Effects of Pulp Fiber and Epoxidized Tung Oil Content on the Properties of Biocomposites Based on Polylactic Acid


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
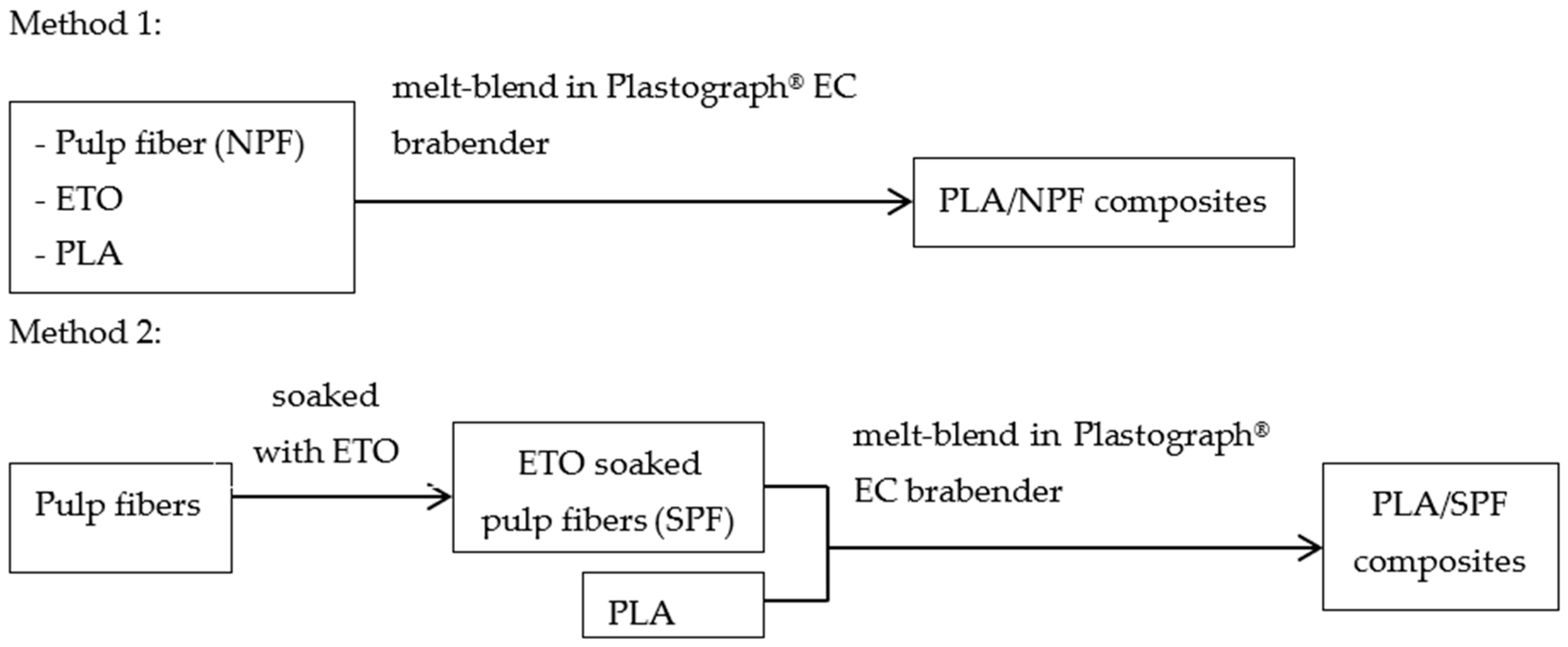
2.2. Composite Preparation
2.3. Characterization of Composites
2.3.1. Mechanical Properties
2.3.2. Scanning Electron Microscope (SEM)
2.3.3. Fourier Transfer Infrared Spectra (FTIR)
2.3.4. Thermogravimetry Analysis (TGA)
2.3.5. Differential Scanning Calorimetry (DSC)
3. Results and Discussions
3.1. Effect of Pulp Fiber Contents
3.1.1. Mechanical Properties of Composites
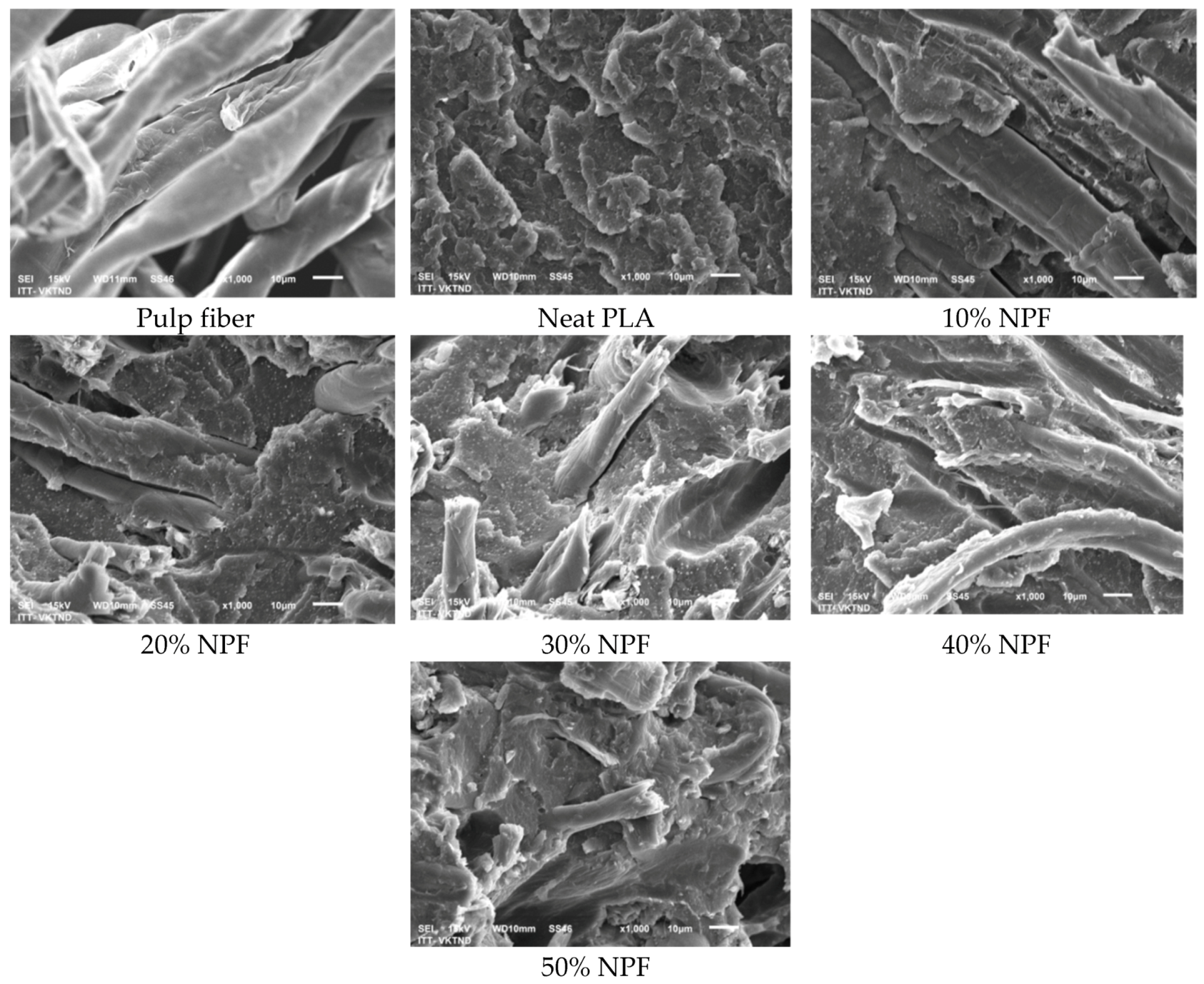
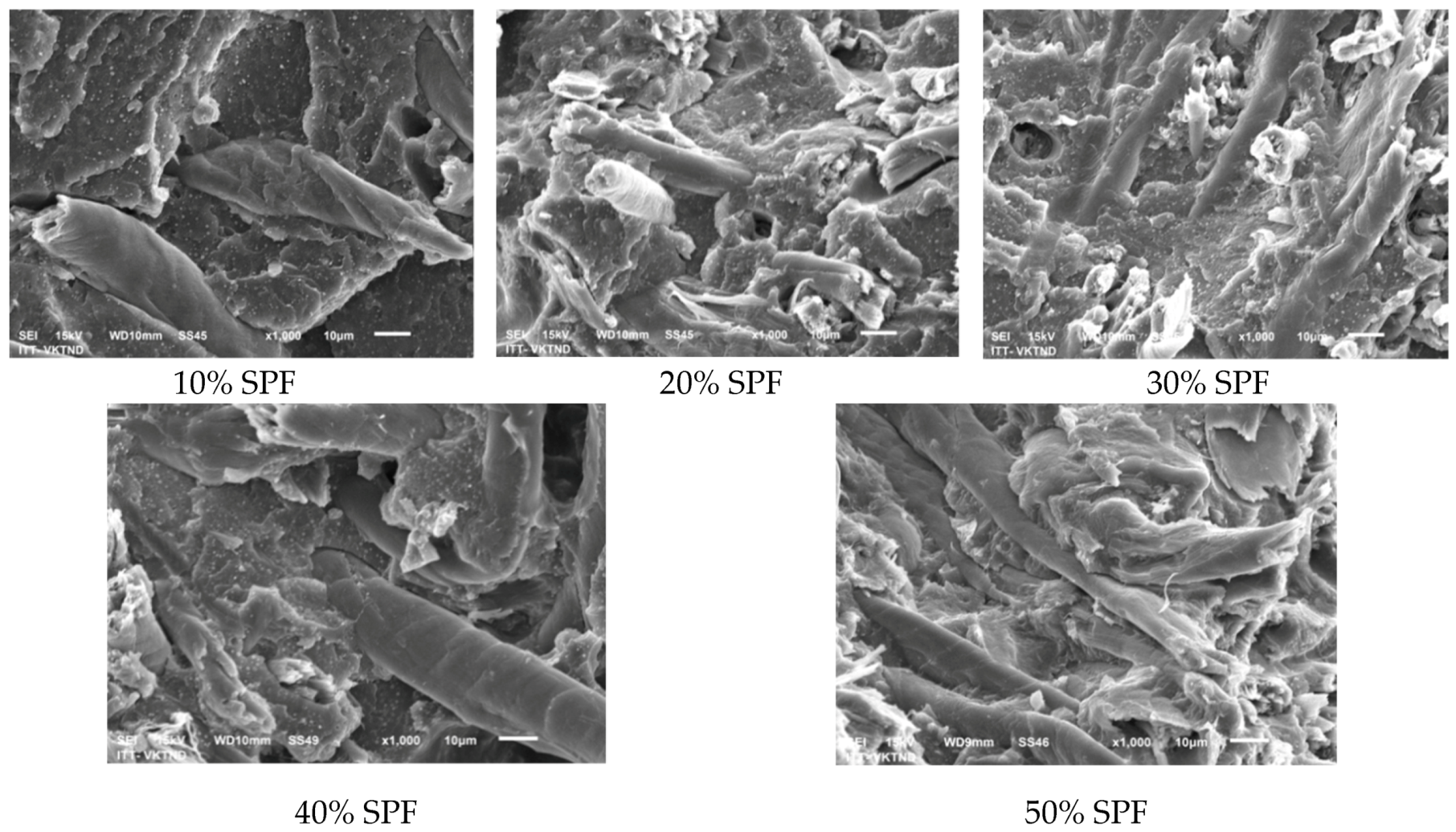
3.1.2. Morphology Observation
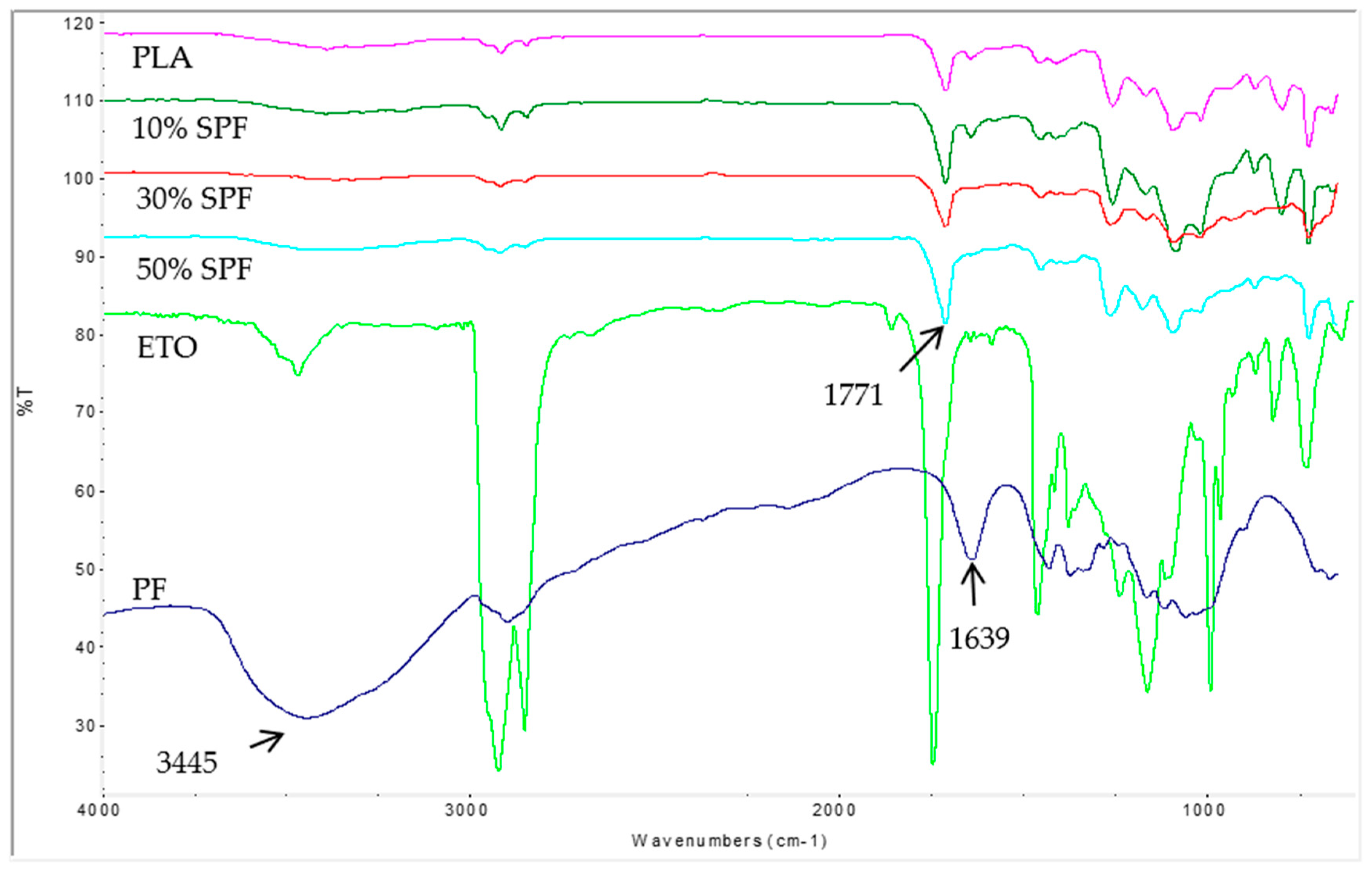
3.1.3. Fourier Transfer Infrared Spectra
3.1.4. Differential Scanning Calorimetry
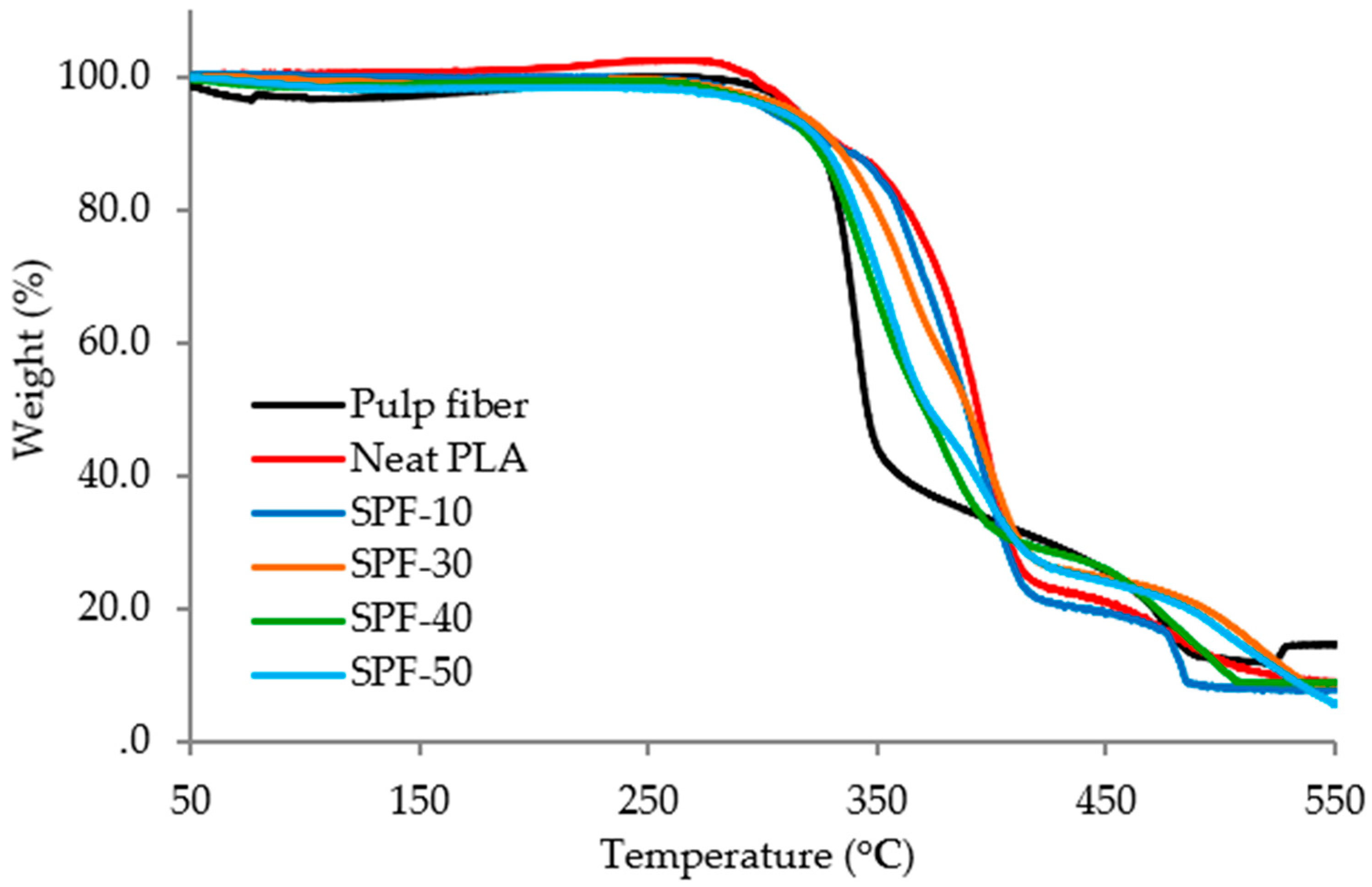
3.1.5. Thermogravimetry Analysis
3.2. Effect of Epoxidized Tung Oil Contents
3.2.1. Mechanical Properties of Composites
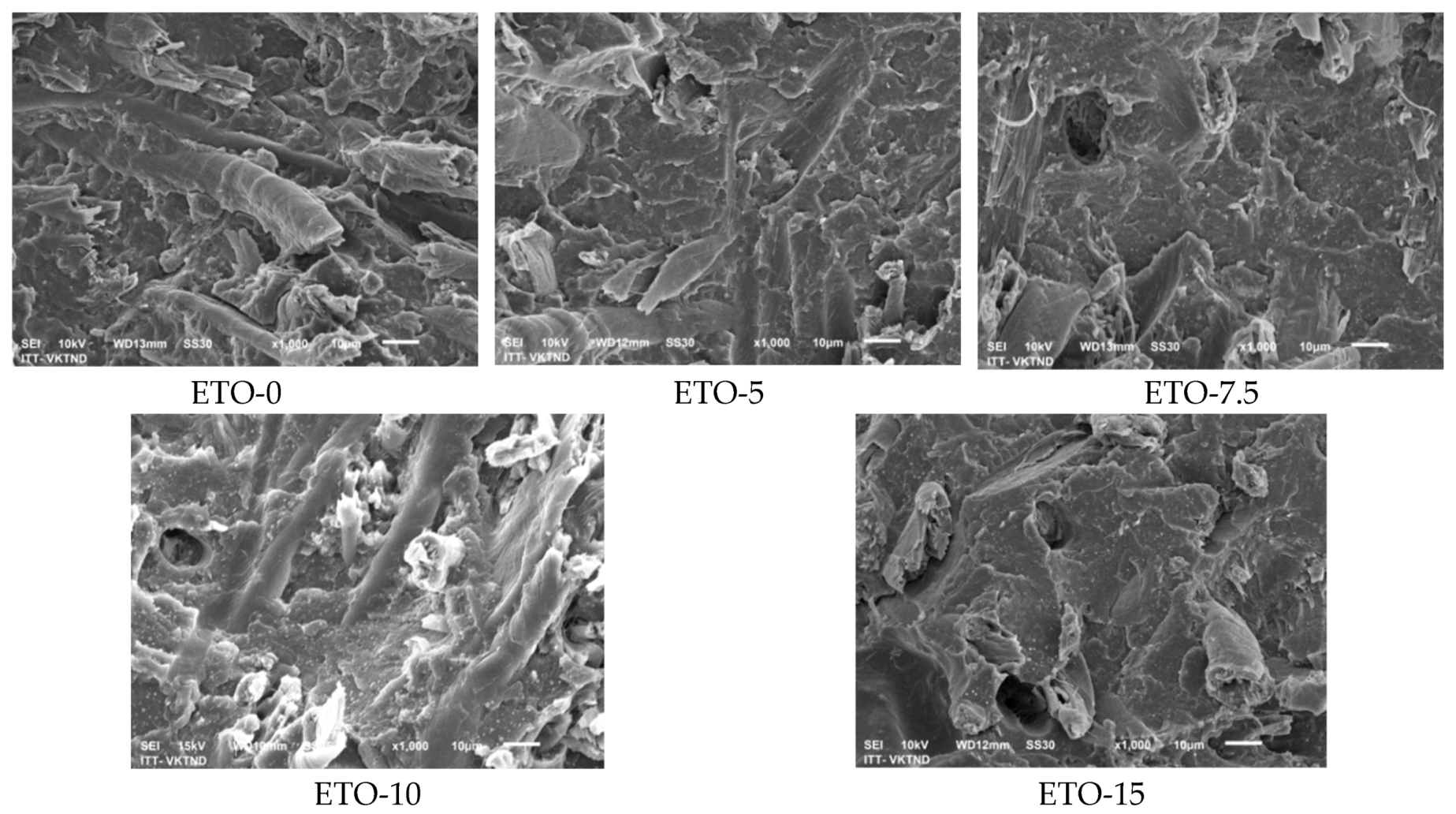
3.2.2. Morphology Observation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Naudu, A.L.; Ramana Rao, P.S.V. A review on chemical behaviour of natural fiber composites. Int. J. Chem. Sci. 2016, 14, 2223–2238. [Google Scholar]
- Karim, M.A.A.; Zaman, I.; Rozlan, S.A.M.; Berhanuddin, N.I.C.; Manshoor, B.; Mustapha, M.S.; Khalid, A.; Chan, S.W. Structural characterization and mechanical properties of polypropylene reinforced natural fibers. J. Phys. Conf. Ser. 2017, 94, 012035. [Google Scholar] [CrossRef]
- Michael, A.F.; Huo, S.; Ulven, C.A. Natural fiber reinforced composites. Polym. Rev. 2012, 52, 259–320. [Google Scholar]
- Rohit, K.; Dixit, S. Areview–Future aspect of natural fiber reinforced composite. Polym. Renew. Resour. 2016, 7, 43–60. [Google Scholar]
- Bax, B.; Müssig, J. Impact and tensile properties of PLA/Cordenka and PLA/flax composites. Comp. Sci. Technol. 2008, 68, 1601–1607. [Google Scholar] [CrossRef]
- Duigou, A.L.; Davies, P.; Baley, C. Macroscopic analysis of interfacial properties of flax/PLLA biocomposites. Compos. Sci. Technol. 2010, 70, 1612–1620. [Google Scholar] [CrossRef]
- Kumar, R.; Yakubu, M.K.; Anandjiwala, R.D. Biodegradation of flax fiber reinforced poly lactic acid. Express. Polym. Lett. 2010, 4, 423–430. [Google Scholar] [CrossRef]
- Plackett, D. Biodegradable composites based on L-polylactide and jute fibers. Comp. Sci. Technol. 2003, 63, 1287. [Google Scholar] [CrossRef]
- Hu, R.H.; Jang, M.H.; Kim, Y.J.; Piao, Y.J.; Lim, J.K. Fully Degradable Jute Fiber Reinforced Polylactide Composites Applicable to Car Interior Panel. Adv. Mater. Res. 2010, 123, 1151–1154. [Google Scholar] [CrossRef]
- Graupner, N.; Herrmann, A.S.; Müssig, J. Natural and man-made cellulose fibre-reinforced poly(lactic acid) (PLA) composites: An overview about mechanical characteristics and application areas. Compos. Pt A Appl. Sci. Manuf. 2009, 40, 810–821. [Google Scholar] [CrossRef]
- Tholibona, D.; Tharazia, I.; Sulonga, A.B.; Muhamada, N.; Ismaila, N.F.; Radzia, M.K.F.M.; Radzuand, N.A.M.; Hui, D. Kenaf Fiber Composites: A Review on Synthetic and Biodegradable Polymer Matrix. J. Kejuruteraan. 2019, 31, 65–76. [Google Scholar]
- Tharazi, I.; Muhamad, N.; Ismail, N.F.; Radzi, M.K.F.M.; Razak, Z. Effects of Fiber Content and Processing Parameters on Tensile Properties of Unidirectional Long Kenaf Fiber Reinforced PolylacticAcid Composite. J. Mech. Eng. 2017, 3, 65–76. [Google Scholar]
- Bledzki, A.K.; Jaszkiewicz, A.; Scherzer, D. Mechanical properties of PLA composites with man-made cellulose and abaca fibres. Compos. Pt A Appl. Sci. Manuf. 2009, 40, 404–412. [Google Scholar] [CrossRef]
- Masirek, R.; Kulinski, Z.; Chionna, D.; Piorkowska, E.; Pracella, M. Composites of Poly(L-lactide) with Hemp Fibers: Morphology and Thermal and Mechanical Properties. J. Appl. Polym. Sci. 2007, 105, 255–268. [Google Scholar] [CrossRef]
- Yang, Z.; Feng, X.; Bi, Y.; Zhou, Z.; Yue, J.; Xu, M. Bleached extruder chemi-mechanical pulp fiber-PLA composites: Comparison of mechanical, thermal, and rheological properties with those of wood flour-PLA bio-composites. J. Appl. Polym. Sci. 2016, 133, 44241. [Google Scholar] [CrossRef]
- Immonen, K.; Anttila, U.; Wikström, L. Coupling of PLA and bleached softwood kraft pulp (BSKP) for enhanced properties of biocomposites. J. Compos. Mater. 2019, 32, 328–341. [Google Scholar] [CrossRef]
- Peltola, H.; Immonen, K.; Johansson, L.-S.; Virkajärvi, J.; Sandquist, D. Influence of pulp bleaching and compatibilizer selection on performance of pulp fiber reinforced PLA biocomposites. J. Appl. Polym. Sci. 2019, 136, 47955. [Google Scholar] [CrossRef]
- Gardner, H.A.; Sward, G.G. Part 2: Raw materials, Chapter 2.1. Drying oils. In Paint Testing Manual: Physical and Chemical Examination of Paints, Varnishes, Lacquers, and Colors, 3rd ed.; Sward, G.G., Ed.; American Society for Testing and Materials: West Conshohocken, PA, USA, 1972; pp. 53–70. [Google Scholar]
- Aniket, E.K.; Disha, G.; Preeti, S.Z.; Manoj, B.M. Recent Advances in Epoxidation of Vegetable oils. Int. J. Emerg. Technol. Innova. Res. 2017, 4, 171–175. [Google Scholar]
- Hajba, S.; Tábi, T. Development of natural fibre reinforced poly (lactic acid) biocomposites. In Proceedings of the ECCM16-16th European Conference on Composite Materials, Seville, Spain, 22–26 June 2014. [Google Scholar]
- Qian, J.; Yu, M.; Ge, Z.; Xu, M.; Zhang, H.; Yang, G.; Shao, H. Preparation and properties of cotton fiber/poly (lactic acid) composites. Mater. Sci. Forum. 2014, 789, 100–105. [Google Scholar] [CrossRef]
- Chieng, B.W.; Ibrahim, N.A.; Then, Y.Y.; Loo, Y.Y. Epoxidized Vegetable Oils Plasticized Poly(lactic acid) Biocomposites: Mechanical, Thermal and Morphology Properties. Molecules 2014, 19, 16024–16038. [Google Scholar] [CrossRef] [PubMed]
- Nabinejad, O.; Sujan, D.; Rahman, M.E.; Davies, I.J. Effect of filler load on the curing behavior and mechanical and thermal performance of wood flour filled thermoset composites. J. Clean. Prod. 2017, 164, 1145–1156. [Google Scholar] [CrossRef]
- Baba, B.O.; Özmen, U. Preparation and mechanical characterization of chicken feather/PLA composites. Polym. Compos. 2017, 38, 837–845. [Google Scholar] [CrossRef]
- Chang, B.P.; Thakur, S.; Mohanty, A.K.; Misra, M. Novel sustainable biobased flame retardant from functionalized vegetable oil for enhanced fame retardancy of engineering plastic. Sci. Rep. 2019, 9, 15971. [Google Scholar] [CrossRef] [PubMed]
- Espinach, F.X.; Boufi, S.; Delgado-Aguilar, M.; Julián, F.; Mutjé, P.; Méndez, J.A. Composites from poly(lactic acid) and bleached chemical fibres: Thermal properties. Compos. Part B Engine 2018, 134, 169–176. [Google Scholar] [CrossRef]
- Jonoobi, M.; Niska, K.O.; Harun, J.; Misra, M. Chemical composition, crystallinity, and thermal degradation of bleached and unbleached kenaf bast (Hibiscus cannabinus) pulp and nanofibers. Bioresource 2009, 4, 626–639. [Google Scholar]
- Kim, H.S.; Kim, S.; Kim, H.J.; Yang, H.S. Thermal properties of bio-flour-filled polyolefin composites with different compatibilizing agent type and content. Thermochim. Acta 2006, 451, 181–188. [Google Scholar] [CrossRef]
- Poletto, M.; Zattera, A.J.; Forte, M.M.; Santana, R.M. Thermal decomposition of wood: Influence of wood components and cellulose crystallite size. Bioresour. Technol. 2012, 109, 148–153. [Google Scholar] [CrossRef]
- Menčík, P.; Přikryl, R.; Stehnová, I.; Melčová, V.; Kontárová, S.; Figalla, S.; Alexy, P.; Bočkaj, J. Effect of selected commercial plasticizers on mechanical, thermal, and morphological properties of poly(3-hydroxybutyrate)/poly(lactic acid)/plasticizer biodegradable blends for three-dimensional (3d) print. Materials 2018, 11, 1893. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value |
|---|---|
| α-cellulose, % | 96.7 ± 0.5 |
| Lignin, % | 0.27 ± 0.08 |
| Viscosity, ml/g | 655 |
| Ash, % | 0.28 ± 0.05 |
| Properties | Value |
|---|---|
| Density (at 20 °C) | 0.920–0.945 |
| Acid value | 1.4 |
| Iodine value | 149.5–170.6 |
| Saponification value | 193.4–196.7 |
| Composite Fabrication Method | Pulp Fiber Contents (%) | Tensile Strength (MPa) | Tensile Modulus (MPa) | Elongation at Break (%) | Flexural Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|---|---|---|
| 0 | 40.67 ± 1.87 | 2187.64 ± 95.37 | 11.70 ± 0.41 | 95.0 ± 4.65 | 2.91 ± 0.12 | |
| Method 1 | 10 | 45.74 ± 2.03 | 2209.94 ± 86.22 | 11.63 ± 0.53 | 101.2 ± 4.91 | 3.14 ± 0.09 |
| 20 | 51.62 ± 1.94 | 2482.22 ± 101.05 | 5.11 ± 0.30 | 103.6 ± 5.02 | 3.86 ± 0.23 | |
| 30 | 56.61 ± 2.11 | 2809.67 ± 90.43 | 5.24 ± 0.28 | 109.5 ± 6.36 | 4.54 ± 0.17 | |
| 40 | 52.84 ± 1.21 | 3060.97 ± 98.12 | 2.54 ± 0.20 | 104.9 ± 4.23 | 5.09 ± 0.20 | |
| 50 | 42.87 ± 1.53 | 3542.66 ± 88.96 | 2.14 ± 0.23 | 103.3 ± 5.64 | 5.93 ± 0.34 | |
| Method 2 | 10 | 46.34 ± 2.24 | 2316.46 ± 102.68 | 11.71 ± 0.39 | 102.2 ± 6.15 | 3.21 ± 0.25 |
| 20 | 52.88 ± 1.96 | 2502.19 ± 93.14 | 5.26 ± 0.25 | 105.0 ± 5.28 | 4.02 ± 0.29 | |
| 30 | 59.32 ± 2.35 | 3043.54 ± 96.52 | 5.13 ± 0.31 | 114.7 ± 3.67 | 4.97 ± 0.18 | |
| 40 | 55.45 ± 2.41 | 3390.27 ± 99.45 | 2.64 ± 0.18 | 108.8 ± 4.82 | 5.85 ± 0.10 | |
| 50 | 50.28 ± 2.07 | 3751.38 ± 92.47 | 2.23 ± 0.24 | 106.5 ± 5.26 | 6.18 ± 0.32 |
| Soaked Pulp Fiber Contents (%) | Tg (°C) | Tm (°C) | Tc (°C) |
|---|---|---|---|
| 0 | 56.2 | 148.1 | 86.4 |
| 10 | 56.2 | 147.7 | 88.8 |
| 20 | 54.8 | 146.5 | - |
| 30 | 55.0 | 146.8 | - |
| 40 | 53.5 | 146.9 | - |
| 50 | 50.6 | 150.3 | - |
| Soaked Pulp Fiber Contents (%) | T5 (°C) | T25 (°C) | T50 (°C) | Weight Loss at 450 °C (%) |
|---|---|---|---|---|
| SPF | 314.6 | 335.9 | 346.3 | 74.37 |
| 0 | 313.9 | 371.2 | 394.0 | 78.98 |
| 10 | 302.8 | 365.0 | 389.3 | 80.61 |
| 20 | 310.5 | 360.9 | 393.2 | 77.29 |
| 30 | 312.7 | 356.9 | 390.0 | 75.39 |
| 40 | 305.1 | 342.0 | 370.8 | 74.02 |
| 50 | 306.1 | 346.0 | 372.9 | 79.68 |
| Epoxidized Tung Oil Contents (%) | Tensile Strength (MPa) | Tensile Modulus (MPa) | Elongation at Break (%) | Flexural Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|---|---|
| 0 | 48.05 ± 1.85 | 2403.11 ± 105.42 | 2.19 ± 0.08 | 98.3 ± 4.88 | 2.93 ± 0.12 |
| 5 | 50.52 ± 2.09 | 3219.22 ± 96.23 | 2.56 ± 0.23 | 102.1 ± 5.03 | 3.17 ± 0.15 |
| 7.5 | 52.28 ± 2.14 | 3094.93 ± 101.45 | 3.71 ± 0.40 | 103.2 ± 3.94 | 3.34 ± 0.09 |
| 10 | 59.32 ± 2.35 | 3043.54 ± 96.52 | 5.13 ± 0.31 | 114.7 ± 3.67 | 4.97 ± 0.18 |
| 15 | 54.03 ± 2.28 | 2667.19 ± 95.16 | 5.45 ± 0.30 | 105.8 ± 4.52 | 4.19 ± 0.16 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, V.K.; Nguyen, T.T.; Pham Thi, T.H.; Pham, T.T. Effects of Pulp Fiber and Epoxidized Tung Oil Content on the Properties of Biocomposites Based on Polylactic Acid. J. Compos. Sci. 2020, 4, 56. https://doi.org/10.3390/jcs4020056
Nguyen VK, Nguyen TT, Pham Thi TH, Pham TT. Effects of Pulp Fiber and Epoxidized Tung Oil Content on the Properties of Biocomposites Based on Polylactic Acid. Journal of Composites Science. 2020; 4(2):56. https://doi.org/10.3390/jcs4020056
Chicago/Turabian StyleNguyen, Van Khoi, Thanh Tung Nguyen, Thu Ha Pham Thi, and Thu Trang Pham. 2020. "Effects of Pulp Fiber and Epoxidized Tung Oil Content on the Properties of Biocomposites Based on Polylactic Acid" Journal of Composites Science 4, no. 2: 56. https://doi.org/10.3390/jcs4020056
APA StyleNguyen, V. K., Nguyen, T. T., Pham Thi, T. H., & Pham, T. T. (2020). Effects of Pulp Fiber and Epoxidized Tung Oil Content on the Properties of Biocomposites Based on Polylactic Acid. Journal of Composites Science, 4(2), 56. https://doi.org/10.3390/jcs4020056