Fused Deposition Modelling of Natural Fibre/Polylactic Acid Composites


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Alkalifibre Reatment
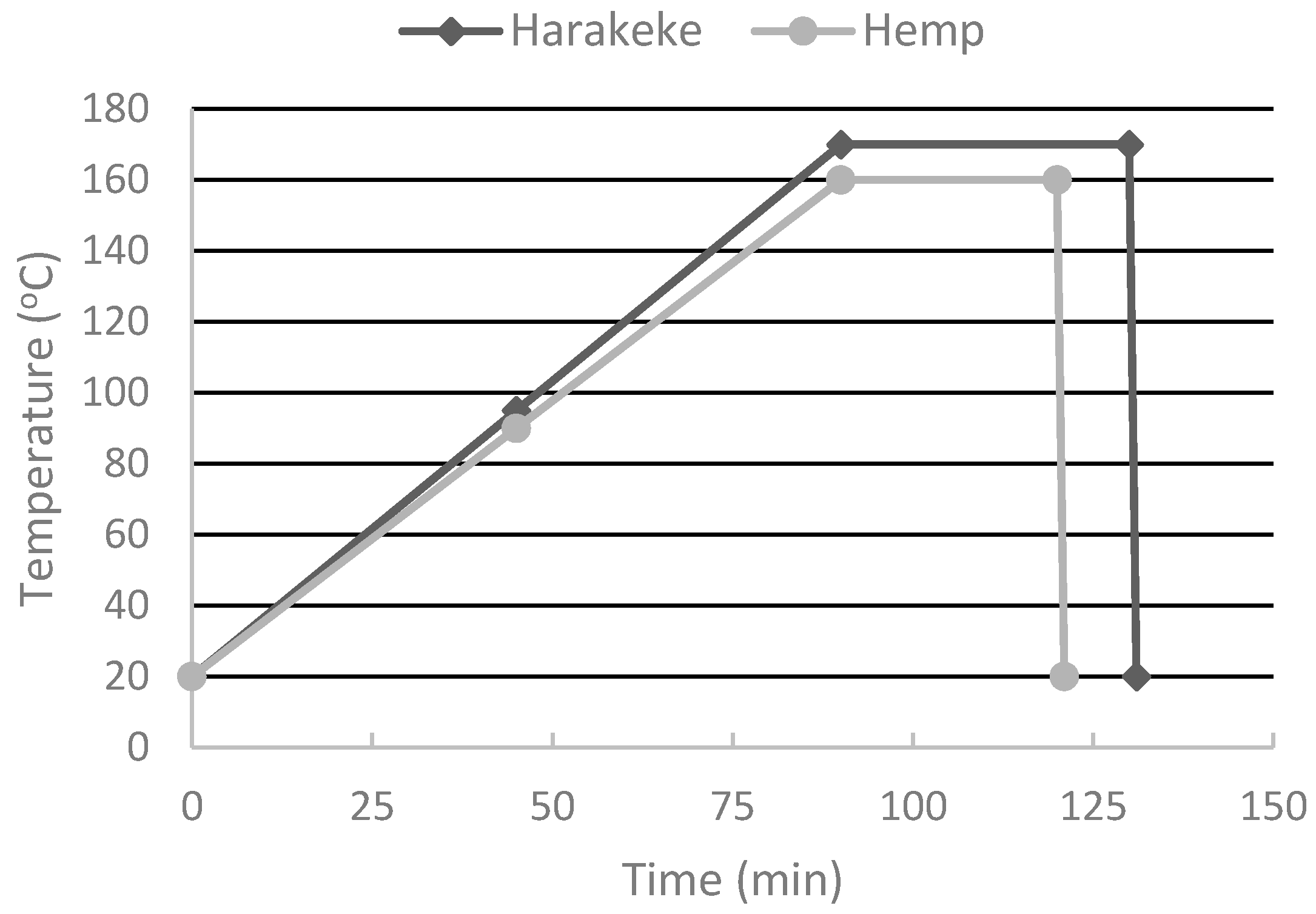
2.3. Filament Formation
2.4. Sample Printing
2.5. Mechanical Testing
2.6. Scanning Electron Microscope (SEM)
3. Results and Discussion
3.1. Surface Finish
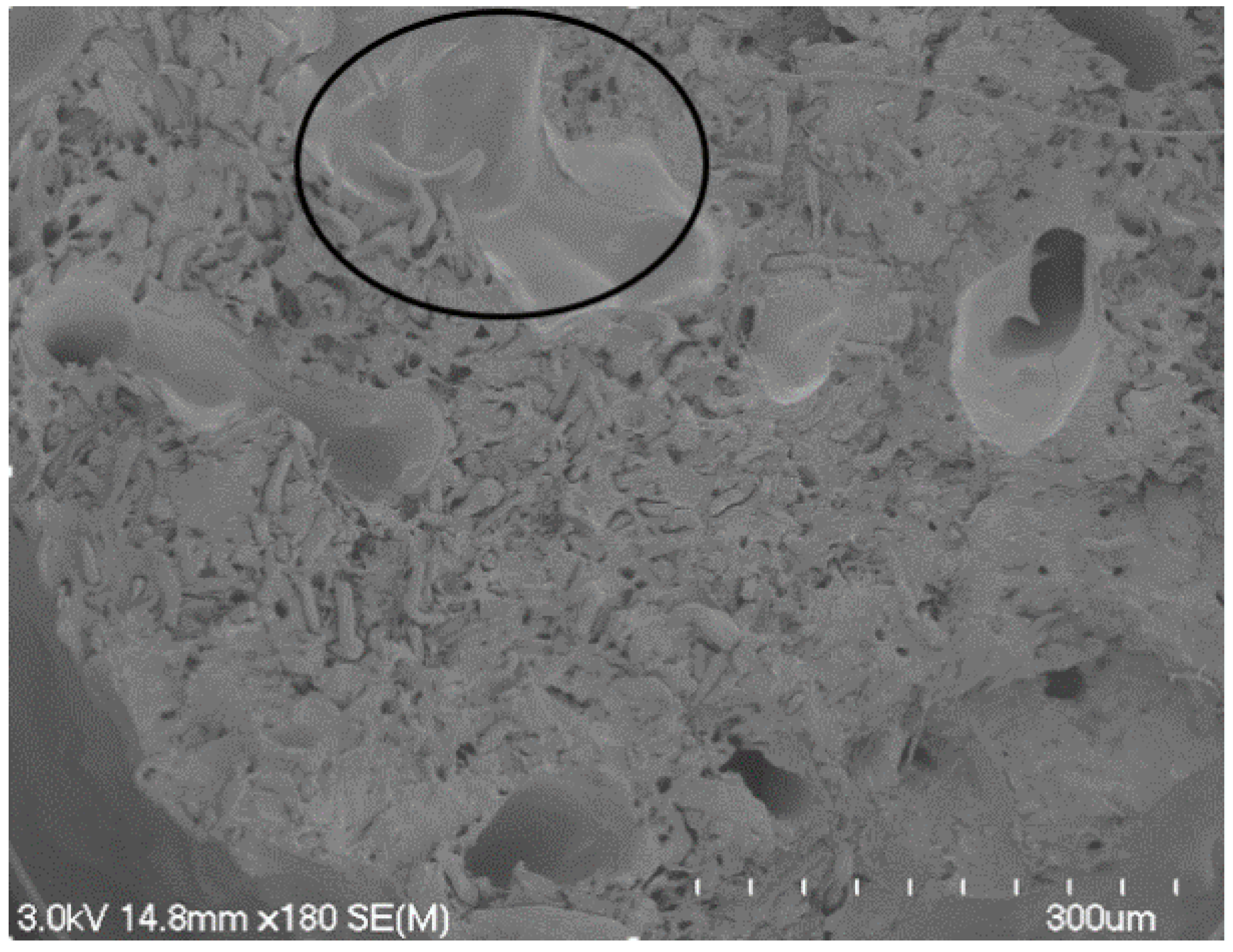
3.2. SEM Analysis
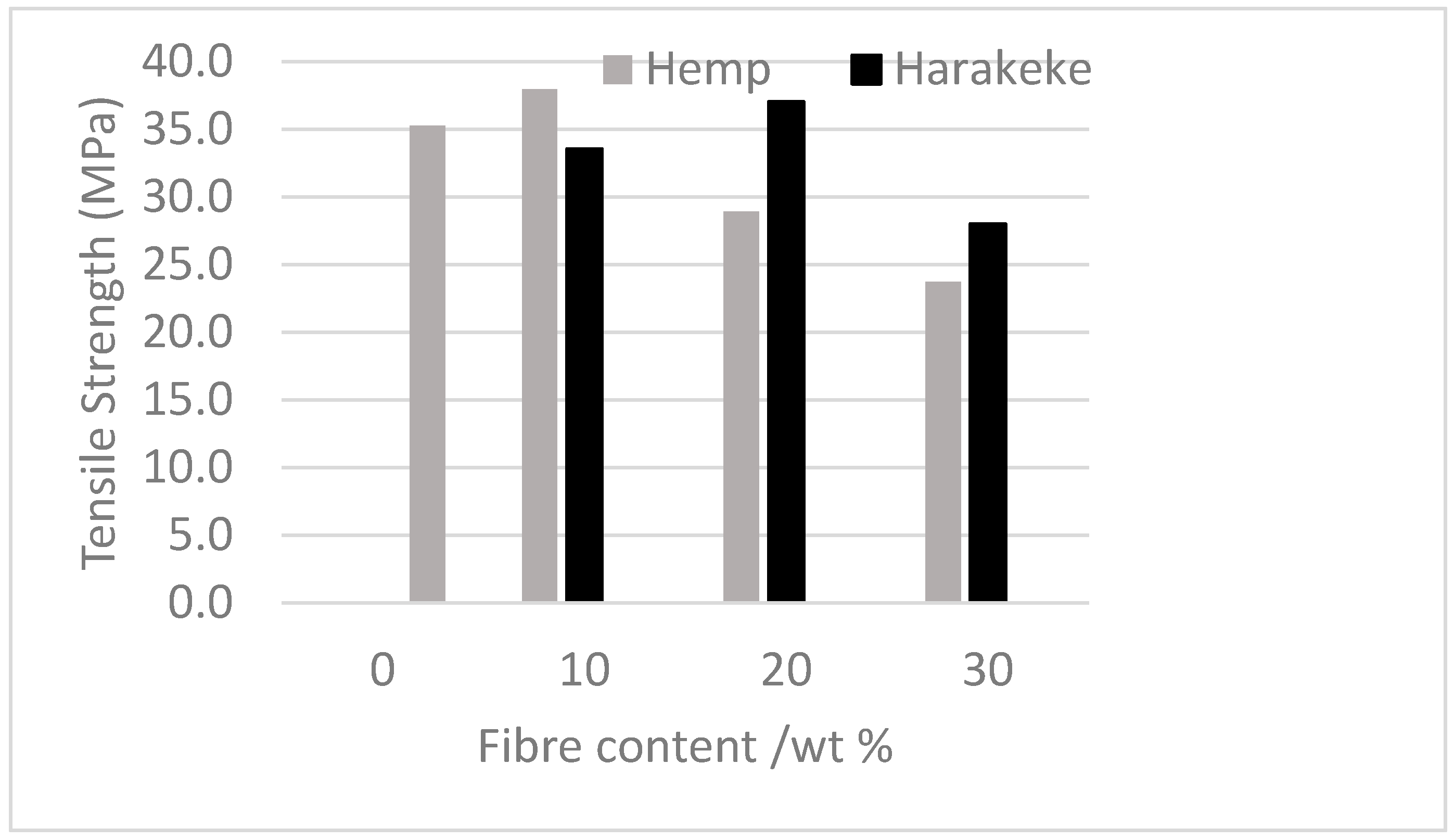
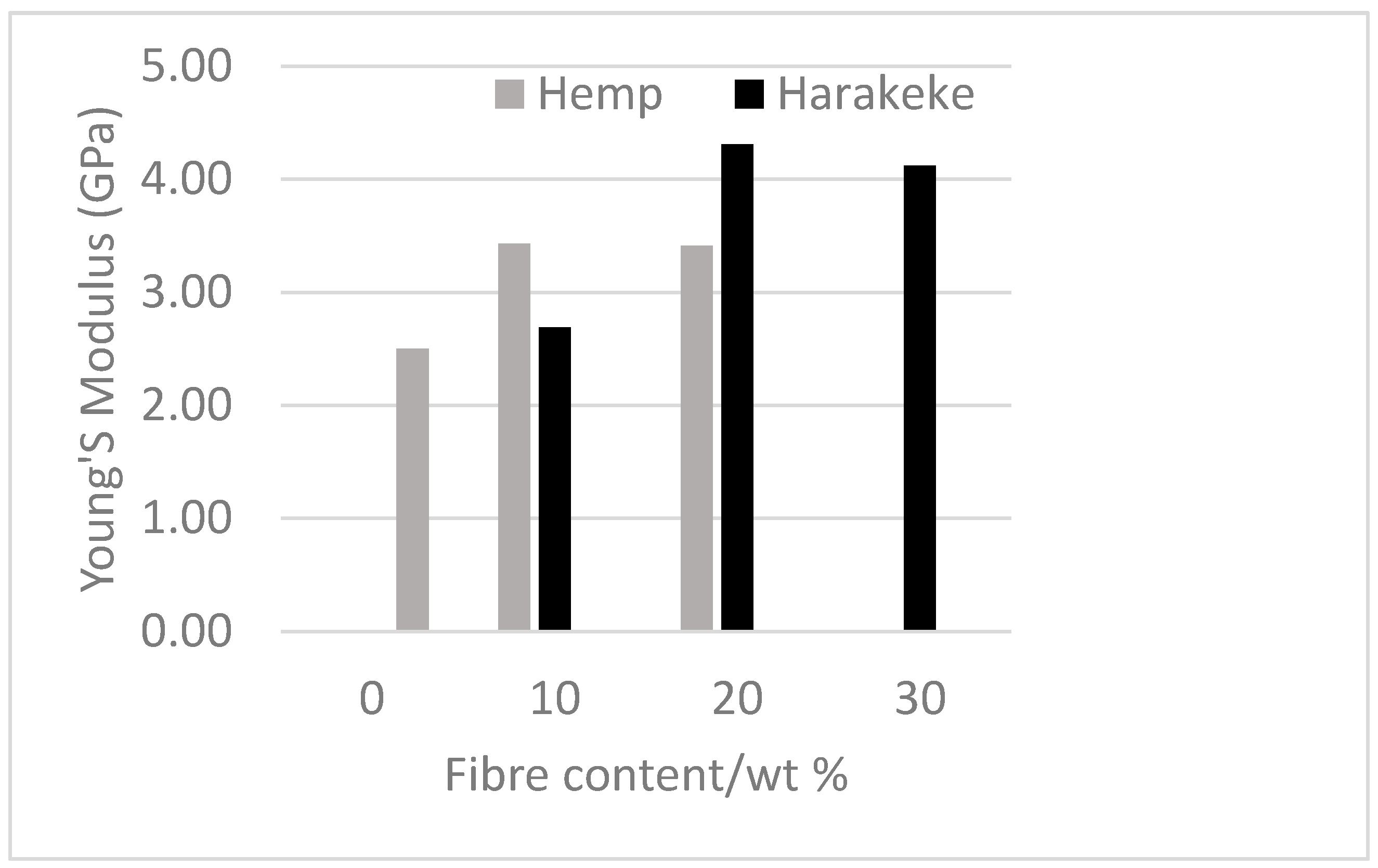
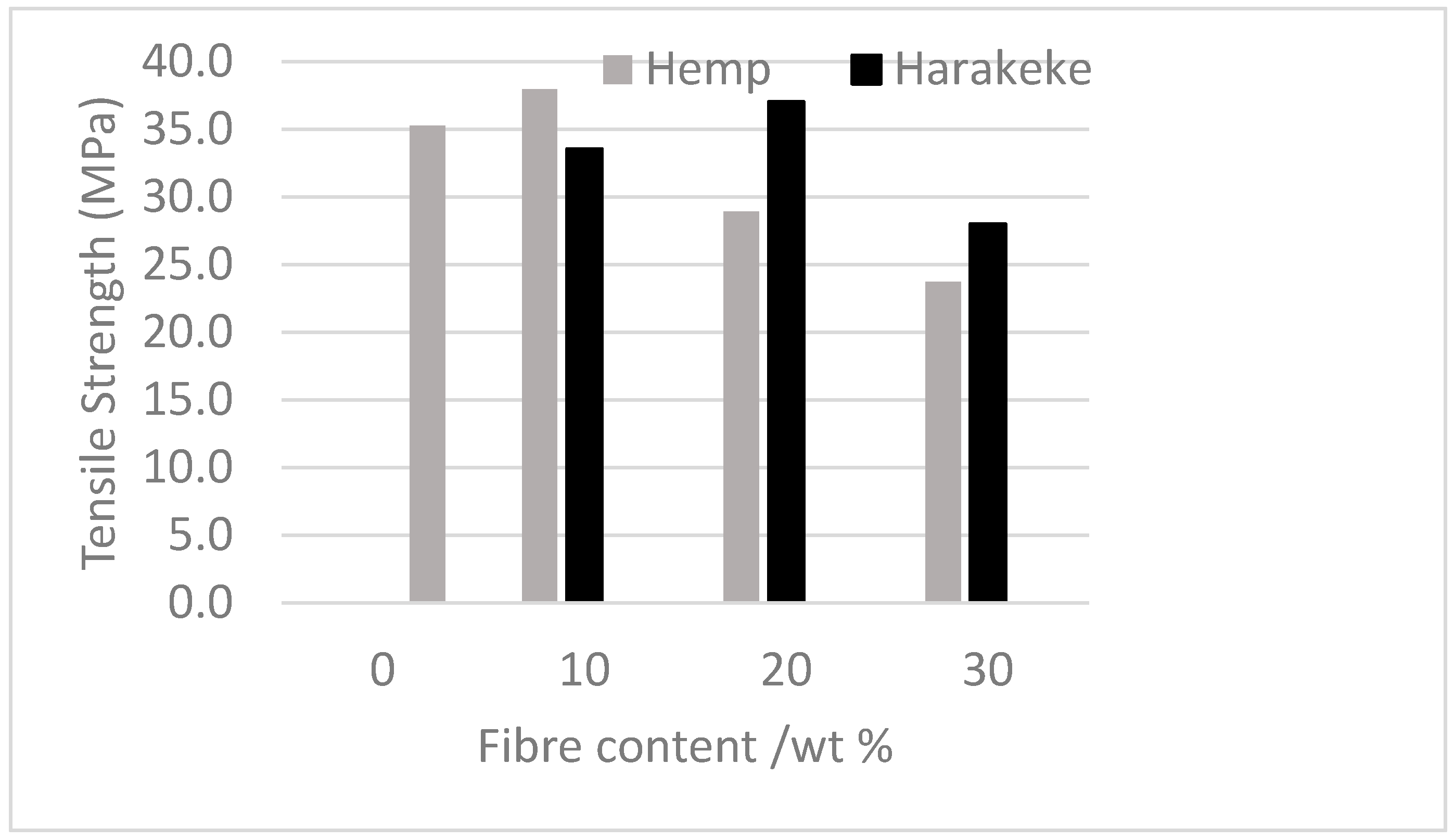
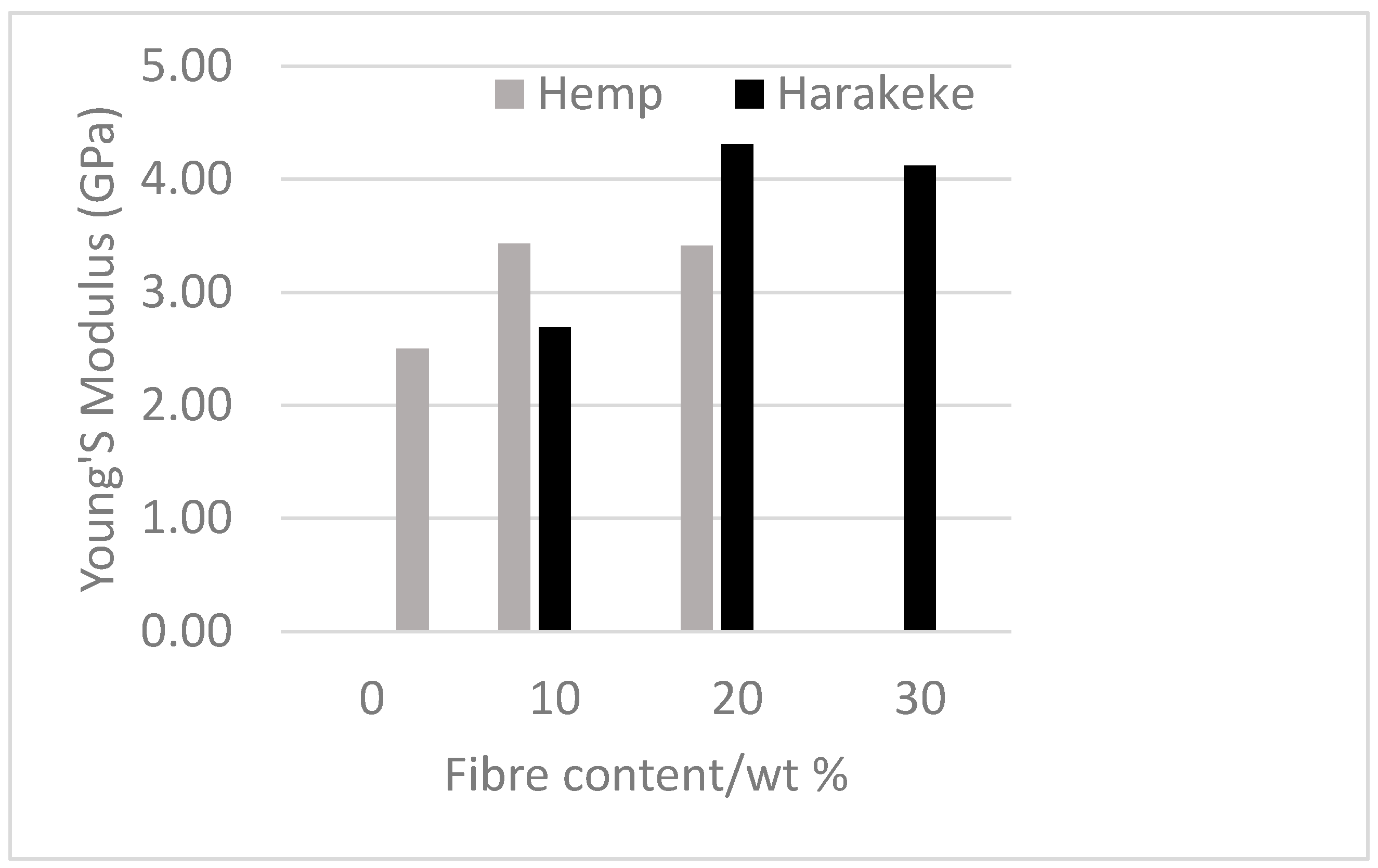
3.3. Mechanical Properties
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhai, Y.W.; Lados, D.A.; LaGoy, J.A. Additive manufacturing: Making imagination the major limitation. JOM 2014, 66, 808–816. [Google Scholar] [CrossRef]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Urbonaite, G.; Kibirkštis, E.; Miliūnas, V. 3D print technologies analysis. In Mechanika 2013: Proceedings of the 18th International Conference; Technologija: Kaunas, Lithuania, 2013; pp. 244–247. [Google Scholar]
- Magalhes, L.C.; Volpato, N.; Luersen, M.A. Evaluation of stiffness and strength in fused deposition sandwich specimens. J. Braz. Soc. Mech. Sci. Eng. 2014, 36, 449–459. [Google Scholar] [CrossRef]
- Tong, S. MakiBox. 2014. Available online: http://www.makibox.com/ (accessed on 26 October 2014).
- Haq, R.H.A.; Wahab, M.S.B.; Jaimi, N.I. Fabrication process of polymer nano-composite filament for fused deposition modeling. Appl. Mech. Mater. 2014, 465, 8–12. [Google Scholar] [CrossRef]
- Zhong, W.H.; Li, F.; Zhang, Z.; Song, L.; Li, Z. Short fiber reinforced composites for fused deposition modeling. Mater. Sci. Eng. A 2001, 301, 125–130. [Google Scholar] [CrossRef]
- Mireles, J.; Kim, H.C.; Lee, I.H.; Espalin, D.; Medina, F.; MacDonald, E.; Wicker, R. Development of a fused deposition modeling system for low melting temperature metal alloys. J. Electron. Packag. 2013, 135, 011008. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber-polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Efendy, M.G.A.; Pickering, K.L. Comparison of harakeke with hemp fibre as a potential reinforcement in composites. Composites Part A 2014, 67, 259–267. [Google Scholar] [CrossRef] [Green Version]
- Oksman, K.; Skrifvars, M.; Selin, J.F. Natural fibres as reinforcement in polylactic acid (PLA) composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Shah, D.U. Developing plant fibre composites for structural applications by optimising composite parameters: A critical review. J. Mater. Sci. 2013, 48, 6083–6107. [Google Scholar] [CrossRef]
- Novakova-Marcincinova, L.; Novak-Marcincin, J. Testing of the ABS materials for application in fused deposition modeling technology. Appl. Mech. Mater. 2013, 309, 133–140. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Samper, M.D.; López, J.; Jiménez, A. Combined effect of poly(hydroxybutyrate) and plasticizers on polylactic acid properties for film intended for food packaging. J. Polym. Environ. 2014, 22, 460–470. [Google Scholar] [CrossRef]
- Wan, T.; Yang, G.; Du, T.; Zhang, J. Tri-(butanediol-monobutyrate) citrate plasticizing poly(lactic acid): Synthesis, crystallization, thermal, and mechanical properties. Polym. Eng. Sci. 2015, 55, 205–213. [Google Scholar] [CrossRef]
- Fisa, B. Mechanical degradation of glass-fibers during compounding with polypropylene. Polym. Compos. 1985, 6, 232–241. [Google Scholar] [CrossRef]
- Yan, Z.L.; Zhang, J.C.; Lin, G.; Zhang, H.; Ding, Y.; Wang, H. Fabrication process optimization of hemp fibre-reinforced polypropylene composites. J. Reinf. Plast. Compos. 2013, 32, 1504–1512. [Google Scholar] [CrossRef] [Green Version]
- Huber, T.; Biedermann, U.; Mussig, J. Enhancing the fibre matrix adhesion of natural fibre reinforced polypropylene by electron radiation analyzed with the single fibre fragmentation test. Compos. Interfaces 2010, 17, 371–381. [Google Scholar] [CrossRef]
- Huber, T.; Mussig, J. Fibre matrix adhesion of natural fibres cotton, flax and hemp in polymeric matrices analyzed with the single fibre fragmentation test. Compos. Interfaces 2008, 15, 335–349. [Google Scholar] [CrossRef]
- Zhang, Q.; Shi, L.; Nie, J.; Wang, H.; Yang, D. Study on poly(lactic acid)/natural fibers composites. J. Appl. Polym. Sci. 2012, 125, E526–E533. [Google Scholar] [CrossRef]
- De Rosa, I.M.; Iannoni, A.; Kenny, J.M.; Puglia, D.; Santulli, C.; Sarasini, F.; Terenzi, A. Poly(lactic acid)/phormium tenax composites: Morphology and thermo-mechanical behavior. Polym. Compos. 2011, 32, 1362–1368. [Google Scholar] [CrossRef]



© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stoof, D.; Pickering, K.; Zhang, Y. Fused Deposition Modelling of Natural Fibre/Polylactic Acid Composites. J. Compos. Sci. 2017, 1, 8. https://doi.org/10.3390/jcs1010008
Stoof D, Pickering K, Zhang Y. Fused Deposition Modelling of Natural Fibre/Polylactic Acid Composites. Journal of Composites Science. 2017; 1(1):8. https://doi.org/10.3390/jcs1010008
Chicago/Turabian StyleStoof, David, Kim Pickering, and Yuanji Zhang. 2017. "Fused Deposition Modelling of Natural Fibre/Polylactic Acid Composites" Journal of Composites Science 1, no. 1: 8. https://doi.org/10.3390/jcs1010008
APA StyleStoof, D., Pickering, K., & Zhang, Y. (2017). Fused Deposition Modelling of Natural Fibre/Polylactic Acid Composites. Journal of Composites Science, 1(1), 8. https://doi.org/10.3390/jcs1010008