2. High Purity Alumina
The most popular processing technology for making alumina powder is a disintegration of bauxite with caustic soda. By this process, called the Bayer-process, the alumina is dissolved at temperatures of about 120–140 °C and a pressure of about 2–3 bar. The Al(OH)
4−-ions are then precipitated by the addition of seeds. These Al(OH)
3 (aluminium hydroxide) precipitates normally contain impurities like magnesium, calcium, silica, iron and sodium ions. After a thermal treatment, the hydroxide changes to several intermediate oxides, before finally the thermodynamically stable α-phase of alumina is reached. Usually, this powder then is used for making synthetic ceramic materials [
7].
One of the first applications for an alumina ceramic material has been the isolating component of spark plugs. Since densification during the sintering process of such alumina powders is very difficult, additional components are added. Therefore, most of the alumina ceramic materials contain silica (SiO
2), magnesia (MgO) and/or calcium oxide (CaO) [
8,
9]. By addition of these components, glassy phases are formed and such glassy phases support the densification behaviour significantly. Besides spark plugs, which are usually based on 97 wt-% of alumina and additional silica and calcium oxide or magnesia, seal-discs and substrates for electronic applications are based on similar formulations. Unfortunately, these glassy-phase containing alumina ceramics tend to corrode under long term treatment in humid atmospheres.
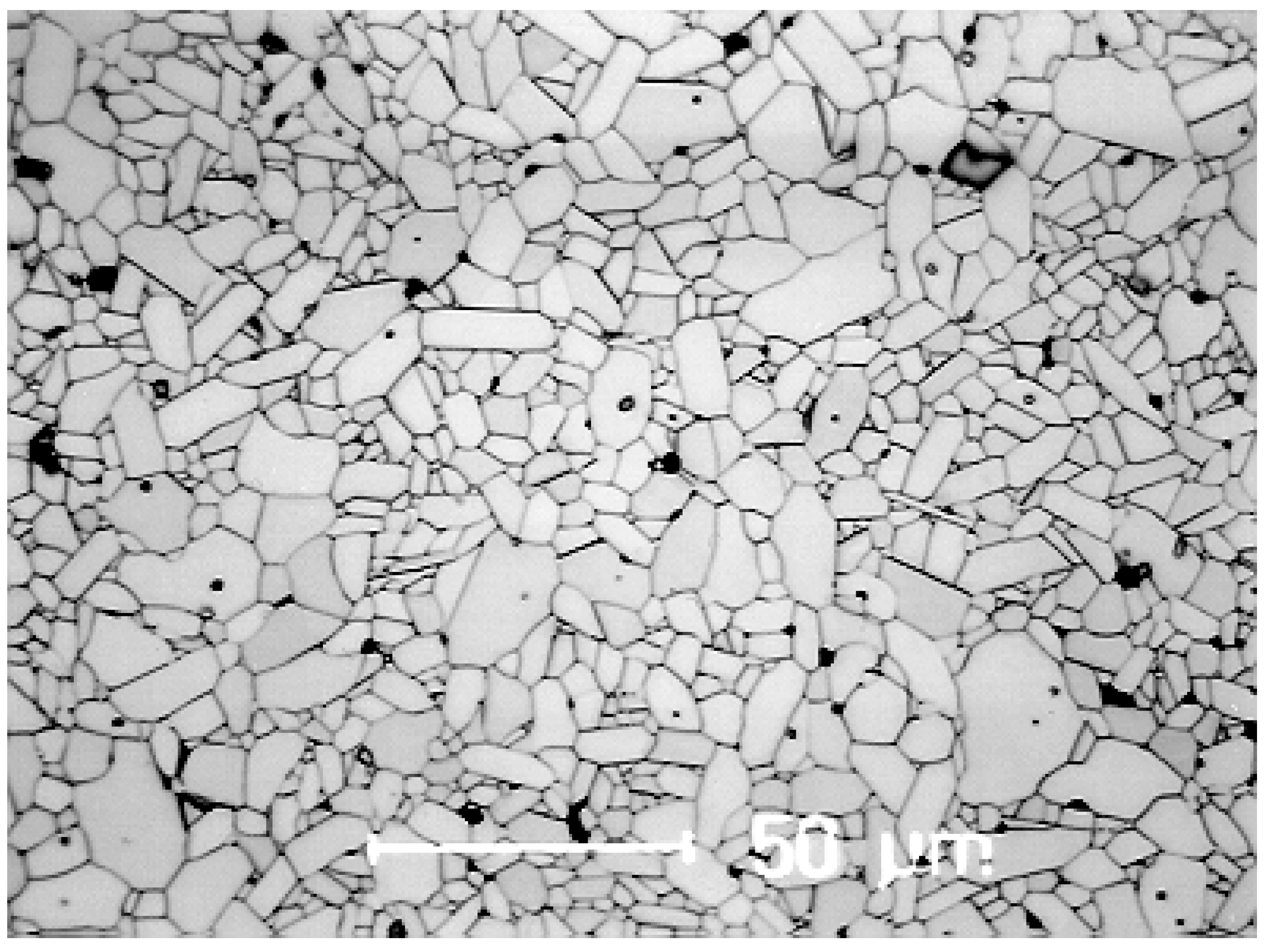
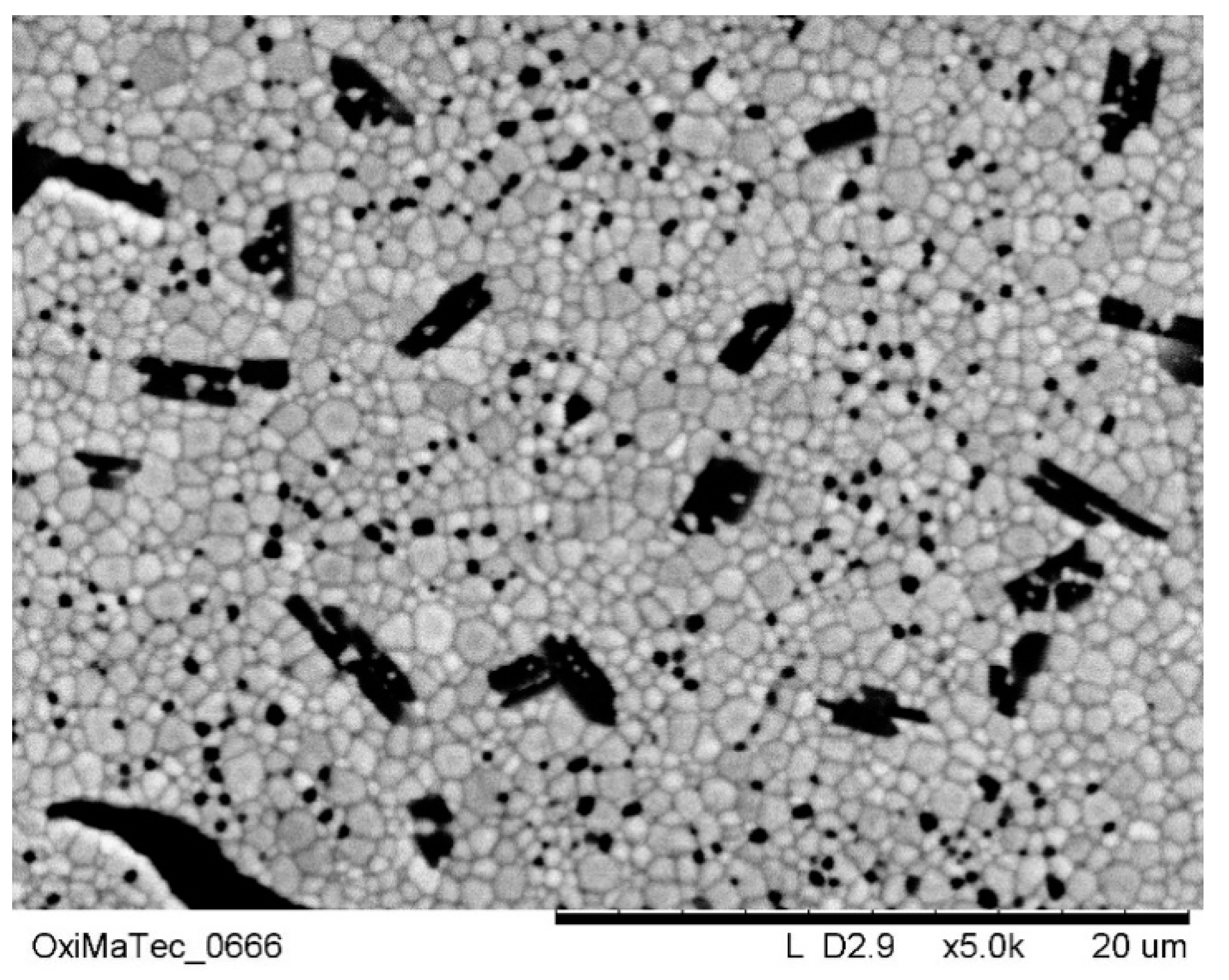
Alumina ceramics with a purity of 99.7% based on Bayer-alumina still contain a certain small amount of calcium and silica impurities and do not have a very high sintering activity. Therefore, in order to achieve a density of at least 97.5% it is mandatory to apply sintering temperatures up to 1700 °C. By application of such high sintering temperatures a significant grain-growth occurs. Furthermore, grain-growth control is very difficult. Even the addition of magnesium oxide, which is well known as grain-growth inhibitor, does not help any more to control the growth of the grains at these high temperatures [
10]. As a result, discontinuous grain growth occurs. Grain-size of such a kind varies significantly, and single grains with a size of 20 µm or more are quite often found in the microstructures. The typical mechanical strength of these materials is about 250–300 MPa.
Figure 1 shows the microstructure of such a ceramic.
Looking back to the 1960s, only alumina powders based on the Bayer process have been available on the market. In parallel, already electro corundum has been applied for grinding applications. Electro corundum are alumina single crystals with a size of about 15–300 µm. Due to the melting process, which occurs in order to achieve the single crystals, the purity of these grains is much higher compared to alumina powders derived from the Bayer process. The only remaining impurities are small amounts of silica (SiO2) and sodium oxide (Na2O).
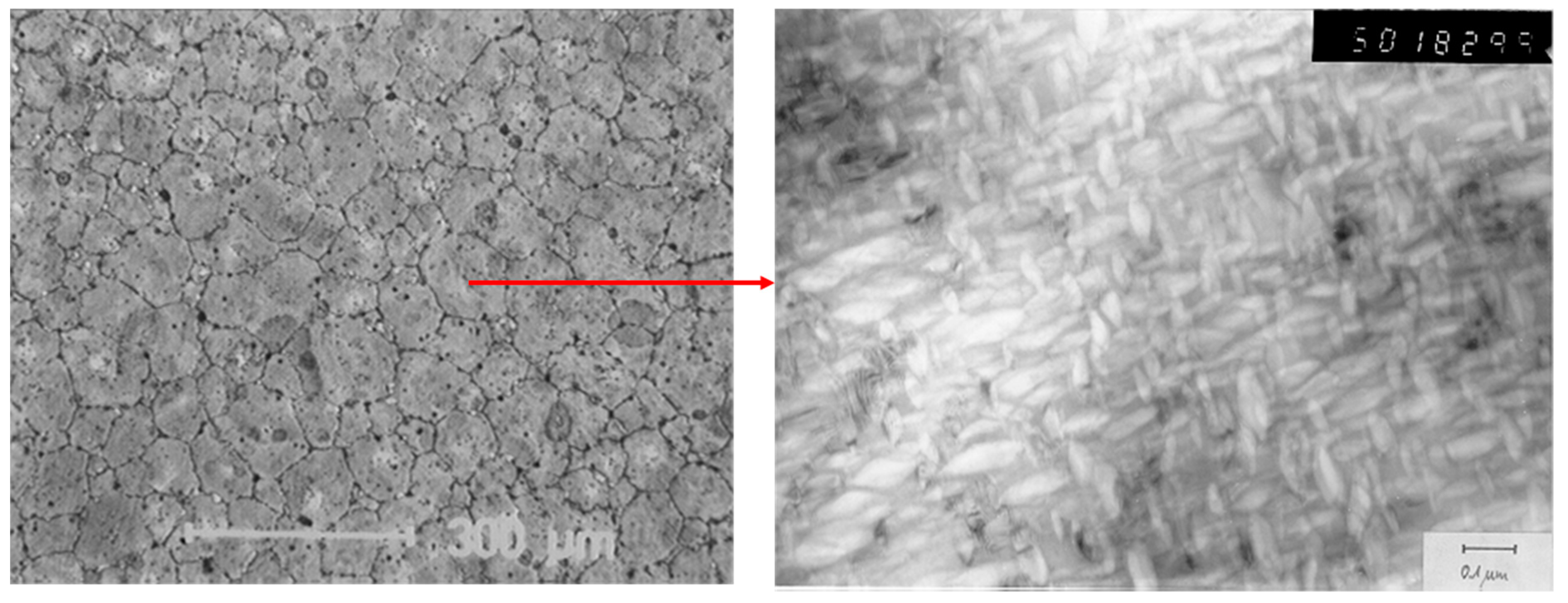
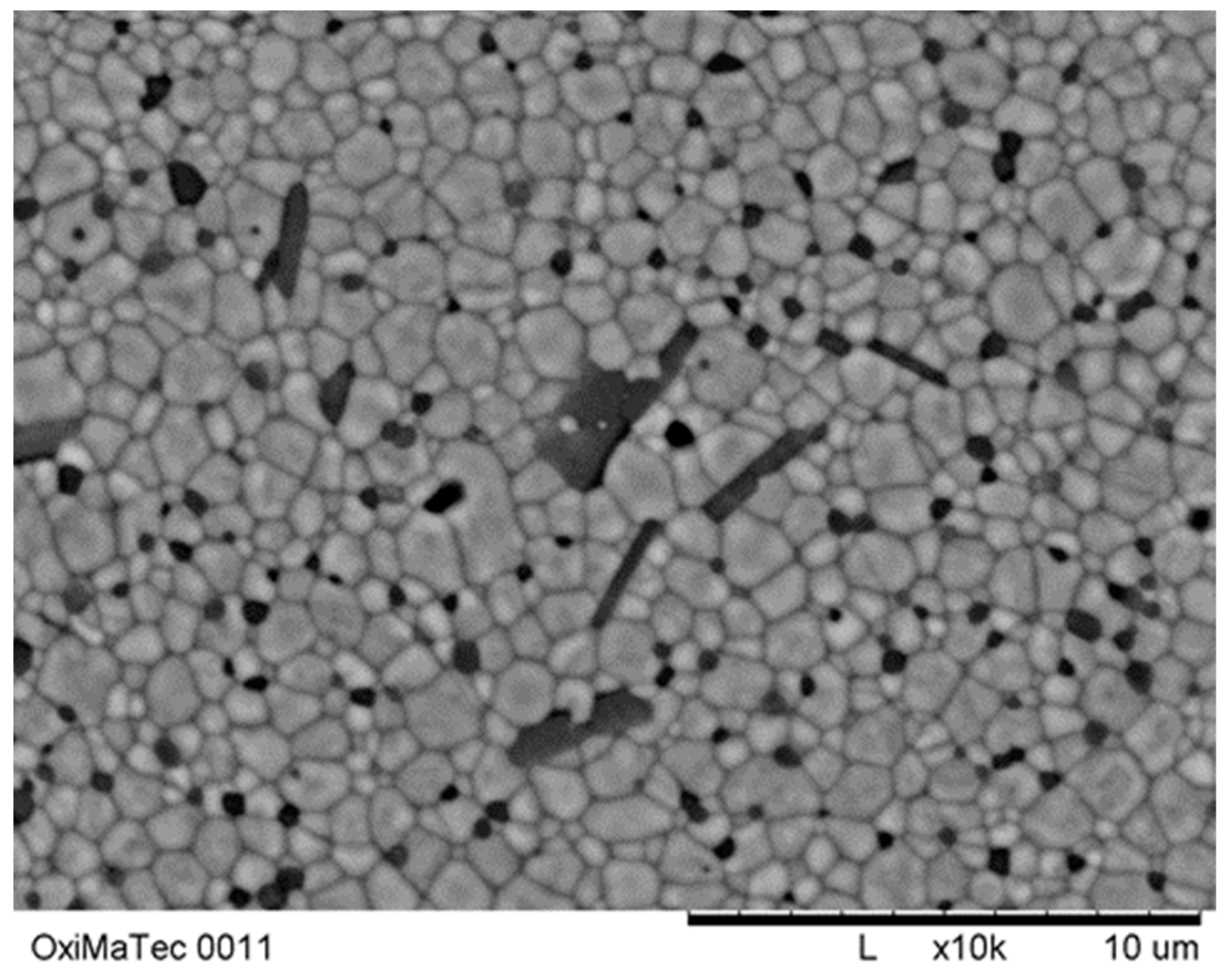
Erhard Dörre, a pioneer in the development of high purity alumina ceramics, recognized the advantage of the higher purity of electro corundum, milled the single crystals down to a size of about 0.6 µm, cleaned the milled powder with hydrofluoric acid in order to get rid of the silica impurities, followed by a second cleaning step with hydrochloric acid in order to get rid of sodium oxide. By this approach, he realized a high purity powder for making high purity ceramics. In addition, this ceramic material could be sintered at temperatures of less than 1600 °C. By addition of magnesia as grain-growth inhibitor a very uniform microstructure with a mean grain-size of about 5 µm has been realized (
Figure 2) [
11]. Furthermore, the density achieved has been at 99%. As a result of this, the mechanical strength could be increased to 420 MPa.
The pioneering work of Dörre has been underestimated for a long period. Furthermore, the costs of Dörre’s material have been significantly higher. Therefore, managing people fought against this material, because they only have seen the higher costs and didn’t want to see the unique performance of this material.
Dörre’s approach shows the importance of the raw material in relation to the mechanical properties. Furthermore, by his approach he could avoid impurities, which are sensitive to corrosion. While in the Bayer alumina raw materials always small amounts of calcium oxide and silica are present, the high purity alumina ceramics made by Dörre no longer had any impurities. As a consequence of this, besides the improved mechanical properties, this material also shows a significant higher corrosion resistance.
Finally, Dörre achieved the break-through with this material in a publicly funded project, which has been related to bioceramic ball-heads. Mechanical strength and corrosion resistance are mandatory for a long-term stability. Since Dörre’s material fulfilled these requirements, finally his material has been qualified for bioceramic applications as ball-heads in total HIP replacement systems, while approaches on the basis of Bayer alumina only had limited success.
In 1970s, new powder processing routes for high purity alumina have been developed. All of these processes start from defined chemicals, which are isolated and afterwards transferred to high purity alumina. Typical precursor salts are Ammoniumaluminiumsulfate (Alaun) (NH4)Al(SO4)2·12H2O, Aluminiumchloride [Al(H2O)6]Cl3, Ammoniumaluminiumcarbonate (NH4)Al(CO3)2 or Aluminiumalkoxide Al(OR)3. These salts are easily dissolved and precipitation can be controlled, which means that the primary crystallites formed are influenced by the precipitation method. Especially for the Alkoxides by precipitation either hexagonal or ball-like precipitates can be tailored.
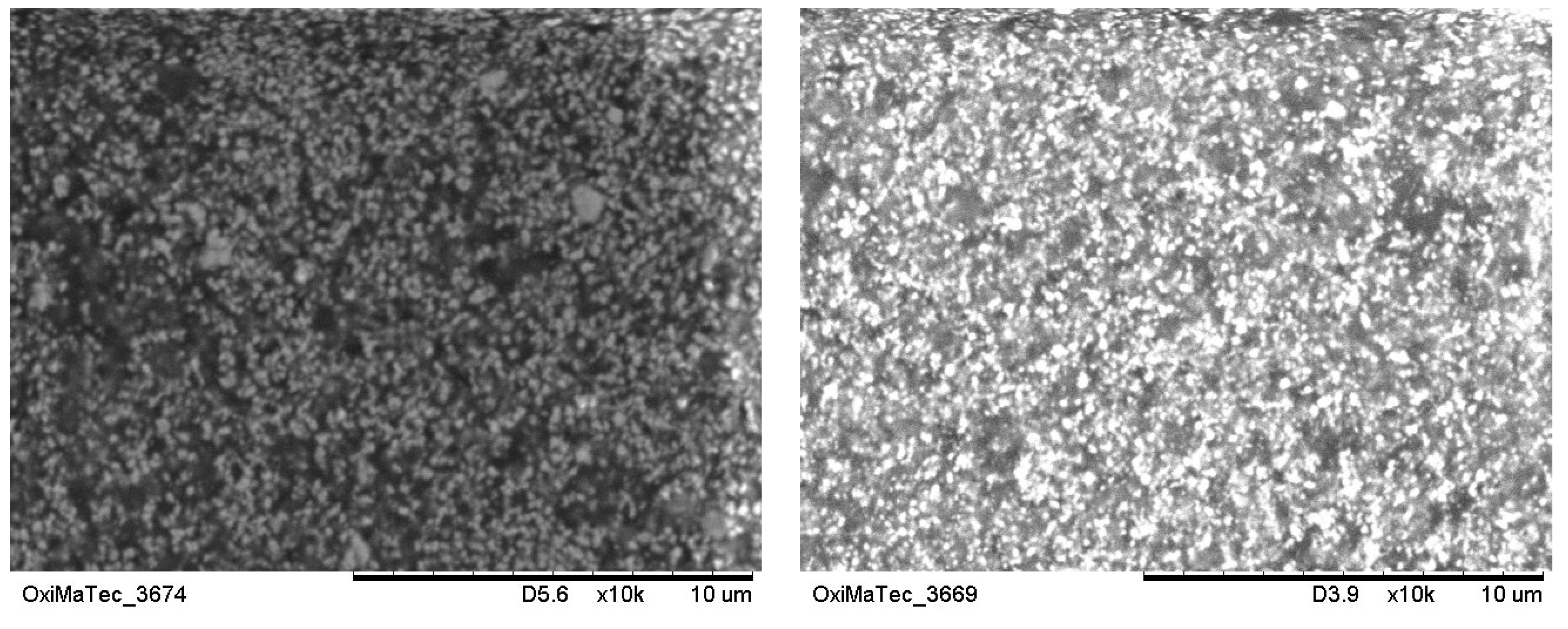
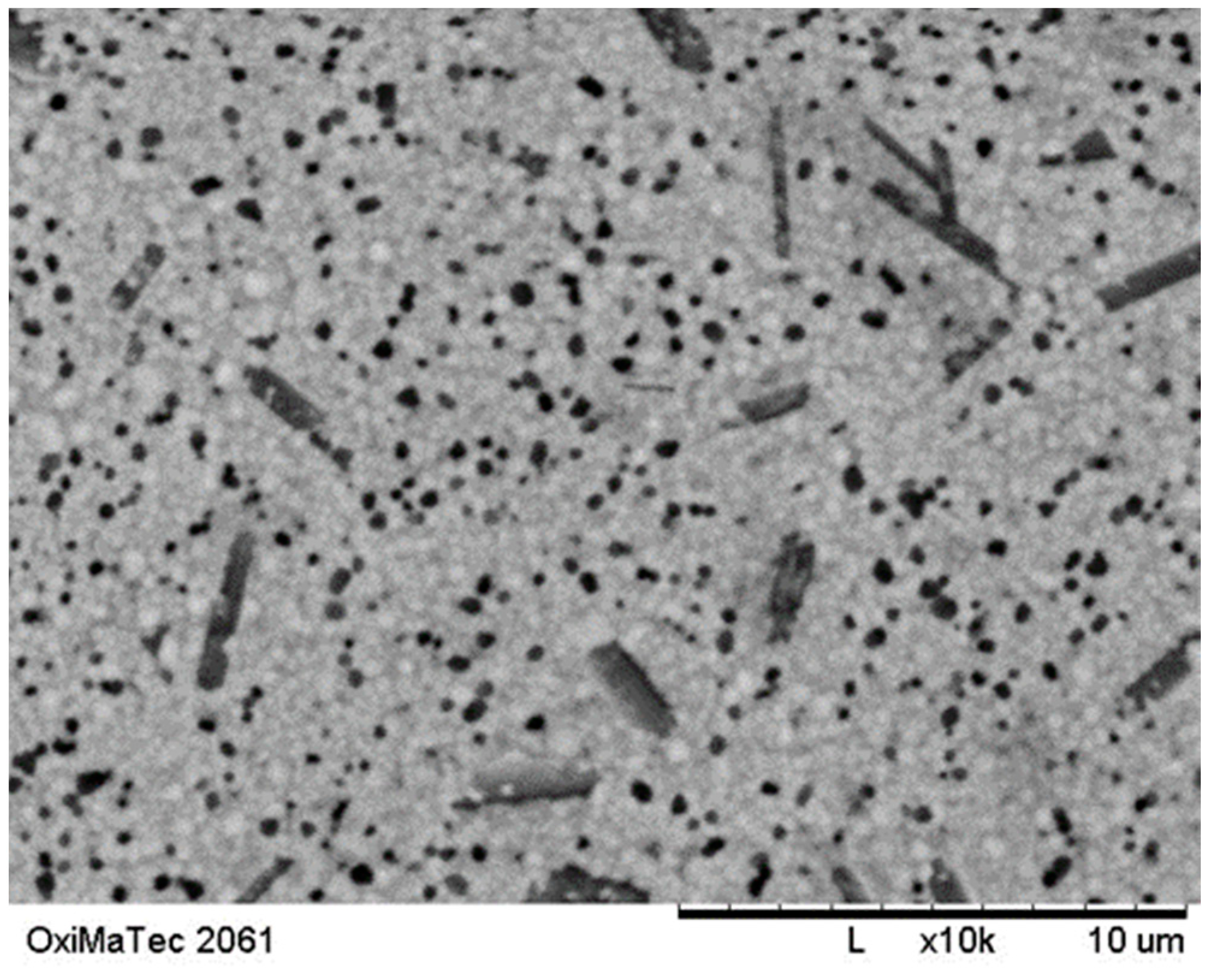
At this point it has to be stated that chemically derived alumina powders are significantly higher in costs compared to Bayer alumina. However, these powders can be sintered already below 1500 °C to a final density of 99.7% of the theoretical density with a very homogeneous fine grained microstructure of about 2.5–3 µm in oxidizing atmosphere (
Figure 3, left) or between 1–2 µm after HIPing (
Figure 3, right) in mean grain-size. In case these ceramics are only pre-fired to a density of about 97–98% and afterwards are hot isostatic pressed, the theorectical density of 3.98 g/cm
3 is achieved. By this approach the homogeneous microstructure with a mean grain-size of about 1.5 µm or even less can be realized, and mechanical properties can be enhanced to about 620–650 MPa [
12].
Because of the higher mechanical strength properties of high purity alumina ceramics, chemically derived powders have substituted Dörre’s alumina in 1987, followed by introduction of the HIP process in 1994. However, all of these materials with improved mechanical strength properties are extremely brittle and very stiff. It is well known that a brittle material with failures on the surface has a catastrophic breakage. This means that a failed part, i.e., a fractured ball-head, generates many fine particles. These have to be removed before a new ball-head can be replaced in the hip.
Taking into account that within a period of 20 years the mechanical strength properties have been increased by about 50% compared to the original material, it can be concluded that a continuous process improvement including new alumina powders, has been quite successful in order to enhance the mechanical strength properties and therefore the safety of ball-heads made out of alumina ceramics [
13].
4. Alumina Matrix Composites
In a certain sense, alumina with an amount of 92–96 wt-% contain additional oxides. But usually, only alumina, spinel and/or mullite can be detected in X-ray diffraction. In many cases X-ray diffraction is reduced to alumina, because the ingredients form a glassy phase, which reduces sintering temperatures. Opposite to these materials, composites are based on different materials. One of the oldest composites is the dispersion of Titaniumcarbide in an alumina matrix. Such materials have been used as ceramic cutting tools and are made by hot-pressing [
33].
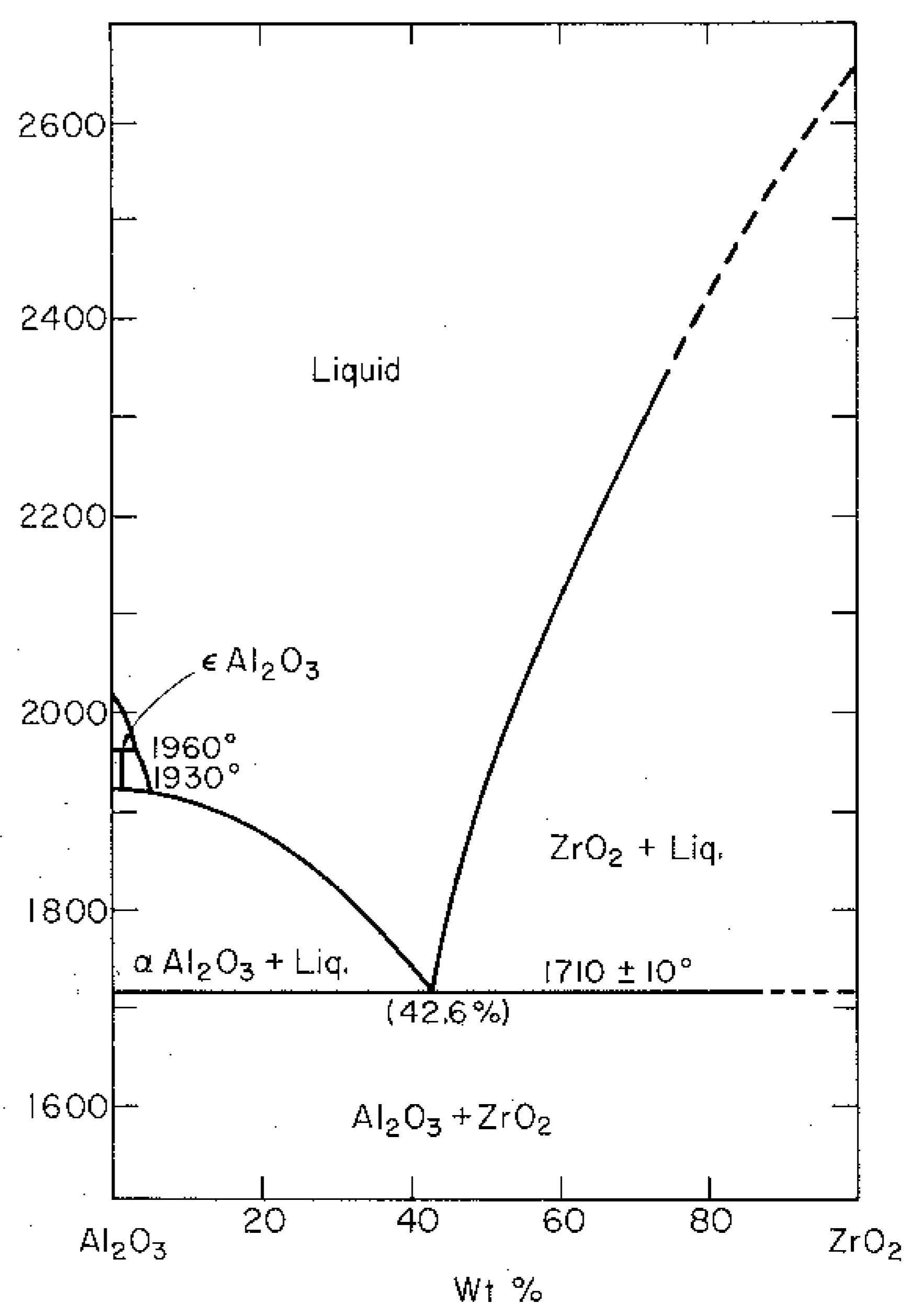
Dispersing of zirconia in an alumina matrix was discovered in the early 1970s. From the phase diagram it is well known that alumina and zirconia do not have a chemical reaction. The only interesting thing is that at a temperature of 1660 °C and a composition of 42.6 wt-% (47.2 Mol-%) alumina and 57.4 wt-% (52.8 Mol-%) zirconia there is a eutectic point (
Figure 25) [
34]. Due to the fact that there is no chemical reaction between alumina and zirconia, such a composite material has become of great interest. While first attempts at dispersing monoclinic zirconia particles within the alumina matrix increased the fracture toughness by inducing microcracks, no breakthrough was achieved because of its limited mechanical strength properties [
35].
In 1977 it was recognized by Dworak and Olapinski that by dispersion of nanoscaled zirconia grains within the alumina matrix, they can be retained as metastable in its tetragonal modification at room temperature; i.e., alumina works as a stabilizing matrix. The zirconia particles, which have been based on the carbothermal disintergration process, may not be agglomerated, but rather homogeneously distributed within the alumina matrix [
2]. In theory, each zirconia particle should be surrounded by alumina grains. Such a distribution guarantees a constraint of the tetragonal zirconia grains and keeps the tetragonal modification metastable until room-temperature. Later, it was found that the optimal size of the zirconia grains should be between 0.2–0.6 µm [
36]. In case the particles are coarser, there is a spontaneous phase transformation to monoclinic, while the finer grains do not have a tendency to re-transform into their monoclinic phase. Without any additional stabilizing oxide, a zirconia concentration of 5–10 wt-% is relatively easy to handle [
37]. It becomes very difficult at a concentration of up to 15-wt-% (10 Vol-%). Higher amounts of zirconia dispersed within the alumina matrix cannot be retained in its tetragonal modification.
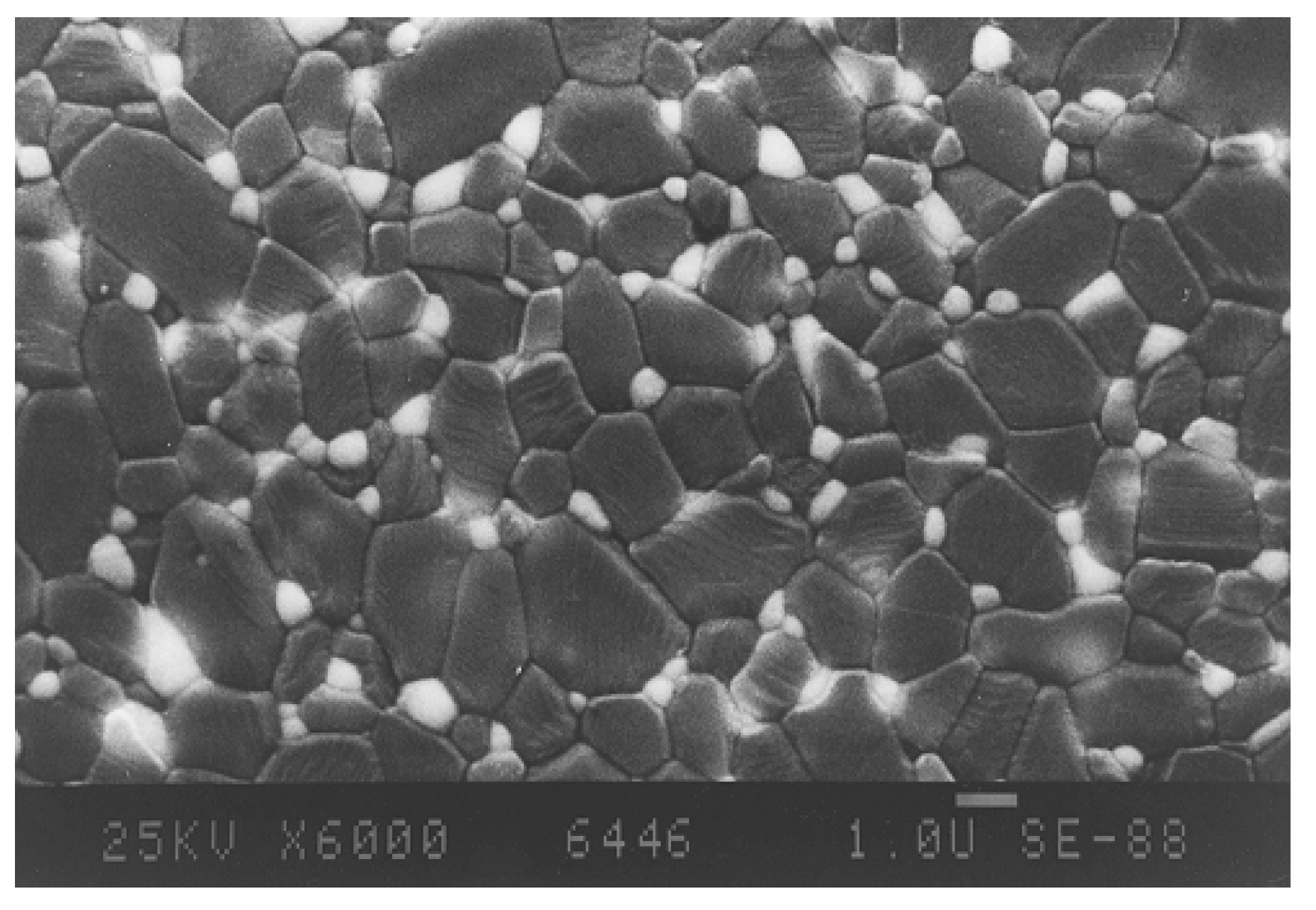
Figure 26 shows a typical microstructure of the system 90 wt-% Al
2O
3 and 10 wt-% (6.9 Vol-%) ZrO
2.
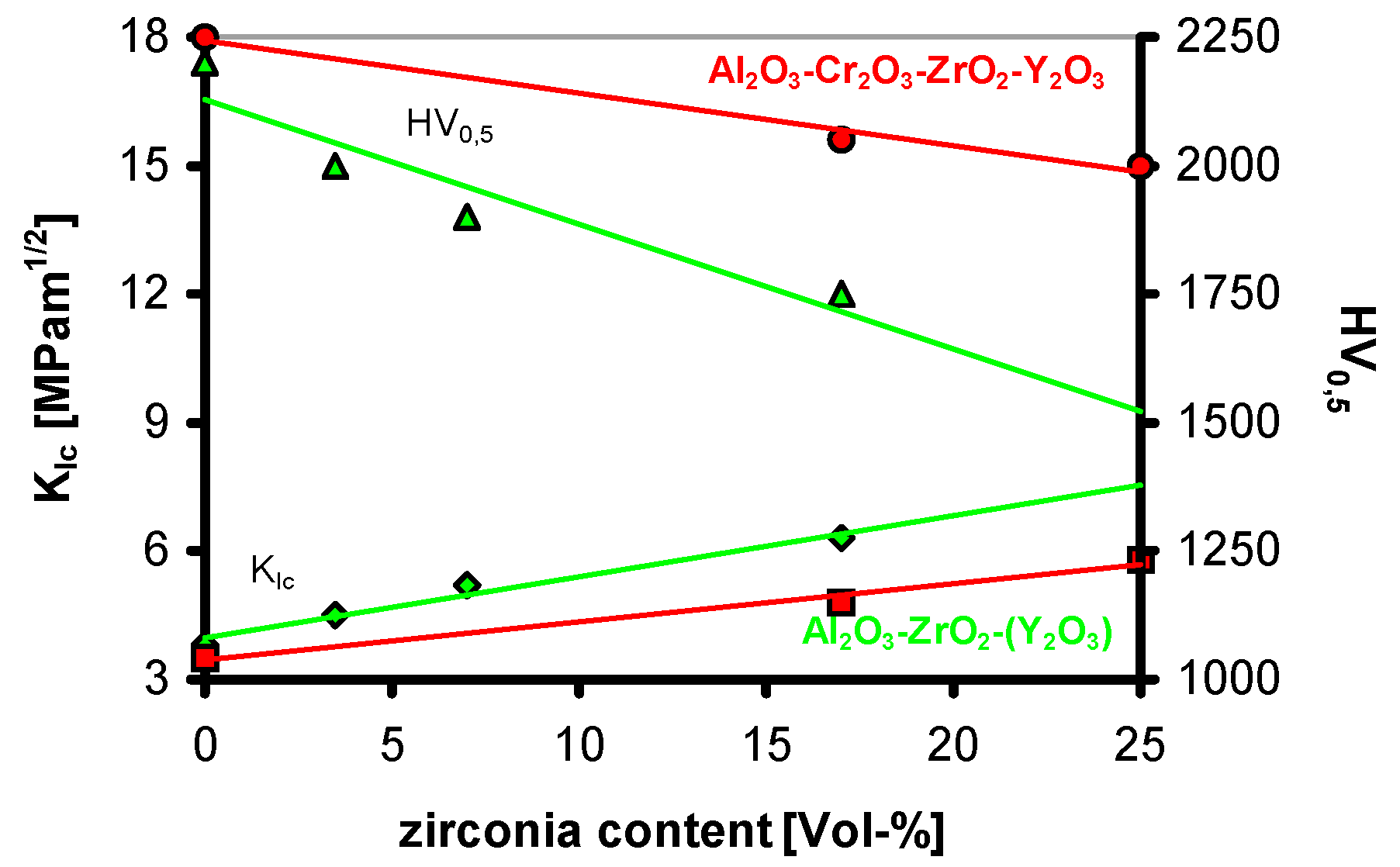
Within a dispersion of 75 wt-% Al2O3 and 25 wt-% (18 Vol-%) ZrO2 it is impossible to retain the tetragonal modification of zirconia without any additional stabilizing oxide. The most common stabilizing oxide for zirconia is yttria. The very conventional approach is to use a coprecipitated yttria containing zirconia powder and disperse it in alumina. Normally stabilisation of zirconia is made with 3 Mol-% of yttria. However, due to the fact that we still have the stabilizing effect of alumina, such a stabilisation is too high. In order to reduce the stabilizing oxide, attempts have been made by using a mixture of 3 Mol-% yttria containing zirconia with a non-stabilized zirconia. Unfortunately, this approach has had only limited success.
Experimental work has shown that working with a 3 Mol-% yttria containing zirconia powder increases the mechanical strength, but decreases the fracture toughness compared to the approach with zirconia coming from the carbo-chlorination process in addition with the coating technology. However, because of the solubility of yttria in water suspension, it has been very difficult to retain the slurry stable during the milling process. During milling the solubility of yttria is enhanced further and it has been quite difficult to control the rheology. In laboratory experiments it has been shown that the higher amount of zirconia within the alumina matrix leads to an enhanced fracture toughness [
38,
39]. Corresponding to the higher fracture toughness, the hardness decreased. This is shown in
Figure 27.
While in the two-phase system based on alumina and zirconia, the rheology of the slurry is still not difficult, the situation immediately changes through the addition of yttria as mentioned above. This makes it extremely difficult to have a stable suspension during the body preparation process. During milling the formation of hydroxides influences the stability of the slurry significantly.
In the late 80th of the last century, the know-how related to rheology with defined chemicals has not been established. It has been quite popular to use commercially available dispersing agents. Unfortunately, the suppliers of these dispersing agents were not prepared to disclose any functional groups within their systems. So, it has been very difficult to understand the colloidal chemistry within a slurry. Since at this time the focus has been dedicated to new inorganic material formulations, processing technology, especially understanding colloidal chemistry, has been very limited. As a consequence of this, finally, in order to have a stable suspension, the following idea has been created: synthesis of a stable ternary chemical composition with yttria.
Due to the fact that the solubility of chromia in alumina is well known and in the literature has been described that only amounts of chromia of at least 1 wt-% shall lead to any influence in the alumina, it has been decided to synthesise the ternary material yttriumchromite, YCrO
3. Furthermore, it has been assumed that during the sintering process the following chemical reaction may take place:
In detail this means that during the sintering process the ternary component is destroyed and the formation of solid solutions takes place.
Body preparation of the system containing alumina, zirconia and yttriumchromite (YCrO
3) worked pretty well and the rheology of the slurry remained completely stable. Pressed and sintered parts are pink-coloured. In X-ray diffraction analysis, besides alumina, only tetragonal zirconia has been detected. At this time, it has been very surprising that the addition of only a small amount of chromia already caused a significant hardness increase combined with brittleness of the ceramic material. Even at very high amounts of zirconia, the material still stayed at high hardness and remained very brittle compared to the chromia-free system (
Figure 28).
During the period that this development work was made, a group in Ceramatec (Salt Lake City, UT, USA), worked in the system CeO
2-ZrO
2-Al
2O
3-SrO. They have found, besides formation of tetragonal zirconia, hexagonal platelets with the chemical composition SrAl
12O
19 in the sintered bodies. At a certain concentration of strontium aluminate, these platelets enhanced fracture toughness significantly [
40].
Following the approach of Cutler et al.,the addition of small amounts of strontium oxide within the system Al
2O
3-Cr
2O
3-ZrO
2-Y
2O
3 finally showed a significantly higher fracture toughness at a high hardness compared to the four component system (
Figure 29). In addition, this composition also had a very high mechanical strength of about 1000 MPa after sintering in oxidizing atmosphere. Application of HIPing leads to a strength of about 1200 MPa.
Since strontium oxide is also not very stable in water suspension, again the approach of making a ternary oxide has been made: synthesis of strontiumzirconate (SrZrO3). Commercially available SrZrO3-powders could not be used because of their radioactive impurities. Therefore, the ternary oxide was made by a solid state chemical reaction using strontium carbonate and high purity zirconia.
The material system of the composite material has therefore been based on Al
2O
3-ZrO
2-YCrO
3-SrZrO
3. During the sintering process therefore the following solid state chemical reactions take place:
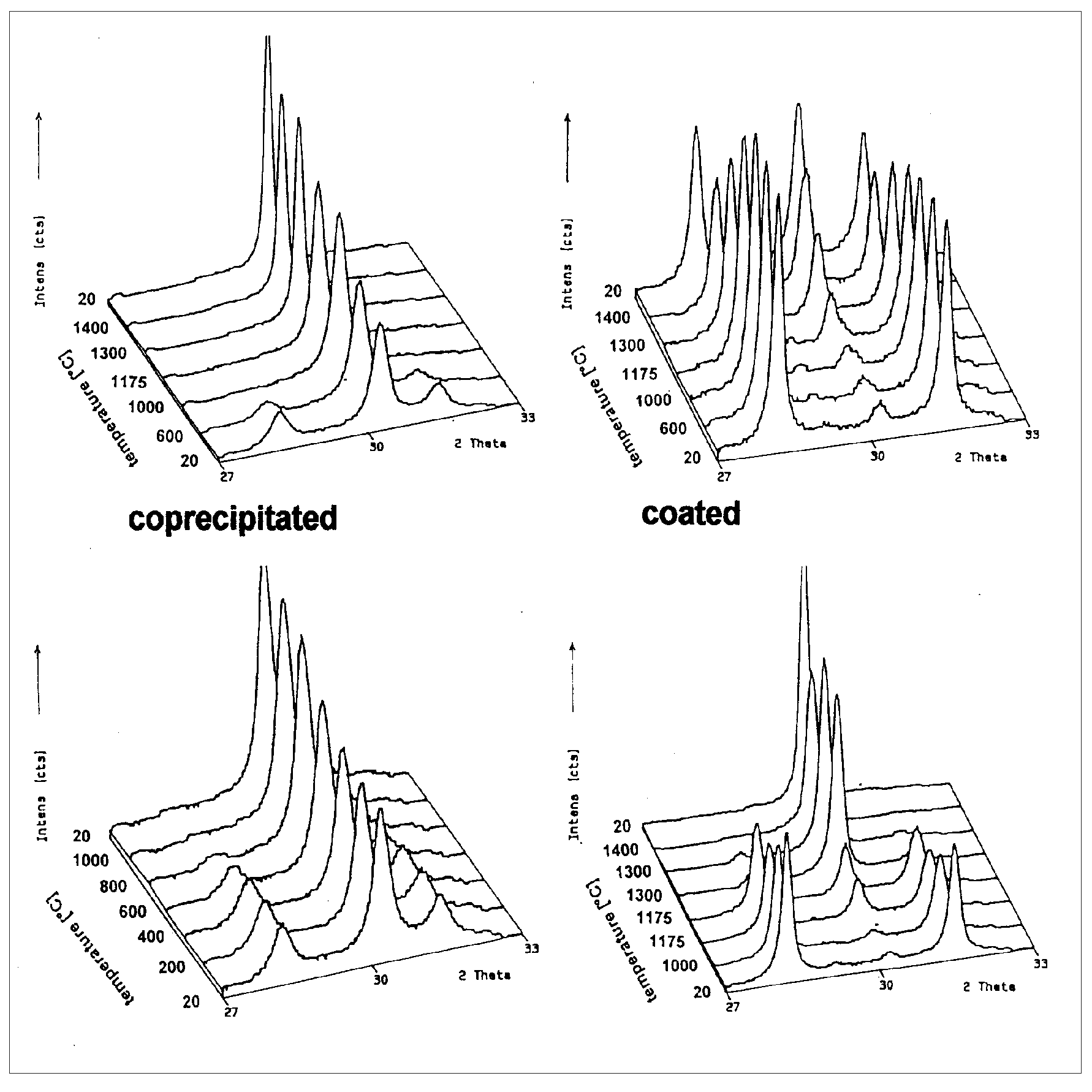
In order to really have a reproducible product, the sintering schedule has to be kept under controlled conditions. During the thermal treatment, the above-mentioned solid state chemical reactions take place. At this point it has to be clearly stated that it is very important to use a pre-treated zirconia powder coming from the carbo-chlorine process, because of the formation of the gradient of yttria within the zirconia grains.
When only the mechanical strength is taken into account, a different zirconia powder can be used. However, only zirconia coming from the carbo-chlorination process finally forms a gradient with yttria, while conventional calcined zirconia powders don’t show this effect; they behave like coprecipitated zirconia powders. Certainly, there is no negative effect on the mechanical strength, but its fracture toughness decreases compared to the materials based on the yttria gradient in zirconia of the system. Furthermore, its behaviour related to aging can be compared to Y-TZP based on coprecipitated and coated zirconia powders.
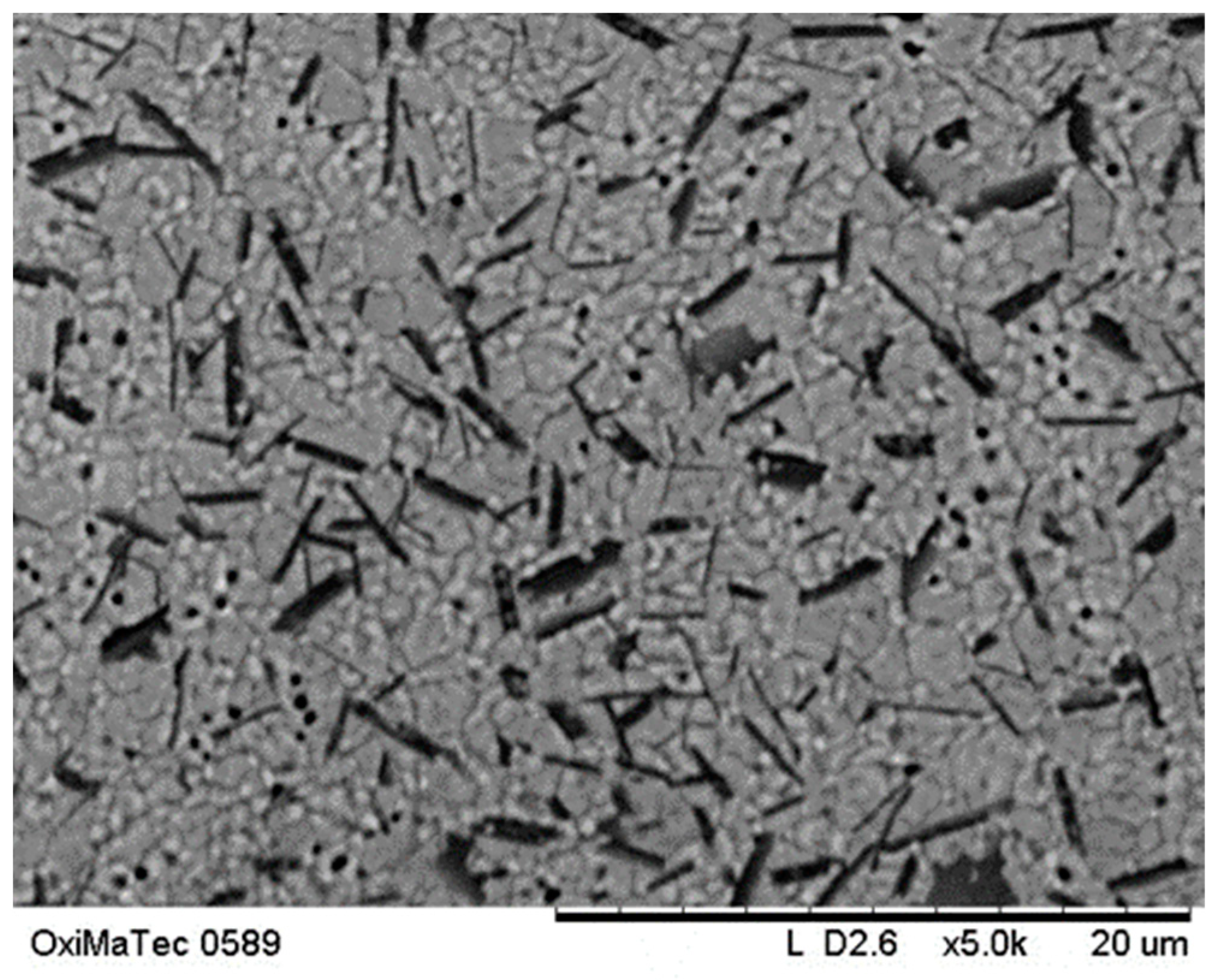
As already described above, at higher zirconia concentrations it is mandatory to stabilize the zirconia grains at least in parts, due to the fact that even at higher zirconia additions, there is a constraint of the metastable tetragonal zirconia particles. However, in this case they have to be partly stabilized by addition of a stabilizing oxide, i.e., yttria. The amount of required yttria for stabilization depends on the amount and also on the size of the particles. For the commercially available material “Biolox delta”, which is based on the above described details, the yttria concentration required is 1.5 Mol-% related to zirconia—optimized for zirconia from carbo-clorination process—and its nanoscaled powder size.
Figure 30 shows the typical microstructure of the material with zirconia coming from carbo-chlorine disintegration. In
Figure 31 a fractured surface is shown.
Table 2 summarizes the typical mechanical properties of this material.
The above-mentioned composite material are three phase ceramics: alumina, metastable tetragonal zirconia and hexagonal platelets. Without platelets, the system is brittle. During the development work made for “Biolox delta”, we have also investigated the system Al
2O
3-Cr
2O
3-ZrO
2-CeO
2-SrO [
38,
39]. Within this system fracture toughness increases significantly, while the hardness remains reasonably high (
Figure 32). However, in its mechanical strength properties it remains limited, because it is only about 550 MPa. Sintering only can take place in oxidizing atmosphere. By HIP treatment ceria is reduced from Ce
4+ to Ce
3+, which causes a complete de-stabilisation of the zirconia to its monoclinic modification.
Although the mechanical strength level is limited, the material has a very high fracture toughness at a reasonable hardness. The mechanical results obtained are summarized in
Table 3.
Figure 33 shows the corresponding microstructure.
In principle, the combination of strength properties coming from stabilisation of zirconia by yttria and fracture toughness coming from stabilisation of zirconia by ceria in combination with the platelet reinforcement might be an optimum material. So, taking into account the results obtained for the described system, as a logical consequence zirconia might be stabilised by yttria and ceria.
Another aspect which has to be taken into account are the results obtained in the system Al
2O
3-La
2O
3. Yasuoka et al. published a significant increase of strength and fracture toughness in an alumina matrix composite containing 20 Vol-% of LaAl
11O
18 [
41]. Own experiments within the system Al
2O
3-Cr
2O
3-ZrO
2-Y
2O
3-La
2O
3 have shown that platelet formation of LaAl
11O
18 is more extended compared to SrO. Furthermore, it is obvious that a higher amount of partially stabilized zirconia gives an additional benefit with respect to fracture toughness [
42].
It is well known that ceria stabilized zirconia leads to ceramic materials with high fracture toughness, but limited strength. Dispersing of zirconia in an alumina matrix with yttria and ceria as stabilizing agents for zirconia has been studied intensively in a publicly funded European project (GRD1-199-10585). Within these investigations the following chemical composition has been found to be very promising:
55.3 wt-% Al2O3
0.7 wt-% Cr2O3
4.0 wt-% La2O3
36.45 wt-% ZrO2
1.05 wt-% Y2O3
2.5 wt-% CeO2
This chemical composition combines relatively high hardness, high mechanical strength and high fracture toughness in the sintered body. Its typical properties after HIPing are summarized in
Table 4. Detailed stress analysis investigations have shown high compressive stresses at very low monoclinic content. This material also has been investigated very detailed with respect to its biocompatibility. Cytotoxicity and in-vitro cancerogeniticity tests have been made. No cytotoxic effect has been found. Finally, in-vivo experiments (implantation of ceramic parts into the bones of NewZealand white rabbits) confirmed the good biocompatibility of the material [
43].
Although these promising results already had been established until 2005, such a material formulation has not been regarded, when the ISO standard 6474/partII has been established. Its maximum amount of zirconia dispersed within the alumina matrix in this standard is limited to 30 wt-%. Since the results described above have been ignored for the new ISO-standard 6474/partII, such a promising material cannot be exploited in the bioceramic field. In order to realize a material with higher fracture toughness, it is mandatory to reduce the zirconia content to less than 30 wt-% and therefore, results obtained in the former development project GRD1-199-10585 cannot be exploited.
Meanwhile, the concept of zirconia stabilisation with a mixture of yttria and ceria in an alumina matrix was transferred to a material system with only about 25 wt-% of zirconia. During the development phase the following chemical composition sorted out, which combines high hardness, fracture toughness and mechanical strength:
72.5 wt-% Al2O3
2.5 wt-% La2O3
23.4 wt-% ZrO2
0.4 wt-% Y2O3
1.0 wt-% CeO2
0.2 wt-% Pr6O11
The typical material properties of this chemical composition are summarized in
Table 5. The chemical material formulation contains in addition a small amount of praseodymium oxide. This oxide works as a “bridging” component between alumina and zirconia [
44].
Again, it is confirmed that the stabilisation of zirconia by yttria and ceria in addition with platelets based on lanthanum aluminium oxide leads to good materials, especially taking into account the fracture toughness. So, the higher the fracture toughness, the better the reliability of the material; it becomes more resistant to slow crack growth behaviour.
Unfortunately, none of the new approaches in order to enhance the quality of these composite materials further was exploited to-date. For 20 years, there have been no material innovations for ceramic ball-heads. Meanwhile, the zirconia within “Biolox delta” has been substituted by a conventional zirconia. It appears as though nobody wants to take the risk to introduce a new, more innovative material into the field of orthopaedic applications because of long-term qualification procedures.
The above described material innovations show that it is possible to enhance the material properties further, and as a consequence of this, make the materials even more safe than they are today. It sounds like the hurdles, coming from regulatory affairs, have limited the amount of zirconia addition due to the existing ISO-standard and the high costs for qualification for bioceramic applications compared to the state-of-the-art, are too high and therefore the limiting factors.
While alumina ceramics have been improved step by step, it sounds like the existing composite material qualified for bioceramics does not have such a steady state improvement, but is optimized related to cost savings because of the use of a cheaper zirconia material.
5. Zirconia Matrix Composites
Alumina matrix composites, especially when doped with chromia, became quite famous in bioceramic applications. As it has been described above, there are made different developments in order to further enhance the fracture toughness of such kind of materials in order to further enhance the safety aspects related to potential fractures of ball-heads, which are quite popular in THR surgeries.
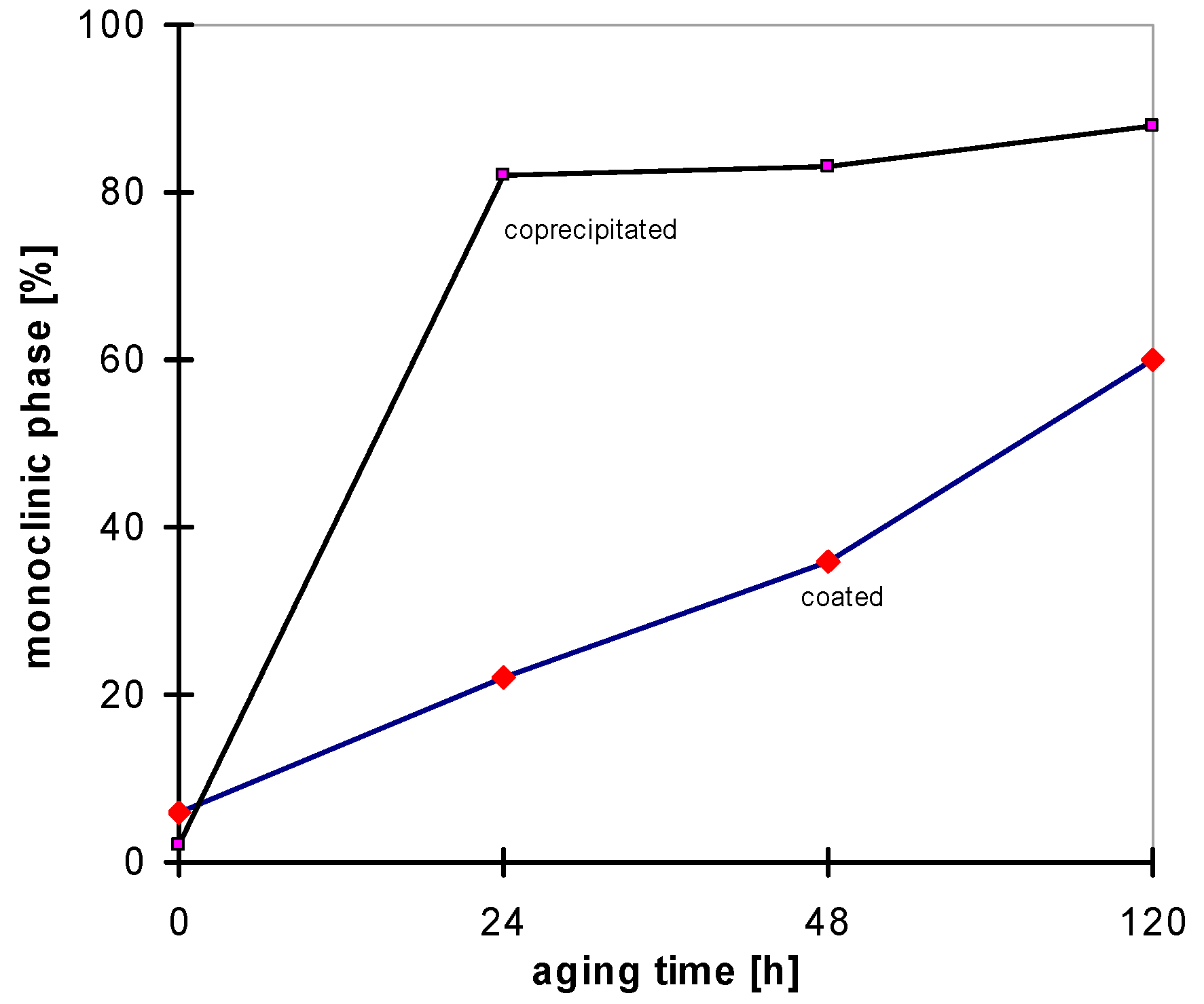
For a couple of years, it has been quite popular to use hard-hard pairings in hip surgeries. Meanwhile, mating of ceramic ball-heads with UHMWPE cups again achieved a higher priority, because of more or less no wear of the cup. Such a system also was popular in the late 80th and early 90th by using zirconia ball-heads in combination with UHMWPE. Unfortunately, by the limited hydrothermal stability, finally this solution disappeared, although Y-TZP based on the coating technology didn’t show such a big disadvantage compared to ceramics based on co-precipitated powders.
On the other hand, yttria stabilized zirconia has become quite popular in the dental industry. Nowadays, crowns based on this ceramic material are quite popular. Abutments and implants have also started to become interesting in dental restorations. Especially Y-TZP based on yttria coated zirconia powders have extremely good success in dental implantology [
44]. Its major benefit is the better hydrothermal stability compared to the corresponding ceramics based on co-precipitated powders. As an alternative material for dental implants, yttria stabilized zirconia containing 20 wt-% of alumina is under discussion because of its high strength, but limited fracture toughness.
Since dental implants are embedded into natural bone, mechanical strength is less important. It is much more important to have a material available which is resistant against shear forces. Resistance against shear forces can be realized in ceramic materials with a high fracture toughness. Pure Ce-TZP ceramics have a very high fracture toughness of up to 20 MPa√m, but their mechanical strength of about 400–500 MPa is limited [
45]. By addition of about 10 wt-% of alumina, the mechanical strength can be enhanced, but fracture toughness decreases to 8.62 MPa√m [
46]. Based on these results and taking into account the experience of the alumina matrix composites, it makes sense to combine the yttria/ceria stabilisation and platelet reinforcement in a zirconia matrix.
In a very first approach, yttria stabilized zirconia derived by the coating method has been combined with platelets on the basis of lanthanum aluminium oxide. In practice, a mixture of 90 wt-% of yttria coated zirconia and 10 wt-% of Al
2O
3/La
2O
3 has been made (ZYA10P) [
47]. The ratio of alumina and lanthanum oxide has been made in order to form about 60% of hexagonal platelets within the zirconia matrix during sintering. The sintering process itself is combined with a solid state chemical reaction and therefore has to be made in a very accurate manner; i.e., within the process, nuclides for platelet formation have to be made, before a homogeneous distribution of platelets within the microstructure can be obtained. Its principle mechanical properties are summarized in
Table 6.
Figure 34 shows the typical microstructure.
As can be seen within the table, mechanical strength properties correspond to Y-TZP. This material shows a higher fracture toughness compared to the pure Y-TZP material after HIP treatment. A small remaining porosity in the only sintered material shows a very high fracture toughness. This effect has to be related to the remaining micro-porosity within the microstructure. Its aging behaviour under hydrothermal conditions corresponds to Y-TZP made by coating technology.
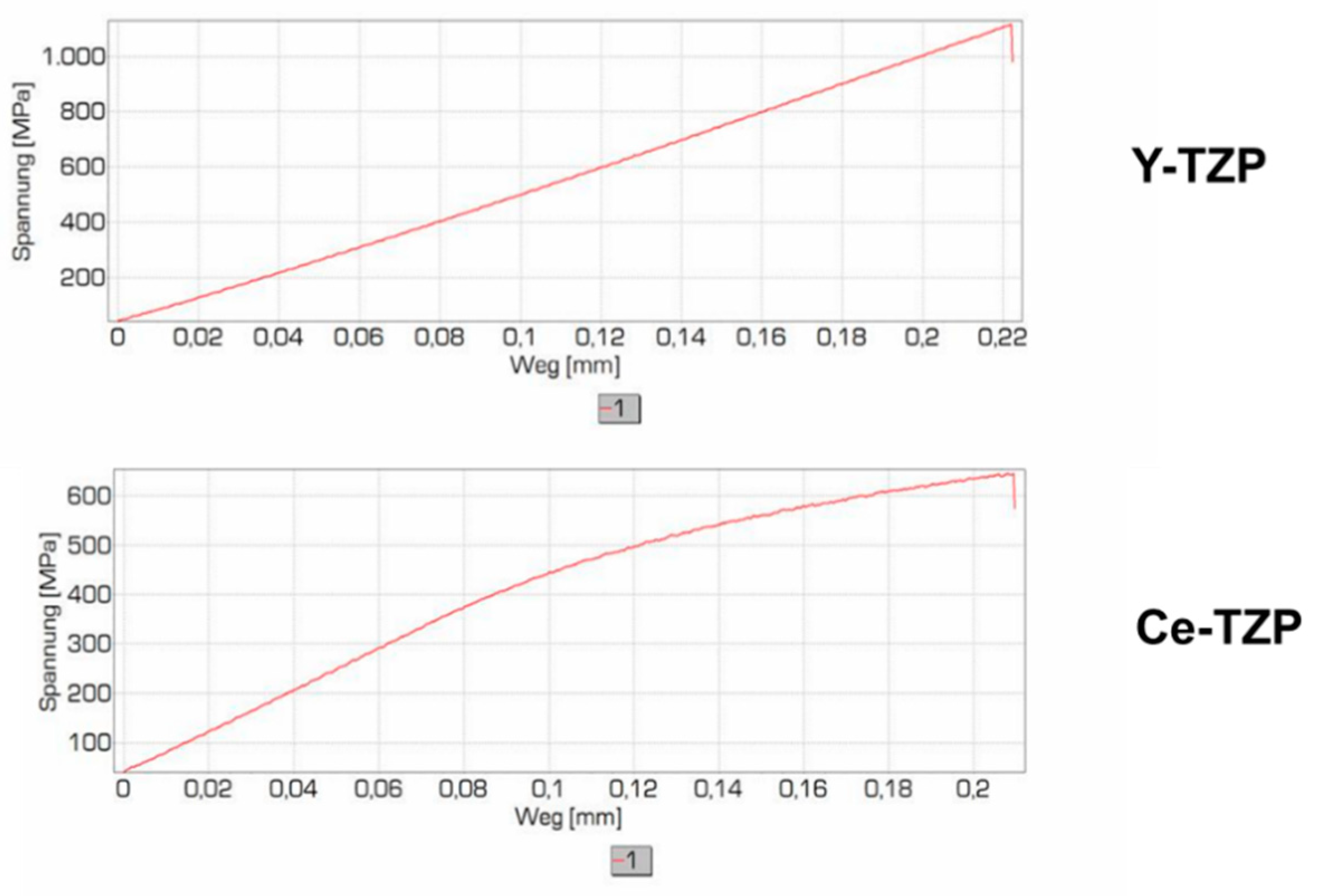
In order to enhance the fracture toughness further, we have analysed the stress-strain behaviour of Y-TZP and Ce-TZP (both based on coating technology).
Figure 35 shows the results obtained. While in Y-TZP we have linear-elastic behaviour, in Ce-TZP there is a plastic deformation.
First investigations in the system Ce-TZP/SrO/Al
2O
3 have been made by Cutler et al. [
37]. They have found a significant increase in mechanical strength in composites based on a Ce-TZP matrix and containing 15 Vol-% and 30 Vol-% of alumina, where about 30% of this addition contained hexagonal platelets of SrAl
12O
19. Normally, Ce-TZP has as mechanical strength of about 400 MPa, while the materials made by Cutler et al. showed 725 MPa. Hardness increased as well from 950 to 1350, while fracture toughness decreased slightly from 12.5 MPa√m to 11 MPa√m.
Figure 36 shows the influence of the SrO amount, which is relevant for the platelet formation with respect to fracture toughness for two different amounts of alumina addition to the Ce-TZP matrix.
As already mentioned, mechanical strength properties of Ce-TZP are quite limited, but fracture toughness is quite high. Therefore, the approach has been made to again combine 90 wt-% of Ce-TZP with Alumina/Lanthanum oxide (ZCA10P) in order to realize an amount of about 90% of platelet formation during sintering. The materials properties achieved in this first approach are summarized in
Table 7 and the corresponding microstructure is shown in
Figure 37. From
Table 7 it becomes obvious that also by this approach the mechanical strength increases significantly compared to pure Ce-TZP. Further optimisation of the amount of stabilizing ceria finally lead to a fracture toughness of 15 MPa√m at a reasonable mechanical strength of 760 MPa in the 4-point bending test [
48].
Finally, we have investigated mixed stabilisation of zirconia by yttria and ceria in a system, which contains about 5 wt-% of alumina/lanthanum oxide. By this approach, the high mechanical strength properties can be retained and fracture toughness can be increased compared to Y-TZP. Initial results obtained are summarized in
Table 8.
Figure 38 shows the corresponding microstructure.
Meanwhile, the material composition has been optimized further. In addition, the raw material has been substituted by a nanoscaled zirconia powder, derived from direct synthesis of zircon-tetra-chloride with water steam. This optimisation work finally leads to a material with excellent mechanical strength of σ = 1100–1200 MPa measured with 4-point bending test, a fracture toughness k
Ic = 12–14 MPa√m and a hardness of HV
10 = 1250. The microstructure of this optimized material is shown in
Figure 39. Within the zirconia matrix there are globular alumina particles and platelets homogeneously distributed.
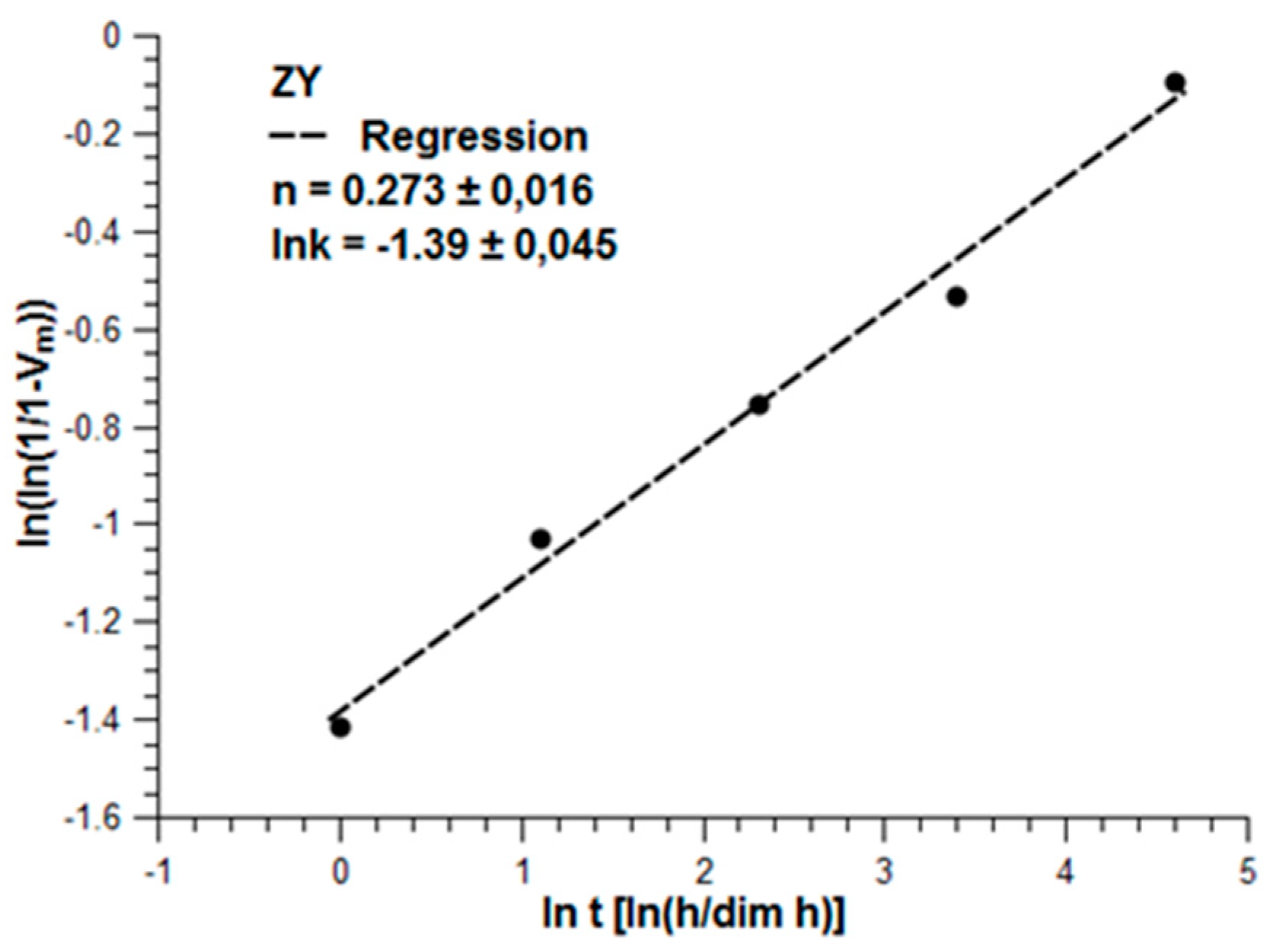
Both materials, ZCA10P and ZA05P, have finally been treated under hydrothermal conditions in the same way, just as ZY has been treated.
Figure 40 shows the result obtained for ZCA10P (Ce-TZP/LaAl
11O
18) and
Figure 41 the results obtained for ZA05P (Y-Ce-TZP/Al
2O
3/LaAl
11O
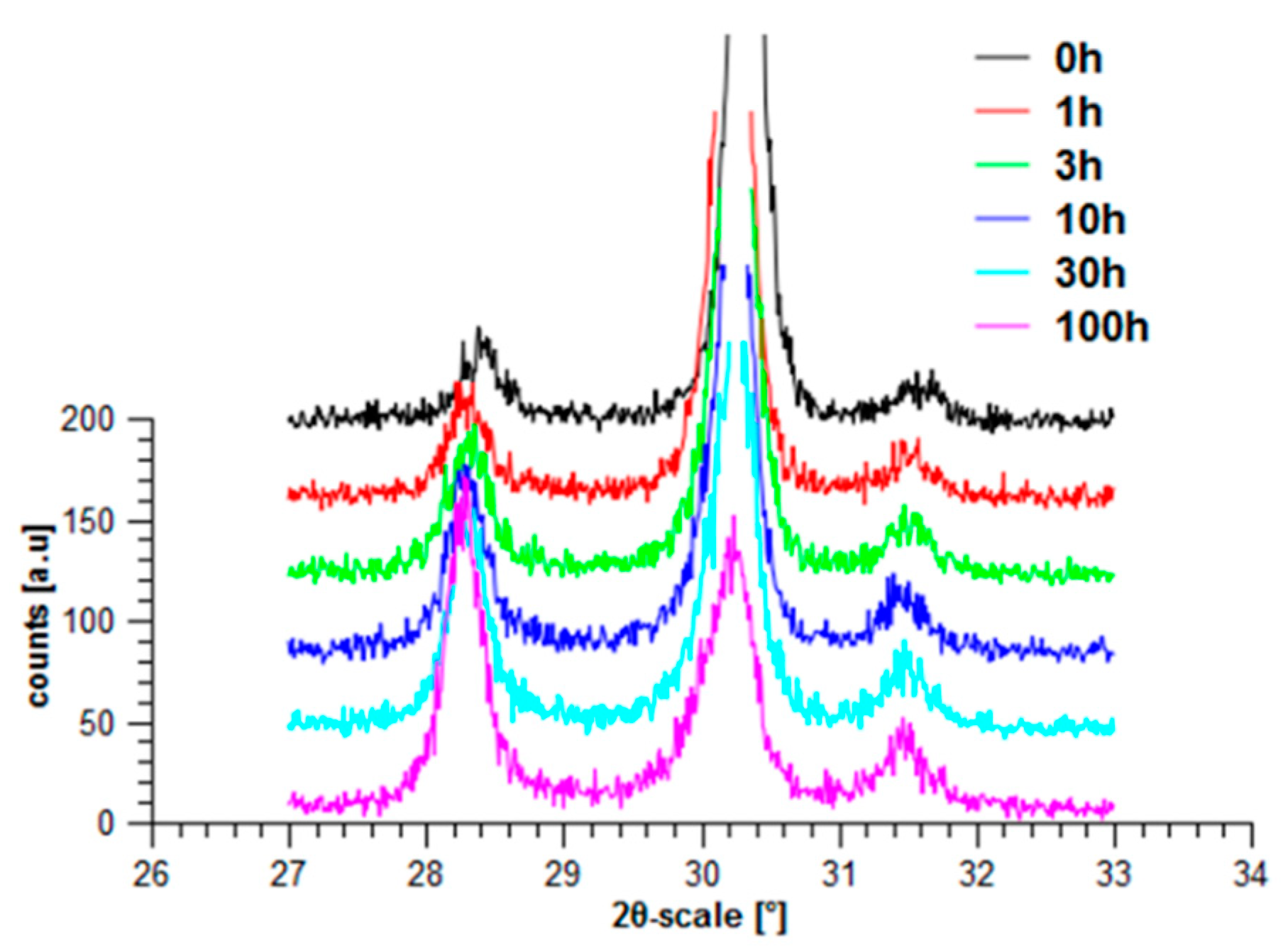
18). Opposite to ZY, which already has a significantly higher hydrothermal stability compared to conventional Y-TZP based on co-precipitated powders, there is no phase transformation.
So, it can be concluded that both materials don’t show any hydrothermal decomposition reaction and therefore are preferred materials for bioceramic applications. Both materials have to be regarded as interesting alternative ceramic materials in total hip replacement systems, especially when mated against UHMWPE. Compared to the standard ZPTA (zirconia and platelet reinforced alumina) ceramics of today, these materials are less hard and have a significantly higher fracture toughness, which makes them even safer than the existing solution.
We expect that the excellent material properties of these platelet reinforced zirconia ceramics may play a very important role in dental industry in future. Because of their relatively low hardness (ZCA10P), they might become of interest for prosthetic applications, as well as for implants.
6. Conclusions
Two different classes of composite ceramic materials have been described in more detail. One of them is based on an alumina matrix and the other on a zirconia matrix. In case a very high hardness in combination with high strength is required, the alumina matrix composites are preferred. In case a combination of high mechanical strength and fracture toughness is required, a zirconia matrix material is preferred.
The description of the two different composite systems are only a few representative materials which were developed over the past 15 years. However, one can assume that through intelligent additional dopants these two material classes can be improved further and finally tailored to the required properties.
For sure, it is much more difficult to handle these kinds of systems during body preparation compared to the use of commercially available yttria stabilized zirconia. However, in order to really have progress in development of new products, it is mandatory to develop useful technologies for body preparation. The deep understanding of the colloidal processes, which occur in a suspension with the different oxides is mandatory in order to finally come to a good and homogeneous product. Since there are no spectroscopic methods available, the approach for understanding the processes more in detail requires experience in chemistry and a deep understanding of the raw material powders, as well as their behaviour in a suspension. Finally, it has to be pointed out that commercially available dispersing agents are not useful in order to understand the processes. Only the use of defined chemicals help to understand the colloidal chemistry.
Optimisation of the inorganic composition in the alumina/zirconia system requires well educated solid state chemists, who understand crystallography and the chemical solid state reactions, which take place during sintering. Taking into account the amount of different ceramic compositions compared to metallic materials, in ceramics there are only a few different materials compared to the many different materials based on iron. Even in stainless steel there are more materials with different properties available than all ceramic compositions available on the market. To transfer the philosophy of steel into ceramics, a high flexibility within the different companies, who still manufacture their own ready-to-press powders, is required.
Finally, it is state-of-the-art that a good ceramic material requires excellent and completely reproducible raw material powders. Such kinds of powders nowadays are available on the market; i.e., alumina based on the alkoxide process or zirconia based on the chloro-carbonation process. But these raw materials cannot be handled like cheap raw materials such as alumina coming from the Bayer-process or zirconia coming from the thermal decomposition of zircon sand. Chemically derived powders are much more difficult in handling and also in the forming steps, like the pressing of green parts. Finally, sintering is not only a densification process; it is applied to solid state chemistry, by which the densification behaviour can be improved further.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}