Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s




Abstract
- The historic timeline of the composite industry was presented in six periods of its development.
- State-of-the-art of the composite recycling technology was provided, including composite market, energy demand and Technology Readiness Level (TRL) analysis.
- Sociotechnical drivers for the development of composite recycling technology in the decade of 2020s were identified and summarized.
- Different types of composites require different optimal recycling routes—an analysis and suggestions were presented.
- Recommendations provided for economically and environmentally sustainable future development of the composite recycling technology, industry and society.
1. Introduction and Motivation
1.1. The History, Development and State-of-the-Art of the Composite Industry
- ◊
- 1932–1946, Start-of-the-Industry Phase. Applications: FiberglasTM by Owens Corning, commercial boat hulls, FRP car body by Stout Scarab. Processes: Chopped Strand Mat (CSM)/Continuous Filament Mat (CFM) process, resin systems developed, hand layup process.
- ◊
- 1947–1960, Niche Applications Phase. Applications: Commercial FRP car body, composite panels (Trucks), helicopter blades for Alouette II. Processes: chopped strands process, carbon fibers developed, direct roving process, spray-up process, pultrusion process.
- ◊
- 1961–1978, Industrial Applications Phase. Applications: Glass Reinforced Thermoplastics, Sheet Molding Compound (SMC) air deflector, glass mat reinforced shingles, commercial wind turbine blades. Processes: filament winding process, Sheet Molding Compound (SMC) process, high-strength S-glass process, Kevlar (aramid) fibers developed.
- ◊
- 1979–1996, Corrosion Resistance Phase. Applications: Composite storage tanks, fiberglass windows, hybrid front-end modules. Processes: continuous fiber thermoplastic laminates, long-fiber thermoplastics, resin infusion process.
- ◊
- 1997–2014, Hybrid Technology Integration Phase. Applications: Commercial Wind turbine (major 1990s wave of wind power), commercial aircraft, structural automotive parts, consumer electronics. Processes: hybrid molding technologies.
- ◊
- 2000–2020s, State-of-the-Art Phase, also Composite Recycling Phase. The highly detailed timeline by Hartman was presented in 2014 and needs a few updates (and a sixth period in the timeline). During the recent years, ageing and corrosion studies have reached a new wave of interest, due to novel concepts and technologies being available [6,7,8,9]. Furthermore, composite materials recycling, started during the Hybrid Technology Integration Phase, is now one of the fastest growing niches of the composite research. Health monitoring also deserves a mention in the modern day [10]. The trend during the last two decades was an attempt to save weight, reduce the cost of composite materials, and to develop the composites recycling technologies [1,11,12]. Judging on the appearing number of publications in the recent two decades, the scientific interest in this composite recycling topic has grown significantly (about three-to-four-fold), and the scientific interest in composite recycling is accelerating with every passing year in the last decade alone [1].
1.2. The Motivation, the Drivers and the Market
1.2.1. Aerospace
1.2.2. Automotive
1.2.3. Offshore and Naval
1.2.4. Wind Energy
1.2.5. The Market
2. Current Industrial End-of-Life Solutions for Composite Materials
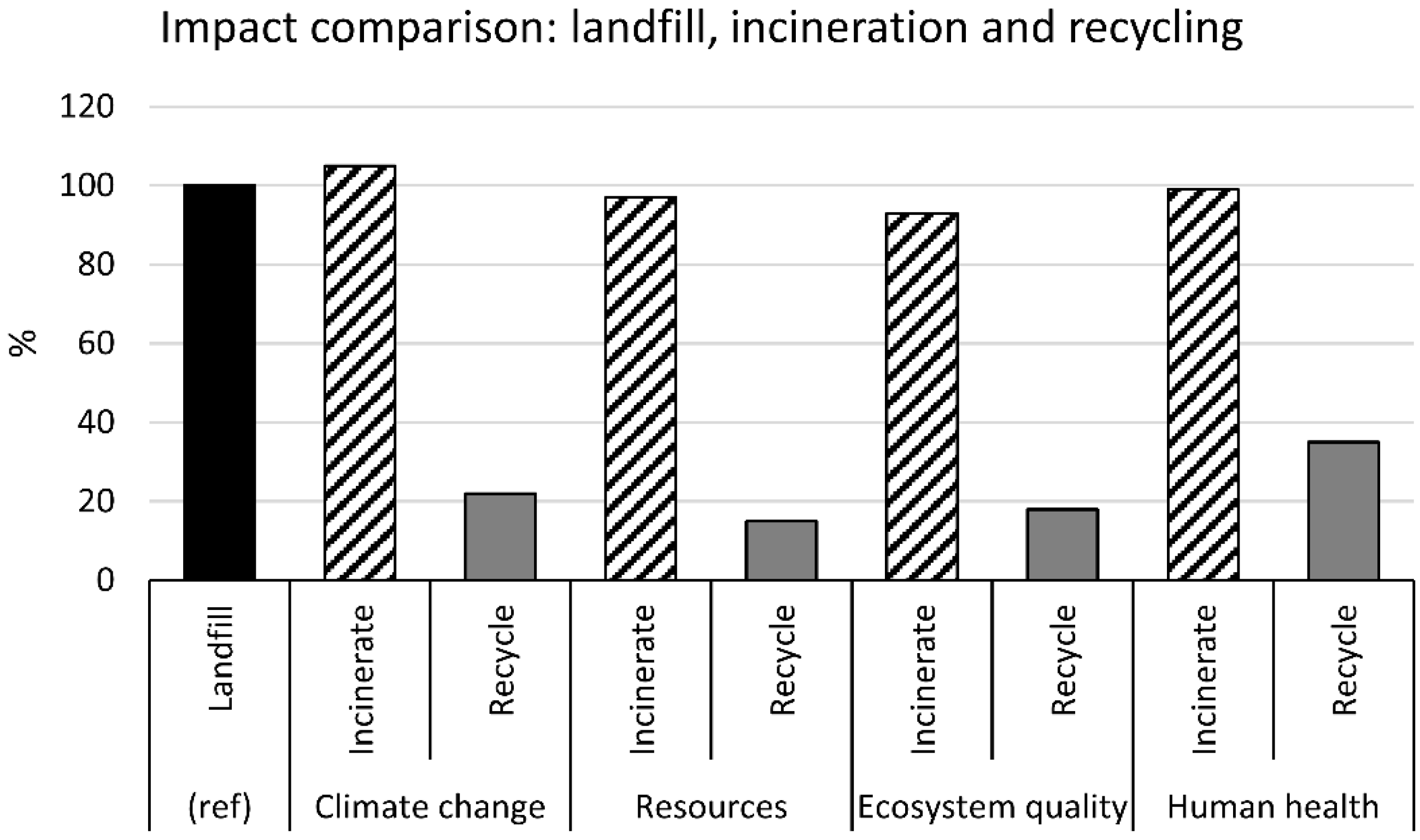
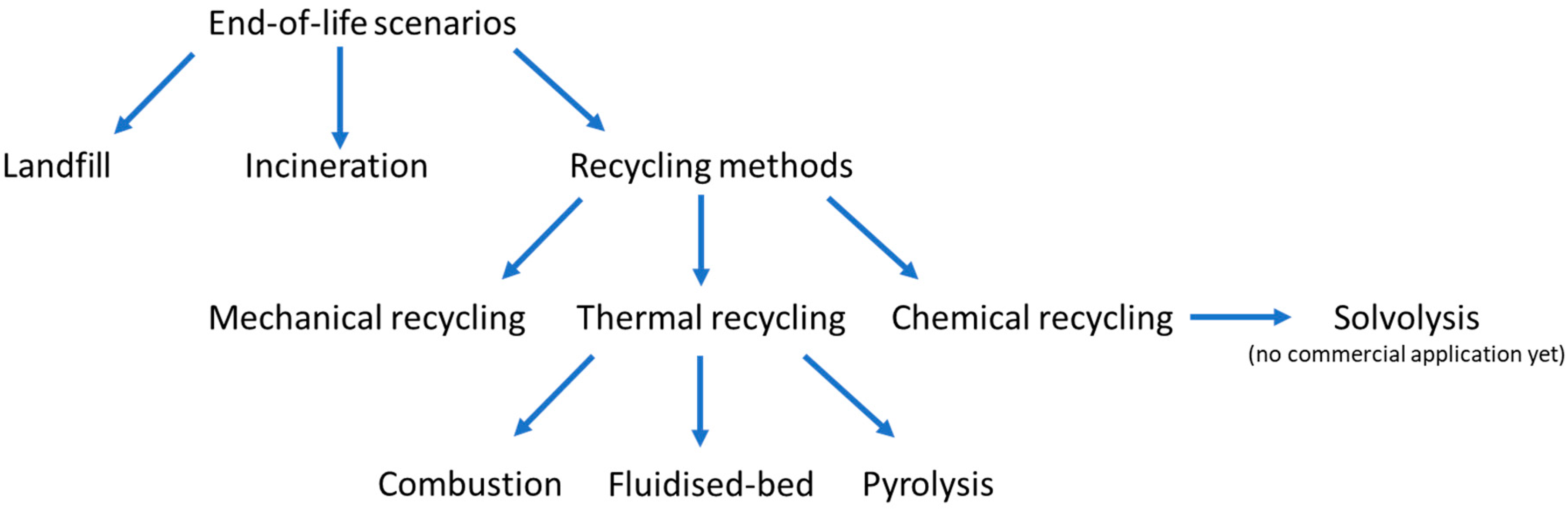
2.1. End-of-Life Solutions: Landfill, Incineration or Recycling?
2.1.1. Landfill
2.1.2. Incineration
2.1.3. Recycling
2.1.4. Cement Kiln Method (Cement Co-Processing)
2.2. Current Recycling End-of-Life Solutions—Industrial Composite Recycling
2.2.1. Industrial Mechanical Recycling and Cement Kiln Method
2.2.2. Industrial Thermal Recycling
2.2.3. Industrial Chemical Recycling
3. Recycling of Different Types of Composites
3.1. Polymer Matrix
3.1.1. Thermoplastic Composites
3.1.2. Thermoset Composites
3.1.3. Vitrimers
3.1.4. Rubber
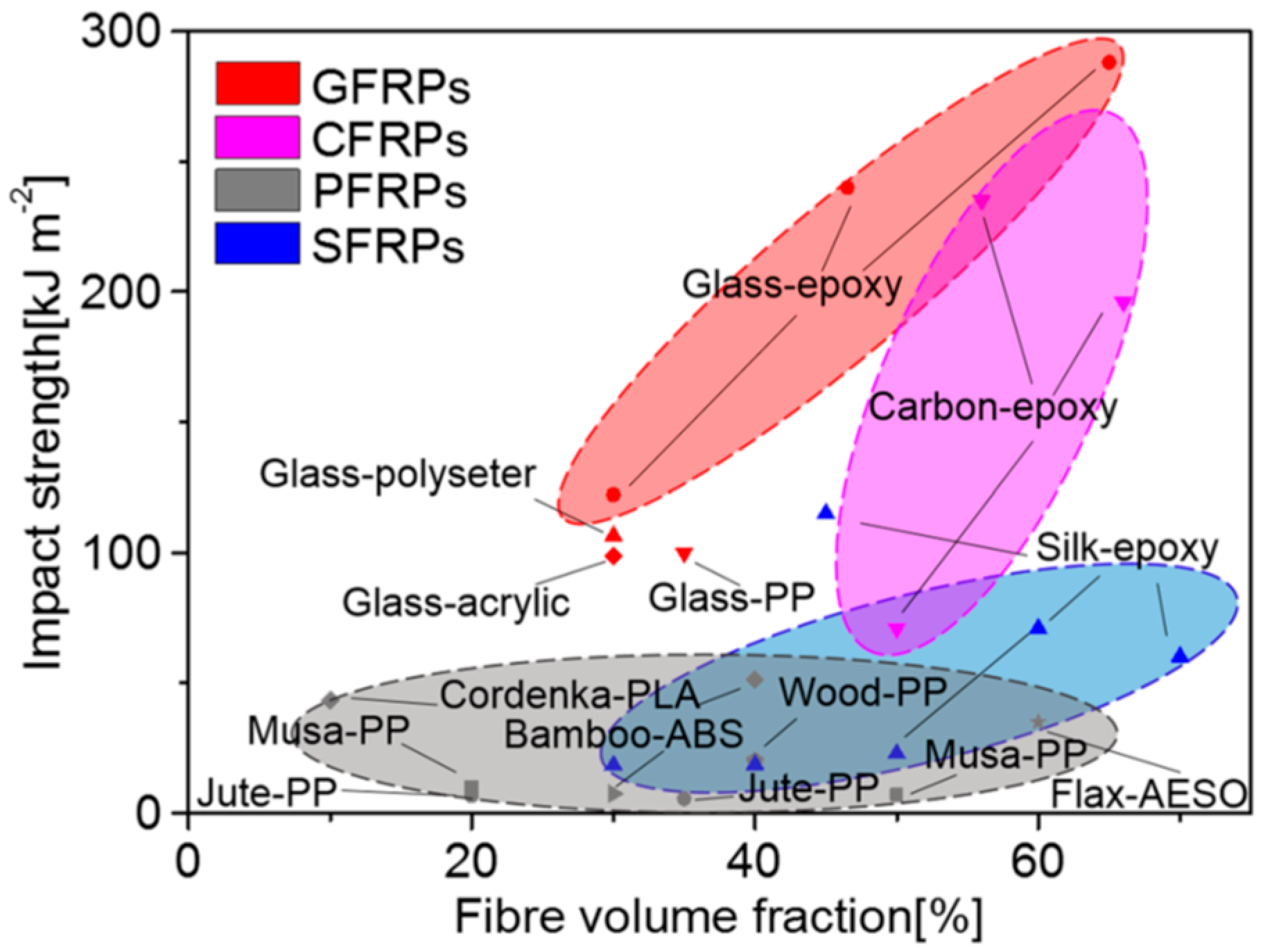
3.2. Reinforcement
- Thermoplastic Matrix + Glass Fibers
- Thermoset Matrix + Glass Fibers
- Thermoplastic Matrix + Carbon Fibers
- Thermoset Matrix + Carbon Fibers

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Type 1 | Market Share [%] | Cost Range [$/kg] | Tensile Strength [GPa] | Young’s Modulus [GPa] |
|---|---|---|---|---|
| E-Glass | ~70% | 1.3–2.6 | 3.45–3.5 | 72.5–73.5 |
| E-CR-Glass | 1.2–3 | 2–3.625 | 72.5–83 | |
| AR-Glass | 2.5–3 | 1.7–3.5 | 72–175 | |
| C-Glass | 1–2.5 | 3.3 | 69 | |
| A-Glass | 2–3 | 3.3 | 72 | |
| S/S-2-Glass | 16–26 | 4.6–4.9 | 86–89 | |
| R-Glass | 16–26 | 4.4 | 86 | |
| PAN Type Carbon | ~12% | 15–120 | 1.8–7.0 | 230–540 |
| HS Carbon | 20–120 | 3.31–5 | 228–248 | |
| IM Carbon | 25–120 | 4.1–6 | 265–320 | |
| HM Carbon | 25–120 | 1.52–2.41 | 393–483 | |
| UHM Carbon | 30–120 | 2.24 | 724 | |
| Basalt | ~11% | 5 | 4.84 | 89 |
| Aramid/Kevlar | ~7% | 15–30 | 2.6–3.4 | 55–127 |
4. Recycling Techniques
4.1. Mechanical Recycling
4.2. Thermal Recycling
4.3. Chemical Recycling
5. Effect of Recycling on Composite Properties, Regeneration and Future Applications
5.1. Properties of Recycled Carbon Fibers (rCF)
5.2. Properties of Recycled Glass Fibers (rGF) and Regeneration
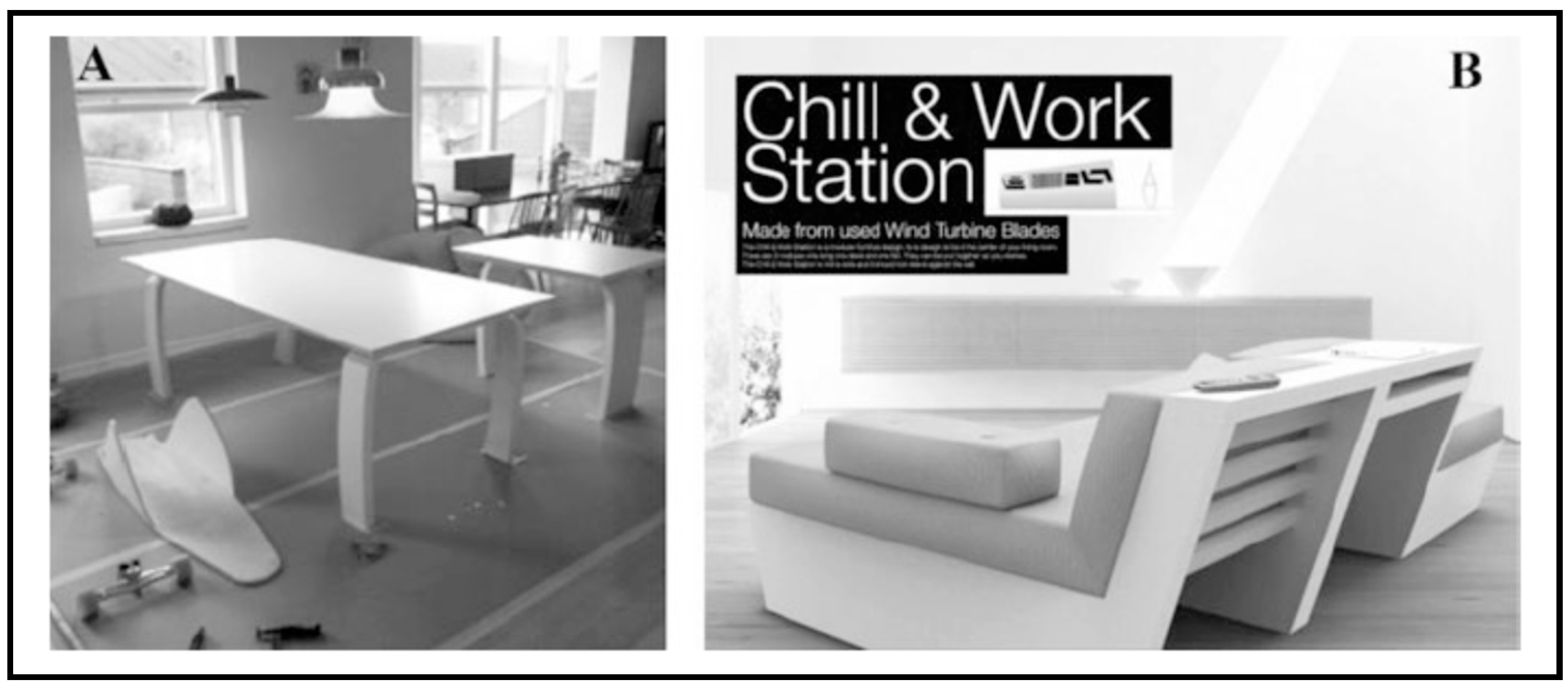
5.3. Future Trends and Possible End Products
6. Summary & Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References and Notes
- Amaechi, C.V.; Agbomerie, C.O.; Orok, E.O.; Ye, J. Economic Aspects of Fiber Reinforced Polymer Composite Recycling. In Encyclopedia of Renewable and Sustainable Materials; Elsevier BV: Oxford, UK, 2020; pp. 377–397. [Google Scholar]
- Suschem Materials Working Group. Polymer Composites Circularity. White Paper, Suschem. 2018. Available online: http://www.suschem.org/publications (accessed on 15 January 2021).
- Gharde, S.; Kandasubramanian, B. Mechanothermal and chemical recycling methodologies for the Fibre Reinforced Plastic (FRP). Environ. Technol. Innov. 2019, 14, 100311. [Google Scholar] [CrossRef]
- Shahan, Z. History of Wind Turbines. Renewable Energy World. 2014. Available online: https://www.renewableenergyworld.com/2014/11/21/history-of-wind-turbines/ (accessed on 12 December 2020).
- Hartman, D. Advances in reinforcement materials (glass fiber materials). In Proceedings of the Composites and Advanced Materials Expo (CAMX), Orlando, FL, USA, 13–16 October 2014; pp. 1–25. [Google Scholar]
- Echtermeyer, A.T.; Gagani, A.I.; Krauklis, A.E.; Mazan, T. Multiscale Modelling of Environmental Degradation—First Steps. In Continuum Mechanics with Eulerian Formulations of Constitutive Equations; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2017; Volume 244, pp. 135–149. [Google Scholar]
- Keprate, A.; Moslemian, R. Multiscale Damage Modelling of Composite Materials Using Bayesian Network. In Proceedings of the Lecture Notes in Civil Engineering; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2021; Volume 110, pp. 135–150. [Google Scholar]
- Rocha, I.; Van Der Meer, F.; Raijmaekers, S.; Lahuerta, F.; Nijssen, R.; Mikkelsen, L.P.; Sluys, L. A combined experimental/numerical investigation on hygrothermal aging of fiber-reinforced composites. Eur. J. Mech. A Solids 2019, 73, 407–419. [Google Scholar] [CrossRef]
- Krauklis, A.E.; Echtermeyer, A.T. Long-Term Dissolution of Glass Fibers in Water Described by Dissolving Cylinder Zero-Order Kinetic Model: Mass Loss and Radius Reduction. Open Chem. 2018, 16, 1189–1199. [Google Scholar] [CrossRef]
- Krauklis, A.E.; Gagani, A.I.; Echtermeyer, A.T. Near-Infrared Spectroscopic Method for Monitoring Water Content in Epoxy Resins and Fiber-Reinforced Composites. Materials 2018, 11, 586. [Google Scholar] [CrossRef] [PubMed]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- Overcash, M.; Twomey, J.; Asmatulu, E.; Vozzola, E.; Griffing, E. Thermoset composite recycling—Driving forces, development, and evolution of new opportunities. J. Compos. Mater. 2017, 52, 1033–1043. [Google Scholar] [CrossRef]
- WindEurope–Cefic–EuCIA. Accelerating Wind Turbine Blade Circularity. White Paper. May 2020. Available online: https://windeurope.org/wp-content/uploads/files/about-wind/reports/WindEurope-Accelerating-wind-turbine-blade-circularity.pdf (accessed on 11 November 2020).
- Belton, P. What Happens to All the Old Wind Turbines? BBC News: Business. 22 February 2020. Available online: https://www.bbc.com/news/business-51325101 (accessed on 17 December 2020).
- The International Air Transport Association (IATA). Helping Aircraft Decommissioning. 2020. Available online: https://www.iata.org/en/programs/environment/aircraft-decommissioning/ (accessed on 17 December 2020).
- Job, S. Recycling composites commercially. Reinf. Plast. 2014, 58, 32–38. [Google Scholar] [CrossRef]
- Liu, Y.; Farnsworth, M.; Tiwari, A. A review of optimisation techniques used in the composite recycling area: State-of-the-art and steps towards a research agenda. J. Clean. Prod. 2017, 140, 1775–1781. [Google Scholar] [CrossRef]
- Holmes, M. Recycled carbon fiber composites become a reality. Reinf. Plast. 2018, 62, 148–153. [Google Scholar] [CrossRef]
- Van der Woude, J. (EuCIA) Recycling, Status and Developments in Europe. In Proceedings of the International Glass Fiber Symposium, Aachen, Germany, 29–30 October 2018. [Google Scholar]
- Yang, Y.; Boom, R.; Irion, B.; Van Heerden, D.-J.; Kuiper, P.; De Wit, H. Recycling of composite materials. Chem. Eng. Process. Process. Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Chen, T.; Kazerooni, D.; Ju, L.; Okonski, D.A.; Baird, D.G. Development of Recyclable and High-Performance In Situ Hybrid TLCP/Glass Fiber Composites. J. Compos. Sci. 2020, 4, 125. [Google Scholar] [CrossRef]
- Samsung invests in recyclable composites. Reinf. Plast. 2015, 59, 70. [CrossRef]
- Amaechi, C.V.; Agbomerie, C.O.; Sotayo, A.; Wang, F.; Hou, X.; Ye, J.; Job, S. Recycling of Renewable Composite Materials in the Offshore Industry. In Encyclopedia of Renewable and Sustainable Materials; Elsevier BV: Amsterdam, The Netherlands, 2020; pp. 583–613. [Google Scholar]
- Gagani, A.I.; Krauklis, A.E.; Echtermeyer, A.T. Orthotropic fluid diffusion in composite marine structures. Experimental procedure, analytical and numerical modelling of plates, rods and pipes. Compos. Part A Appl. Sci. Manuf. 2018, 115, 196–205. [Google Scholar] [CrossRef]
- Rocha, I.; Parente, E.; De Melo, A.M.C. A hybrid shared/distributed memory parallel genetic algorithm for optimization of laminate composites. Compos. Struct. 2014, 107, 288–297. [Google Scholar] [CrossRef]
- Gagani, A.I.; Krauklis, A.; Echtermeyer, A.T. Anisotropic fluid diffusion in carbon fiber reinforced composite rods: Experimental, analytical and numerical study. Mar. Struct. 2018, 59, 47–59. [Google Scholar] [CrossRef]
- Starkova, O.; Aniskevich, A. Modelling of Moisture Sorption by Cfrp Rebars with Vinylester Matrix. Adv. Compos. Lett. 2004, 13. [Google Scholar] [CrossRef]
- Gagani, A.I.; Krauklis, A.E.; Sæter, E.; Vedvik, N.P.; Echtermeyer, A.T. A novel method for testing and determining ILSS for marine and offshore composites. Compos. Struct. 2019, 220, 431–440. [Google Scholar] [CrossRef]
- Rubino, F.; Nisticò, A.; Tucci, F.; Carlone, P. Marine Application of Fiber Reinforced Composites: A Review. J. Mar. Sci. Eng. 2020, 8, 26. [Google Scholar] [CrossRef]
- Inside Composites. 2020. Available online: https://www.insidecomposites.com/new-generation-ships-for-russian-navy/ (accessed on 22 December 2020).
- Jayalakshmi, C.G.; Inamdar, A.; Anand, A.; Kandasubramanian, B. Polymer matrix composites as broadband radar absorbing structures for stealth aircrafts. J. Appl. Polym. Sci. 2018, 136, 47241. [Google Scholar] [CrossRef]
- Marsh, G. What’s to be done with ‘spent’ wind turbine blades? Renew. Energy Focus 2017, 22, 20–23. [Google Scholar] [CrossRef]
- Liu, P.; Barlow, C.Y. Wind turbine blade waste in 2050. Waste Manag. 2017, 62, 229–240. [Google Scholar] [CrossRef] [PubMed]
- Financial Review. Johnson to Ban Gas Car Sales by 2030 in UK ‘Green Revolution’, Financial Review. 2020. Available online: https://www.afr.com/world/europe/boris-johnson-to-ban-gas-car-sales-by-2030-in-green-revolution-20201118-p56fnm (accessed on 17 December 2020).
- Wood, L. Global Composites Market Report 2019: $40.2 Billion Market Trends, Forecast and Competitive Analysis 2013–2018 & 2019–2024. Available online: https://www.globenewswire.com/fr/news-release/2019/04/12/1803326/0/en/Global-Composites-Market-Report-2019-40-2-Billion-Market-Trends-Forecast-and-Competitive-Analysis-2013-2018-2019-2024.html (accessed on 15 January 2021).
- Naqvi, S.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef]
- Zabihi, O.; Ahmadi, M.; Liu, C.; Mahmoodi, R.; Li, Q.; Ferdowsi, M.R.G.; Naebe, M. A Sustainable Approach to the Low-Cost Recycling of Waste Glass Fibres Composites towards Circular Economy. Sustainability 2020, 12, 641. [Google Scholar] [CrossRef]
- Thomason, J.L.; Nagel, U.; Yang, L.; Sáez, E. Regenerating the strength of thermally recycled glass fibres using hot sodium hydroxide. Compos. Part A Appl. Sci. Manuf. 2016, 87, 220–227. [Google Scholar] [CrossRef]
- Thomason, J.L.; Jenkins, P.G.; Yang, L. Glass Fibre Strength—A Review with Relation to Composite Recycling. Fibers 2016, 4, 18. [Google Scholar] [CrossRef]
- Jacob, A. Recycling composites. Reinf. Plast. 2011, 55, 3. [Google Scholar] [CrossRef]
- Jacob, A. Composites can be recycled. Reinf. Plast. 2011, 55, 45–46. [Google Scholar] [CrossRef]
- Alabiso, W.; Schlögl, S. The Impact of Vitrimers on the Industry of the Future: Chemistry, Properties and Sustainable Forward-Looking Applications. Polymers 2020, 12, 1660. [Google Scholar] [CrossRef]
- Kasper, A. Recycling composites: FAQs. Reinf. Plast. 2008, 52, 39. [Google Scholar] [CrossRef]
- Kmetty, Á.; Bárány, T.; Karger-Kocsis, J. Self-reinforced polymeric materials: A review. Prog. Polym. Sci. 2010, 35, 1288–1310. [Google Scholar] [CrossRef]
- Montarnal, D.; Capelot, M.; Tournilhac, F.; Leibler, L. Silica-Like Malleable Materials from Permanent Organic Networks. Science 2011, 334, 965–968. [Google Scholar] [CrossRef] [PubMed]
- Shi, Q.; Yu, K.; Kuang, X.; Mu, X.; Dunn, C.K.; Dunn, M.L.; Wang, T.; Qi, H.J. Recyclable 3D printing of vitrimer epoxy. Mater. Horizons 2017, 4, 598–607. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Recycling Waste Tires into Ground Tire Rubber (GTR)/Rubber Compounds: A Review. J. Compos. Sci. 2020, 4, 103. [Google Scholar] [CrossRef]
- Lapkovskis, V.; Mironov, V.; Kasperovich, A.; Myadelets, V.; Goljandin, D. Crumb Rubber as a Secondary Raw Material from Waste Rubber: A Short Review of End-Of-Life Mechanical Processing Methods. Recycle 2020, 5, 32. [Google Scholar] [CrossRef]
- Sambucci, M.; Marini, D.; Sibai, A.; Valente, M. Preliminary Mechanical Analysis of Rubber-Cement Composites Suitable for Additive Process Construction. J. Compos. Sci. 2020, 4, 120. [Google Scholar] [CrossRef]
- EURECOMP (Recycling Thermoset Composites of the SST). Final Report Summary; EURECOMP: Brussels, Belgium, 2012. [Google Scholar]
- EuCIA—European Composites Industry Association. Market Report; EuCIA: Brussels, Belgium, 2018. [Google Scholar]
- Shama Rao, N.; Simha, T.G.A.; Rao, K.P.; Ravi Kumar, G.V.V. Carbon Composites are Becoming Competitive and Cost Effective. White Paper, 2018. [Google Scholar]
- ECC Fabrics, Fabrics for Composites. Available online: https://www.ecc-fabrics.com/fileadmin/user_upload/Carbon_HM-IM.pdf (accessed on 23 December 2020).
- Technica, New Textiles. The Market for Composites. Available online: http://www.technica.net/NT/NT1/compositii.htm (accessed on 5 December 2020).
- 3B Fibreglass, E-Glass. Available online: https://www.3b-fibreglass.com/3b-e-glass (accessed on 5 December 2020).
- AZO Materials. Available online: https://www.azom.com (accessed on 5 December 2020).
- Krauklis, A.E.; Gagani, A.I.; Vegere, K.; Kalnina, I.; Klavins, M.; Echtermeyer, A.T. Dissolution Kinetics of R-Glass Fibres: Influence of Water Acidity, Temperature, and Stress Corrosion. Fibers 2019, 7, 22. [Google Scholar] [CrossRef]
- Echtermeyer, A.T.; Krauklis, A.E.; Gagani, A.I.; Sæter, E. Zero Stress Aging of Glass and Carbon Fibers in Water and Oil—Strength Reduction Explained by Dissolution Kinetics. Fibers 2019, 7, 107. [Google Scholar] [CrossRef]
- FINAL Advanced Materials, Basalt Fibre. Available online: https://www.final-materials.com/gb/297-basalt-fibre (accessed on 5 December 2020).
- Wallenberger, F.T.; Bingham, P.A. Fiberglass and Glass Technology: Energy-Friendly Compositions and Applications; Springer: Berlin/Heidelberg, Germany, 2009; p. 211. ISBN 978-1-4419-0735-6. [Google Scholar]
- Buddy Rhodes, Alkali Resistant AR-Glass. Available online: https://www.buddyrhodes.com/alkali-resistant-ar-glass-fiber (accessed on 5 December 2020).
- Derombise, G.; Van Schoors, L.V.; Davies, P. Degradation of aramid fibers under alkaline and neutral conditions: Relations between the chemical characteristics and mechanical properties. J. Appl. Polym. Sci. 2010, 116, 2504–2514. [Google Scholar] [CrossRef]
- Prince-Lund Engineering, Glass Fiber Differences and Properties. Available online: https://www.princelund.com/glass-fiber.html (accessed on 5 December 2020).
- Exel Composites, Reinforcements. Available online: https://exelcomposites.com/guide-to-composites/reinforcements/ (accessed on 7 December 2020).
- CompositesWorld NetComposites, Glass Fibre. Available online: https://netcomposites.com/guide/reinforcements/glass-fibre/ (accessed on 5 December 2020).
- 3B Fibreglass, HiPer-Tex the High Performance Fiber. Available online: https://www.3b-fibreglass.com/HiPer-tex (accessed on 6 November 2020).
- Bader, M.G. Selection of composite materials and manufacturing routes for cost-effective performance. Compos. Part A Appl. Sci. Manuf. 2002, 33, 913–934. [Google Scholar] [CrossRef]
- Grand View Research. Fiber Reinforced Polymer (FRP) Composites Market Analysis by Fiber Type (Glass, Carbon, Basalt, Aramid), By Application (Automotive, Construction, Electronic, Defense), By Region, and Segment Forecasts, 2018–2025. Report ID: GVR-2-68038-006-4; 2017; Available online: https://www.grandviewresearch.com/industry-analysis/fiber-reinforced-polymer-frp-composites-market (accessed on 24 December 2020).
- Bashir, S.T.; Yang, L.; Liggat, J.J.; Thomason, J.L. Kinetics of dissolution of glass fibre in hot alkaline solution. J. Mater. Sci. 2018, 53, 1710–1722. [Google Scholar] [CrossRef]
- Research and Markets. E-CR Glass Fibers—A Global Market Overview, Report ID: 4662789; Research and Markets: Dublin 8, Ireland, 2018.
- Yang, K.; Wu, S.; Guan, J.; Shao, Z.; Ritchie, R.O. Enhancing the Mechanical Toughness of Epoxy-Resin Composites Using Natural Silk Reinforcements. Sci. Rep. 2017, 7, 11939. [Google Scholar] [CrossRef] [PubMed]
- Lamberti, F.M.; Román-Ramírez, L.A.; Wood, J. Recycling of Bioplastics: Routes and Benefits. J. Polym. Environ. 2020, 28, 2551–2571. [Google Scholar] [CrossRef]
- Recycled Carbon Fibre Ltd. Converting Composite Waste into High Quality Reusable Carbon Fibre. Available online: http://www.recycledcarbonfibre.com (accessed on 23 December 2020).
- Bos, G. EU waste legislation and the composites industry. In Proceedings of the Seminar on Recycling of Composite Materials, IFP SICOMP, Molndal, Sweden, 14–15 May 2002. [Google Scholar]
- Rybicka, J.; Tiwari, A.; Leeke, G.A. Technology readiness level assessment of composites recycling technologies. J. Clean. Prod. 2016, 112, 1001–1012. [Google Scholar] [CrossRef]
- Asmatulu, E.; Twomey, J.; Overcash, M. Recycling of fiber-reinforced composites and direct structural composite recycling concept. J. Compos. Mater. 2013, 48, 593–608. [Google Scholar] [CrossRef]
- Gopalraj, S.K.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2, 1–21. [Google Scholar] [CrossRef]
- Nakamura, H.; Kajikawa, Y.; Suzuki, S. Multi-level perspectives with technology readiness measures for aviation innovation. Sustain. Sci. 2012, 8, 87–101. [Google Scholar] [CrossRef]
- Van Oudheusden, A. Recycling of Composite Materials. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2019. Available online: http://resolver.tudelft.nl/uuid:0749ed5c-7aeb-4275-abee-0f904a08ea4d (accessed on 21 December 2020).
- Pickering, S. Recycling technologies for thermoset composite materials—current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Palmer, J.; Ghita, O.R.; Savage, L.; Evans, K. Successful closed-loop recycling of thermoset composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Nekouei, R.K.; Pahlevani, F.; Rajarao, R.; Golmohammadzadeh, R.; Sahajwalla, V. Two-step pre-processing enrichment of waste printed circuit boards: Mechanical milling and physical separation. J. Clean. Prod. 2018, 184, 1113–1124. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, G.; Hao, J.; He, Y.; Zhang, T.; Yang, X. Morphology, mineralogy and separation characteristics of nonmetallic fractions from waste printed circuit boards. J. Clean. Prod. 2018, 170, 1501–1507. [Google Scholar] [CrossRef]
- Wong, K.; Rudd, C.; Pickering, S.; Liu, X. Composites recycling solutions for the aviation industry. Sci. China Ser. E Technol. Sci. 2017, 60, 1291–1300. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed]
- Muo, P.; Layiding, W.; Xiang, N.; Gao, J.; Duan, G. A physical process for recycling and reusing waste printed circuit boards. In Proceedings of the IEEE International Symposium on Electronics and the Environment, 2004, Conference Record, 2004; Institute of Electrical and Electronics Engineers (IEEE), Scottsdale, AZ, USA, 10–13 May 2004; pp. 237–242. [Google Scholar]
- Castro, A.C.M.; Carvalho, J.; Ribeiro, M.C.S.; Meixedo, J.P.; Silva, F.J.; Fiúza, A.; Dinis, M.D.L. An integrated recycling approach for GFRP pultrusion wastes: Recycling and reuse assessment into new composite materials using Fuzzy Boolean Nets. J. Clean. Prod. 2014, 66, 420–430. [Google Scholar] [CrossRef]
- Kočevar, G.; Kržan, A. Recycling of an acrylate–glass fiber reinforced polyester composite. J. Mater. Cycles Waste Manag. 2017, 20, 1106–1114. [Google Scholar] [CrossRef]
- Li, H.; Englund, K. Recycling of carbon fiber-reinforced thermoplastic composite wastes from the aerospace industry. J. Compos. Mater. 2016, 51, 1265–1273. [Google Scholar] [CrossRef]
- Shuaib, N.A.; Mativenga, P.T. Energy demand in mechanical recycling of glass fibre reinforced thermoset plastic composites. J. Clean. Prod. 2016, 120, 198–206. [Google Scholar] [CrossRef]
- Howarth, J.; Mareddy, S.S.; Mativenga, P.T. Energy intensity and environmental analysis of mechanical recycling of carbon fibre composite. J. Clean. Prod. 2014, 81, 46–50. [Google Scholar] [CrossRef]
- Rodrigues, G.G.M.; De Paiva, J.M.F.; Carmo, J.B.D.; Botaro, V.R. Recycling of carbon fibers inserted in composite of DGEBA epoxy matrix by thermal degradation. Polym. Degrad. Stab. 2014, 109, 50–58. [Google Scholar] [CrossRef]
- Dong, P.A.V.; Azzaro-Pantel, C.; Cadene, A.-L. Economic and environmental assessment of recovery and disposal pathways for CFRP waste management. Resour. Conserv. Recycl. 2018, 133, 63–75. [Google Scholar] [CrossRef]
- Yang, L.; Sáez, E.; Nagel, U.; Thomason, J. Can thermally degraded glass fibre be regenerated for closed-loop recycling of thermosetting composites? Compos. Part A Appl. Sci. Manuf. 2015, 72, 167–174. [Google Scholar] [CrossRef]
- Nagel, U.; Yang, L.; Kao, C.C.; Thomason, J.L. Effects of Thermal Recycling Temperatures on the Reinforcement Potential of Glass Fibers. Polym. Compos. 2018, 39, 1032–1040. [Google Scholar] [CrossRef]
- Pender, K.; Yang, L. Investigation of the potential for catalysed thermal recycling in glass fibre reinforced polymer composites by using metal oxides. Compos. Part A Appl. Sci. Manuf. 2017, 100, 285–293. [Google Scholar] [CrossRef]
- Jody, B.J.; Pomykala, J.A.; Daniels, E.J.; Greminger, J.L. A process to recover carbon fibers from polymer-matrix composites in end-of-life vehicles. JOM 2004, 56, 43–47. [Google Scholar] [CrossRef]
- Van De Werken, N.; Reese, M.S.; Taha, M.R.; Tehrani, M. Investigating the effects of fiber surface treatment and alignment on mechanical properties of recycled carbon fiber composites. Compos. Part A Appl. Sci. Manuf. 2019, 119, 38–47. [Google Scholar] [CrossRef]
- Xiao, B.; Zaima, T.; Shindo, K.; Kohira, T.; Morisawa, J.; Wan, Y.; Yin, G.; Ohsawa, I.; Takahashi, J. Characterization and elastic property modeling of discontinuous carbon fiber reinforced thermoplastics prepared by a carding and stretching system using treated carbon fibers. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105598. [Google Scholar] [CrossRef]
- Nie, W.; Liu, J.; Liu, W.; Wang, J.; Tang, T. Decomposition of waste carbon fiber reinforced epoxy resin composites in molten potassium hydroxide. Polym. Degrad. Stab. 2015, 111, 247–256. [Google Scholar] [CrossRef]
- Carbon, T.C.G. Available online: http://www.carbontcg.com (accessed on 7 December 2020).
- Maxime, L. Recycling Carbon Fibre Reinforced Composites: A Market and Environmental Assessment, Paper. 2014. Available online: http://digitool.Library.McGill.CA:80/R/-?func=dbin-jump-full&object_id=132167&silo_library=GEN01 (accessed on 2 December 2020).
- Bachmann, J.; Hidalgo, C.; Bricout, S. Environmental analysis of innovative sustainable composites with potential use in aviation sector—A life cycle assessment review. Sci. China Ser. E Technol. Sci. 2017, 60, 1301–1317. [Google Scholar] [CrossRef]
- Chu, S.; Majumdar, A. Opportunities and challenges for a sustainable energy future. Nat. Cell Biol. 2012, 488, 294–303. [Google Scholar] [CrossRef]
- Ec.europa.eu. End of Life Vehicles—Waste—Environment—European Commission. 2020. Available online: https://ec.europa.eu/environment/waste/elv/index.htm (accessed on 21 April 2020).
- Perry, N.; Pompidou, S.; Mantaux, O.; Gillet, A. Composite Fiber Recovery: Integration into a Design for Recycling Approach; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2014; pp. 281–296. [Google Scholar]
- Bernard, A.; Ammar-Khodja, S.; Perry, N.; Laroche, F. Virtual engineering based on knowledge integration. Virtual Phys. Prototyp. 2007, 2, 137–154. [Google Scholar] [CrossRef]
- Boothroyd, G.; Alting, L. Design for Assembly and Disassembly. CIRP Ann. 1992, 41, 625–636. [Google Scholar] [CrossRef]
- Aymonier, C.; Loppinet-Serani, A.; Reveron, H.; Garrabos, Y.; Cansell, F. Review of supercritical fluids in inorganic materials science. J. Supercrit. Fluids 2006, 38, 242–251. [Google Scholar] [CrossRef]
- Loppinet-Serani, A.; Aymonier, C.; Cansell, F. Supercritical water for environmental technologies. J. Chem. Technol. Biotechnol. 2010, 85, 583–589. [Google Scholar] [CrossRef]
- Kromm, F.; Lorriot, T.; Coutand, B.; Harry, R.; Quenisset, J. Tensile and creep properties of ultra high molecular weight PE fibres. Polym. Test. 2003, 22, 463–470. [Google Scholar] [CrossRef]
- Laurin, F. Approche Multiéchelle des Mécanismes de Ruine Progressive des Matériaux Stratifiés et Analyse de la Tenue de Structures Composites. Ph.D. Thesis, Univ de Franche-Comté, Vesoul, France, 2005. [Google Scholar]
- Meng, F. Environmental and Cost Analysis of Carbon Fibre Composites Recycling. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2017. [Google Scholar]
- Puleston, D.J.; Forster, I.J. (Avery Dennison RFID Division) The Test Pyramid: A Framework for Consistent Evaluation of RFID Tags from Design and Manufacture to End Use. Paper. 2010. Available online: https://www.rfidjournal.com/wp-content/uploads/2019/07/76.pdf (accessed on 23 December 2020).
- Ladevèze, P.; Puel, G.; Romeuf, T. Lack of knowledge in structural model validation. Comput. Methods Appl. Mech. Eng. 2006, 195, 4697–4710. [Google Scholar] [CrossRef][Green Version]
- Meiners, D.; Eversmann, B. Recycling von Carbonfasern; Thome-Kozmiensky, J.K., Goldmann, D., Eds.; TK-Verlag Recycling und Rohstoffe: Neuruppin, Germany, 2014; ISBN 978-3-944310-09-1. [Google Scholar]
- Market Research Future. Global Recycled Carbon Fiber Market Research Report: Information by Type (Non-Woven Mats, Milled Carbon Fiber and Chopped Carbon Fiber), End-Use Industry (Automotive, Aerospace & Defence, Wind Energy, Sports and Others) and Region (Asia-Pacific, North America, Europe, Middle East & Africa and Latin America)—Forecast till 2027. Report ID: MRFR/CnM/8168-HCR; 2020; Available online: https://www.marketresearchfuture.com/reports/recycled-carbon-fiber-market-9646 (accessed on 24 December 2020).
- He, D.; Soo, V.K.; Kim, H.C.; Compston, P.; Doolan, M. Comparative life cycle energy analysis of carbon fibre pre-processing, processing and post-processing recycling methods. Resour. Conserv. Recycl. 2020, 158, 104794. [Google Scholar] [CrossRef]
- ELG Carbon Fibre, Ltd. Recycled Carbon Fibre as an Enabler for Cost Effective Lightweight Structures. In Global Automo-tive Lightweight Materials (GALM); ELG Carbon Fibre Ltd.: Detroit, MI, USA, 2016. [Google Scholar]
- Bledzki, A.K.; Seidlitz, H.; Krenz, J.; Goracy, K.; Urbaniak, M.; Rösch, J.J. Recycling of Carbon Fiber Reinforced Composite Polymers—Review—Part 2: Recovery and Application of Recycled Carbon Fibers. Polymers 2020, 12, 3003. [Google Scholar] [CrossRef]
- Dauguet, M.; Mantaux, O.; Perry, N.; Zhao, Y.F. Recycling of CFRP for High Value Applications: Effect of Sizing Removal and Environmental Analysis of the SuperCritical Fluid Solvolysis. Procedia CIRP 2015, 29, 734–739. [Google Scholar] [CrossRef]
- Prinçaud, M.; Aymonier, C.; Loppinet-Serani, A.; Perry, N.; Sonnemann, G. Environmental Feasibility of the Recycling of Carbon Fibers from CFRPs by Solvolysis Using Supercritical Water. ACS Sustain. Chem. Eng. 2014, 2, 1498–1502. [Google Scholar] [CrossRef]
- Meng, F.; McKechnie, J.; Turner, T.; Pickering, S. Energy and environmental assessment and reuse of fluidised bed recycled carbon fibres. Compos. Part A Appl. Sci. Manuf. 2017, 100, 206–214. [Google Scholar] [CrossRef]
- Lester, E.; Kingman, S.; Wong, K.H.; Rudd, C.; Pickering, S.; Hilal, N. Microwave heating as a means for carbon fibre recovery from polymer composites: A technical feasibility study. Mater. Res. Bull. 2004, 39, 1549–1556. [Google Scholar] [CrossRef]
- Hagnell, M.; Åkermo, M. The economic and mechanical potential of closed loop material usage and recycling of fibre-reinforced composite materials. J. Clean. Prod. 2019, 223, 957–968. [Google Scholar] [CrossRef]
- Elhringer, K. Sustainability assessment of composite materials valorization: Case of CFRP (Carbon Fibre Reinforced Plastic). In Proceedings of the 2nd International Conference WASTES, Braga, Portugal, 11–13 September 2013. [Google Scholar]
- Knight, C.C. Recycling High-Performance Carbon Fiber Reinforced Polymer Composites Using Sub-Critical and Super-critical Water. Ph.D. Thesis, The Florida State University, Tallahassee, FL, USA, 2013. [Google Scholar]
- Okajima, I.; Hiramatsu, M.; Shimamura, Y.; Awaya, T.; Sako, T. Chemical recycling of carbon fiber reinforced plastic using supercritical methanol. J. Supercrit. Fluids 2014, 91, 68–76. [Google Scholar] [CrossRef]
- Liu, P.; Meng, F.; Barlow, C.Y. Wind turbine blade end-of-life options: An eco-audit comparison. J. Clean. Prod. 2019, 212, 1268–1281. [Google Scholar] [CrossRef]
- Ogi, K.; Nishikawa, T.; Okano, Y.; Taketa, I. Mechanical properties of ABS resin reinforced with recycled CFRP. Adv. Compos. Mater. 2007, 16, 181–194. [Google Scholar] [CrossRef]
- Yip, H.L.H.; Pickering, S.J.; Rudd, C.D. Characterisation of carbon fibres recycled from scrap composites using fluidised bed process. Plast. Rubber Compos. 2002, 31, 278–282. [Google Scholar] [CrossRef]
- Onwudili, J.A.; Insura, N.; Williams, P.T. Autoclave pyrolysis of carbon reinforced composite plastic waste for carbon fibre and chemicals recovery. J. Energy Inst. 2013, 86, 227–232. [Google Scholar] [CrossRef]
- Pakdel, E.; Kashi, S.; Varley, R.; Wang, X. Recent progress in recycling carbon fibre reinforced composites and dry carbon fibre wastes. Resour. Conserv. Recycl. 2020, 105340, 105340. [Google Scholar] [CrossRef]
- Nahil, M.A.; Wu, C. Recycling of carbon fibre reinforced polymeric waste for the production of activated carbon fibres. J. Anal. Appl. Pyrolysis 2011, 91, 67–75. [Google Scholar] [CrossRef]
- Jiang, G.; Pickering, S.; Lester, E.; Turner, T.; Wong, K.; Warrior, N. Characterisation of carbon fibres recycled from carbon fibre/epoxy resin composites using supercritical n-propanol. Compos. Sci. Technol. 2009, 69, 192–198. [Google Scholar] [CrossRef]
- Yuyan, L.; Guohua, S.; Linghui, M. Recycling of carbon fibre reinforced composites using water in subcritical conditions. Mater. Sci. Eng. A 2009, 520, 179–183. [Google Scholar] [CrossRef]
- Okajima, I.; Hiramatsu, M.; Shimamura, Y.; Awaya, T.; Sako, T. Chemical recycling of carbon fiber reinforced plastic using supercritical alcohol. J. Adv. Res. Phys. 2012, 3, 1–4. [Google Scholar]
- Jiang, J.; Deng, G.; Chen, X.; Gao, X.; Guo, Q.; Xu, C.; Zhou, L. On the successful chemical recycling of carbon fiber/epoxy resin composites under the mild condition. Compos. Sci. Technol. 2017, 151, 243–251. [Google Scholar] [CrossRef]
- Weh, A. Final Report Summary—SELFRAG CFRP (High Voltage Pulse Fragmentation Technology to Recycle Fi-bre-Reinforced Composites). Project SELFRAG AG Final Report. 2014. Available online: https://cordis.europa.eu/project/id/323454 (accessed on 24 December 2020).
- Kennerley, J. Recycling Fibers Recovered from Composite Materials Using a Fluidised Bed Process. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 1998. [Google Scholar]
- Korwin-Edson, M.L.; Hofmann, D.A.; McGinnis, P.B. Strength of High Performance Glass Reinforcement Fiber. Int. J. Appl. Glas. Sci. 2012, 3, 107–121. [Google Scholar] [CrossRef]
- Wu, C.; Cunliffe, A.; Jones, N. Recovery of value-added products from the pyrolytic recycling of glass-fibre-reinforced composite plastic waste. J. Energy Inst. 2005, 78, 51–61. [Google Scholar] [CrossRef]
- Donald, I.W. Methods for improving the mechanical properties of oxide glasses. J. Mater. Sci. 1989, 24, 4177–4208. [Google Scholar] [CrossRef]
- Li, J.; Xu, P.-L.; Zhu, Y.-K.; Ding, J.-P.; Xue, L.-X.; Wang, Y.-Z. A promising strategy for chemical recycling of carbon fiber/thermoset composites: Self-accelerating decomposition in a mild oxidative system. Green Chem. 2012, 14, 3260–3263. [Google Scholar] [CrossRef]
- Zhu, J.-H.; Chen, P.-Y.; Su, M.; Pei, C.; Xing, F. Recycling of carbon fibre reinforced plastics by electrically driven heterogeneous catalytic degradation of epoxy resin. Green Chem. 2019, 21, 1635–1647. [Google Scholar] [CrossRef]
- Sun, H.; Guo, G.; Memon, S.A.; Xu, W.; Zhang, Q.; Zhu, J.-H.; Xing, F. Recycling of carbon fibers from carbon fiber reinforced polymer using electrochemical method. Compos. Part A Appl. Sci. Manuf. 2015, 78, 10–17. [Google Scholar] [CrossRef]
- Palmer, J.A.T. Mechanical Recycling of Automotive Composites for Use as Reinforcement in Thermoset Composites. Ph.D. Thesis, University of Exeter, Exeter, UK, 2009. [Google Scholar]
- Pickering, S.; Kelly, R.; Kennerley, J.; Rudd, C.; Fenwick, N. A fluidised-bed process for the recovery of glass fibres from scrap thermoset composites. Compos. Sci. Technol. 2000, 60, 509–523. [Google Scholar] [CrossRef]
- Cunliffe, A.M.; Jones, N.; Williams, P.T. Pyrolysis of composite plastic waste. Environ. Technol. 2003, 24, 653–663. [Google Scholar] [CrossRef]
- Oliveux, G.; Bailleul, J.-L.; Salle, E.L.G.L. Chemical recycling of glass fibre reinforced composites using subcritical water. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1809–1818. [Google Scholar] [CrossRef]
- Kao, C.; Ghita, O.R.; Hallam, K.R.; Heard, P.J.; Evans, K. Mechanical studies of single glass fibres recycled from hydrolysis process using sub-critical water. Compos. Part A Appl. Sci. Manuf. 2012, 43, 398–406. [Google Scholar] [CrossRef]
- Shyng, Y.T.; Ghita, O. Fragmentation analysis of glass fibres recovered from hydrolysis processes. In Proceedings of the 19th International Conference on Composite Materials, Montreal, QC, Canada, 28 July–2 August 2013. [Google Scholar]
- Rouholamin, D.; Shyng, Y.T.; Savage, L.; Ghita, O. A comparative study into mechanical performance of glass fibres recov-ered through mechanical grinding and high voltage pulse power fragmentation. In Proceedings of the ECCM16-16th European Conference on Composite Materials, Seville, Spain, 22–26 June 2014. [Google Scholar]
- BMW. Cooperation in the Recycling of Carbon Fibres between the BMW Group and Boeing. 2012. Available online: www.press.bmwgroup.com/deutschland/article/detail/T0135185DE/bmw-group-und-boeing-vereinbaren-zusammenarbeit-beim-recycling-von-carbonfasern (accessed on 23 December 2020).
- Jacob, A. BMW Begins Series Production of i3 Electric Car. Reinf. Plast. 2013, 57, 6. Available online: https://www.materialstoday.com/composite-applications/news/bmw-begins-series-production-of-i3-electric-car/ (accessed on 24 December 2020).
- Ogale, A.; Weimer, C.; Grieser, T.; Mitschang, P. Textile Halbzeuge. In Handbuch Verbundwerkstoffe; Carl Hanser Verlag: Bavaria, Germany, 2014; pp. 73–93. [Google Scholar]
- Türrahmen aus SMC für Mittelklassewagen. 2017. Available online: www.kunststoffe.de/produkte/uebersicht/beitrag/erster-tuerrahmen-aus-smc-cfk-wirdmassentauglich-3416820.html (accessed on 22 December 2020).
- BMW i Production CFRP Wackersdorf: Carbon Fiber Recycling Material for the Use in the BMW i3. 2013. Available online: www.press.bmwgroup.com/global/photo/detail/P90125888 (accessed on 23 December 2020).
- Beauson, J.; Brøndsted, P. Wind Turbine Blades: An End of Life Perspective; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2016; pp. 421–432. [Google Scholar]
- Suhail, R.; Chen, J.-F.; Gentry, R.; Taristro-Hart, B.; Xue, Y.; Bank, L.C. Analysis and Design of a Pedestrian Bridge with De-commissioned FRP Windblades and Concrete. In Proceedings of the FRPRCS14, Belfast, UK, 4–7 June 2019; Available online: https://www.re-wind.info/s/Suhail-et-al-FRPRCS14-paper-176F-2019.pdf (accessed on 23 December 2020).
- Psomopoulos, C.S.; Kalkanis, K.; Kaminaris, S.; Ioannidis, G.C.; Pachos, P. A Review of the Potential for the Recovery of Wind Turbine Blade Waste Materials. Recycle 2019, 4, 7. [Google Scholar] [CrossRef]
- DNV GL Standard, Lifetime Extension of Wind Turbines, DNVGL-ST-0262. 2016. Available online: https://rules.dnvgl.com/docs/pdf/DNVGL/ST/2016-03/DNVGL-ST-0262.pdf (accessed on 15 January 2021).
- DNV GL Standard, Composite Components, DNVGL-ST-C501. 2019. Available online: https://global.ihs.com/doc_detail.cfm?document_name=DNVGL%2DST%2DC501&item_s_key=00731808 (accessed on 15 January 2021).
- Axthelm, W. Intelligent recycling of (CFRP) rotor blades is still a challenge. JEC Compos. Mag. 2019, 127, 29–31. Available online: https://www.ihofmann.com/wp-content/uploads/2020/04/JCM127_2019.pdf (accessed on 24 December 2020).
- Composites World. The State of Recycled Carbon Fiber. 2019. Available online: www.compositesworld.com/articles/the-state-of-recycled-carbon-fiber (accessed on 7 December 2020).
- Simple Flying. What Happens to Waste Carbon Fiber from the Aviation Industry? 2020. Available online: https://simpleflying.com/aviation-waste-carbon-fibre-fate/ (accessed on 20 December 2020).
- Composites World. Recycled Carbon Fiber on the Rails. 2020. Available online: www.compositesworld.com/articles/recycled-carbon-on-the-rails (accessed on 17 December 2020).








| Method | Advantages | Disadvantages |
|---|---|---|
| Pyrolysis |
|
|
| Solvolysis |
|
|
| Supercritical Solvolysis |
|
|
| EoL Options | Retained Tensile Strength of Recycled Fiber Compared to Virgin Fiber [%] | Reference |
|---|---|---|
| Mechanical | ~50% (*) | [130] |
| Fluidized-bed process | ~75% | [124,131] |
| Pyrolysis | 36–93%; typically, ~80% or less | [132,133,134] |
| Microwave Assisted Pyrolysis | ~80% | [124] |
| Chemical | 90–98%; typically, ~95% or less | [133,135,136,137,138] |
| High Voltage Fragmentation | ~83% (**) | [139] |
| Property | Virgin CF | Recycled CF | Property Retained [%] |
|---|---|---|---|
| Tensile strength, GPa | 4.07 ± 0.73 | 3.89 ± 0.75 | ca. 96 |
| Elastic modulus, GPa | 179.27 ± 12.5 | 173.79 ± 15 | ca. 97 |
| Strain-at-break, % | 2.36 ± 0.45 | 2.28 ± 0.45 | ca. 97 |
| EoL Options | Retained Tensile Strength of Recycled Fiber Compared to Virgin Fiber [%] | Reference |
|---|---|---|
| Mechanical | ~78% | [147] |
| Fluidized-bed process | ~50% | [148] |
| Pyrolysis | ~52% | [149] |
| Microwave Assisted Pyrolysis | ~52% (**) | n/a |
| Chemical | ~58% | [150,151,152] |
| High Voltage Fragmentation | ~88% | [153] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s. J. Compos. Sci. 2021, 5, 28. https://doi.org/10.3390/jcs5010028
Krauklis AE, Karl CW, Gagani AI, Jørgensen JK. Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s. Journal of Composites Science. 2021; 5(1):28. https://doi.org/10.3390/jcs5010028
Chicago/Turabian StyleKrauklis, Andrey E., Christian W. Karl, Abedin I. Gagani, and Jens K. Jørgensen. 2021. "Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s" Journal of Composites Science 5, no. 1: 28. https://doi.org/10.3390/jcs5010028
APA StyleKrauklis, A. E., Karl, C. W., Gagani, A. I., & Jørgensen, J. K. (2021). Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s. Journal of Composites Science, 5(1), 28. https://doi.org/10.3390/jcs5010028