Droplet Spreading on Unidirectional Fiber Beds




Abstract
:1. Introduction
2. Materials and Methods
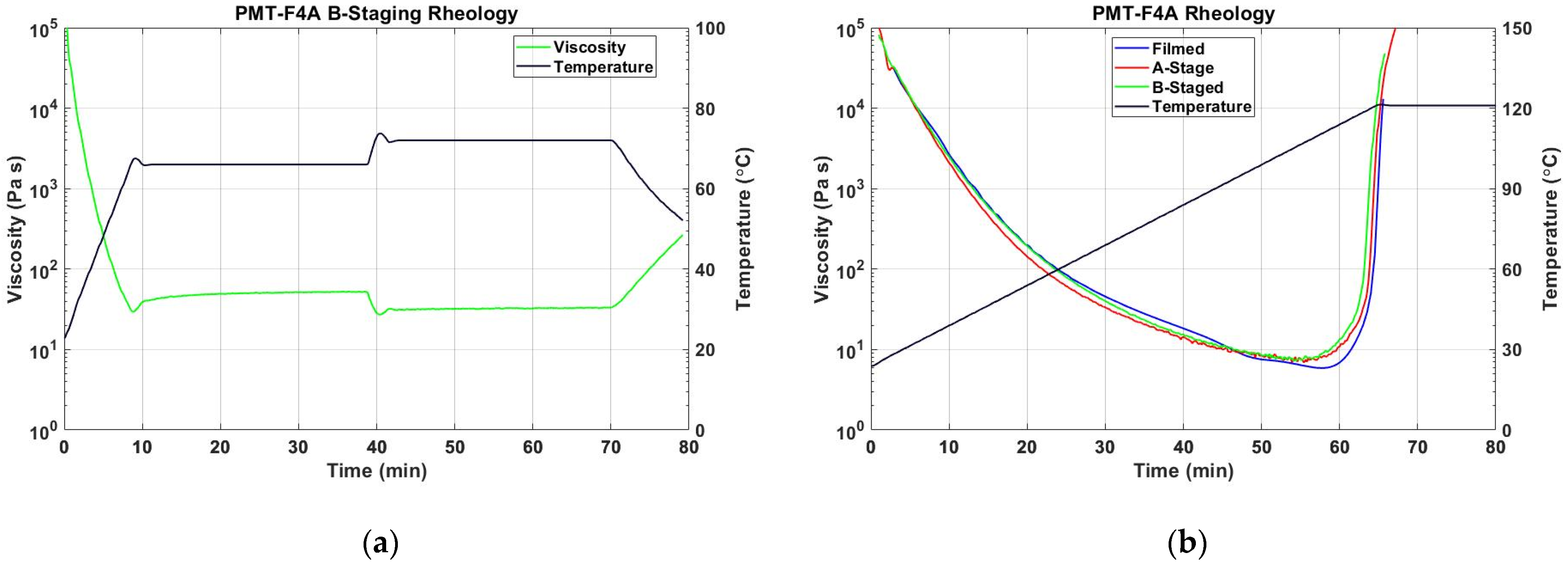
2.1. Resin Characterization and Fluid Selection
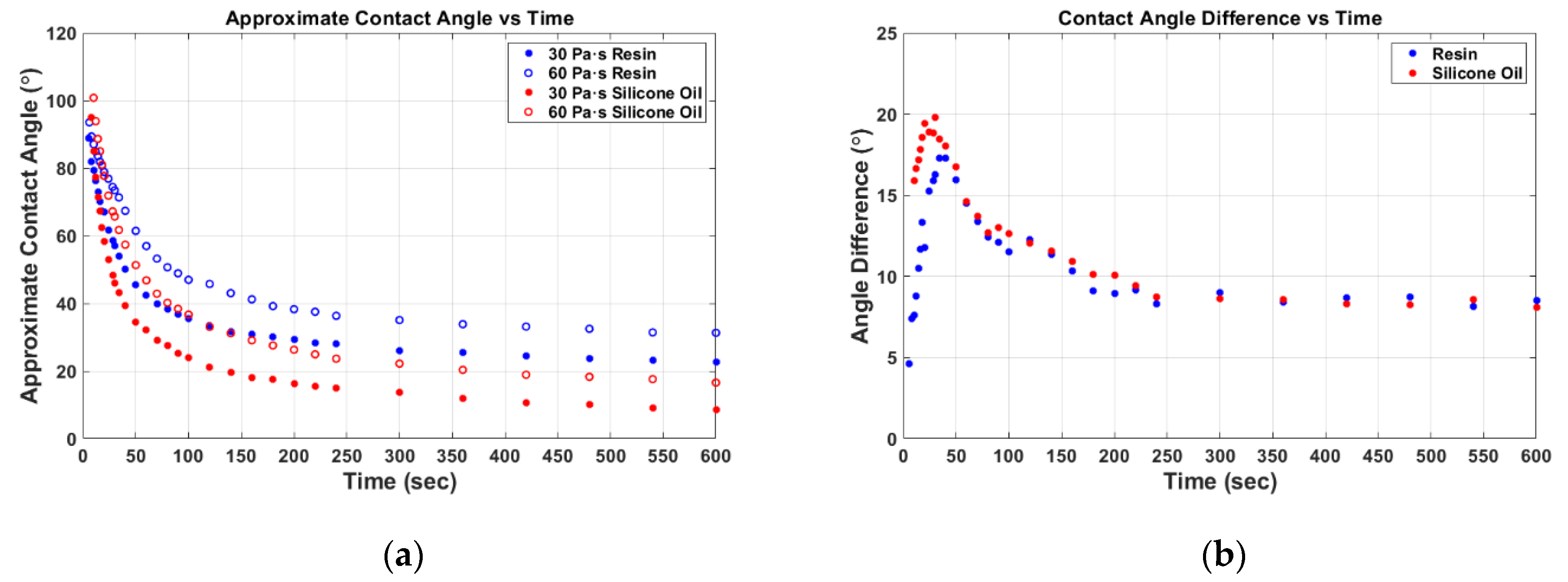
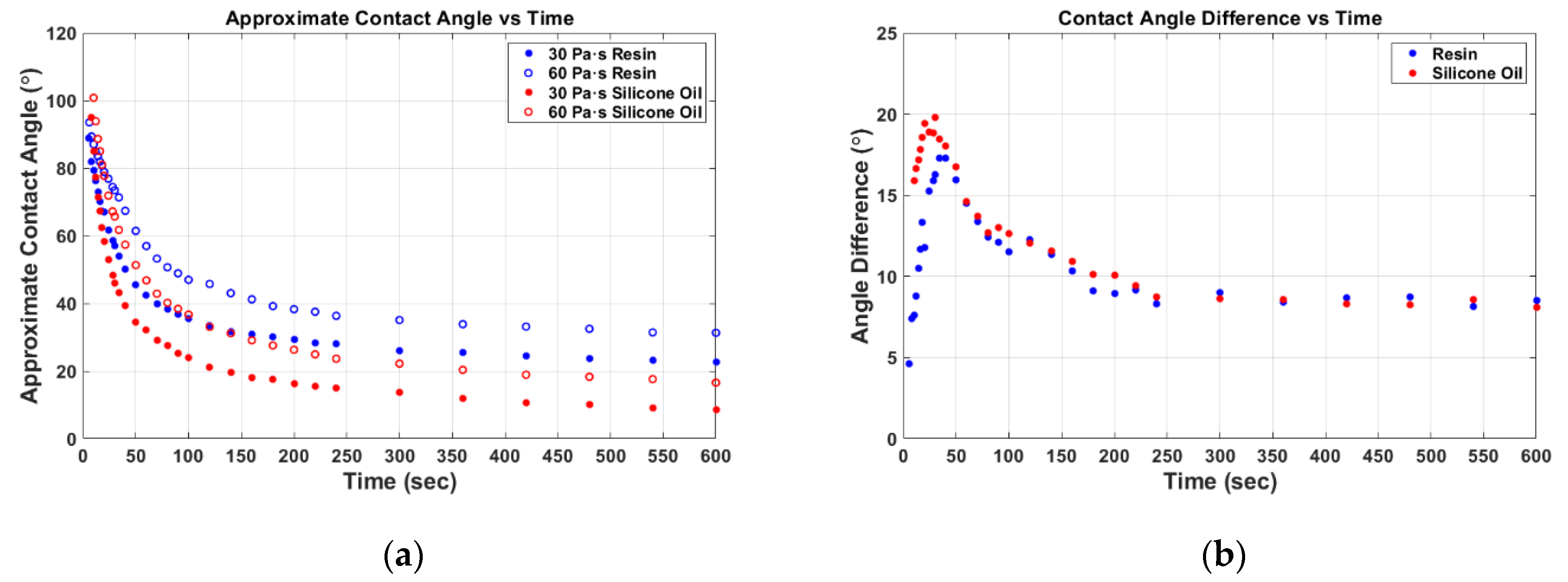
2.2. Contact Angle Comparisons
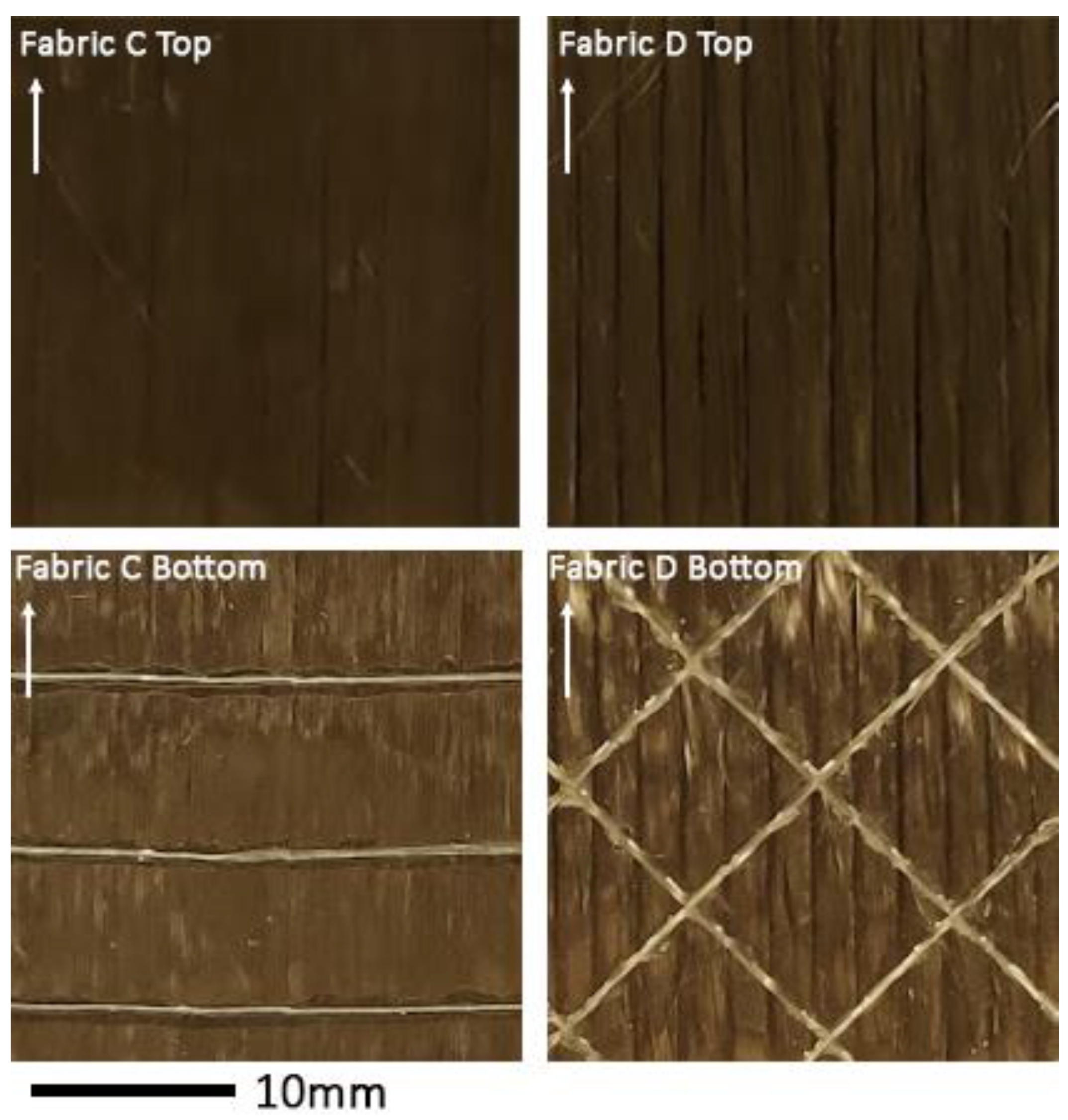
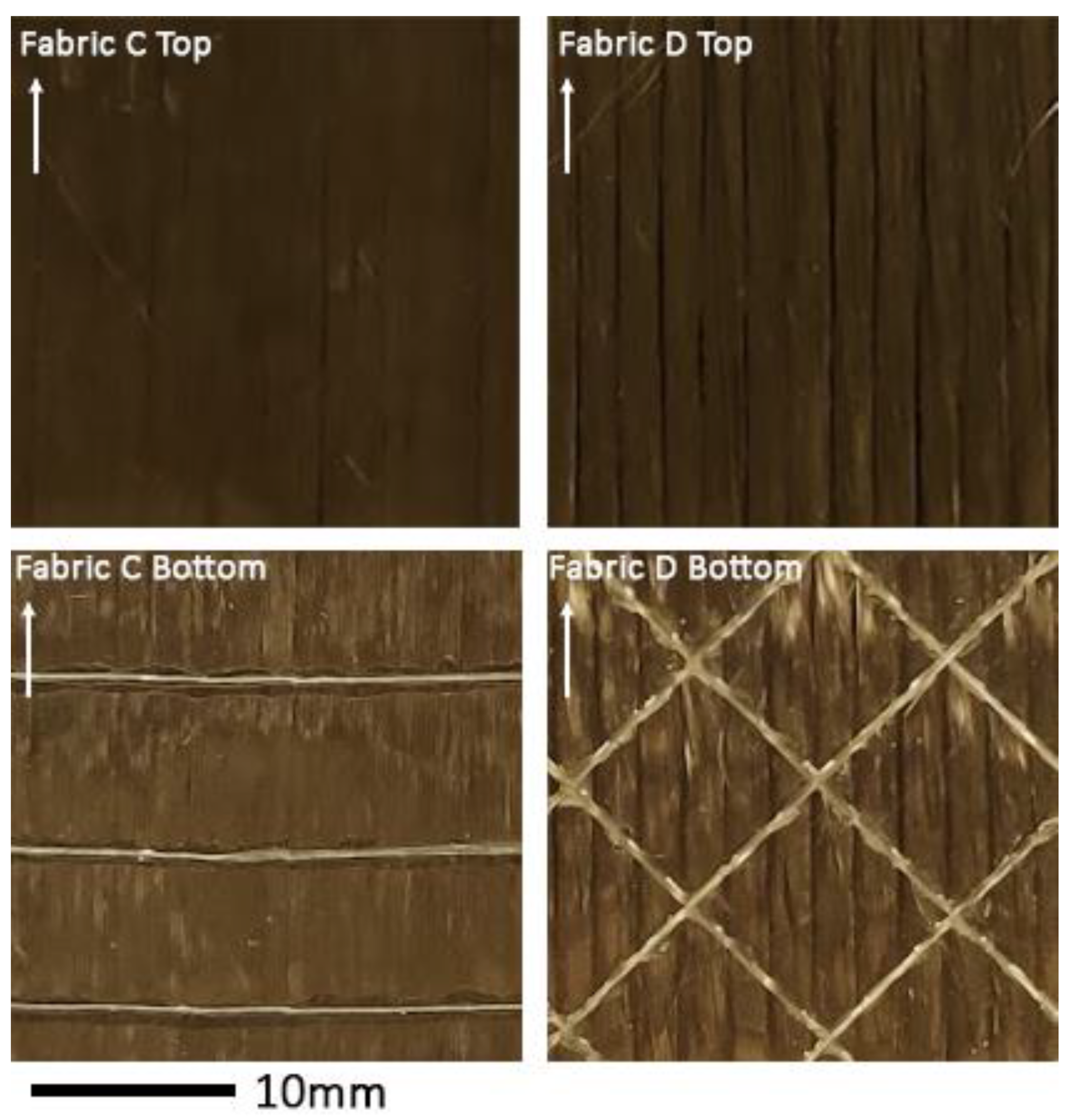
2.3. Fiber Beds
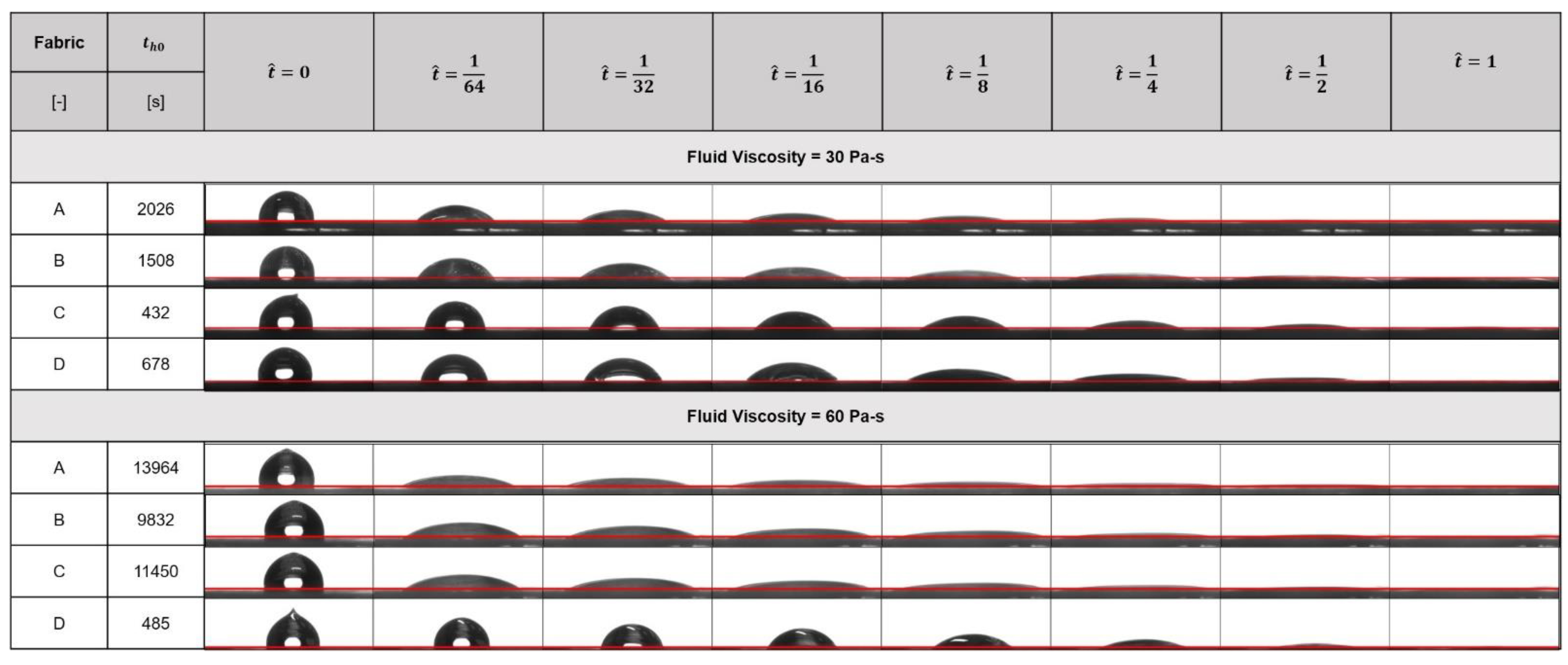
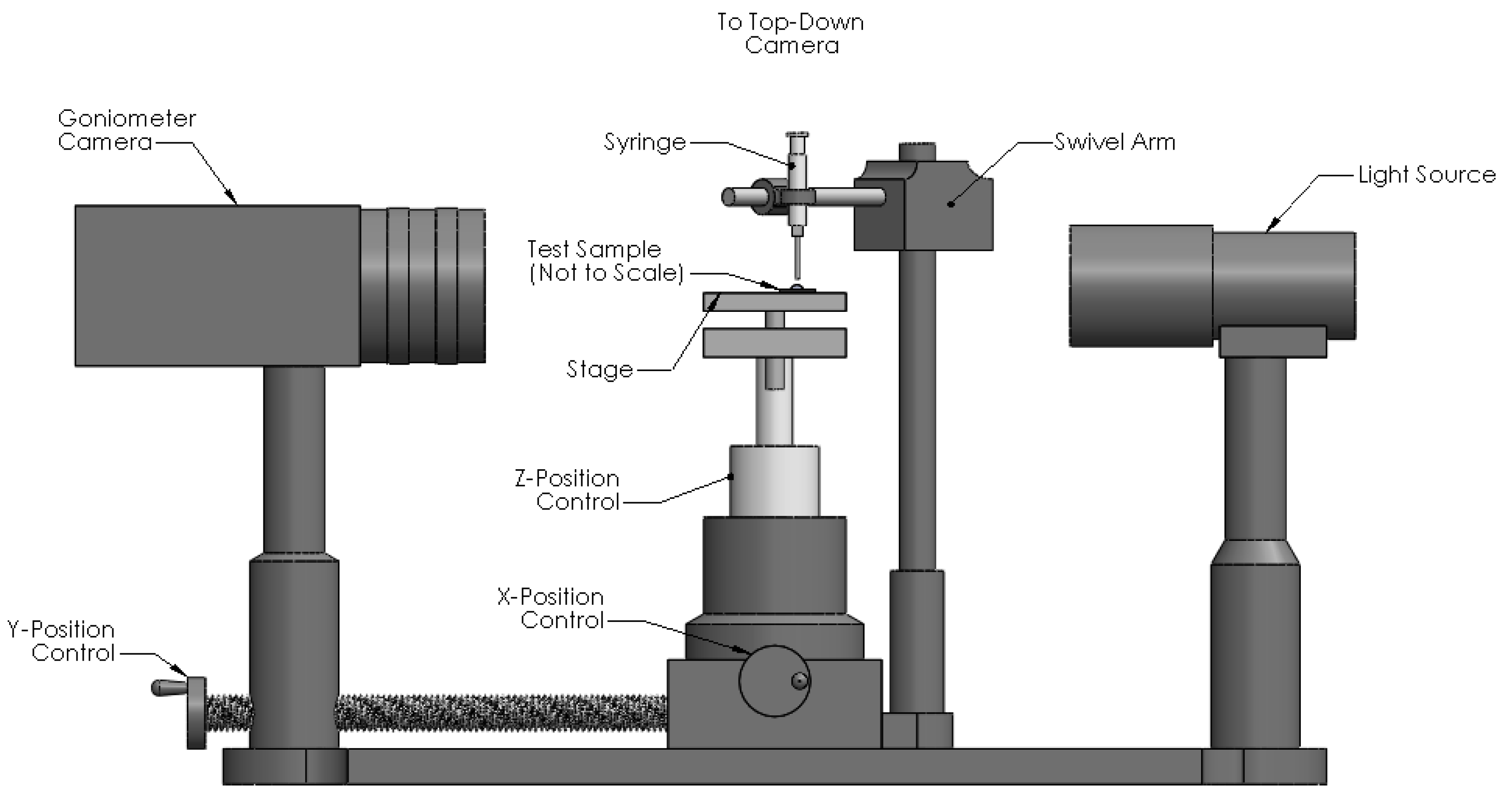
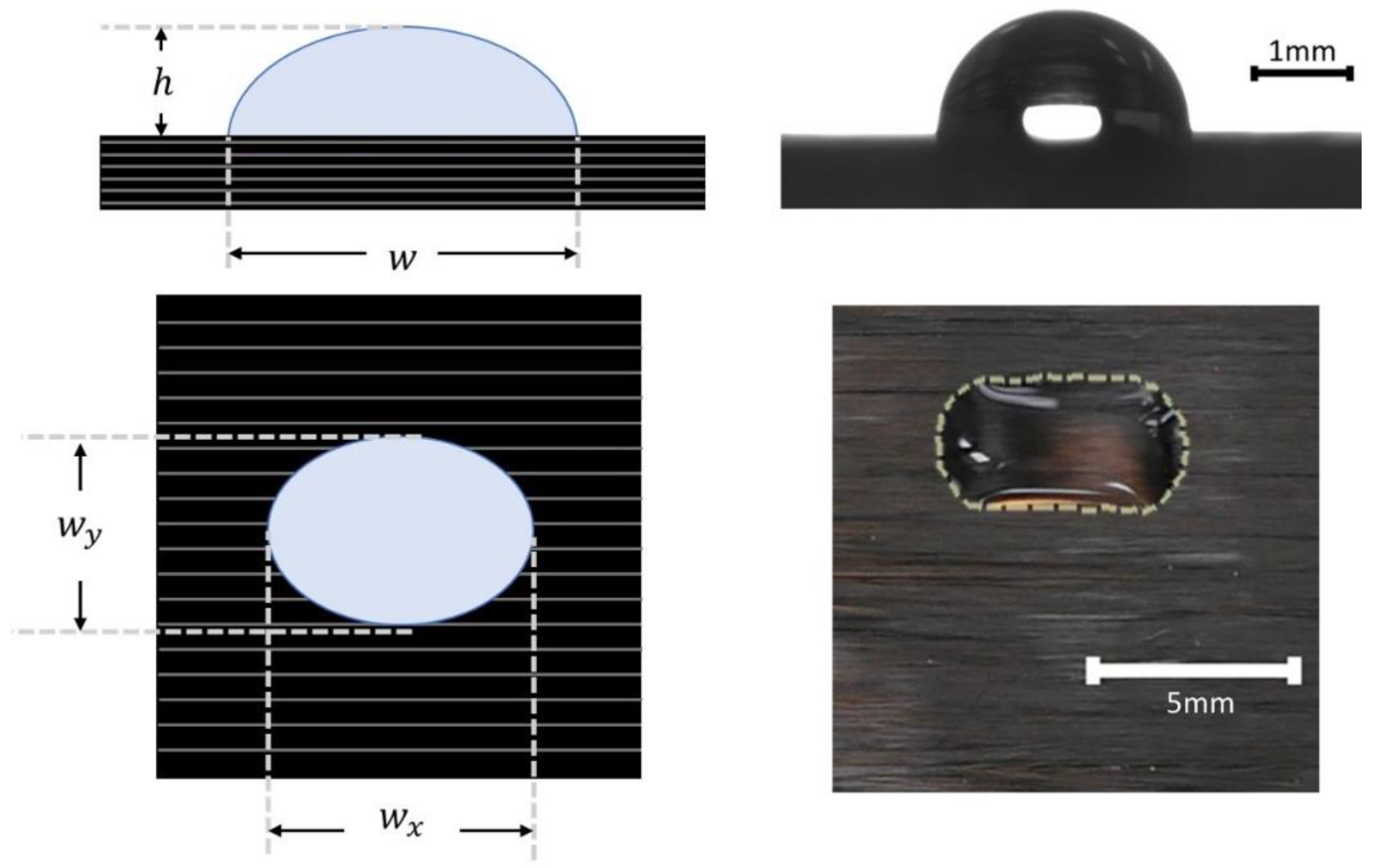
2.4. Droplet Deposition
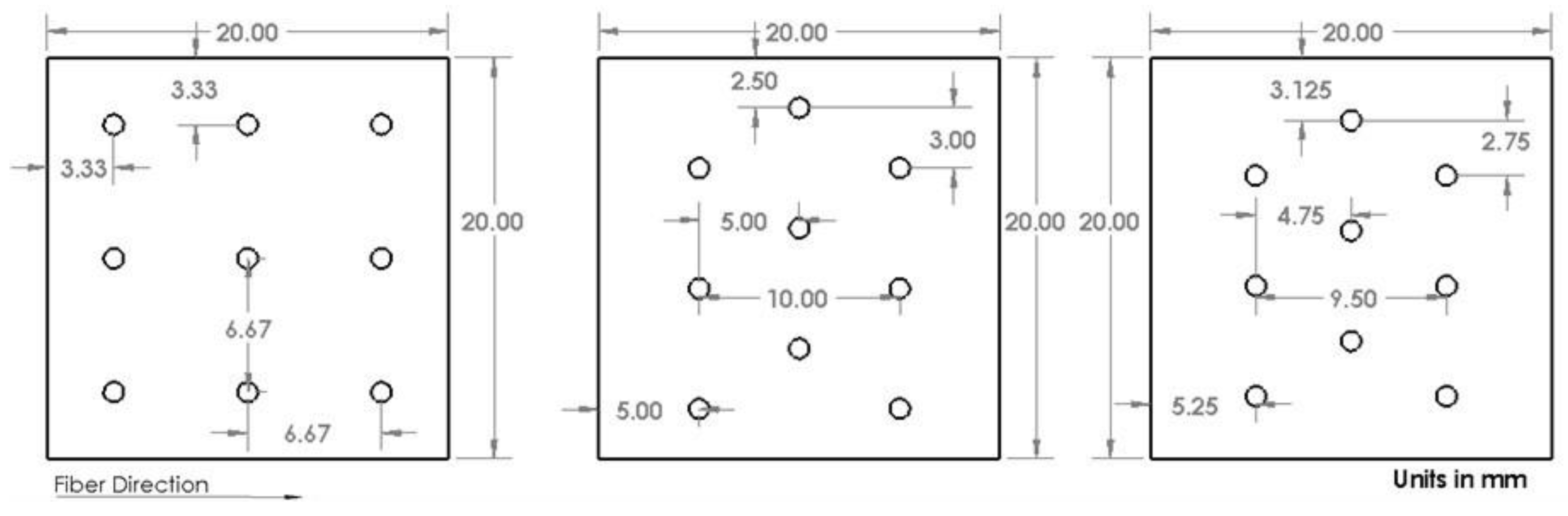
2.5. Droplet Grid Tests
3. Results
3.1. Contact Angle Comparisons
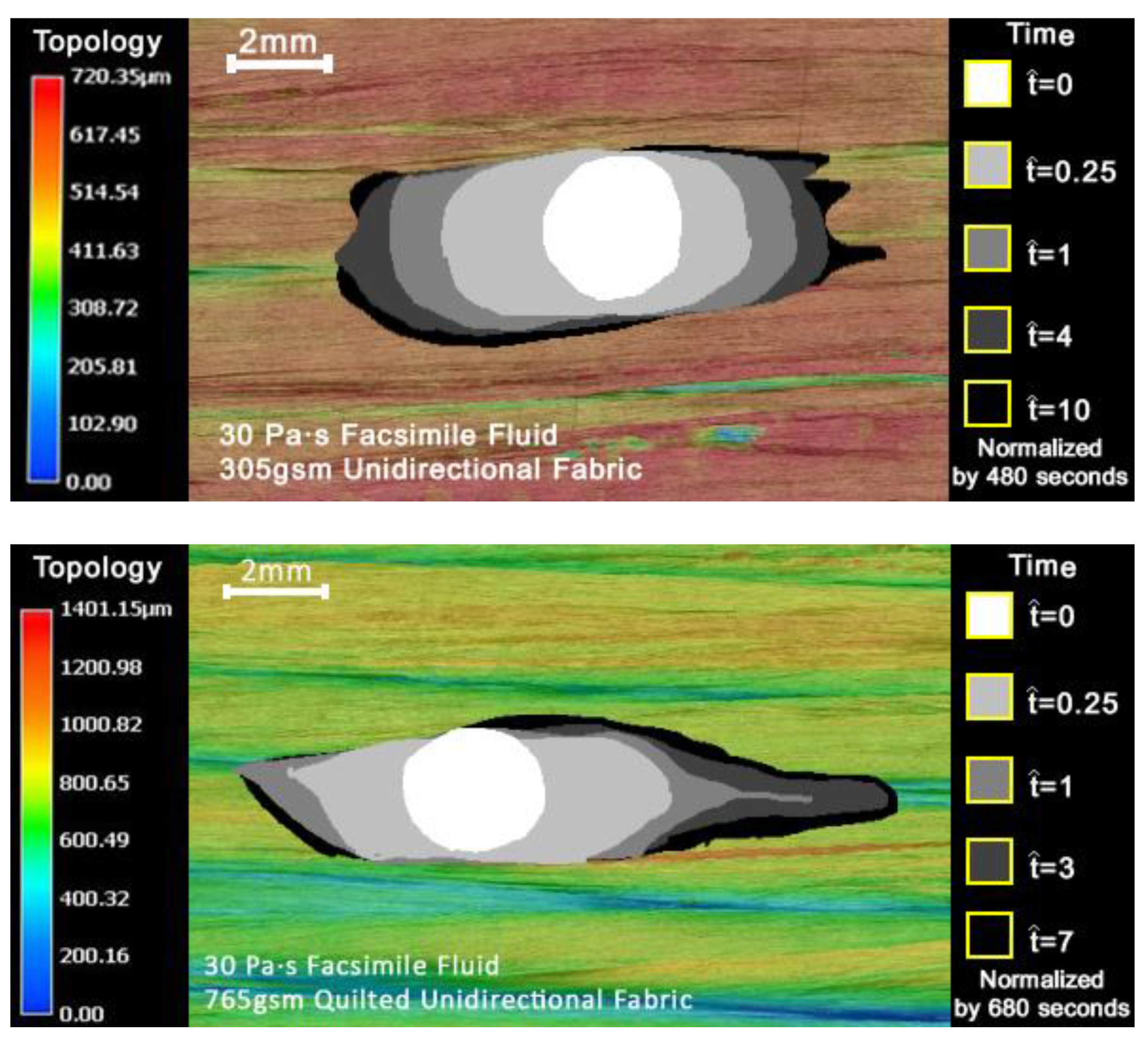
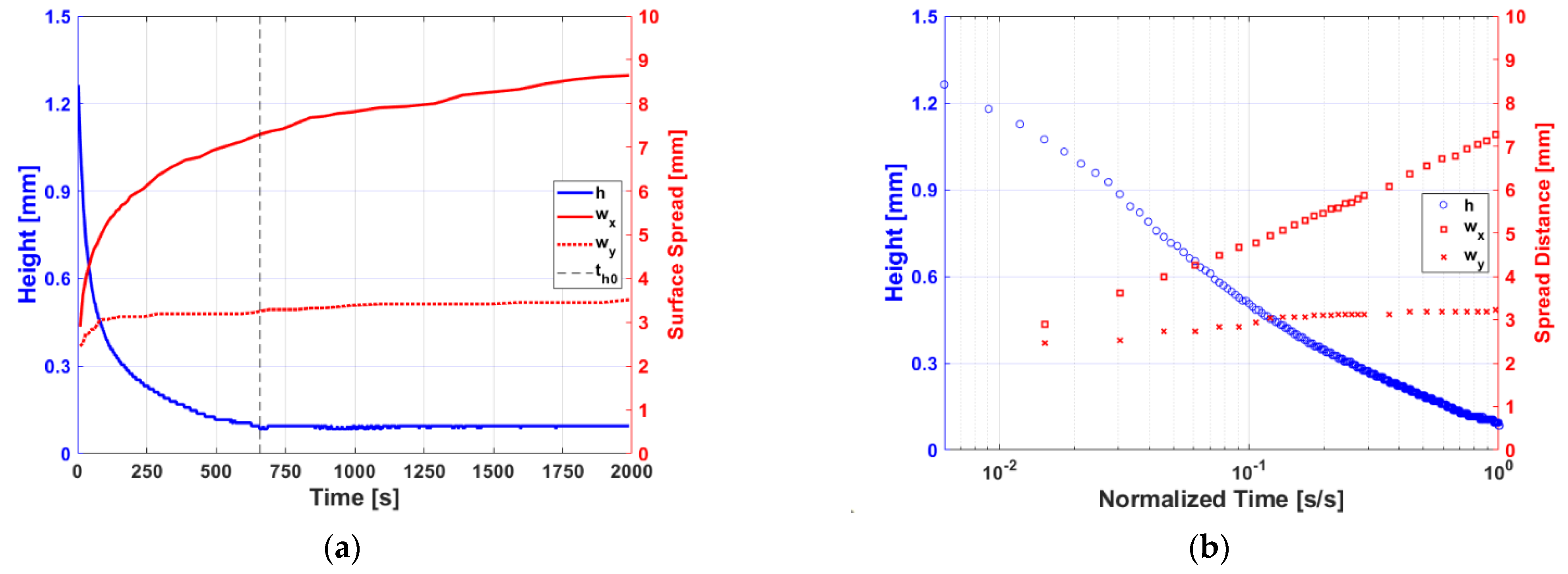
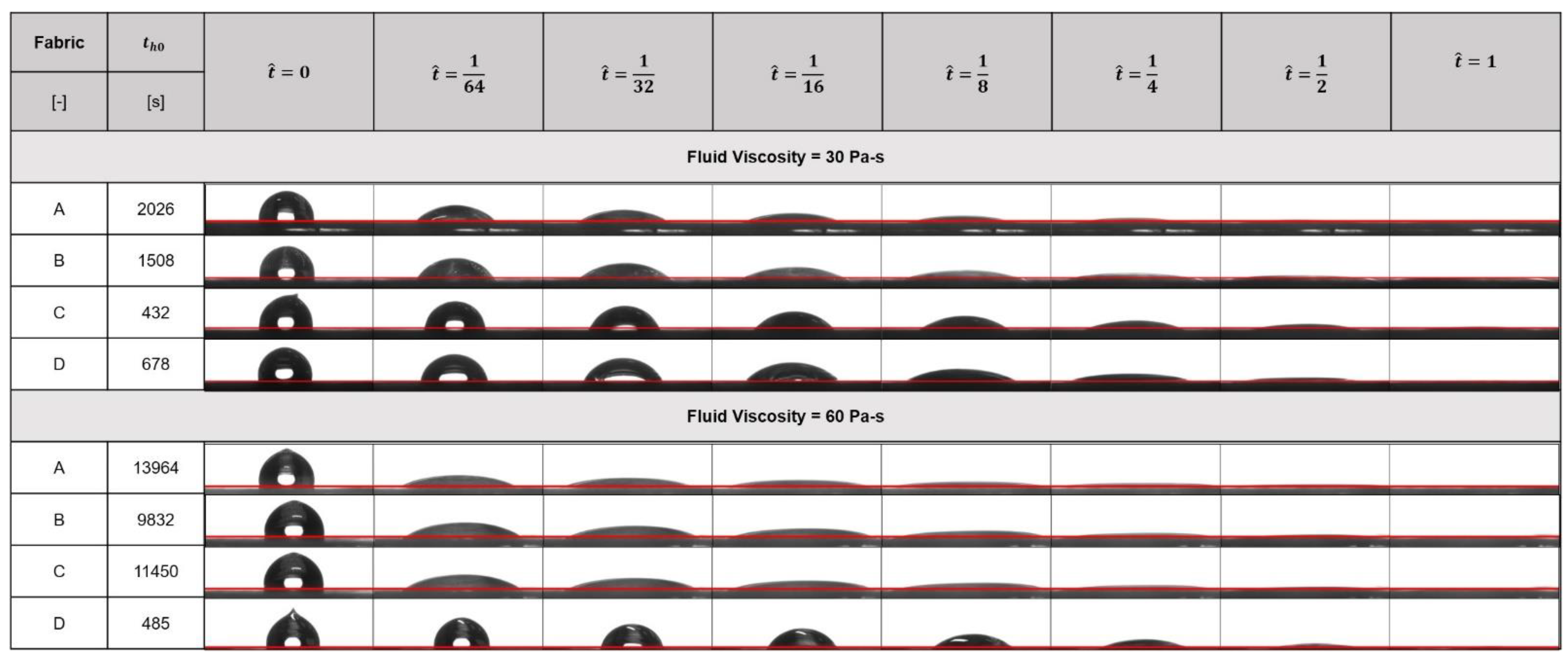
3.2. Single Droplet Test
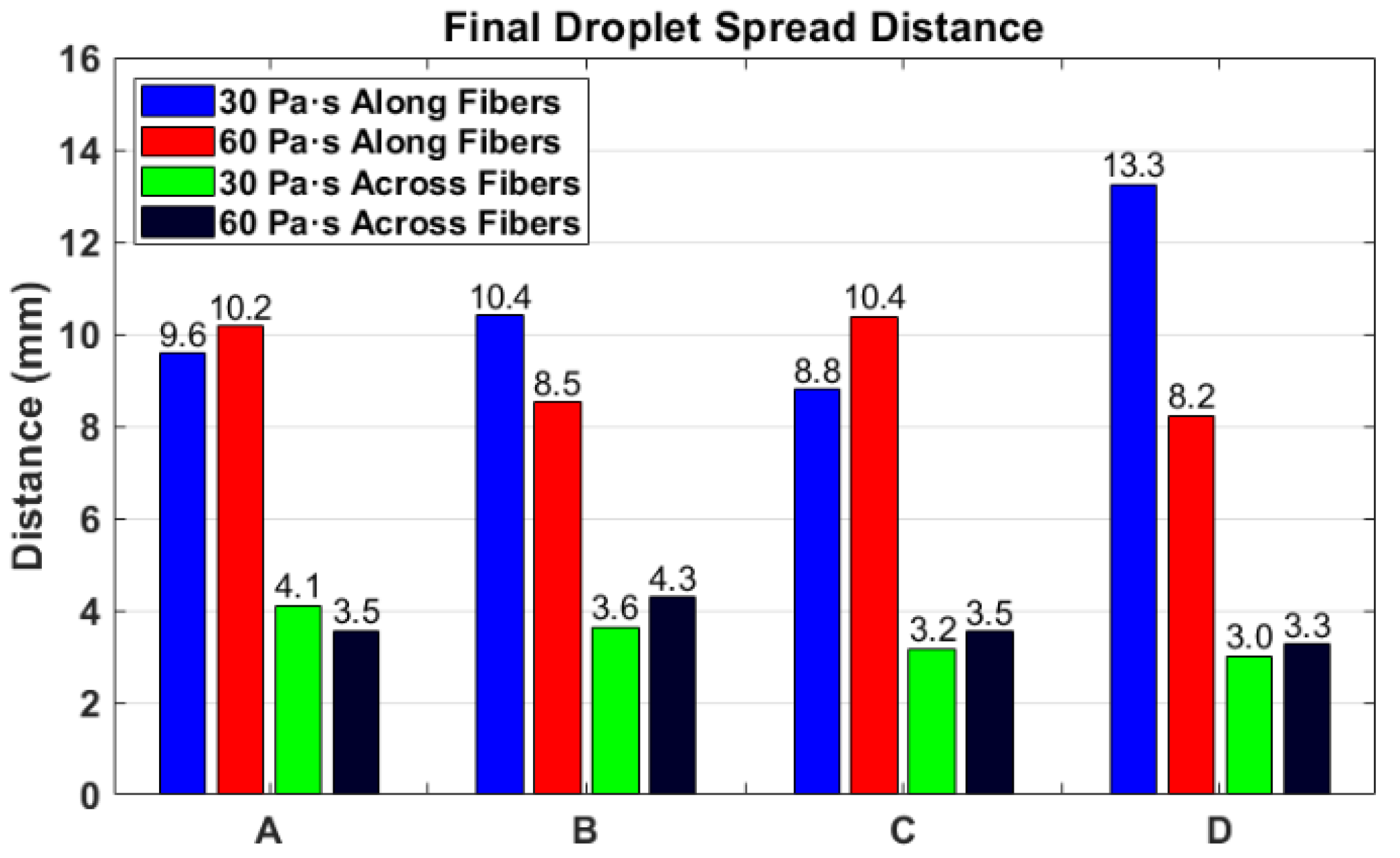
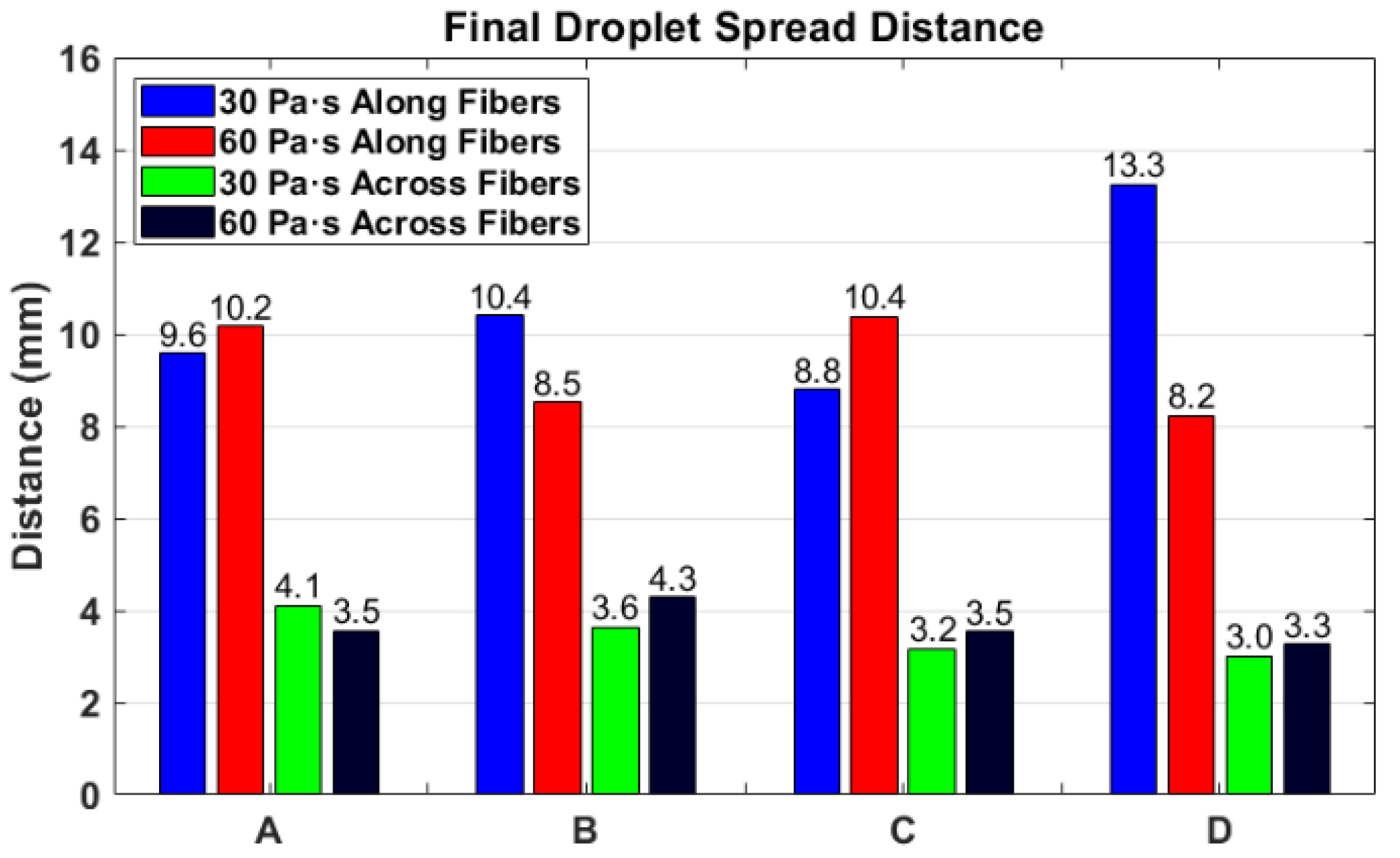
3.3. Aggregate Tests Results
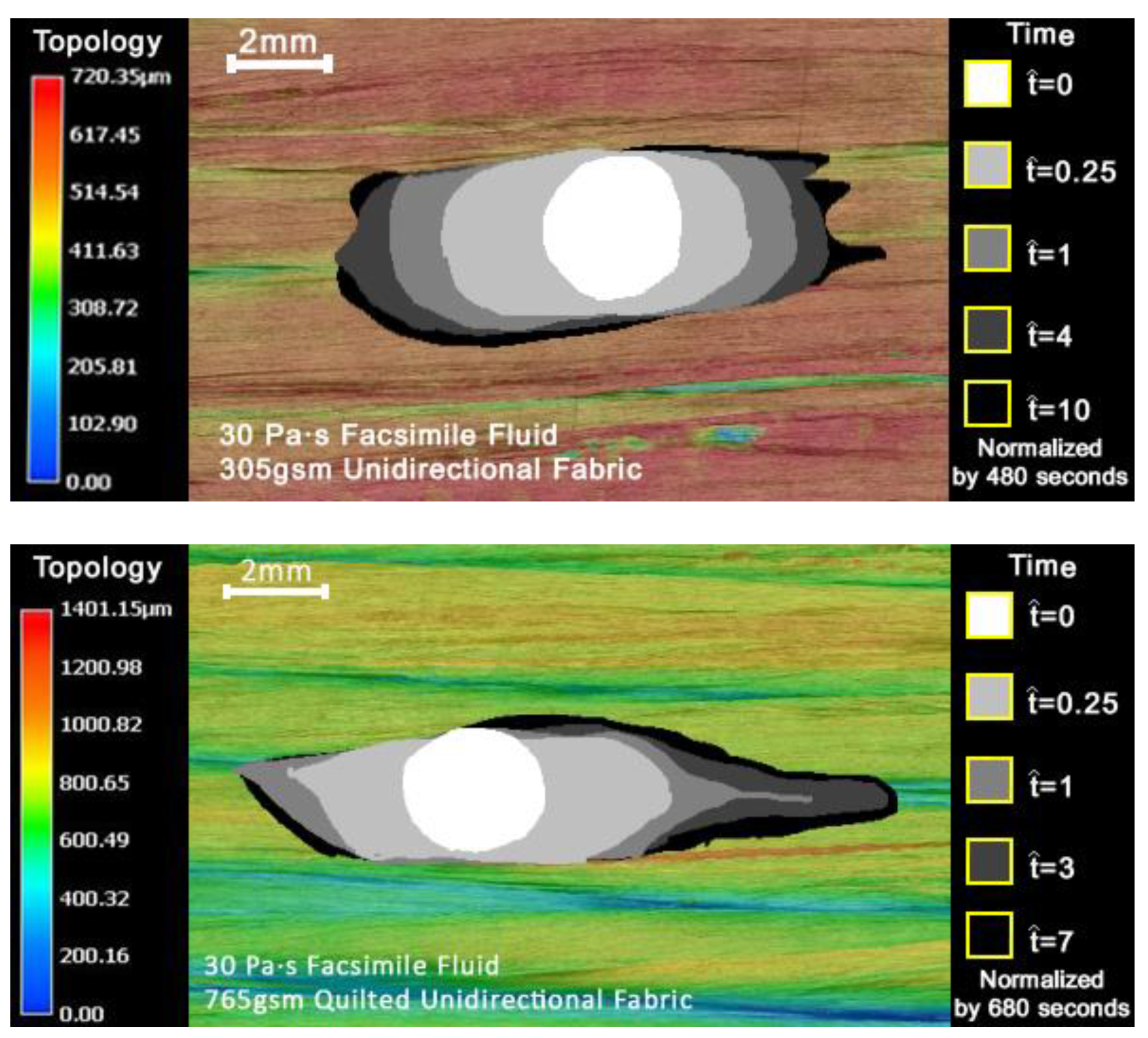
3.4. Quilted Fiber Bed
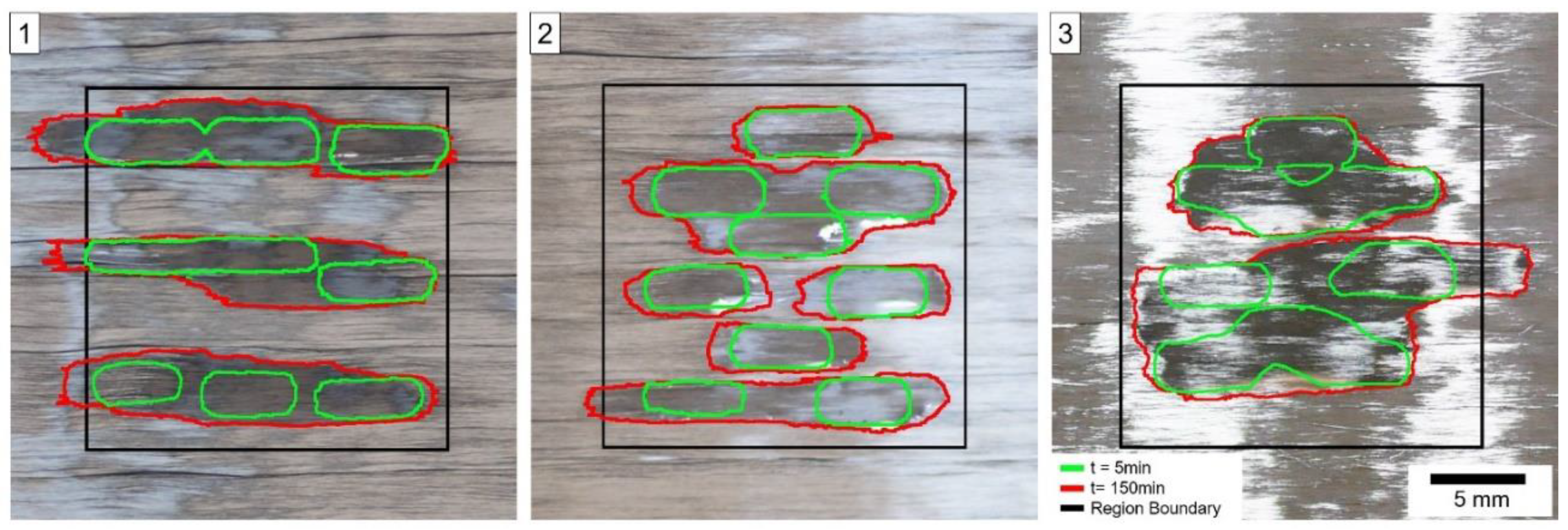
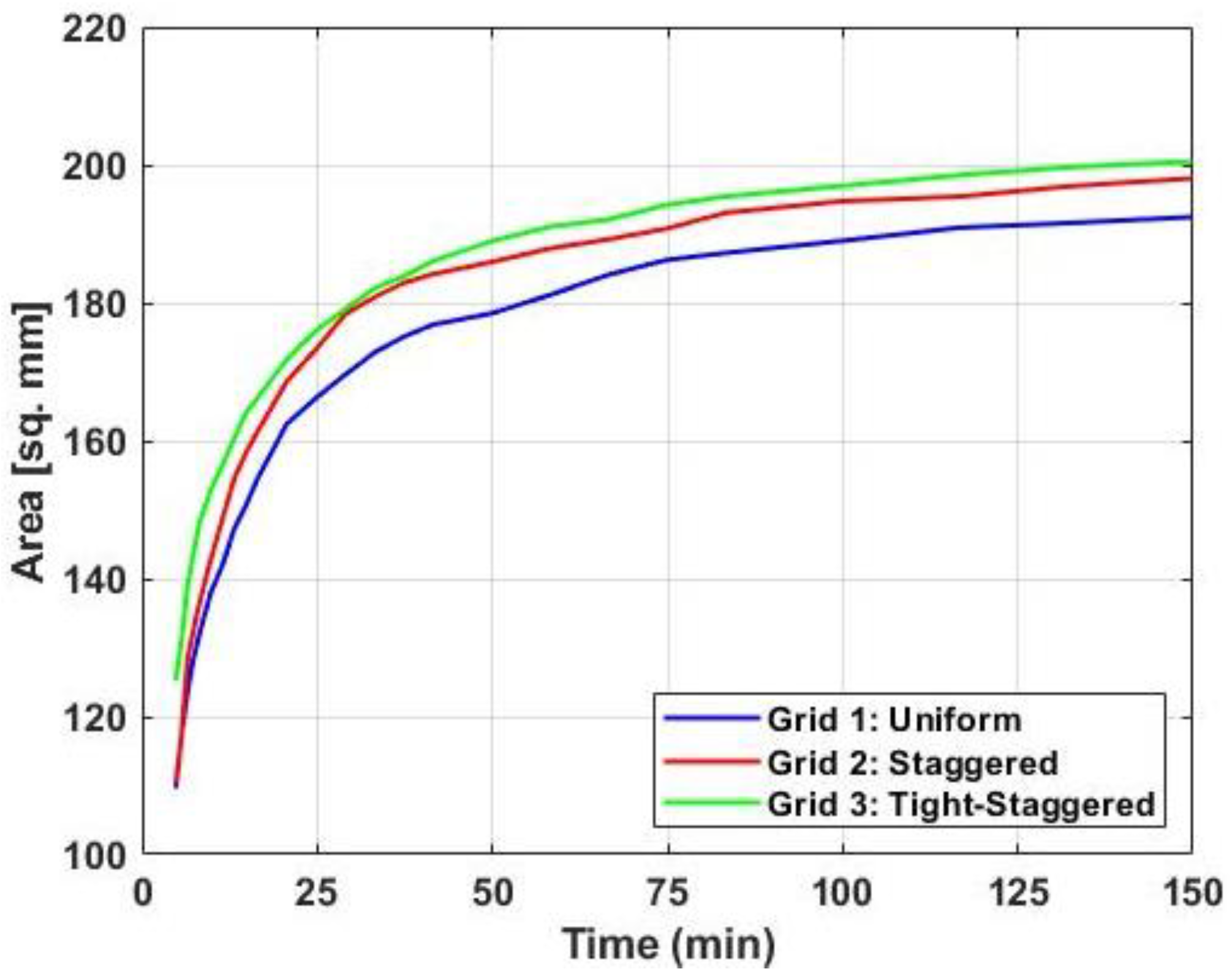
3.5. Droplet Grid Optimization
4. Discussion
4.1. Absorption Kinetics
4.2. Spread Kinetics
4.3. Effects of Macrofeatures
4.4. Droplet Arrays
4.5. Facsimile Fluid
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Steele, M.; Corden, T.; Gibbs, A. The development of out-of-autoclave composite prepreg technology for aerospace applications. In Proceedings of the SAMPE, Long Beach, CA, USA, 23–26 May 2011. [Google Scholar]
- Thorfinnson, B.; Biermann, T. Degree of Impregnation of Prepregs—Effects on Porosity. Int. SAMPE Symp. Exhib. 1987, 32, 1500–1509. [Google Scholar]
- Repecka, L.; Boyd, J. Vacuum-bag-only-curable prepregs that produce void-free parts. In Proceedings of the 47th International SAMPE Symposium and Exhibition, Long Beach, CA, USA, 12–16 May 2002. [Google Scholar]
- Centea, T.; Hubert, P. Out-of-autoclave prepreg consolidation under deficient pressure conditions. J. Compos. Mater. 2014, 48, 2033–2045. [Google Scholar] [CrossRef]
- Cender, T.A.; Simacek, P.; Davis, S.; Advani, S.G. Gas Evacuation from Partially Saturated Woven Fiber Laminates. Transp. Porous Media 2016, 115, 541–562. [Google Scholar] [CrossRef]
- Tavares, S.S.; Michaud, V.; Månson, J.A.E. Through thickness air permeability of prepregs during cure. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1587–1596. [Google Scholar] [CrossRef]
- Schechter, S.G.K.; Centea, T.; Nutt, S.R. Polymer film dewetting for fabrication of out-of-autoclave prepreg with high through-thickness permeability. Compos. Part A Appl. Sci. Manuf. 2018, 114, 86–96. [Google Scholar] [CrossRef]
- Edwards, W.T.; Martinez, P.; Nutt, S.R. Process robustness and defect formation mechanisms in unidirectional semipreg. Adv. Manuf. Polym Compos. Sci. 2020. [Google Scholar] [CrossRef]
- Martinez, P.; Nutt, S.R. Robust manufacturing of complex-shaped parts using out-of-autoclave prepregs with discontinuous formats. CAMX 2018—Compos. In Proceedings of the Composites and Advanced Materials Expo, Dallas, TX, USA, 15–18 October 2018. [Google Scholar]
- Grunenfelder, L.K.; Fisher, C.; Cabble, C.; Thomas, S.; Nutt, S.R. Defect Control in Out-of-Autoclave Manufacturing of Structural Elements. In Proceedings of the SAMPE, Charleston, SC, USA, 22–25 October 2012. [Google Scholar]
- Schechter, S.G.K.; Centea, T.; Nutt, S. Effects of resin distribution patterns on through-thickness air removal in vacuum-bag-only prepregs. Compos. Part A 2020, 130, 105723. [Google Scholar] [CrossRef]
- Schechter, S.G.K.; Grunenfelder, L.K.; Nutt, S.R. Design and application of discontinuous resin distribution patterns for semi-pregs. Adv. Manuf. Polym Compos. Sci. 2020, 6, 72–85. [Google Scholar] [CrossRef]
- Nutt, S.; Grunenfelder, L.; Centea, T. High-Permeability Composite Prepreg Constructions and Methods for Making the Same. U.S. Patent Application WO 2018/129378 A1, 28 November 2019. [Google Scholar]
- Davis, S.H.; Hocking, L.M. Spreading and imbibition of viscous liquid on a porous base. Phys. Fluids 1999, 11, 48–57. [Google Scholar] [CrossRef]
- Davis, S.H.; Hocking, L.M. Spreading and imbibition of viscous liquid on a porous base. II. Phys. Fluids 2000, 12, 1646–1655. [Google Scholar] [CrossRef]
- Alleborn, N.; Raszillier, H. Spreading and sorption of a droplet on a porous substrate. Chem. Eng. Sci. 2004, 59, 2071–2088. [Google Scholar] [CrossRef]
- Comas-Cardona, S.; Binetruy, C.; Krawczak, P. Unidirectional compression of fibre reinforcements. Part 2: A continuous permeability tensor measurement. Compos. Sci. Technol. 2007, 67, 638–645. [Google Scholar] [CrossRef]
- Centea, T.; Hubert, P. Modelling the effect of material properties and process parameters on tow impregnation in out-of-autoclave prepregs. Compos. Part. A Appl. Sci. Manuf. 2012, 43, 1505–1513. [Google Scholar] [CrossRef]
- Michaud, V.; Mortensen, A. Infiltration processing of fibre reinforced composites governing: Phenomena. Compos. Part. A Appl. Sci. Manuf. 2001, 32, 981–996. [Google Scholar] [CrossRef]
- Neogi, P.; Miller, C.A. Spreading kinetics of a drop on a rough solid surface. J. Colloid Interface Sci. 1983, 92, 338–349. [Google Scholar] [CrossRef]
- Hocking, L.M. The wetting of a plane surface by a fluid. Phys. Fluids 1995, 7, 1214–1220. [Google Scholar] [CrossRef]
- Starov, V.M.; Kosvintsev, S.R.; Sobolev, V.D.; Velarde, M.G.; Zhdanov, S.A. Spreading of liquid drops over saturated porous layers. J. Colloid Interface Sci. 2002, 246, 372–379. [Google Scholar] [CrossRef]
- Starov, V.M.; Zhdanov, S.A.; Velarde, M.G. Spreading of liquid drops over dry porous layers: Complete wetting case. Langmuir 2002, 18, 9744–9750. [Google Scholar] [CrossRef]
- Tanner, L.H. The spreading of silicone oil drops on horizontal surfaces. J. Phys. D Appl. Phys. 1979, 12, 1473–1484. [Google Scholar] [CrossRef]
- Bonn, D.; Eggers, J.; Indekeu, J.; Meunier, J. Wetting and spreading. Rev. Mod. Phys. 2009, 81, 739–805. [Google Scholar] [CrossRef]
- Washburn, E.W. The Dynamics of Capillary Flow. Phys. Rev. 1921, 17, 273–283. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric | Areal Weight | Tow Count | Fabric Style |
|---|---|---|---|
| A | 136 | 12 K | Standard NCF |
| B | 146 | 12 K | Standard NCF |
| C | 305 | 24 K | Standard NCF |
| D | 768 | 24 K | Quilted NCF |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martinez, P.; Jin, B.C.; Nutt, S. Droplet Spreading on Unidirectional Fiber Beds. J. Compos. Sci. 2021, 5, 13. https://doi.org/10.3390/jcs5010013
Martinez P, Jin BC, Nutt S. Droplet Spreading on Unidirectional Fiber Beds. Journal of Composites Science. 2021; 5(1):13. https://doi.org/10.3390/jcs5010013
Chicago/Turabian StyleMartinez, Patricio, Bo Cheng Jin, and Steven Nutt. 2021. "Droplet Spreading on Unidirectional Fiber Beds" Journal of Composites Science 5, no. 1: 13. https://doi.org/10.3390/jcs5010013
APA StyleMartinez, P., Jin, B. C., & Nutt, S. (2021). Droplet Spreading on Unidirectional Fiber Beds. Journal of Composites Science, 5(1), 13. https://doi.org/10.3390/jcs5010013