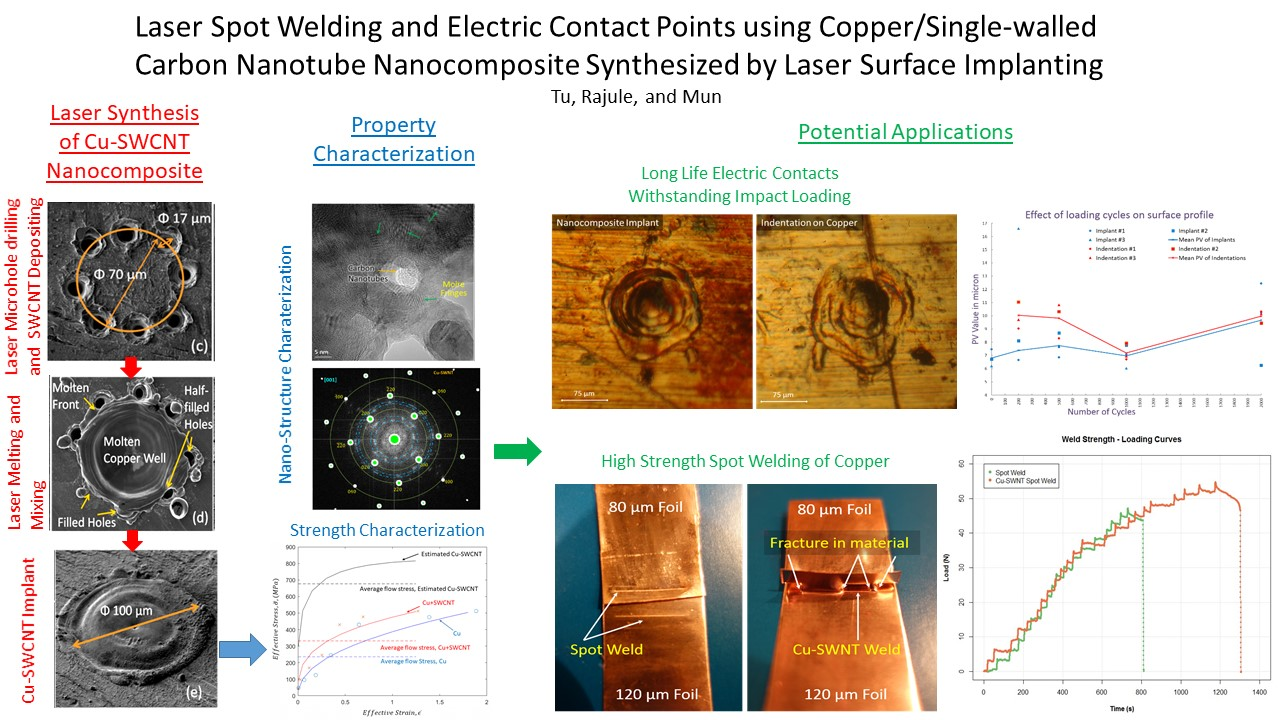
4] for the synthesis of a copper–single-walled carbon nanotube (Cu-SWCNT) nanocomposites. This process disperses single-walled carbon nanotube (SWCNTs) into molten copper, followed by rapid and non-equilibrium solidification to lock SWCNTs in positions, without giving sufficient time for them to agglomerate into large clusters. Rapid and non-equilibrium solidification is achieved when the heat of the molten copper is rapidly conducted away into the copper substrate due to copper’s excellent heat conductivity.
As shown in
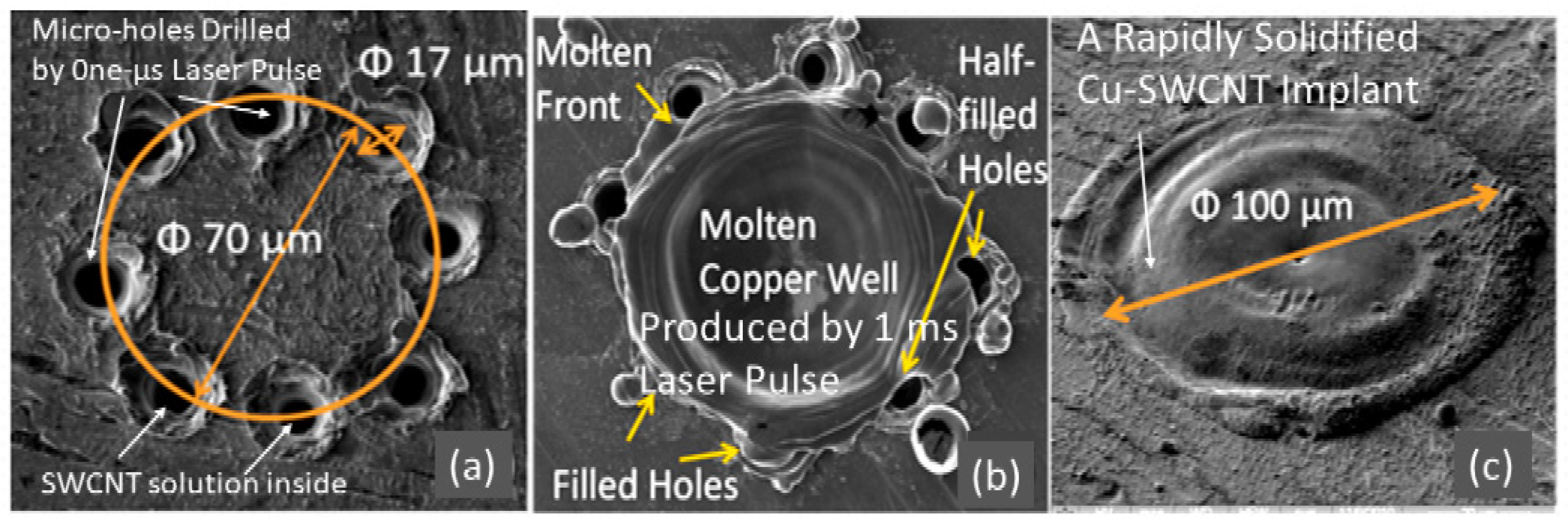
Figure 1, this novel synthesis process includes: Step (1): A 1 µs laser pulse, produced by a 300 W single-mode fiber laser, is focused to a 10 µm spot size to drill a number of microholes (17 µm in diameter and depth) arranged around a circle of 70 µm diameter (
Figure 1a). Step (2): The microholes are filled with SWCNTs suspended in solution. Step (3): A laser pulse of 1 ms, from the same laser with the same spot size of 10 µm, is applied at the center of the above microhole circle. The longer laser pulse creates a well of molten copper. The molten copper advances radially outward to engulf the micro-holes filled with pre-deposited SWCNTs (
Figure 1b). After the laser pulse ends, a Cu-SWCNT implant is formed (
Figure 1c) due to rapid and non-equilibrium solidification which locks dispersed SWCNTs in place without agglomerating into large clusters, unlike the large clusters seen in the dry process (
Figure 2) [
14].
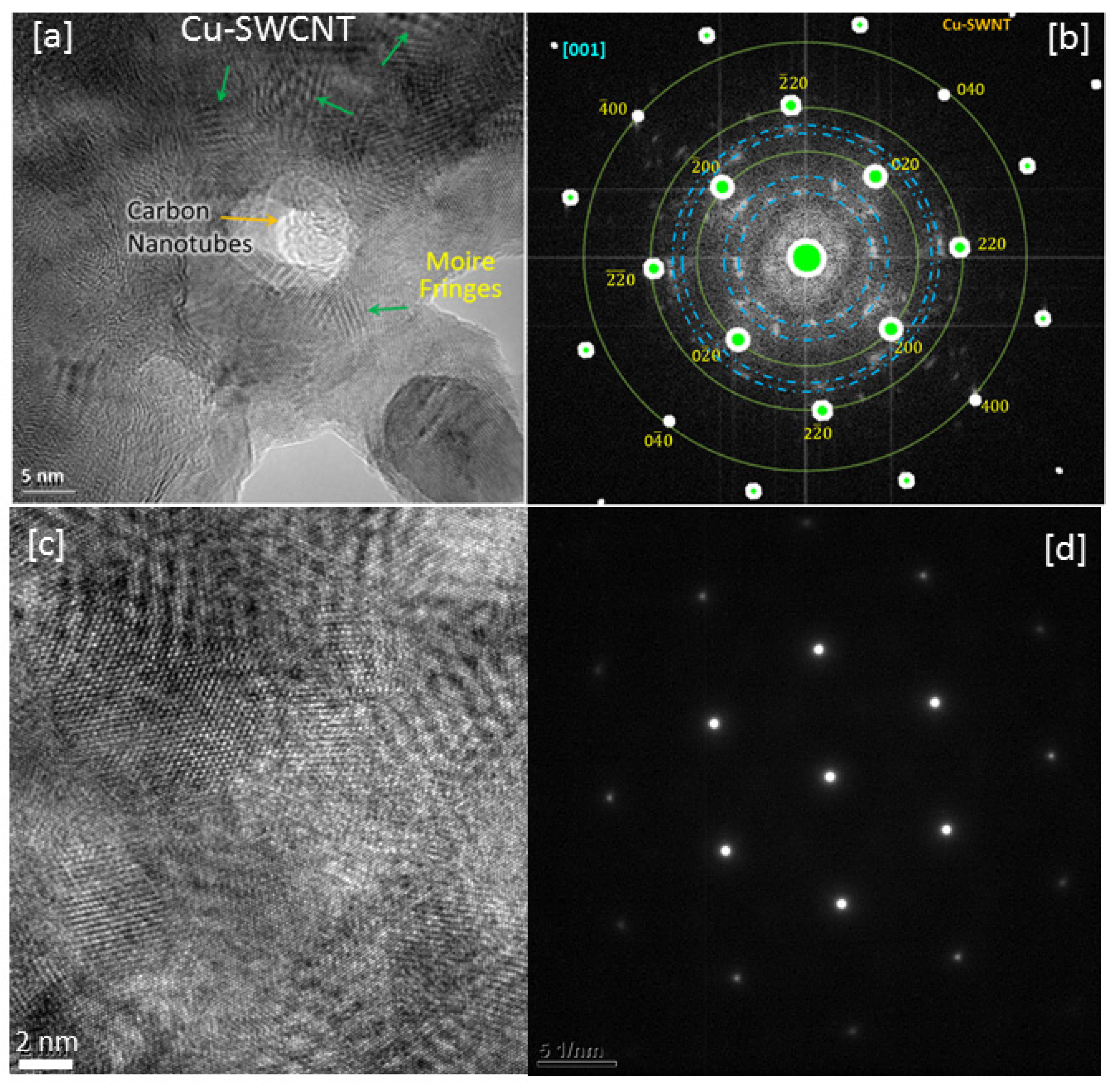
The nanostructure of the Cu–SWCNT composite is confirmed independently by energy dispersive X-ray spectroscopy mapping, spectroscopy measurements, and TEM images (
Figure 2a) [
14]. Nanosized SWCNT clusters inside the copper matrix are observed. The corresponding refraction index patterns of the TEM image of
Figure 2a is shown in
Figure 2b. The bright dots in
Figure 2b are related to copper’s atomic lattice structure, while the clouds are related to the SWCNT clusters within the copper matrix [
14].
Many detailed TEM images of the Cu-SWCNT with their corresponding refraction index patterns were presented in [
14]. However, TEM images with discernable nanosized SWCNT clusters are rare, the analysis of indirect TEM image patterns, such as moiré fringes, to infer the existence of SWCNT clusters within the copper matrix was presented in [
15].
Figure 2c is the TEM image of a pure copper sample. Its corresponding refraction index pattern is shown in
Figure 2d. No bright clouds are found in
Figure 2d for pure copper, drastically different from
Figure 2b.
The nanostructure of the Cu-SWCNT composite synthesized by the wet process is favorable to achieve higher strength improvement due to the nanosized clusters. However, due to the small size and inhomogeneous structure of the Cu-SWCNT composite, standard tensile testing machines (universal testers) cannot be used. Several unique tests are reviewed in the several sections to verify the mechanical properties of the composite regarding its hardness, toughness, and stress–strain behavior. These properties are important for the proposed applications.
1.2. Hardness Tests for Cu-SWCNT
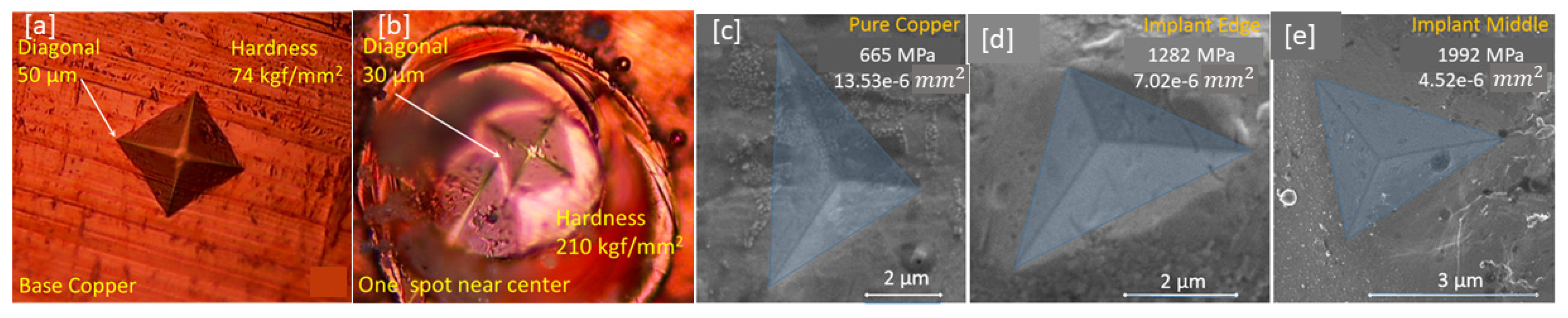
Micro- and nano-hardness tests results for the Cu-SWCNT nanocomposite were presented in
Figure 3a,b [
4].
A Tukon micro-hardness tester with a Vickers diamond square-based pyramid indenter was used to measure the hardness of Cu-SWCNT nanocomposite at 100 gmf load. The micro-hardness for pure copper was found to be 74 kgf/mm
2 (HV 74) (
Figure 3a). A micro-hardness of 210 kgf/mm
2 (HV 210) was found in some Cu-SWCNT samples (
Figure 3b). This hardness is 285% that of pure copper, harder than the hardest brass (cold-rolled, HV 180).
Nano-indentation tests were performed using Hysitron Ubi-1 Triboindenter (Bruker Nano Surface Offices, Billerica, MA, USA) with the Berkovich indenter. At the edge of the implant, the hardness was found to be 1282 MPa (
Figure 3d), or 197% that of pure copper at 665 MPa (
Figure 3c), while the implant surface in the middle region could have a hardness of 1992 MPa (
Figure 3e), which is about 306% that of pure copper. While the center nano-hardness is consistent with the micro-hardness test results, the perimeter hardness is lower. The hardness of the Cu-SWCNT nanocomposite is not uniform based on
Figure 3. Please refer to the work in [
16] for details of the nano-hardness test conditions and results.
1.3. Toughness and Stress–Strain Tests
A new toughness characterization study of the Cu-SWCNT nanocomposite implant was carried out using a focused ion beam (FIB) machine (FEI Quanta 3D FEG, ThermoFisher Scientific, Hillsboro, OR, USA) [
16]. FIB is an effective tool to process samples for TEM measurements. FIB contains energized ions, which kinetic energy can be programmed to precise values. When an energized ion hits a sample, a small amount of the material is removed because the removed material absorbs the ion energy which exceeds the toughness of the material. Note that the definition of toughness is the energy absorbed by a unit mass of material until fracture. Toughness is corresponding to the area under a stress–strain curve from a standard tensile test. Therefore, if the kinetic energy of the bombardment ion is kept constant and the material is bombarded for a fixed amount of time, then the amounts of material removed will be proportional to the toughness of the material. Therefore, this new toughness characterization method is denoted as the toughness test via ion bombardment [
16].
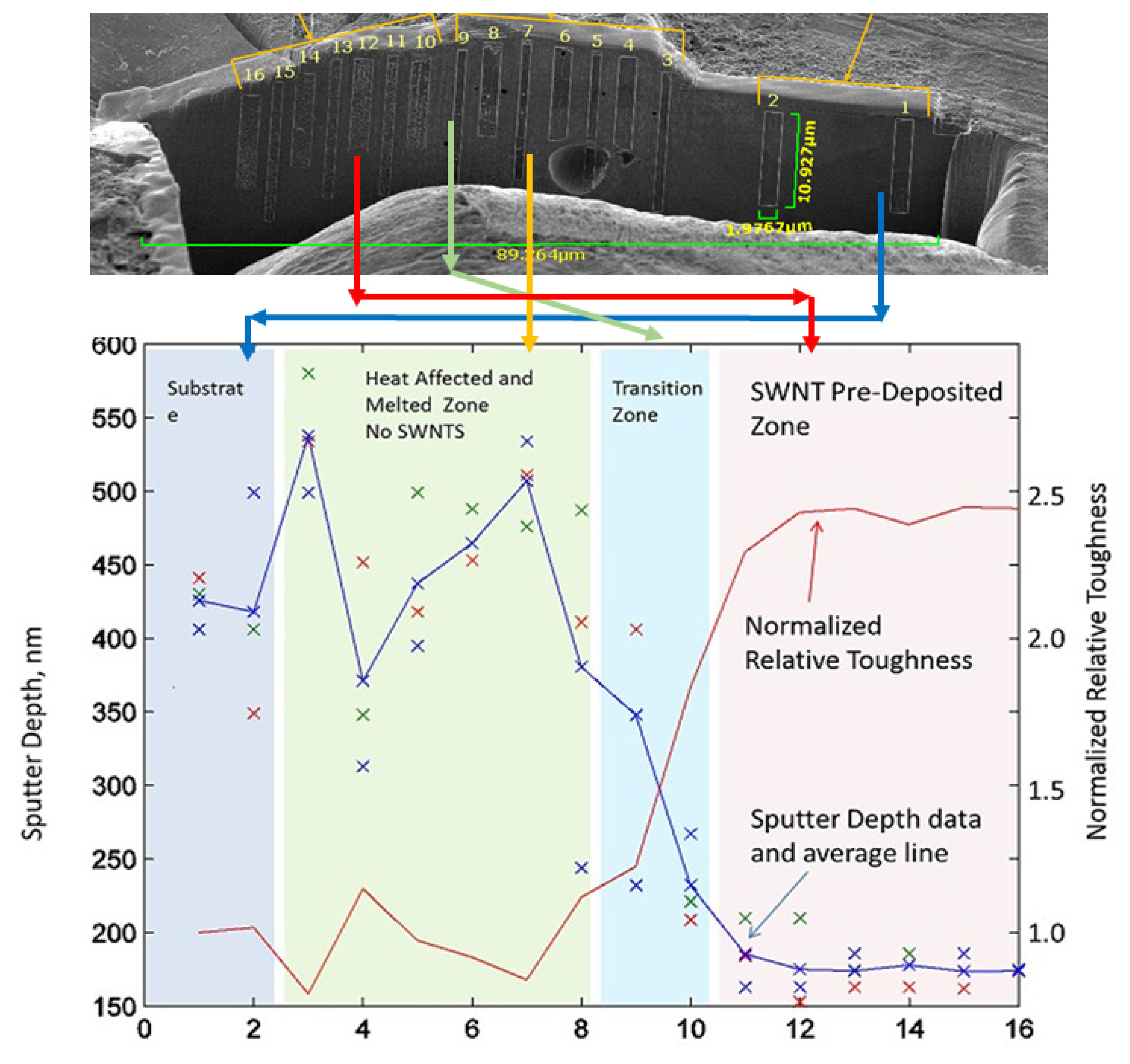
Before performing the bombardment test, an implant was cut with FIB to reveal its cross section (
Figure 4) and the cross section surface was then made smooth via FIB polishing. A model was presented in [
16] to relate the bombardment depth to the toughness of the Cu-SWCNT composite. The calculated toughness and the bombardment depths are also presented in
Figure 4.
From
Figure 4, the average crater depths are about 425 nm in average for craters #1 to #8. The crater depths then exhibit drastic reduction from crater #8 to #10, down to about 180 nm for craters #11 to #16.
Figure 4 also shows that the normalized relative toughness increases from the perimeter of the implant towards its center. At locations closer to the center, the toughness reaches nearly 2.5 times that of pure copper.
If we assume that the same ductility for the pure copper and the Cu-SWCNT nanocomposite, then the average flow stress of the Cu-SWCNT would be 2.5 times that of pure copper. Because the average flow stress is an indication of material hardness and strength, we can conclude that the material is strengthened by 2.5 times. Typically, the ductility is lower for a hardened material; therefore, the actual averaged flow stress would be higher than 2.5 times. It becomes clear that the toughness results of
Figure 4 are consistent with the hardness measurements presented in
Figure 3.
1.4. Compressive Stress–Strain Behavior of Cu-SWCNT Implants
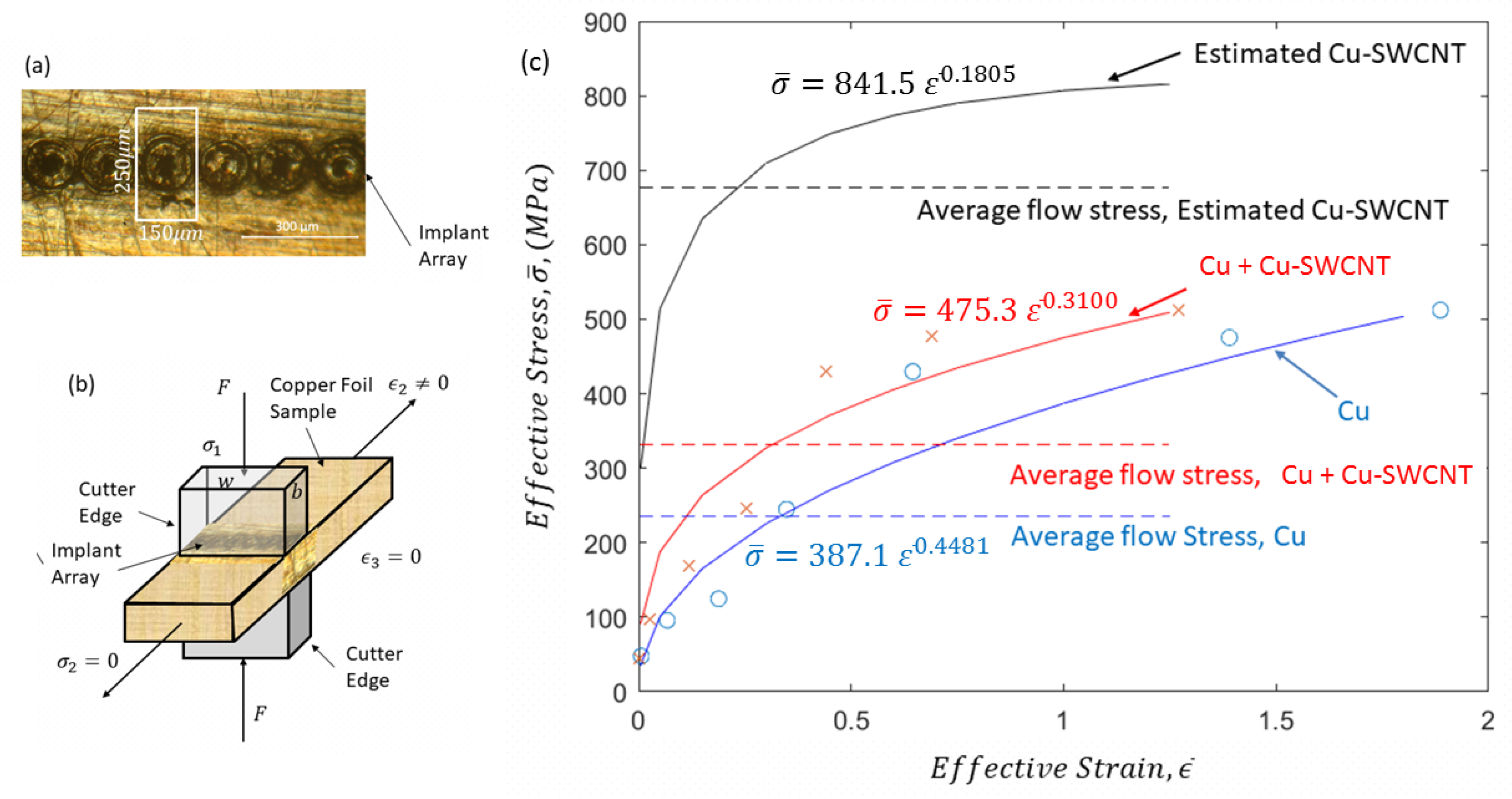
The standard tensile test is usually used to characterize the stress–strain behavior of a large sample with homogeneous properties. However, the standard tensile test cannot be used for the Cu-SWCNT implant because the size of the implant is too small and its property is not homogeneous. To overcome this difficulty, an array of Cu-SWCNT implants were produced (
Figure 5a) and their collective stress–strain behavior with the copper substrate was measured using a specially designed plane strain compression test rig (
Figure 5b) [
16]. The actual stress–strain curve of Cu-SWCNT was then estimated using the rule of mixture. The plane stress–strain curve was converted to the effective stress and strain using the von Misses criterion, as presented in
Figure 5c. The fitted power flow models are also provided in
Figure 5c. Please refer to the work in [
16] for details and the equations used for stress–strain curve conversion.
The effective stress and strain curve presented in
Figure 5c provides a stress–strain curve similar to those by the standard tensile test with one major difference. Because there was no fracture during the compression test, the ductility, toughness, and the ultimate strength data are not available from the compression test result. They need to be estimated based on the plasticity theory.
The strain-hardening exponent of the power flow model predicts the true strain at necking in the standard tensile test. Because the stress at necking is also the ultimate strength of the material, the ultimate strength of the Cu-SWCNT implant is estimated based on the stress at which the strain is equal to the exponent value. The ultimate strengths are thus estimated to be 270, 330, and 618 MPa for the copper substrate, the copper/implant array, and Cu-SWCNT nanocomposite, respectively. The published ultimate strength of annealed copper typically is 210 MPa, which is lower than that of the copper sample. This is because the copper sample is made from a copper foil which had been rolled and hardened. The test data show that the ultimate strength improvement is 229% (=618 MPa/270 MPa) or 294% (=618 MPa/210 MPa).
If we calculate the strength improvement of the nanocomposite based on the average flow stress for strain up to 1.25, the Cu-SWCNT nanocomposite has an improvement of 288% (=676.8 MPa/235 MPa). Again, this improvement value is consistent with those of the hardness test, toughness tests, and the ultimate strength estimates.
1.5. Cost of Strength Improvement
The strength improvement of the Cu-CNT composite achieved by the dry process via powder metallurgy is typically up to 200% at a volume fraction of 20%. The cost of CNT is about $400 per gram, while it is $0.06 per gram for copper. The material cost alone for the Cu-CNT composite is $80 per gram, which is a 133,300% increase in cost but for only a 200% improvement in strength. The cost to strength improvement ratio is about 660 to 1.
For the Cu-SWCNT nanocomposite synthesized by the LTI process, the volume fraction is 0.23% [
4]. The material cost is
$0.93 per gram for the Cu-SWCNT nanocomposite, or 1550% increase in material cost for 300% improvement in strength. The cost vs. strength ratio is about 5 to 1.
The discussions from
Section 1.1,
Section 1.2,
Section 1.3,
Section 1.4 and
Section 1.5 present a thorough and yet concise review of the synthesis of the Cu-SWCNT composite and its properties. The significant increase in the strength of copper surface opens up some potential applications previously hindered by the low strength of copper. This hard Cu-SWCNT nanocomposite is an ideal candidate for applications where excellent heat management, superior surface strength, and high wear resistance are required. The presented properties improvements justify the proposed applications for the Cu-SWCNT composite.
2. Methods
In this paper, two potential applications are considered: (1) high-performance and wear resistant electric contacts to withstand extremely high number of on–off operations, and (2) spot welding of copper to form high strength weld at small weld size for a low heat affected zone.
The first application for electric contacts takes advantage of the rare improvements in both the hardness and toughness of the Cu-SWCNT composite, as discussed in
Section 1.2,
Section 1.3 and
Section 1.4. When a material is hardened, its ductility typically is reduced. As a result, the toughness could be reduced. A material with a substantially lowered toughness is not suitable for applications with impact loading. A material used as electric contacts need to be impact and wear-resistant, along with a high electric conductivity and other properties [
17].
2.1. Application of Cu-SWCNT Composite for Wear Resistant Electrical Contacts
The contact resistance of electric contacts is related to the contact area [
18]. It is impossible to achieve 100% contact between two mating metal surfaces because the surfaces are never perfectly smooth due to the existence of micro-scale asperities. In electrical contacts, surfaces meet only at these asperities, occupying only a fraction of the total contact area. As electrical contacts go through loading and unloading cycles during switching, the impact and frictional forces cause plastic deformation and wear at the asperities, known as fretting, which could increase the contact resistance [
17,
18].
As discussed in
Section 1, high volume fraction of CNTs in a Cu-CNT composite could reduce the electric conductivity substantially. Because only 0.23% volume fraction is used in the synthesis of the Cu-SWCNT implant, it is expected that its electric conductivity does not deteriorate substantially from that of pure copper, according to the authors of [
13]. Note that for the application of electric contacts, the contact resistance is more critical than the electric conductivity of bulk material. The electric conductivity of the Cu-SWCNT composite was not investigated experimentally in this paper. The focus is on the change of the contact area of the electric contacts.
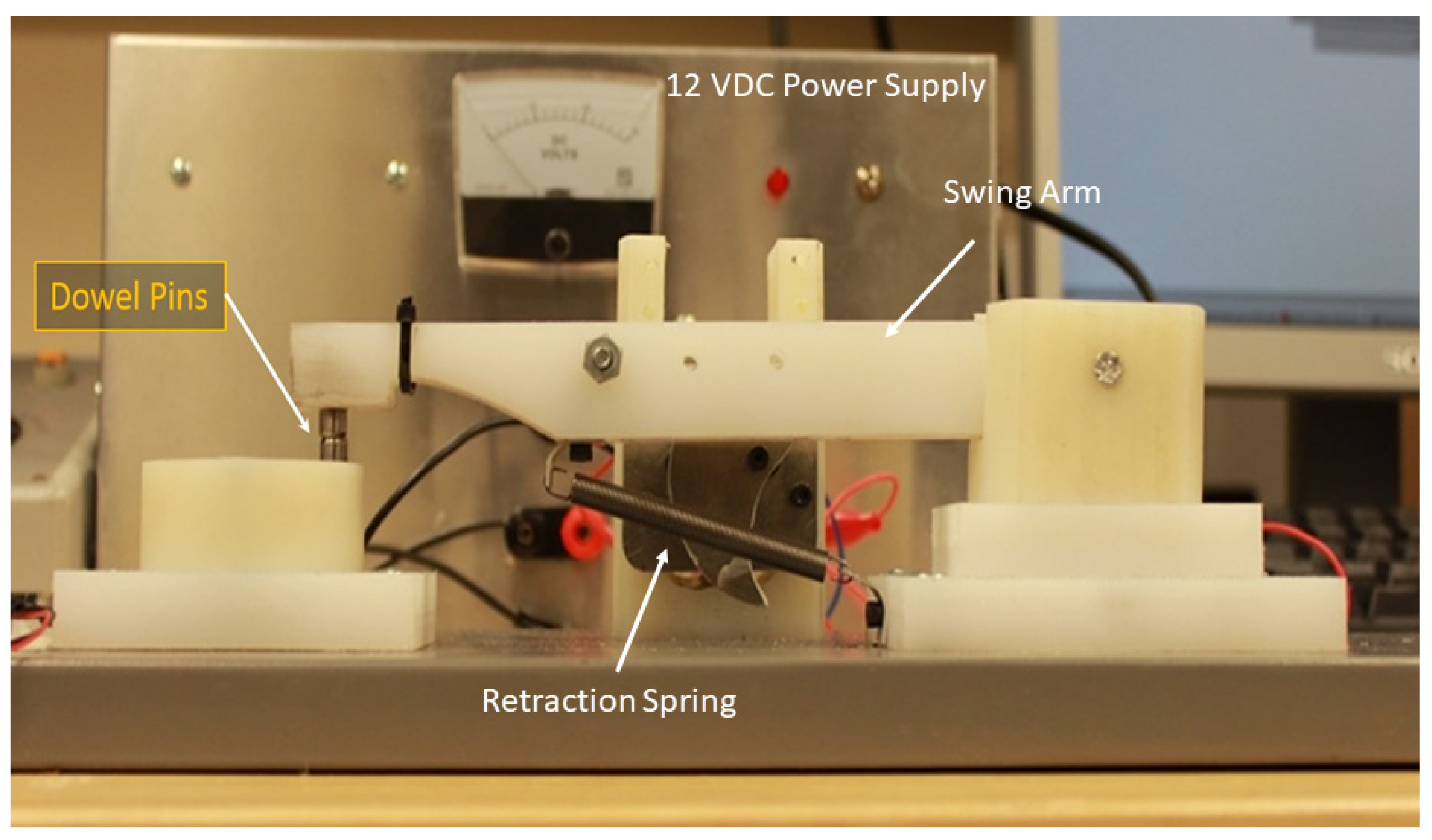
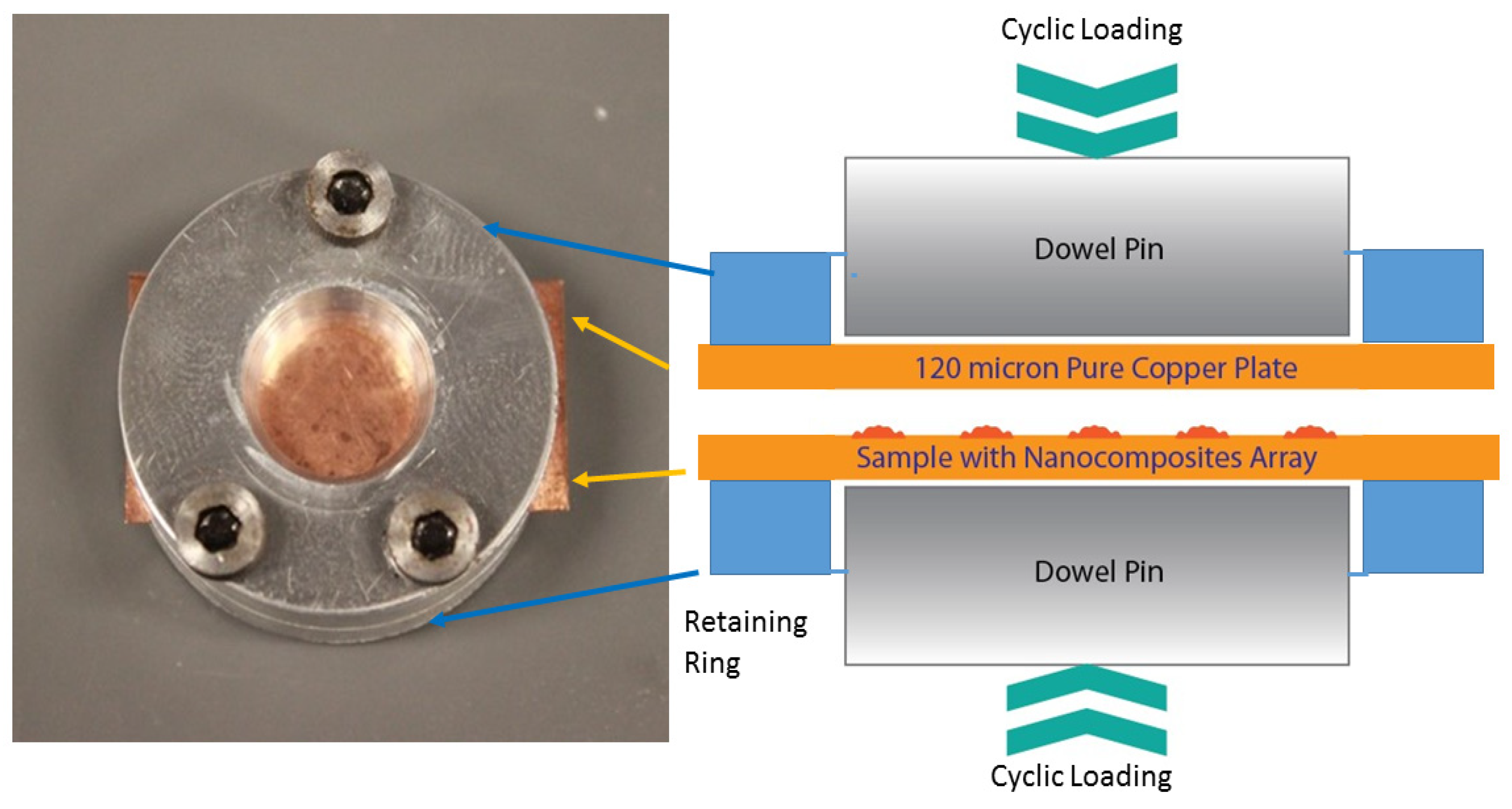
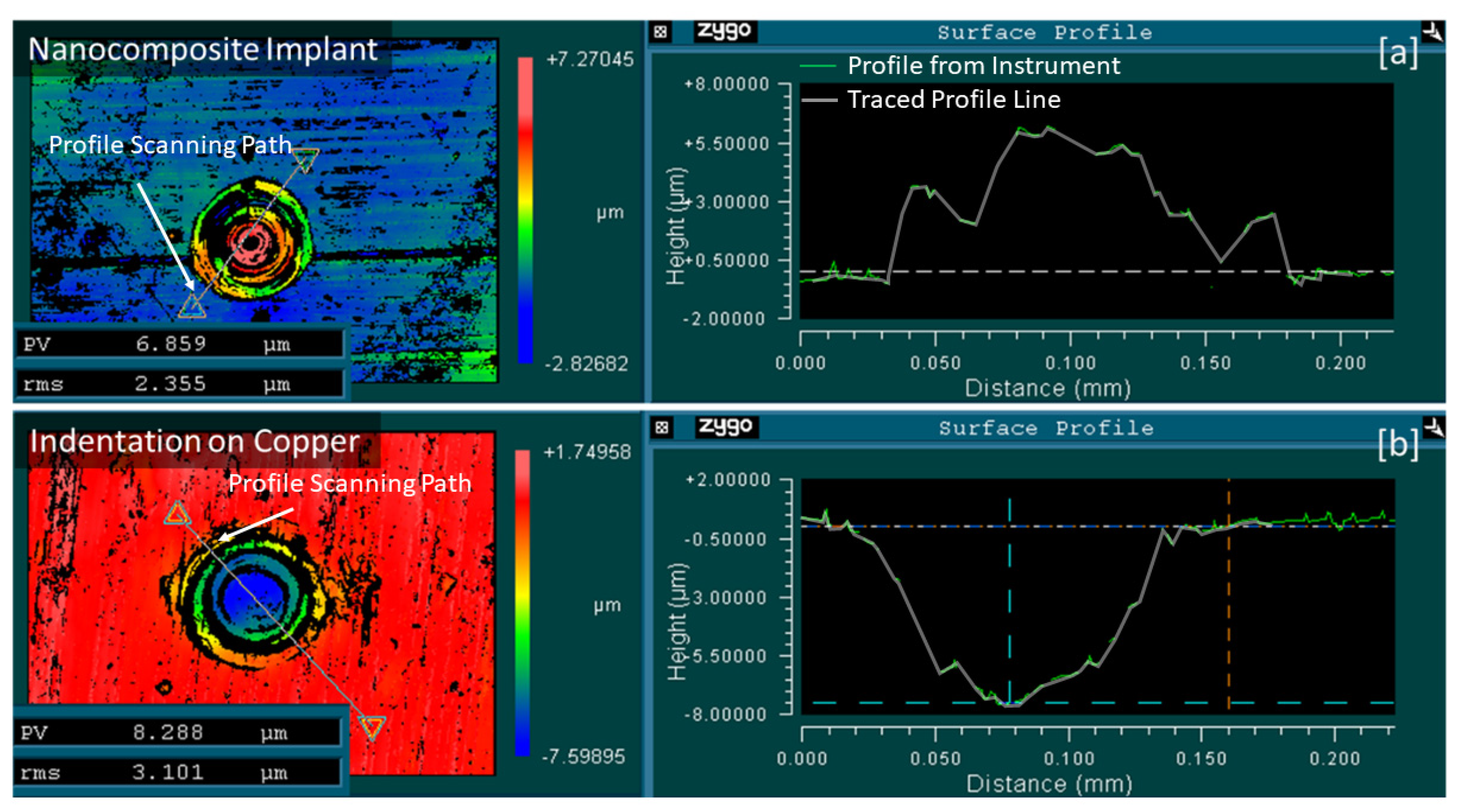
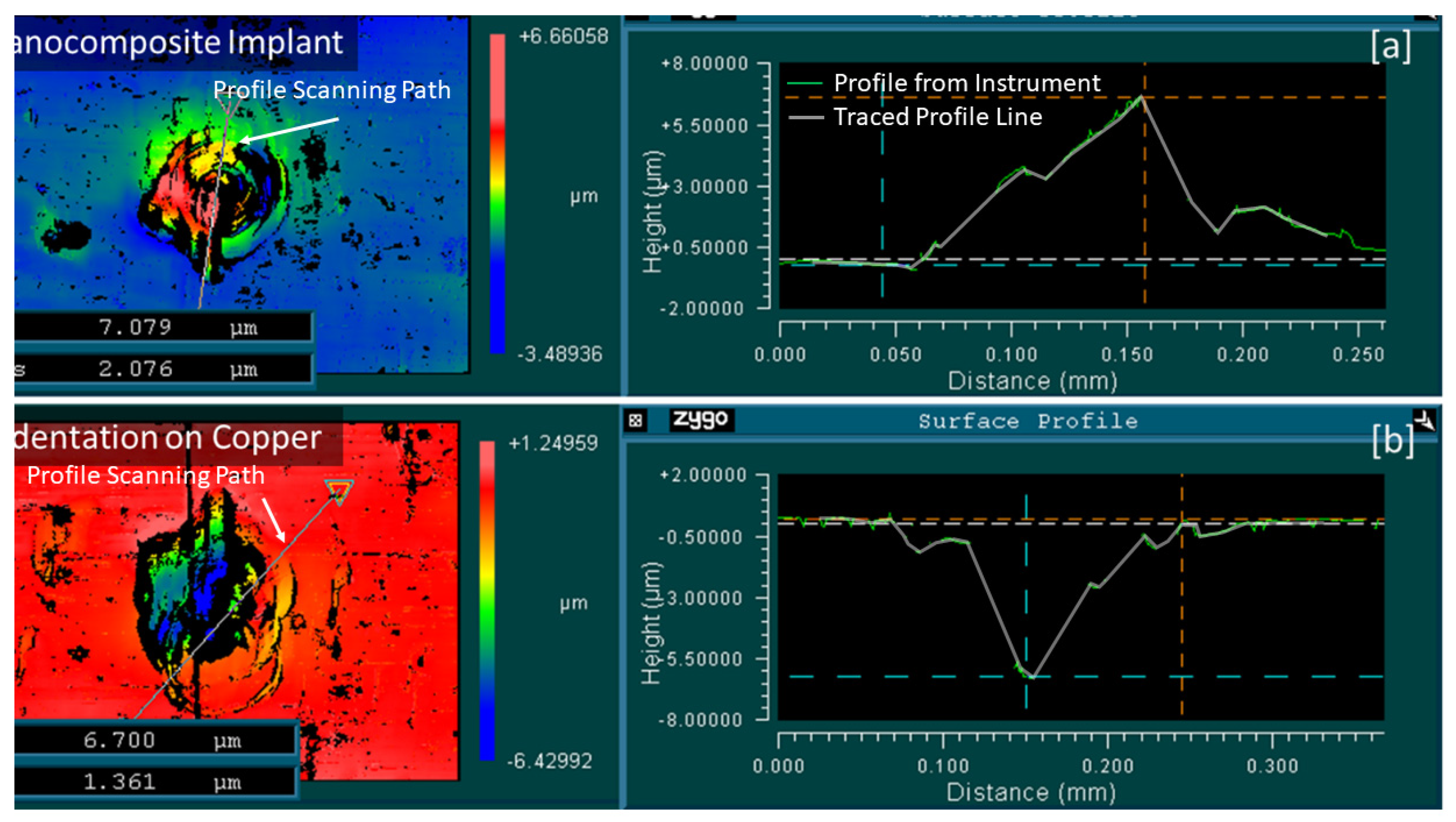
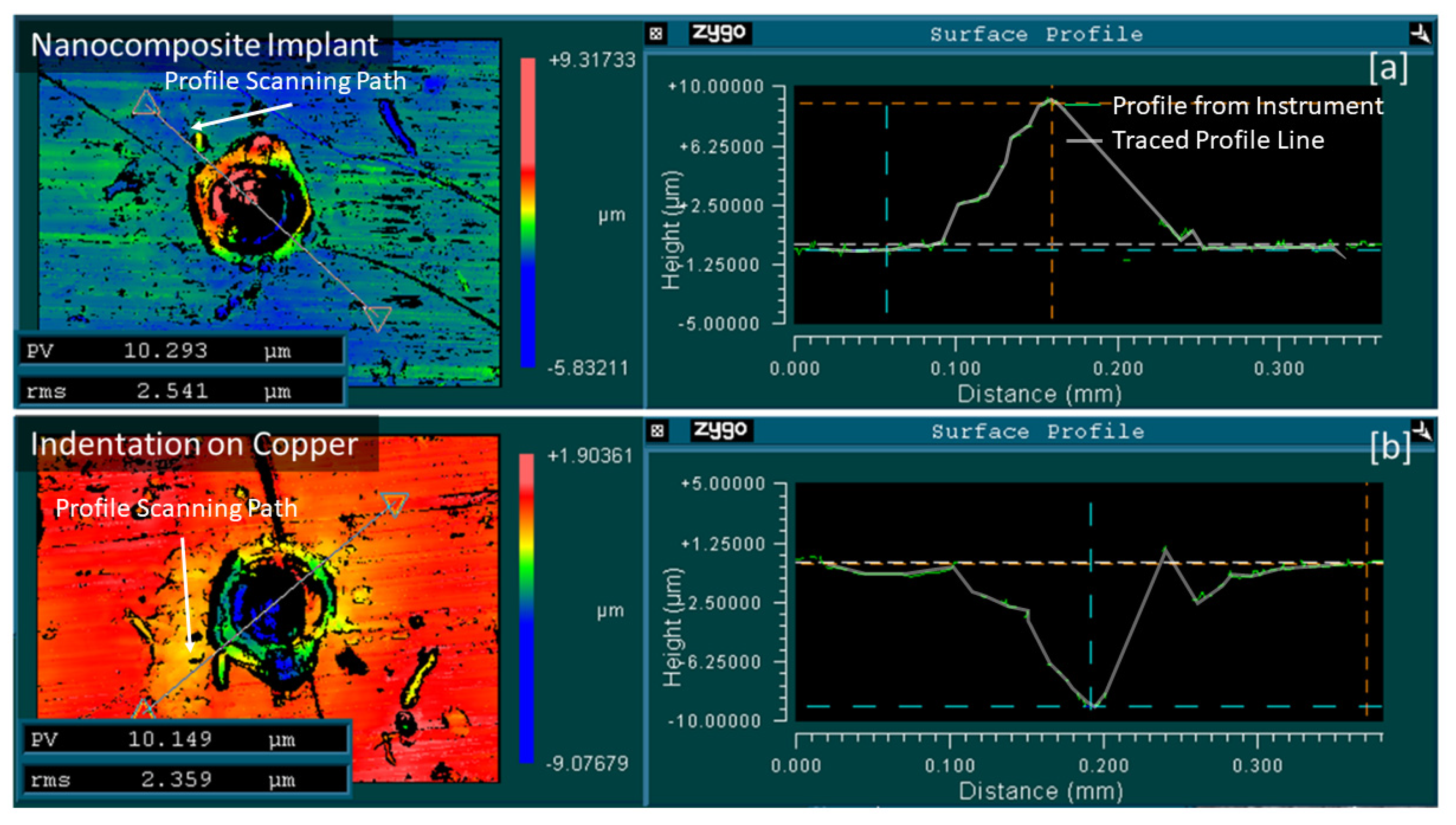
An impact test rig was fabricated to investigate the impact resistance of the nanocomposite, as shown in
Figure 6. This rig can apply cyclic impact loading to copper plates with the Cu-SWCNT implants. The rig contains two hardened steel dowel pins for striking samples. The bottom dowel pin is fixed, while the upper dowel pin is attached to a swingable arm. The arm is controlled by a cam and driven by a 12 VDC electric motor. Once the arm reaches its maximum height, determined by the cam profile, a spring attached to the arm will bring it down to strike the lower pin. The rate and the impact force can be controlled by the height to which the arm was raised and the tension of the spring.
A copper foil imbedded with the Cu-SWCNT implants is mated with a pure copper foil without implants as a pair of electric contacts. The samples were held in place by a fixture made by two retaining rings, as shown in
Figure 7. A 5 by 5 array of Cu-SWCNT implants were produced onto a 120 µm copper foil using the LSI process (
Figure 1). These implants were spaced apart by 750 µm. The samples were cleaned after the LSI process with alcohol to remove SWCNTs residues. After that, they were hand-polished with cotton swabs soaked with 1 µm diamond polishing slurry. The same cleaning process is also applied to the mating pure copper foil.
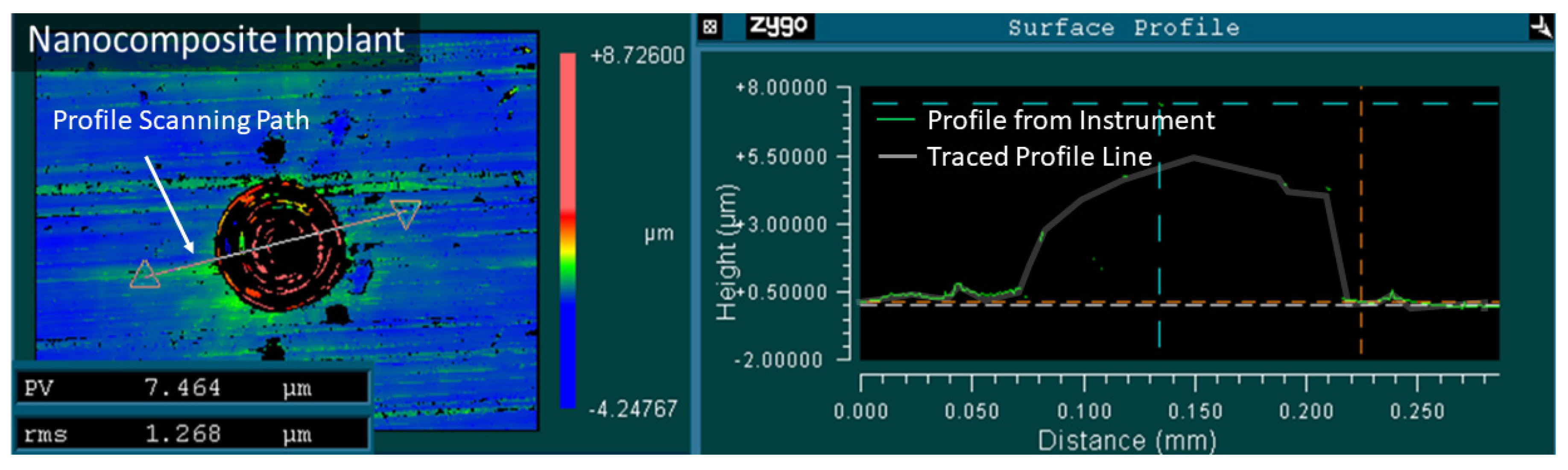
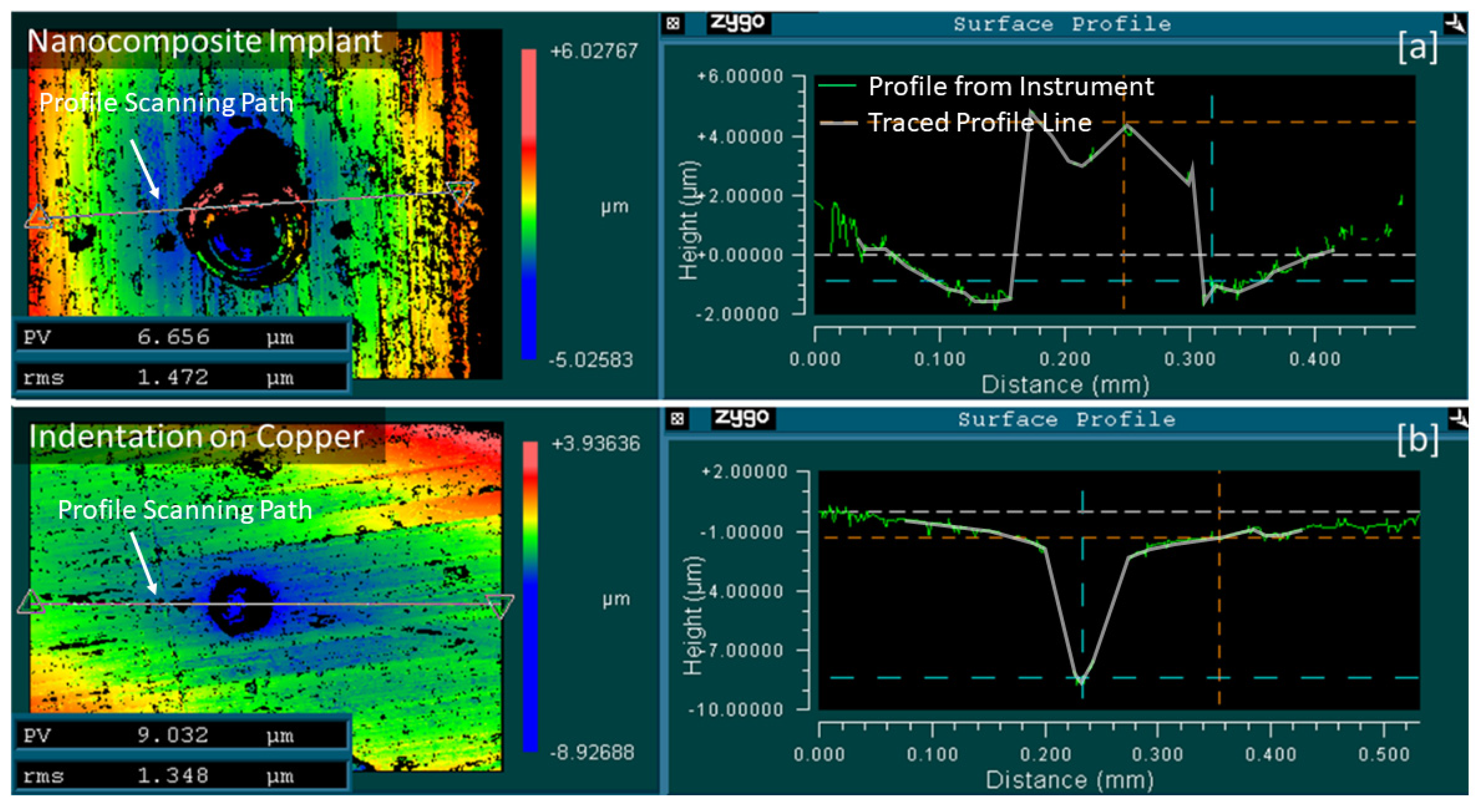
The impact tests were carried out for 200, 500, 1000, and 2000 impact cycles. For each number of impact cycles, two or three samples were tested. In total, over 400 Cu-SWCNT implants underwent the impact cycles. It is cost prohibitive to scan the profiles of all the implants and their corresponding mating surfaces. Two or three Cu-SWCNT implants were chosen for profile measurements for each sample. The impact test results are presented in
Section 3.1.
2.2. Application of Cu-SWCNT for High-Strength Spot Welding
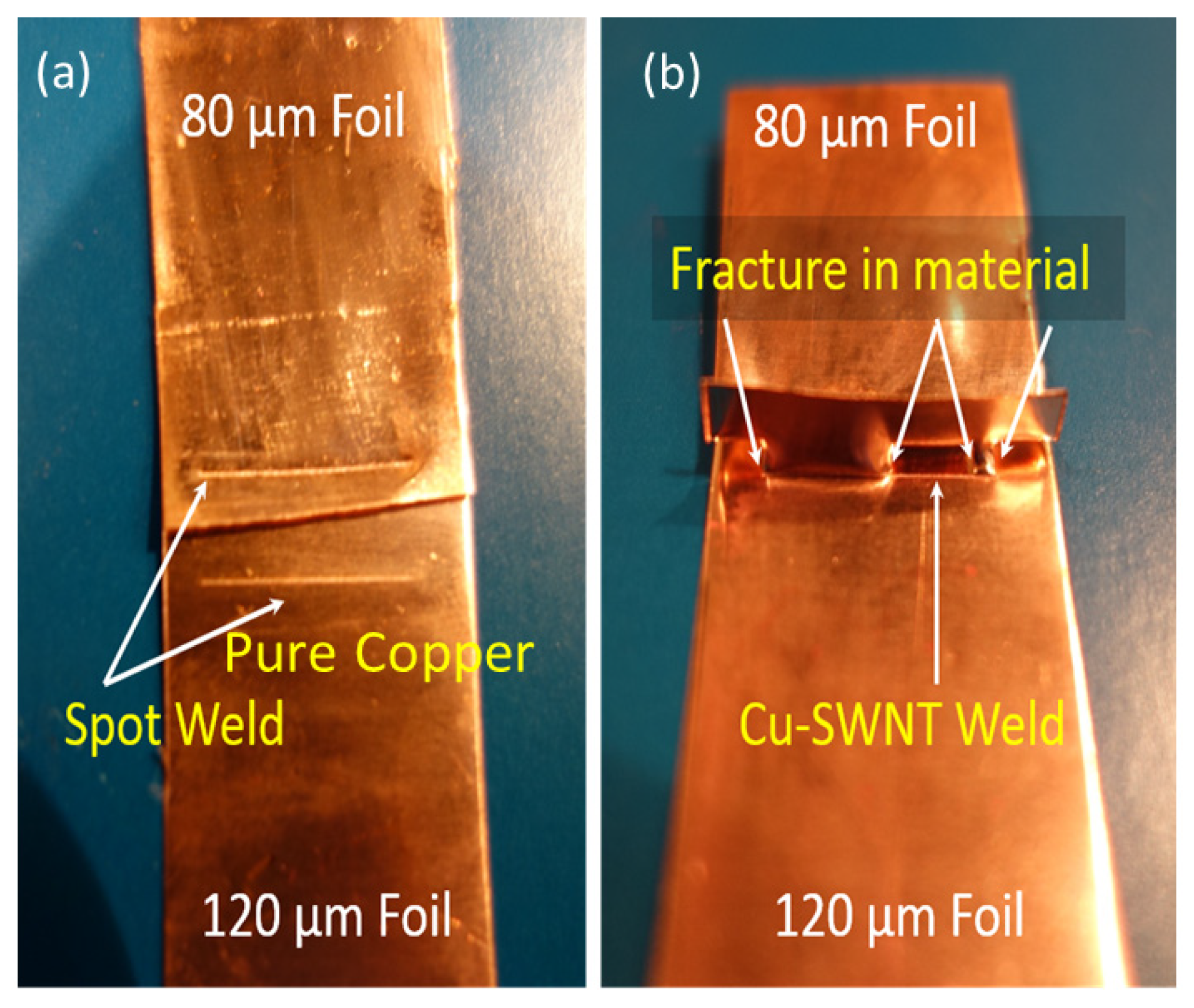
The application of the Cu-SWCNT implant as spot weld takes advantage of its high strength and high ductility. The motivation of this application is to produce weld of high strength so that large size welds are not needed.
Copper is notoriously difficult to weld with a laser because of its very high reflectivity, well over 99%, for infrared laser beams. If extreme care is not taken to keep the reflected laser beam from entering the laser’s delivery optical fiber, the laser could be damaged. High-power laser welding of copper to achieve high penetration depth is even more difficult because a large amount of heat is involved to cause dimensional distortion and higher risk to the laser equipment. By keeping the weld small but strong, the heat distortion is kept low to achieve higher precision.
2.2.1. Laser Spot Welding Process Using Cu-SWCNT Implants
The high strength spot weld is in fact a Cu-SWCNT implant, created with the same LSI process (
Figure 1), except that melting laser pulse duration is longer at 3 ms to achieve a higher implant depth. When pure copper samples were joined, no micro-holes were drilled and only the 3 ms laser pulse was used to generate the spot weld.
This unique laser spot welding process was applied to join a copper foil at 800 µm thickness to another foil at 120 µm thickness. The copper samples are 35 mm × 20 mm. These foil samples were spot welded together with 5 mm overlap and with the thinner copper foil placed on top. An array of 70 spot welds, each 150 µm in diameter, were created on the samples. From the work in [
4], it is clear that the spot weld does not penetrate to the bottom of the second foil at 120 µm thickness.
It should be noted that the spot welds are not overlapped to avoid re-melting of the Cu-SWCNT implants. For pure copper welds, the same weld configuration is used for direct strength comparison. According to the authors of [
19], non-overlapping spot welds also help to prevent failures of spot welds due to, for example, porosities [
19]. This makes the strength test more consistent to characterize the actual weld strength.
2.2.2. Test Rig for Weld Strength Characterization via Lap-Shearing
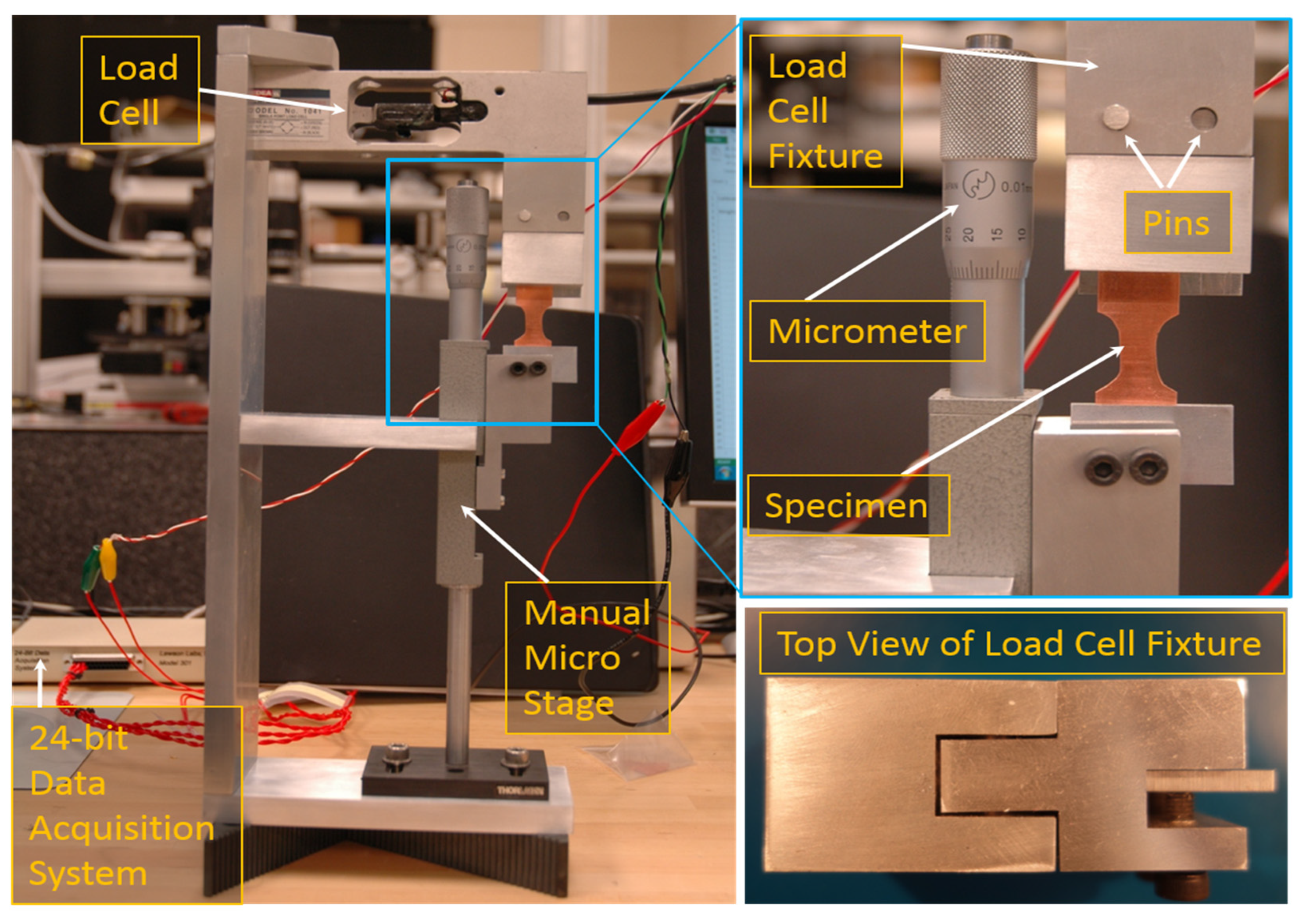
A test rig to investigate the weld strength was constructed using a load cell and a micro-positioning stage (
Figure 8). To overcome misalignment, the load fixture was assembled using steel pins with clearance fit. This allowed the load fixture to align itself so that the welds are kept along the center axis of loading. Loading was applied to the specimen by manually tightening the adjusting screw of the microstage. Through tightening the micro-stage, the welded copper foils are pulled apart until fracture due to shearing. Therefore, this test is denoted as the lap-shear test in this paper.
The load cell is made by Tedea-Huntleigh, which is a single-point load cell (Model 1041). Its load capacity is 540 N. Its signal output resolution is 2 mV/V and it has 5000 maximum number of intervals. This allows the load cell to measure the loading force with a resolution of 0.107 N. The load cell output is sampled by a Lawson Labs Model 301 24-bit data acquisition system.
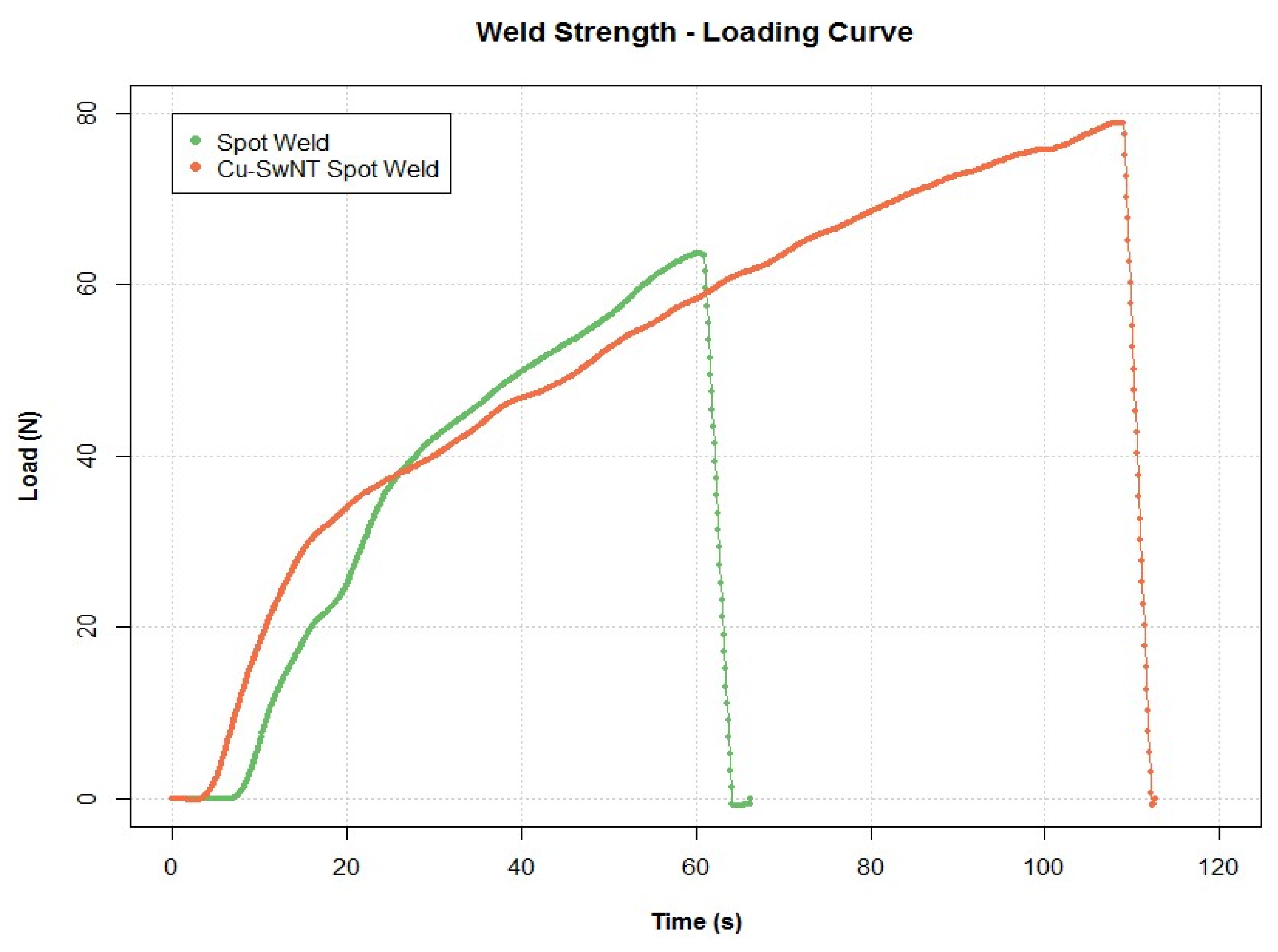
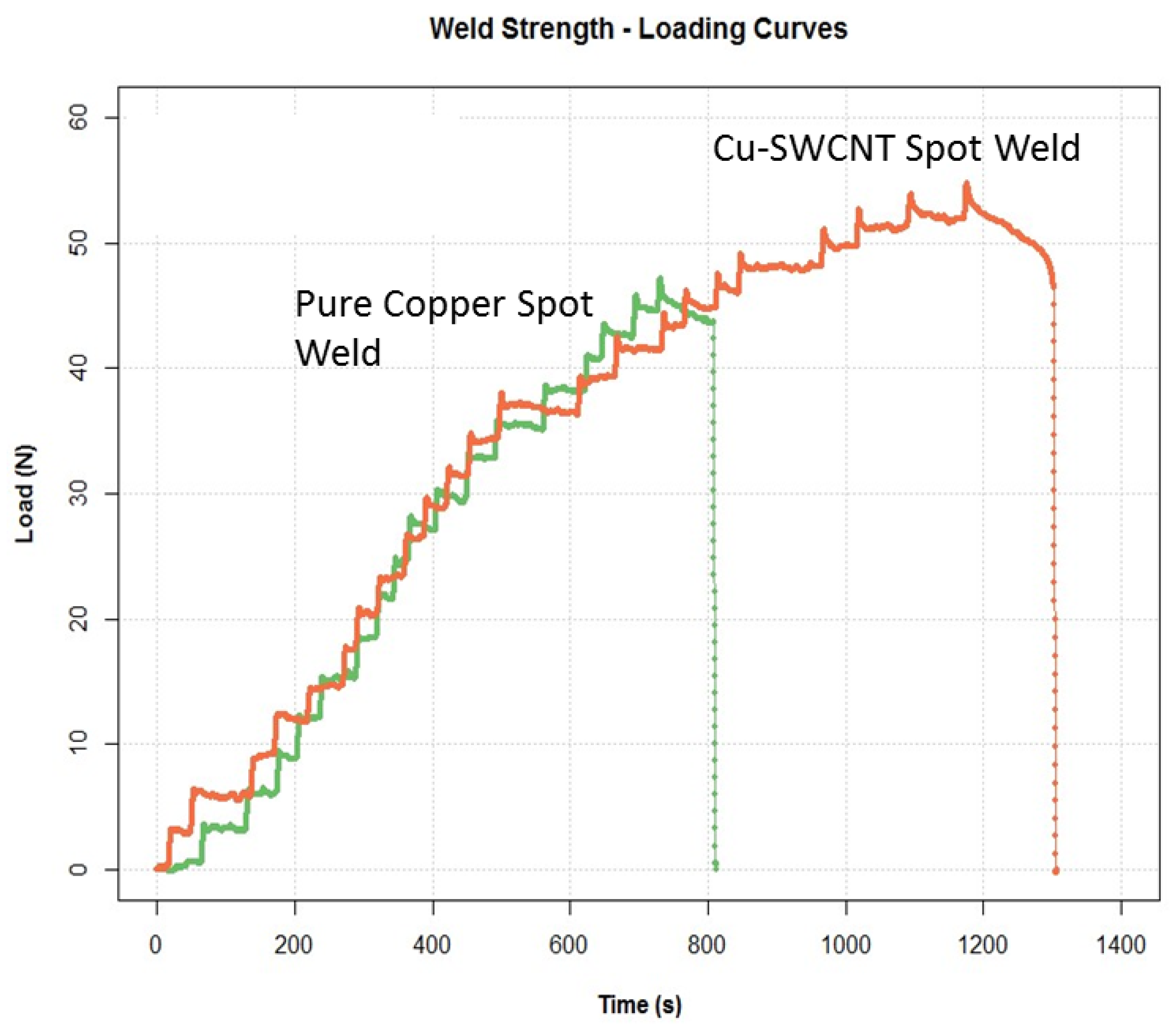
2.2.3. Weld Strength Characterization Tests
Two modes of increasing loading were applied by the test rig of
Figure 8. The first mode was to increase the stretching force continuously. The second mode was to stretch the sample in fixed steps, in which the loading was allowed to stabilize before tightening the micro-stage again. The results of weld strength tests are presented in
Section 3.2.
5. Conclusions and Future Work
In this paper, we presented two potential applications for the Cu-SWCNT implants synthesized by the Laser. Both applications take advantage of the superior strength and toughness of the Cu-SWCNT implants. The feasibilities of the Cu-SWCNT implant for these two applications were confirmed with custom-designed test rigs.
The first application is related to creating long lasting electric contacts. The result shows that the Cu-SWCNT nanocomposite is highly wear-resistant. When a pure copper foil is mated with a copper foil with the Cu-SWCNT implants, the contact area increases after over 1000 impact cycles because the copper foil starts to conform to the profile of the Cu-SWCNT implant. An increase in contact area will reduce the contact resistance. The actual electric conductivity performance of the electric contact will be investigated in the future work by adding a 120 VAC or 230 VAC power supply to the test rig. The impact tests will then be conducted with the electricity engaged and disengaged as in an actual relay.
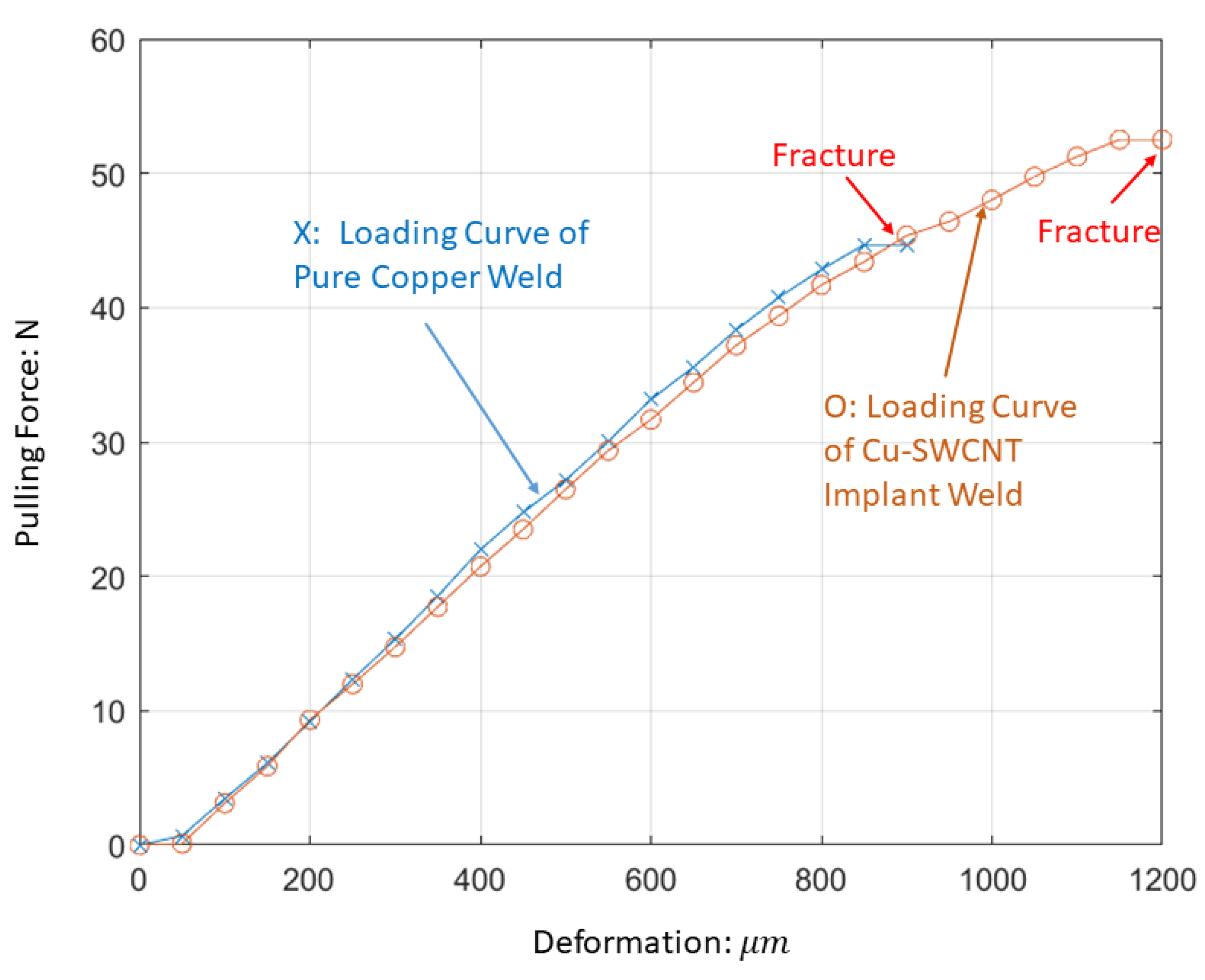
The second application is to apply the Cu-SWCNT implants for high strength spot welding of copper. The results show that the Cu-SWCNT implants are substantially stronger spot weld than pure copper. Smaller but stronger weld can provide the same weld strength while reducing the power requirement of the laser and the thermal distortion of welding for a higher-dimensional precision. The future work will focus on applying this high strength spot weld for welding thicker plates.
The specially designed test rig for the weld strength characterization is a new contribution, providing a method to test small and non-homogenous samples not suitable for a standard tensile test machine.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



















