
Effect of Ageing on a Novel Cobalt-Free Precipitation-Hardenable Martensitic Alloy Produced by SLM: Mechanical, Tribological and Corrosion Behaviour

 ,
,  and
and
Abstract

1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- Ageing treatments had a substantial impact on the microstructure, mechanical properties, and tribological and electrochemical performance of the SLM-processed maraging martensitic steel. These treatments enable property tailoring according to specific application requirements.
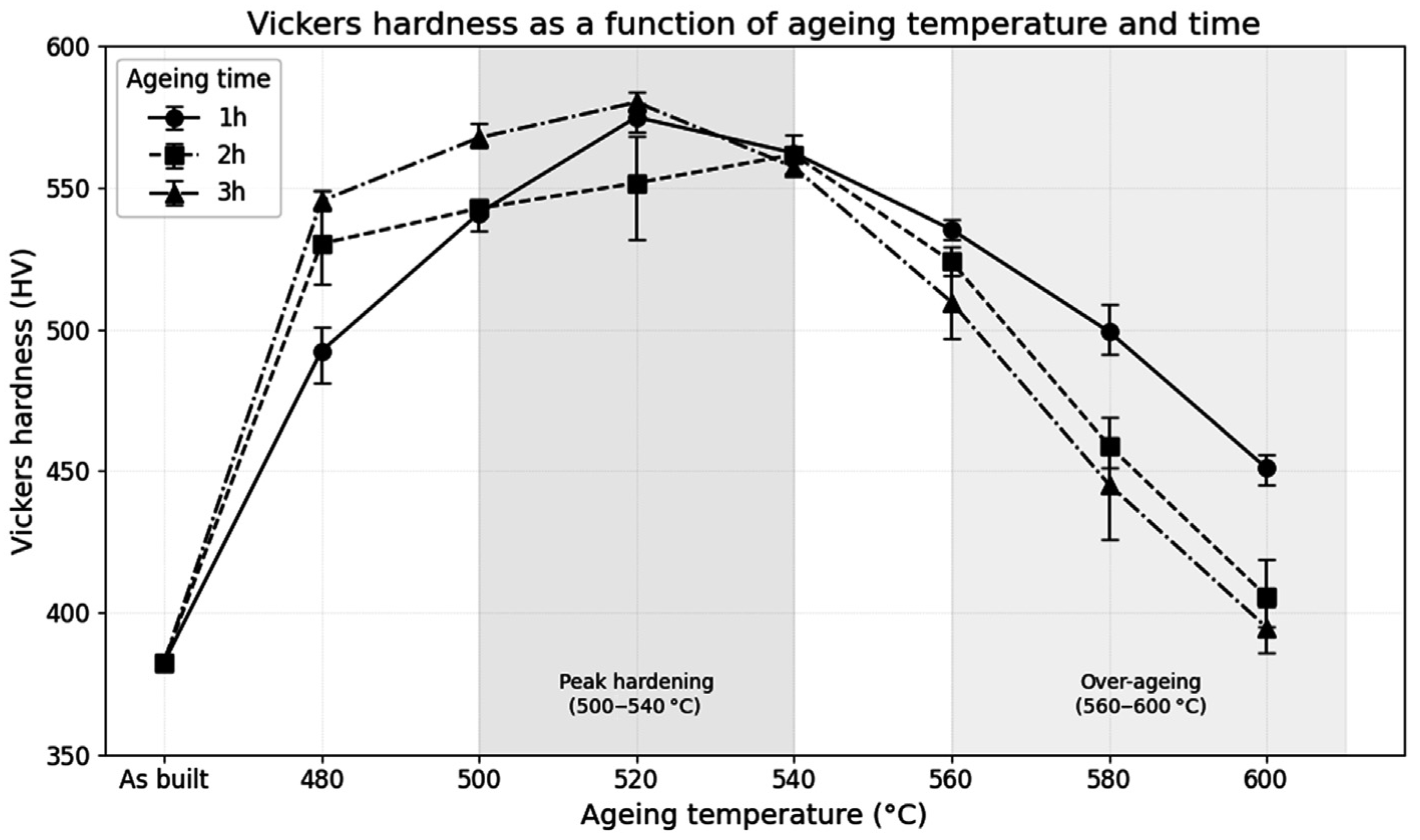
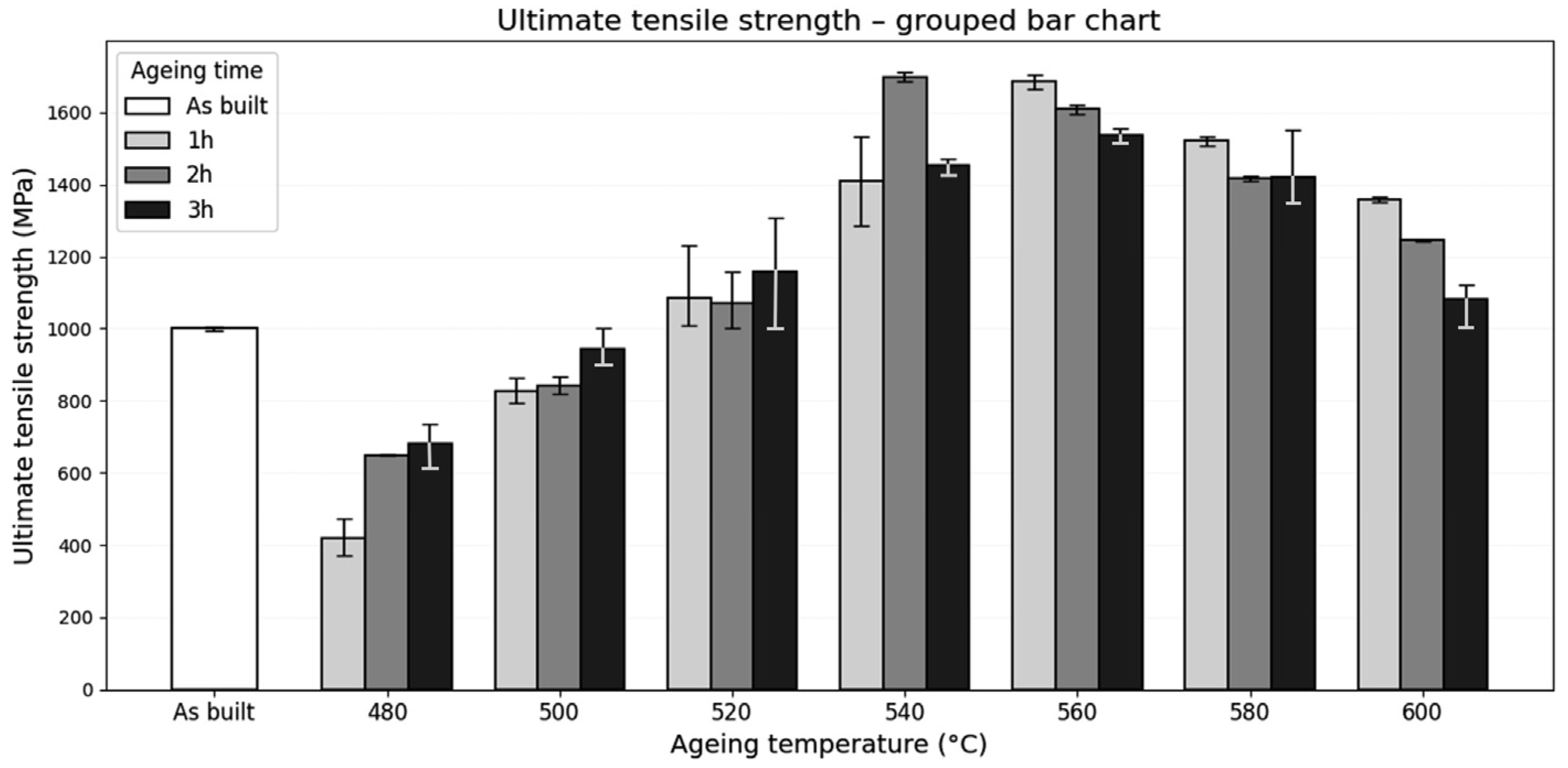
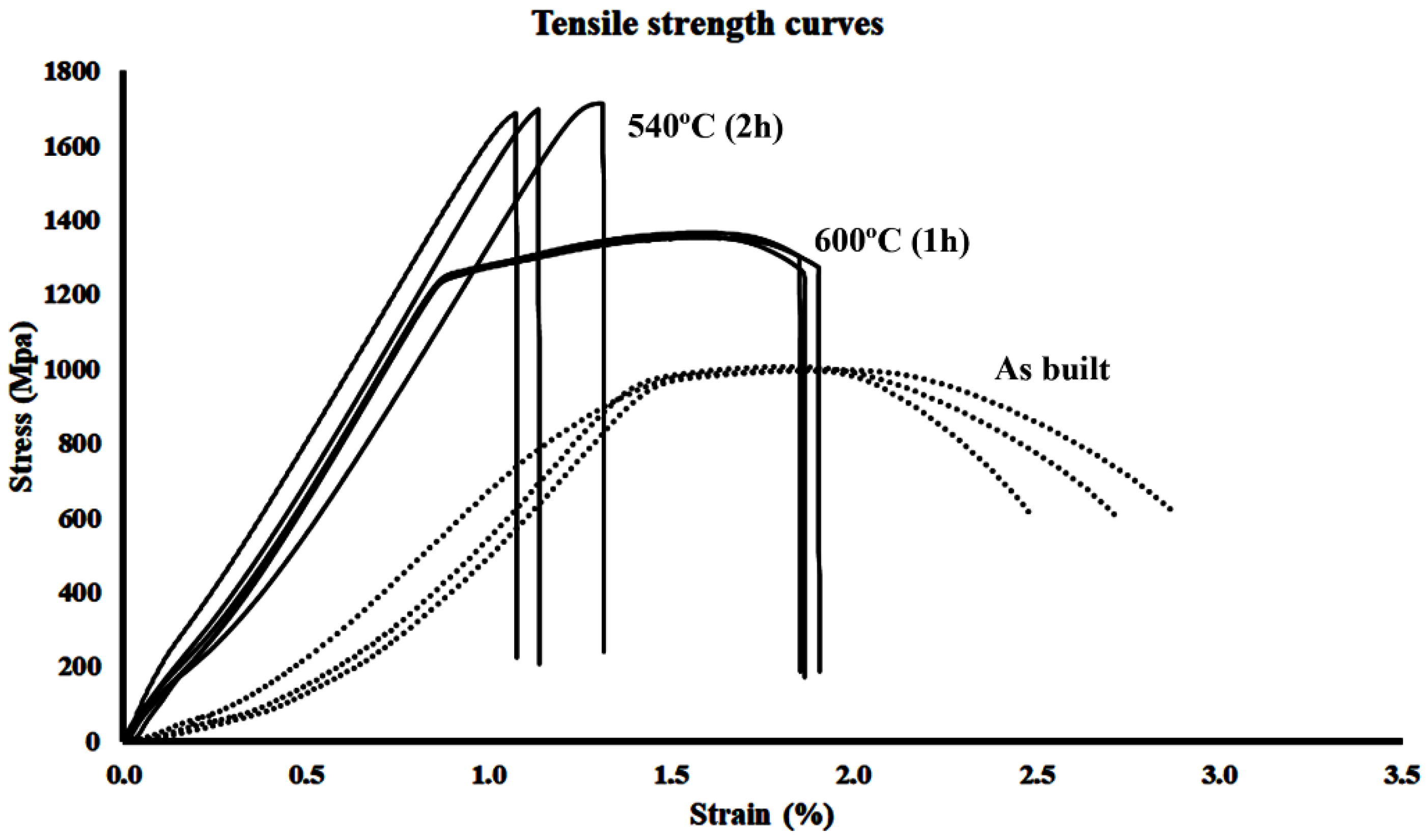
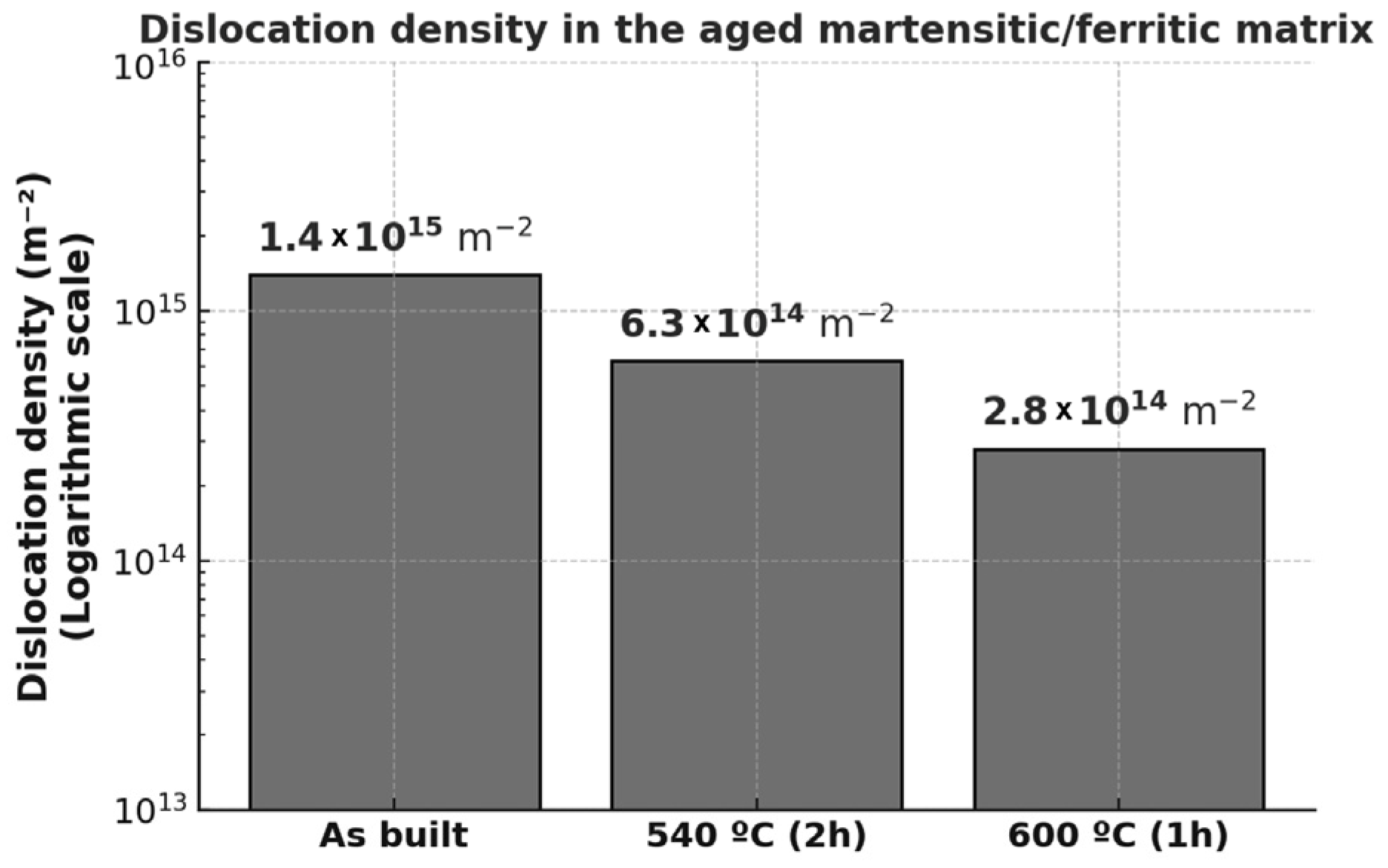
- In the as-built condition, the alloy exhibited a hardness of 360 HV, high tensile strength (~1000 MPa), and elevated dislocation density (1.4 × 1015 m−2), associated with a predominantly martensitic microstructure containing ~6.9 wt.% retained austenite.
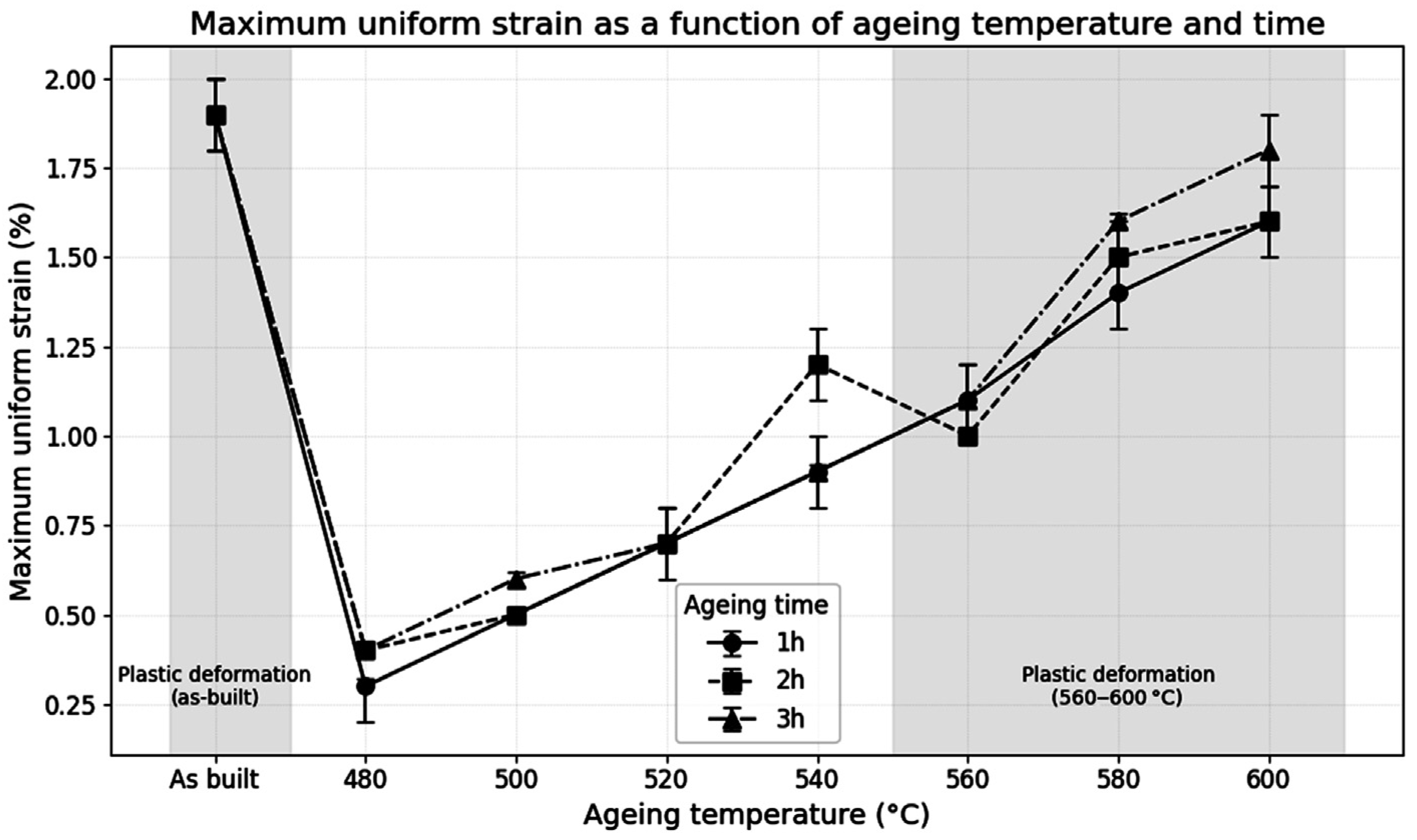
- Tensile specimens in the as-built state and those aged above 540 °C fractured with measurable plastic deformation, whereas all other conditions exhibited brittle fracture.
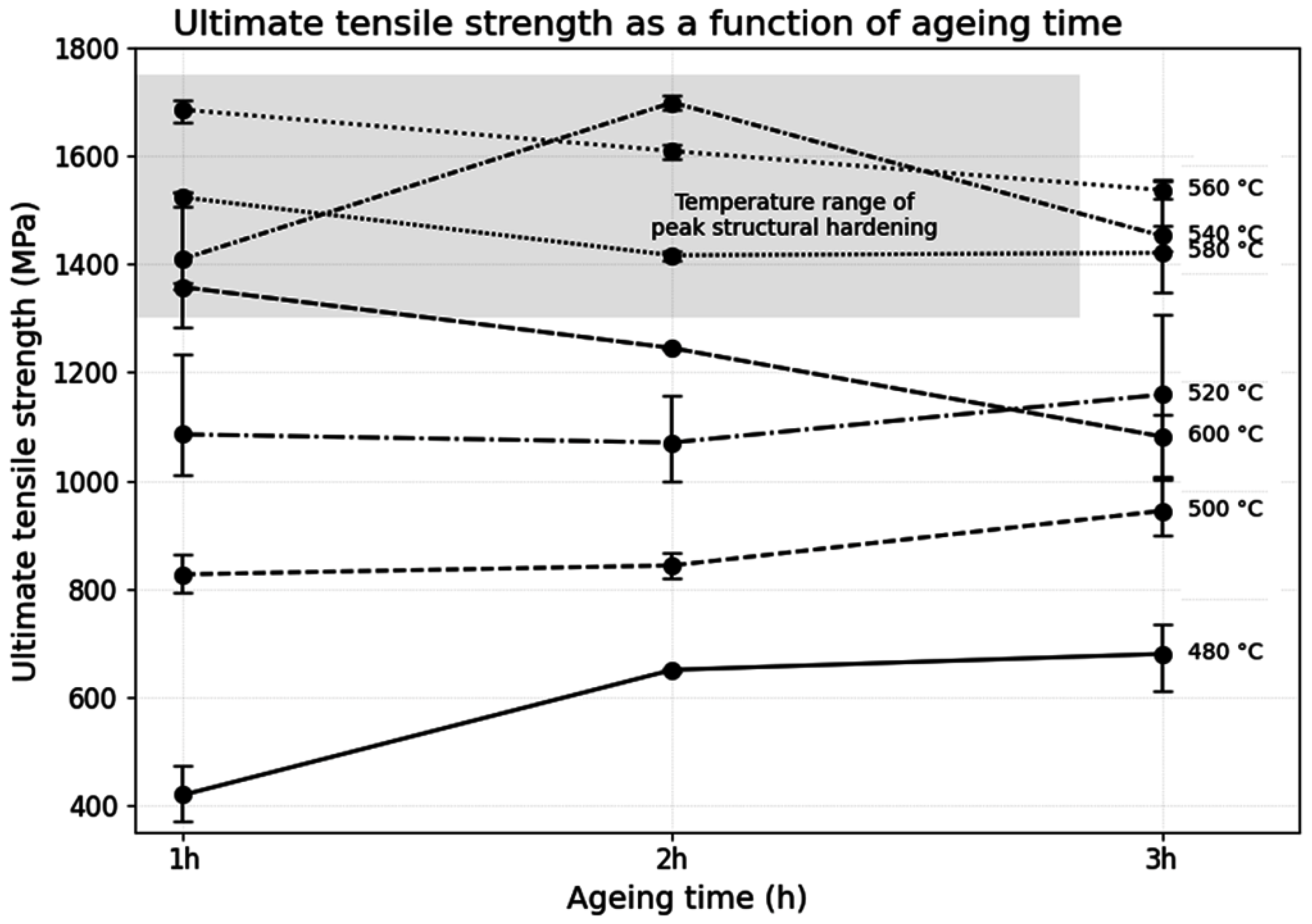
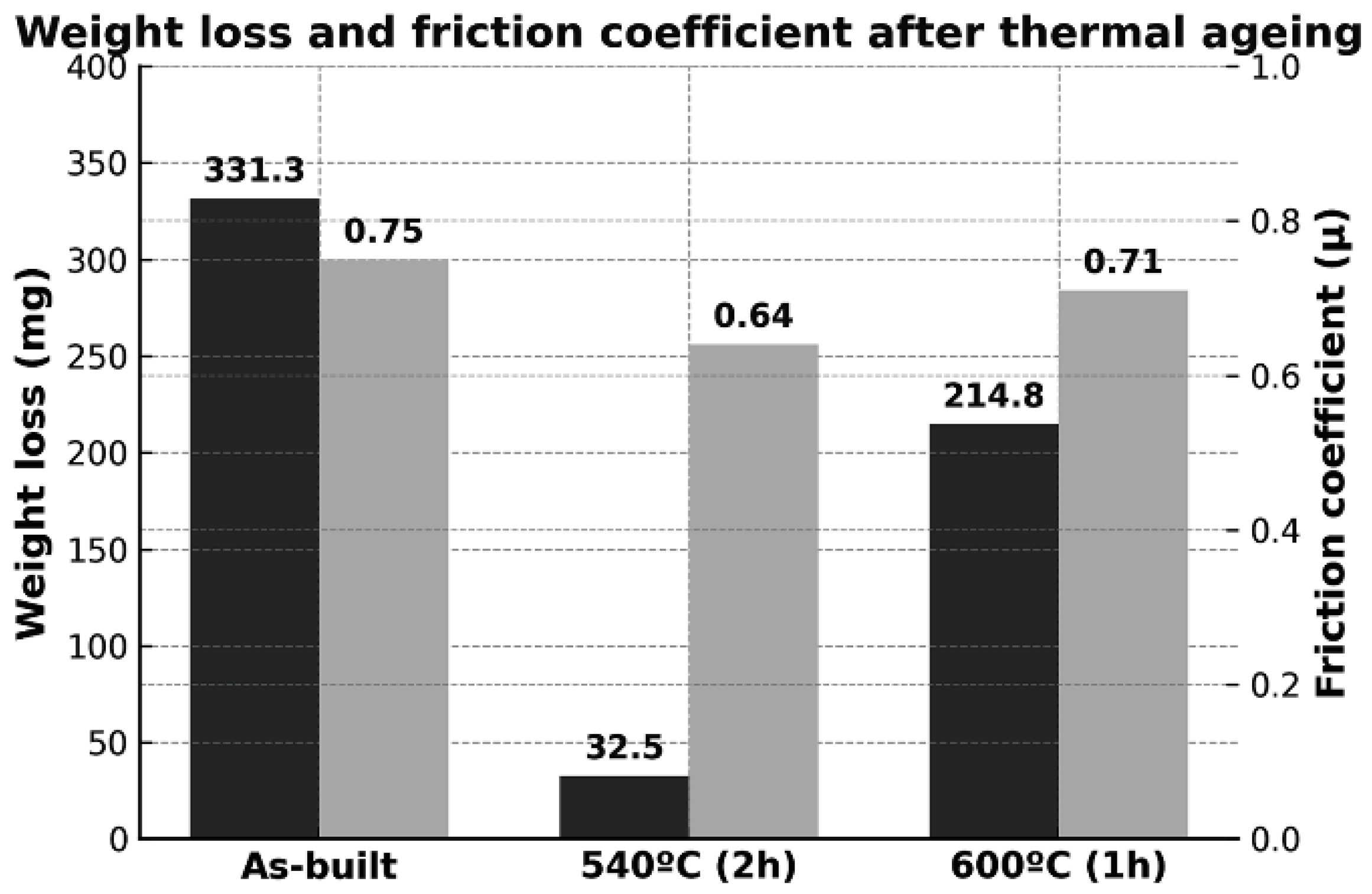
- Ageing at 540 °C for 2 h yielded an especially favourable combination of hardness (550–560 HV), tensile strength (~1700 MPa), low retained austenite content (~3.2 wt.%), and excellent wear resistance, achieving a 90% reduction in mass loss compared to the as-built condition.
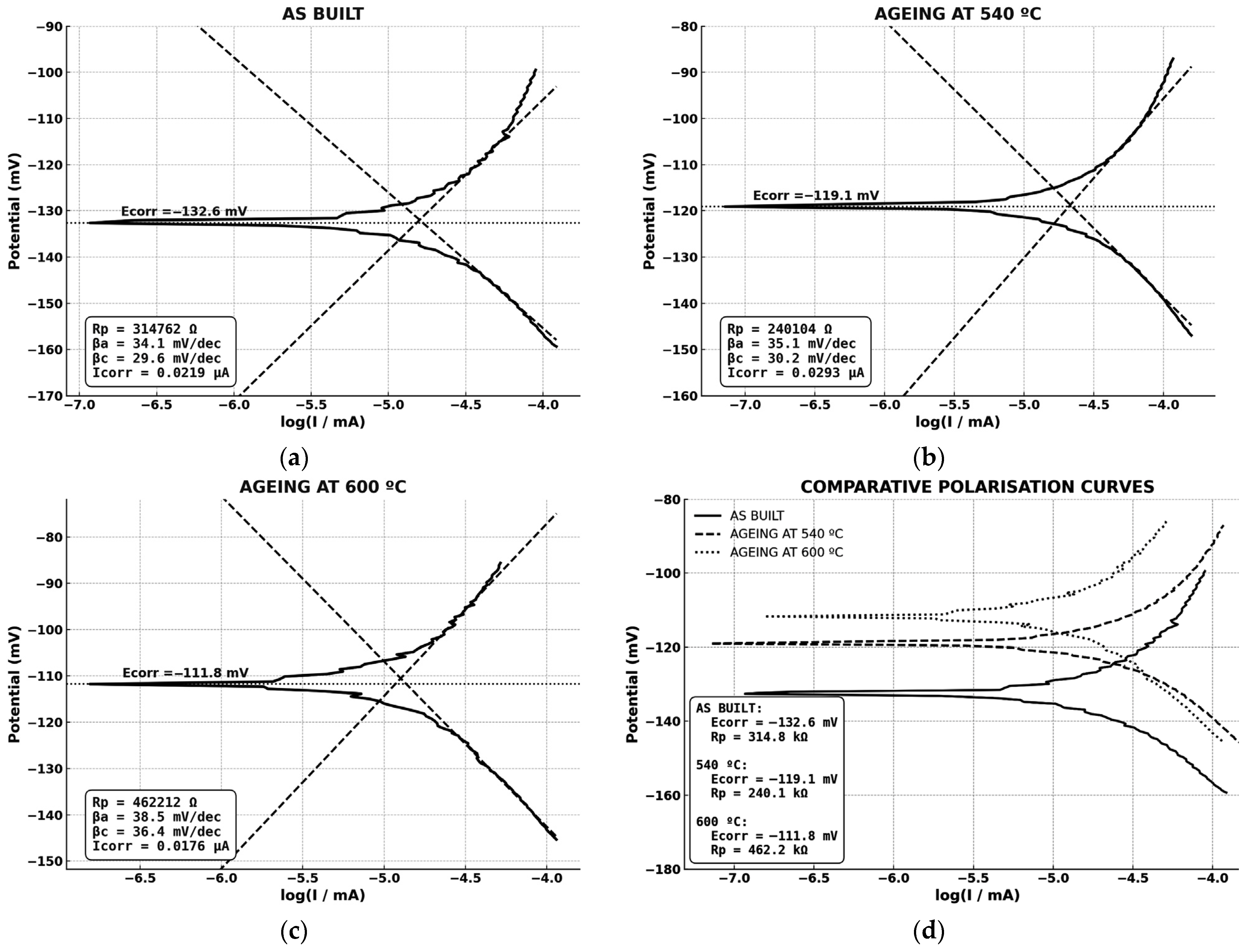
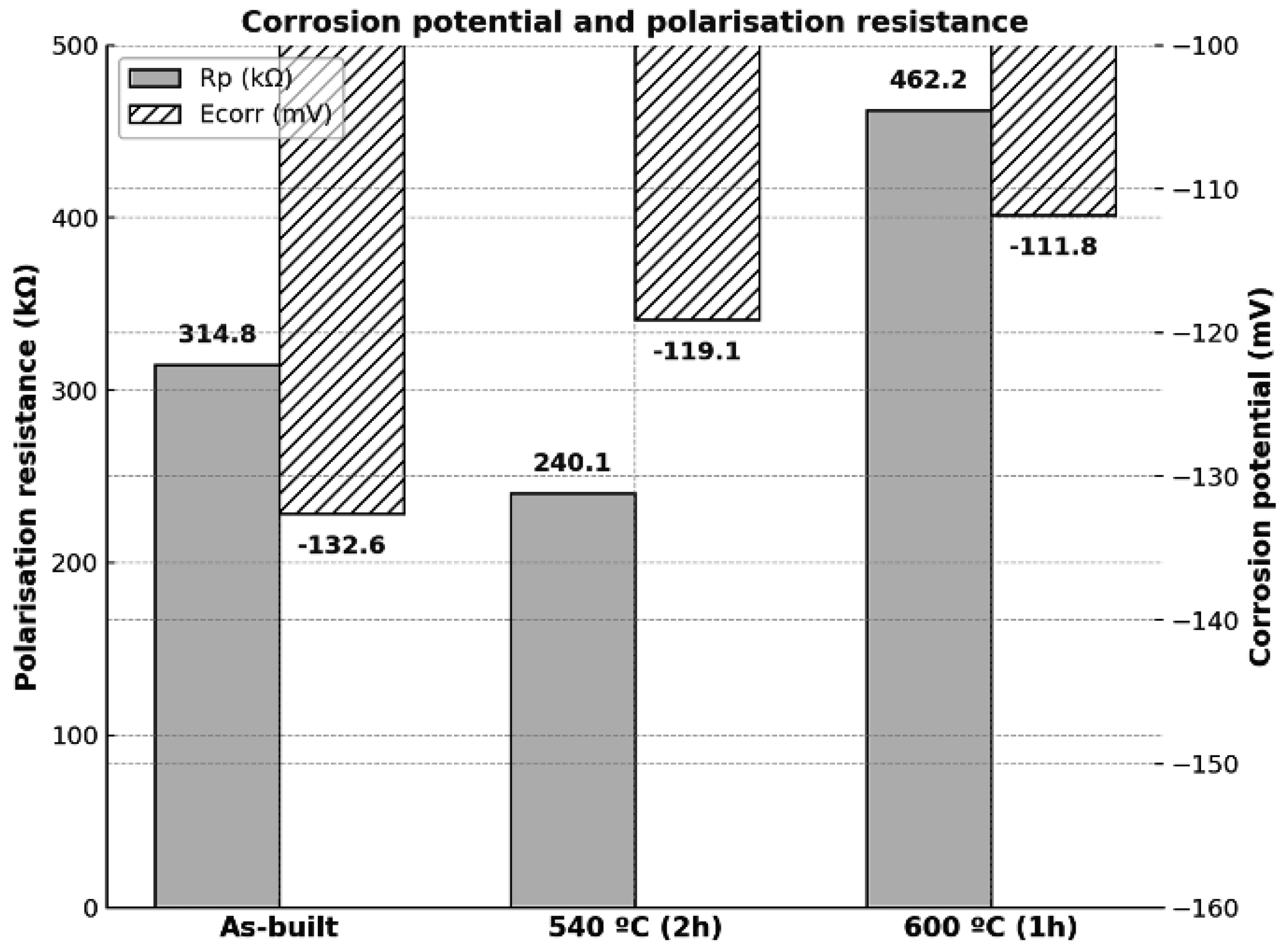
- Ageing at 600 °C for 1 h is a viable alternative when moderate ductility is required, achieving good tensile strength (~1350 MPa), outstanding corrosion resistance (Ecorr = –111.8 mV; Rp = 462.2 kΩ), moderate hardness (∼450 HV), and a high content of reverted austenite (~34.3 wt.%). Compared to the as-built condition, this treatment improved wear resistance, reducing mass loss by over 35%.
- Dislocation density progressively decreased with thermal exposure, a trend that appears to correlate with an increase in corrosion potential. Electrochemical behaviour may also be influenced by the austenite content. However, the presence of nanoscale strengthening precipitates such as Ni3Ti could generate local galvanic cells affecting the electrochemical response.
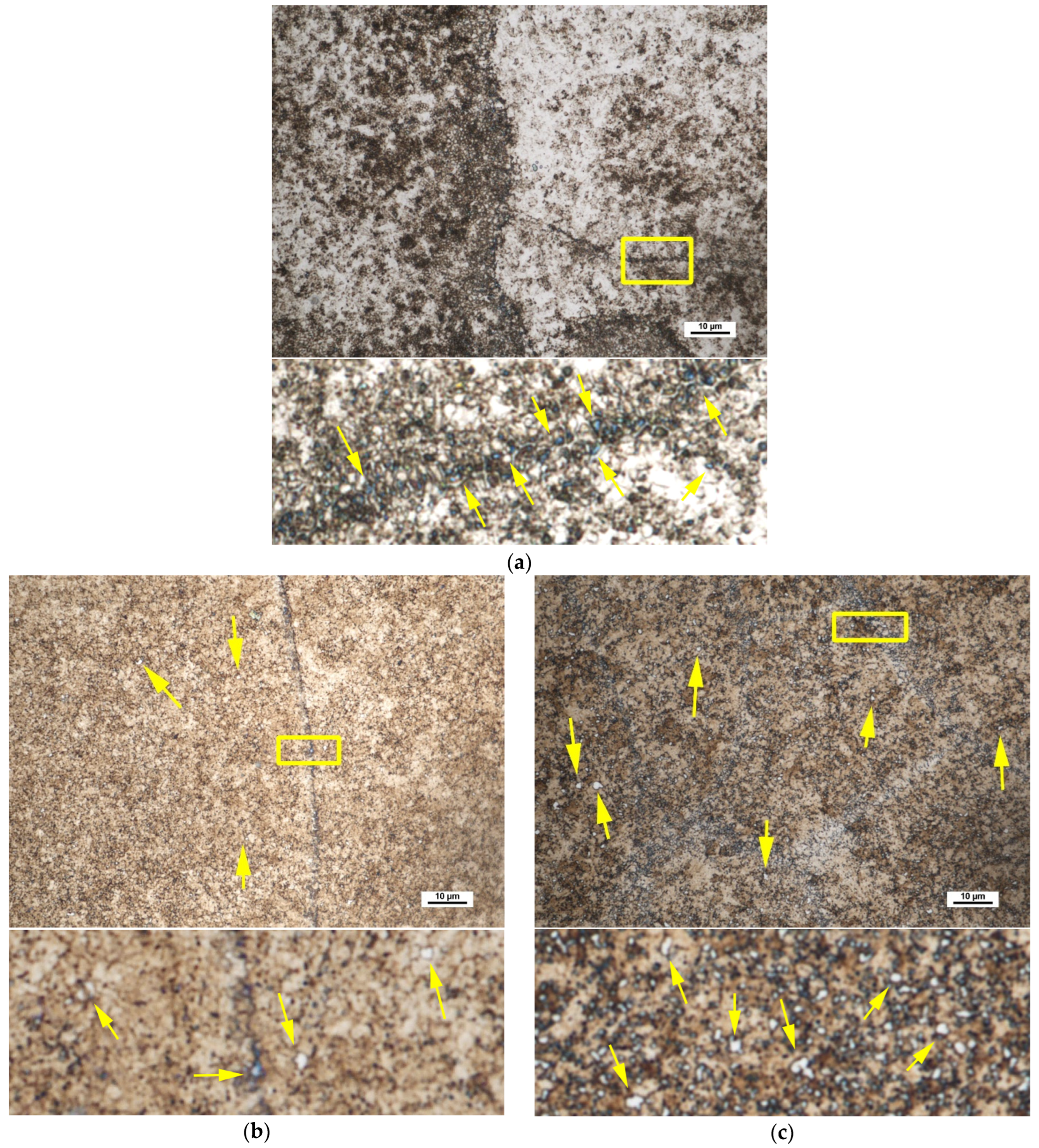
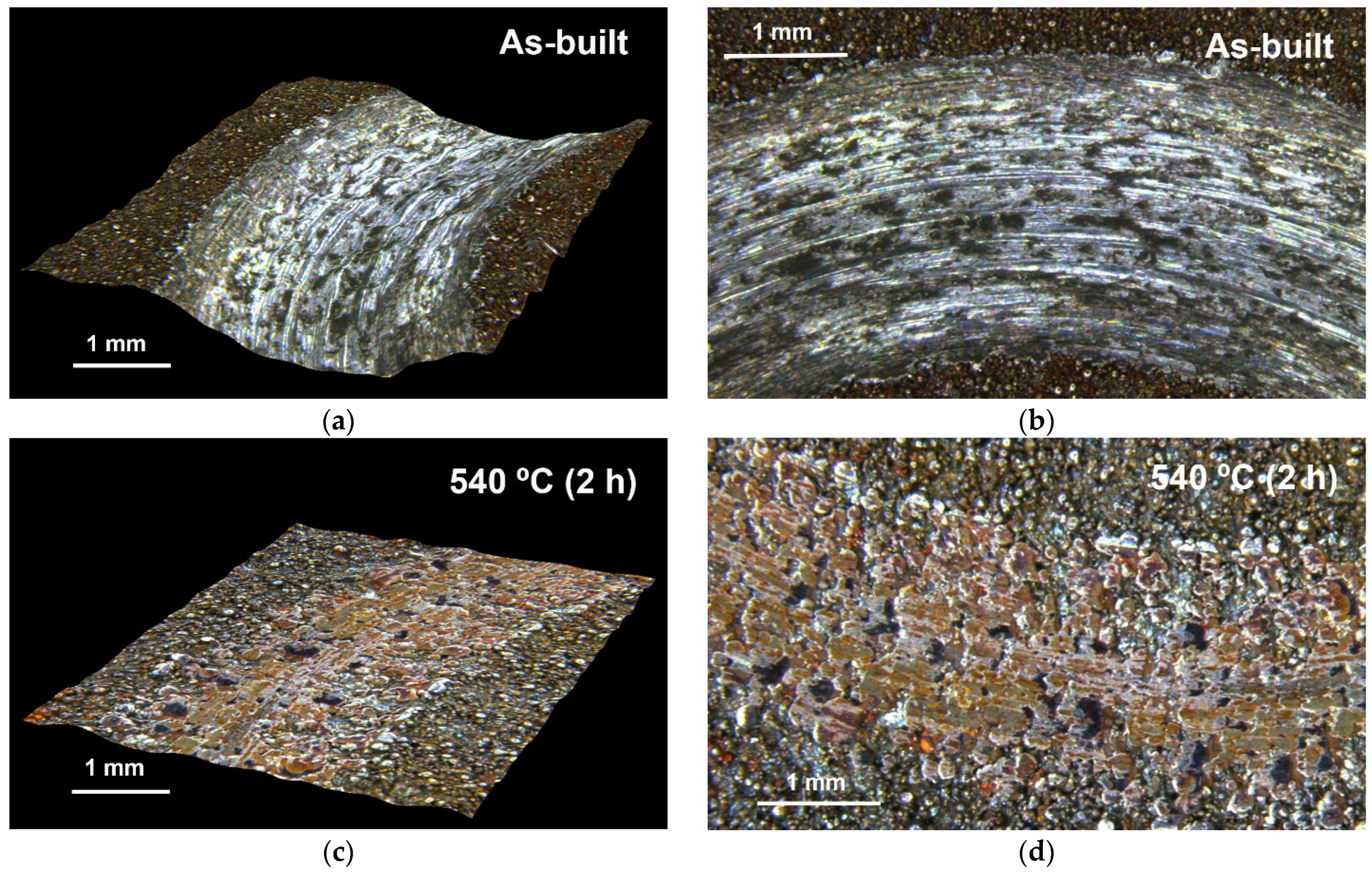
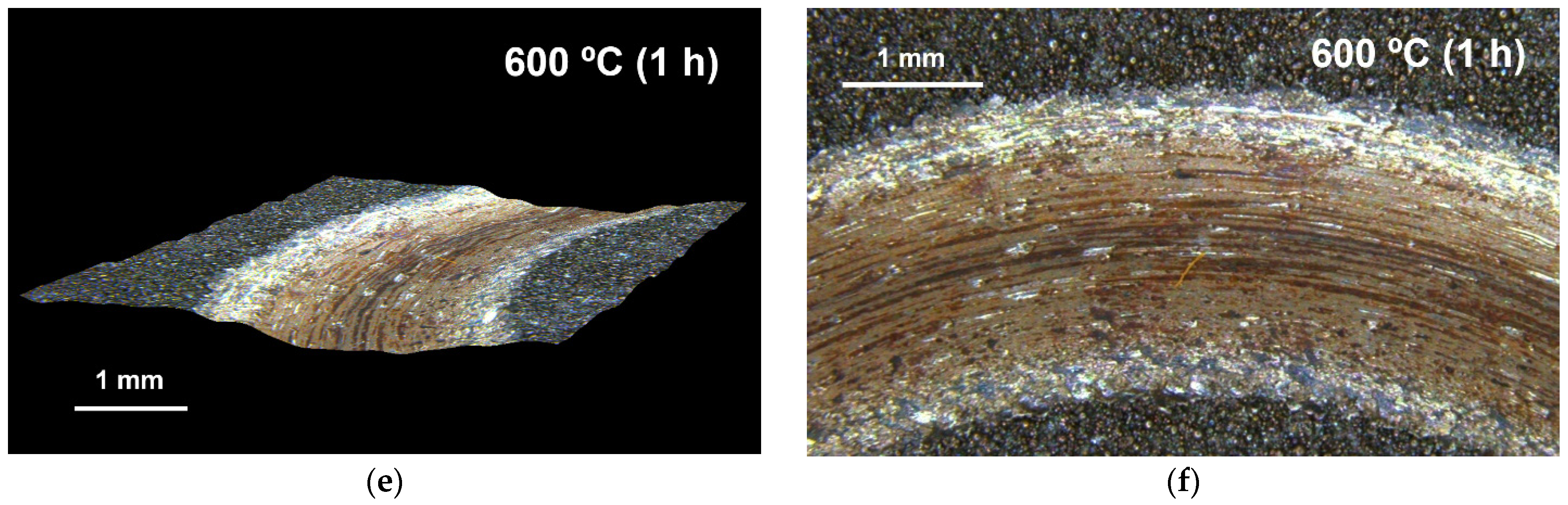
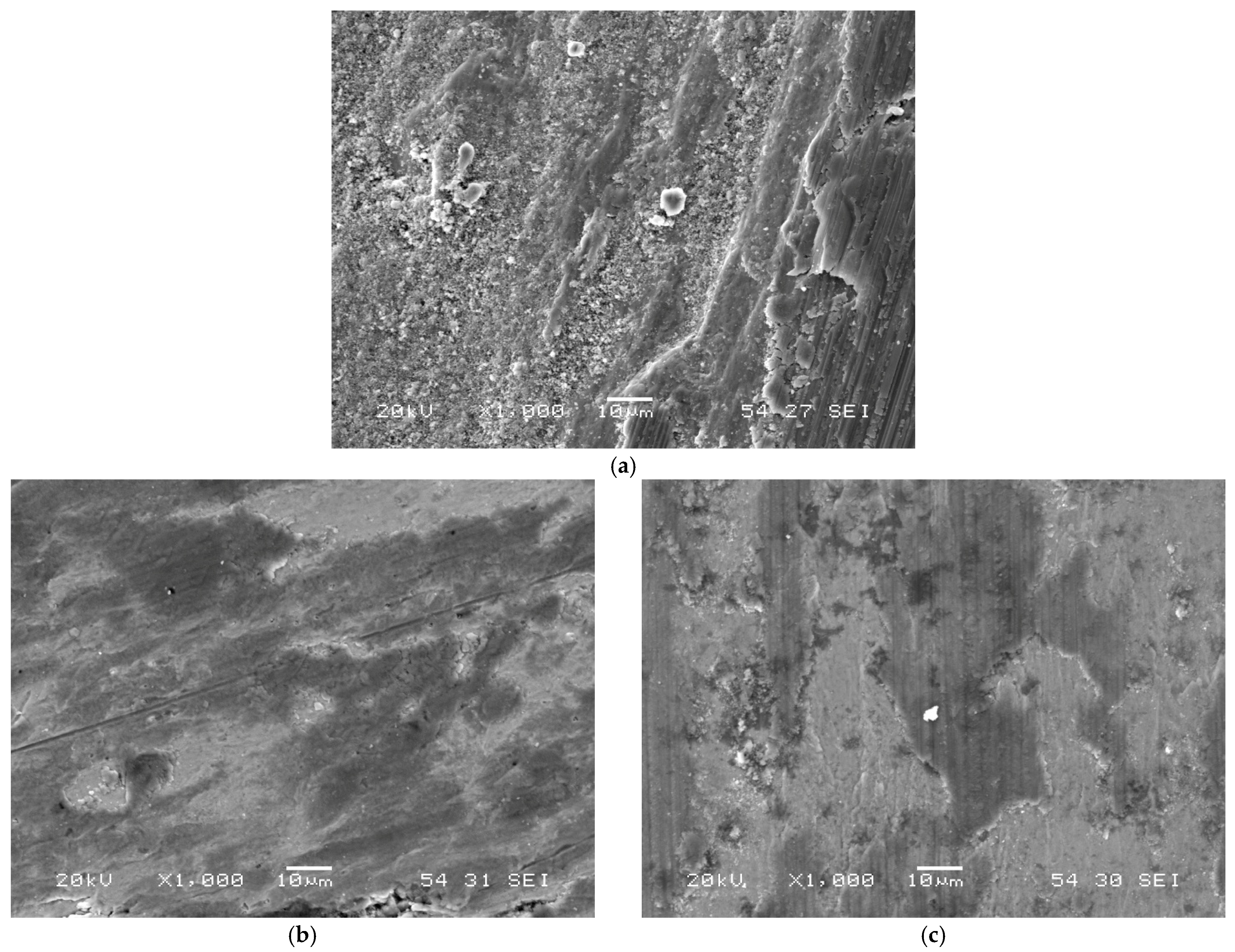
- The morphology and topography of worn surfaces revealed a transition in the dominant wear mechanism: from abrasive wear in the as-built condition to predominantly adhesive wear after ageing. In particular, the flatter wear tracks observed in specimens aged at 540 °C for 2 h—with lower track depth and a reduced coefficient of friction (COF = 0.64)—suggest possible additional wear of the Si3N4 counterbody.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Başcı, Ü.G.; Avcu, E.; Kıraç, M.; Sever, A.; Gökalp, İ.; Yavuz, H.İ.; Oktay, S.; Abakay, E.; Yıldıran Avcu, Y.; Yamanoğlu, R. Microstructural, Mechanical, and Tribological Properties of Selective Laser Melted Inconel 718 Alloy: The Influences of Heat Treatment. Crystals 2025, 15, 18. [Google Scholar] [CrossRef]
- Du, Y.; Xu, T.Z.; Zhang, S.; Wu, C.L.; Zhang, C.H.; Sun, X.Y.; Chen, H.T.; Chen, J. Effect of Aging Treatment on the Microstructure and Tribological Properties of a New Maraging Steel Manufactured by Laser Directed Energy Deposition. Mater. Charact. 2024, 209, 113767. [Google Scholar] [CrossRef]
- Aziz, U.; McAfee, M.; Manolakis, I.; Timmons, N.; Tormey, D. A Review of Optimization of Additively Manufactured 316/316L Stainless Steel Process Parameters, Post-Processing Strategies, and Defect Mitigation. Materials 2025, 18, 2870. [Google Scholar] [CrossRef] [PubMed]
- Pirgazi, H.; Sanjari, M.; Tamimi, S.; Shalchi Amirkhiz, B.; Kestens, L.A.I.; Mohammadi, M. Texture Evolution in Selective Laser Melted Maraging Stainless Steel CX with Martensitic Transformation. J. Mater. Sci. 2021, 56, 844–853. [Google Scholar] [CrossRef]
- Majeed, M.; Vural, M.; Raja, S.; Bilal Naim Shaikh, M. Finite Element Analysis of Thermal Behavior in Maraging Steel during SLM Process. Optik 2020, 208, 164128. [Google Scholar] [CrossRef]
- Liu, Z.; Tang, Y.; Ding, M.; Wang, P.; Liu, C.; Chen, Z.; Rao, J.H.; Gong, X.; Jiang, S.; Chen, Z.; et al. Design of New 18Ni-xTi Maraging Steel Harnessing Intrinsic Heat Treatment Effect of Additive Manufacturing. Virtual Phys. Prototyp. 2025, 20, e2499926. [Google Scholar] [CrossRef]
- Pérez-Gonzalo, I.; González-Pociño, A.; Alvarez-Antolin, F.; del Rio-Fernández, L. The Effect of Selective Laser Melting Fabrication Parameters on the Tensile Strength of an Aged New Maraging Steel Alloy with 8% Cr, Reduced Ni Content (7%), and No Co or Mo. Materials 2023, 16, 7008. [Google Scholar] [CrossRef]
- Song, J.; Tang, Q.; Feng, Q.; Ma, S.; Setchi, R.; Liu, Y.; Han, Q.; Fan, X.; Zhang, M. Effect of Heat Treatment on Microstructure and Mechanical Behaviours of 18Ni-300 Maraging Steel Manufactured by Selective Laser Melting. Opt. Laser Technol. 2019, 120, 105725. [Google Scholar] [CrossRef]
- Yao, Y.; Fan, L.; Ding, R.; Franke, C.; Yang, Z.; Liu, W.; Li, T.; Chen, H. On the Role of Cellular Microstructure in Austenite Reversion in Selective Laser Melted Maraging Steel. J. Mater. Sci. Technol. 2024, 184, 180–194. [Google Scholar] [CrossRef]
- Ali, M.; Khosravifard, A.; Järvenpää, A.; Kömi, J.; Hamada, A. Optimizing Microstructure and Mechanical Properties in Additively Manufactured 18Ni (300) Maraging Steel by Controlling Strengthening Agents. Mater. Des. 2025, 254, 114114. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.N.; Tuissi, A.; Vedani, M. Aging Behaviour and Mechanical Performance of 18-Ni 300 Steel Processed by Selective Laser Melting. Metals 2016, 6, 218. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, M.; Li, H.; Li, Q.; Liu, J. Influence of Layer Thickness and Heat Treatment on Microstructure and Properties of Selective Laser Melted Maraging Stainless Steel. J. Mater. Res. Technol. 2024, 33, 3911–3927. [Google Scholar] [CrossRef]
- Seikh, A.H.; Halfa, H.; Soliman, M.S. Effect of Molybdenum Content on the Corrosion and Microstructure of Low-Ni, Co-Free Maraging Steels. Metals 2021, 11, 852. [Google Scholar] [CrossRef]
- Kolomy, S.; Sedlak, J.; Zouhar, J.; Slany, M.; Benc, M.; Dobrocky, D.; Barenyi, I.; Majerik, J. Influence of Aging Temperature on Mechanical Properties and Structure of M300 Maraging Steel Produced by Selective Laser Melting. Materials 2023, 16, 977. [Google Scholar] [CrossRef]
- Ostrovski, I.F.; Rabelo, A.; Bodziak, S.; Milan, J.C.G.; Lafratta, F.H.; Parucker, V.L.S.; Duarte, D.A. Effect of the Plasma Nitriding on the Mechanical Properties of the 18Ni300 Steel Obtained by Selective Laser Melting. Surf. Coat. Technol. 2023, 466, 129688. [Google Scholar] [CrossRef]
- Halfa, H.H.; Seikh, A.; Soliman, M.S. Effect of Heat Treatment on Tensile Properties and Microstructure of Co-Free, Low Ni-10 Mo-1.2 Ti Maraging Steel. Materials 2022, 15, 2136. [Google Scholar] [CrossRef]
- Habassi, F.; Houria, M.; Barka, N.; Jahazi, M. Influence of Post-Treatment on Microstructure and Mechanical Properties of Additively Manufactured C300 Maraging Steel. Mater. Charact. 2023, 202, 112980. [Google Scholar] [CrossRef]
- Wan, J.; Ruan, H.; Ding, Z.; Kong, L.B. A Novel Maraging Stainless Steel Ultra-High-Strengthened by Multi-Nanoprecipitations. Scr. Mater. 2023, 226, 115224. [Google Scholar] [CrossRef]
- Ancey-Rocchi, S.; Vidal, V.; Poulain, T.; Billot, T.; Bechet, D.; Binot, N.; Huleux, V.; Dehmas, M.; Delagnes, D. Influence of Austenitization Parameters on the Precipitation Sequence and the Chemical Homogenization of Austenite in a High-Performance Fe–Ni–Cr–Al–Ti–Mo Stainless Maraging Steel. Met. Mater. Trans. A 2021, 52, 4623–4635. [Google Scholar] [CrossRef]
- Pérez-Gonzalo, I.; González-Pociño, A.; Alvarez-Antolin, F.; del Rio-Fernández, L. Analysis of a Double Aging Process in a Maraging 300 Steel Fabricated by Selective Laser Melting, Using the Design of Experiments Technique. Metals 2023, 13, 1700. [Google Scholar] [CrossRef]
- Yan, X.; Chen, C.; Chang, C.; Dong, D.; Zhao, R.; Jenkins, R.; Wang, J.; Ren, Z.; Liu, M.; Liao, H.; et al. Study of the Microstructure and Mechanical Performance of C-X Stainless Steel Processed by Selective Laser Melting (SLM). Mater. Sci. Eng. A 2020, 781, 139227. [Google Scholar] [CrossRef]
- Mahmood Khan, H.; Özer, G.; Safa Yilmaz, M.; Tarakci, G. Improvement of Corrosion Resistance of Maraging Steel Manufactured by Selective Laser Melting Through Intercritical Heat Treatment. Corrosion 2022, 78, 239–248. [Google Scholar] [CrossRef]
- Fu, T.; Fu, L.; Qin, D.; Ye, C.; Ma, S.; Wen, M.; Shan, A. Effect of Annealing Temperature on Microstructure and Mechanical Properties of a Heavy Cold-Rolled Custom 465 Maraging Stainless Steel. Mater. Sci. Eng. A 2025, 936, 148443. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, C.; Wang, A.; Zheng, C.; Liu, Z.; Liang, J.; Su, J.; Ge, Q. Effect of Aging on Transformation Behavior of Reverted Austenite and Toughness in Co-Free Maraging Stainless Steel. J. Mater. Eng. Perform. 2022, 31, 9850–9863. [Google Scholar] [CrossRef]
- Yan, J.; Meng, X.; Ou, B.; Xie, Y.; Cai, B.; Zhang, Y.; Fang, S. Dependence of Microstructure and Properties in Additive Manufactured 18Ni300 on Heat Treatment and Surface Enhancement. J. Mater. Res. Technol. 2024, 29, 969–981. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, C.; Zhang, J.; Wang, H. Abnormal Thermal Expansion Behaviour and Phase Transition of Laser Powder Bed Fusion Maraging Steel with Different Thermal Histories during Continuous Heating. Addit. Manuf. 2022, 53, 102712. [Google Scholar] [CrossRef]
- Jiang, L.; Chen, C.; Zhang, M. Effect of Heat Treatment on the Properties of a High Alloying Maraging Steel Fabricated by Laser Metal Deposition. Met. Mater. Int. 2023, 29, 141–156. [Google Scholar] [CrossRef]
- Chales, R.; Cardoso, A.d.S.M.; Garcia, P.S.P.; da Igreja, H.R.; de Almeida, B.B.; Noris, L.F.; Pardal, J.M.; Tavares, S.S.M.; da Silva, M.M. Behavior of Constitutive Models from Slow Strain Rate Test of Maraging 300 and 350 Steels Performed in Several Environmental Conditions. Int. J. Fract. 2022, 234, 159–175. [Google Scholar] [CrossRef]
- Anoop, S.; Venugopal, A.; Dineshraj, S.; Murty, S.V.S.N.; Pant, B. Stress Corrosion Cracking Behavior of Selective Laser-Melted M300 Maraging Steel in 3.5 Wt.% NaCl Solution. J. Mater. Eng. Perform. 2021, 30, 6568–6578. [Google Scholar] [CrossRef]
- Karlapudy, S.P.; Nancharaiah, T.; Subba Rao, V.V. Experimental Optimization on Mechanical Properties of 18Ni-300 Maraging Steel Produced by Direct Metal Laser Sintering. Eng. Res. Express 2023, 5, 015073. [Google Scholar] [CrossRef]
- Patil, V.V.; Mohanty, C.P.; Prashanth, K.G. Parametric Optimization of Selective Laser Melted 13Ni400 Maraging Steel by Taguchi Method. J. Manuf. Mater. Process. 2024, 8, 52. [Google Scholar] [CrossRef]
- Cheng, Z.; Sun, S.; Du, X.; Tang, Q.; Shi, J.; Liu, X.; Qiu, J. Microstructural Evolution of a FeCo15Cr14Ni4Mo3 Maraging Steel with High Ductility Prepared by Selective Laser Melting. Mater. Today Commun. 2022, 31, 103243. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, M.; Niu, L.; Liu, J.; Wang, J.; Liu, Y.; Shi, Z. Effect of Process Parameters and Heat Treatment on the Properties of Stainless Steel CX Fabricated by Selective Laser Melting. J. Alloys Compd. 2021, 877, 160062. [Google Scholar] [CrossRef]
- Wu, S.; Wu, S.; Xing, S.; Wang, T.; Hou, J.; Zhao, Y.; Li, Z.; Liu, Y. Effect of Heat Treatment on the Corrosion Behavior of Selective Laser Melted CX Stainless Steel. Metals 2025, 15, 517. [Google Scholar] [CrossRef]
- Ku, M.-H.; Ku, S.-W.; Li, C.-L.; Chang, S.-H.; Wu, M.-W. The Effects of Heat Treatment on the Impact Toughness and Fracture of Selective Laser-Melted Corrax Maraging Stainless Steel. Materials 2025, 18, 1150. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.; Zhao, K.; Gao, Y.; Wang, D. Influence of Microdefect on Mechanical Behaviors of CX Stainless Steel Produced by Selective Laser Melting. Met. Mater. Int. 2025, 31, 70–83. [Google Scholar] [CrossRef]
- Lashgari, H.R.; Adabifiroozjaei, E.; Kong, C.; Molina-Luna, L.; Li, S. Heat Treatment Response of Additively Manufactured 17-4PH Stainless Steel. Mater. Charact. 2023, 197, 112661. [Google Scholar] [CrossRef]
- Aripin, M.A.; Sajuri, Z.; Jamadon, N.H.; Baghdadi, A.H.; Syarif, J.; Mohamed, I.F.; Aziz, A.M. Effects of Build Orientations on Microstructure Evolution, Porosity Formation, and Mechanical Performance of Selective Laser Melted 17-4 PH Stainless Steel. Metals 2022, 12, 1968. [Google Scholar] [CrossRef]
- Steponavičiūtė, A.; Stravinskas, K.; Selskienė, A.; Tretjakovas, J.; Petkus, R.; Mordas, G. Mechnical Properties of 17-4PH Stainless-Steel at Various Laser Sintering Process Parameters. Lith. J. Phys. 2024, 64, 107–121. [Google Scholar] [CrossRef]
- Garcia-Cabezon, C.; Castro-Sastre, M.A.; Fernandez-Abia, A.I.; Rodriguez-Mendez, M.L.; Martin-Pedrosa, F. Microstructure–Hardness–Corrosion Performance of 17-4 Precipitation Hardening Stainless Steels Processed by Selective Laser Melting in Comparison with Commercial Alloy. Met. Mater. Int. 2022, 28, 2652–2667. [Google Scholar] [CrossRef]
- Olugbade, T.O.; Oladapo, B.I.; Omiyale, B.O. Electrochemical and Microstructural Characterization of a Precipitation Hardened 17-4 Steel in Different Environments. Colloids Surf. A Physicochem. Eng. Asp. 2025, 706, 135795. [Google Scholar] [CrossRef]
- Dinesh, L.; Nitheesh Kumar, R.; Prashanth, K.G.; Sivaprasad, K. Electrochemical Analysis of Friction Welded 17-4 PH Stainless Steel Components Manufactured by Selective Laser Melting. Int. J. Interact. Des. Manuf. 2025, 19, 255–262. [Google Scholar] [CrossRef]
- Villegas-Tovar, J.; Gaona-Tiburcio, C.; Lara-Banda, M.; Maldonado-Bandala, E.; Baltazar-Zamora, M.A.; Cabral-Miramontes, J.; Nieves-Mendoza, D.; Olguin-Coca, J.; Estupiñan-Lopez, F.; Almeraya-Calderón, F. Electrochemical Corrosion Behavior of Passivated Precipitation Hardening Stainless Steels for Aerospace Applications. Metals 2023, 13, 835. [Google Scholar] [CrossRef]
- Ko, K.K.; Jang, J.H.; Tiwari, S.; Bae, H.J.; Sung, H.K.; Kim, J.G.; Seol, J.B. Quantitative Analysis of Retained Austenite in Nb Added Fe-Based Alloy. Appl. Microsc. 2022, 52, 5. [Google Scholar] [CrossRef]
- Santofimia, M.J.; Zhao, L.; Petrov, R.; Sietsma, J. Characterization of the Microstructure Obtained by the Quenching and Partitioning Process in a Low-Carbon Steel. Mater. Charact. 2008, 59, 1758–1764. [Google Scholar] [CrossRef]
- de Faria Neto, A.d.R.; Fukugauchi, C.S.; dos Santos Pereira, M. Using Design of Experiments in the Evaluation of the Microstructural Characterization Parameters with the LePera Reagent in a Multiphase Steel. Mater. Res. Express 2021, 8, 086522. [Google Scholar] [CrossRef]
- Kichkina, A.A.; Matrosov, M.Y.; Éfron, L.I.; Ringinen, D.A.; Il’inskii, V.I.; Lyasotskii, I.V.; Shul’ga, E.V. M/A-Constituent in Bainitic Low-Carbon High-Strength Steel Structure. Part 2. Metallurgist 2020, 63, 1266–1279. [Google Scholar] [CrossRef]
- Pashangeh, S.; Karimi Zarchi, H.R.; Ghasemi Banadkouki, S.S.; Somani, M.C. Detection and Estimation of Retained Austenite in a High Strength Si-Bearing Bainite-Martensite-Retained Austenite Micro-Composite Steel after Quenching and Bainitic Holding (Q&B). Metals 2019, 9, 492. [Google Scholar] [CrossRef]
- ASTM E975; Standard Practice for X-Ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation. ASTM International: West Conshohocken, PA, USA, 2013.
- Su, Y.Y.; Chiu, L.H.; Chuang, T.L.; Huang, C.L.; Wu, C.Y.; Liao, K.C. Retained Austenite Amount Determination Comparison in JIS SKD11 Steel Using Quantitative Metallography and X-Ray Diffraction Methods. Adv. Mater. Res. 2012, 482–484, 1165–1168. [Google Scholar] [CrossRef]
- Hosseini, S.B.; Karlsson, B.; Vuoristo, T.; Dalaei, K. Determination of Stresses and Retained Austenite in Carbon Steels by X-Rays—A Round Robin Study. Exp. Mech. 2011, 51, 59–69. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-Ray Line Broadening from Filed Aluminium and Wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E., III. Dislocation Densities in Some Annealed and Cold-Worked Metals from Measurements on the X-Ray Debye-Scherrer Spectrum. Philos. Mag. A J. Theor. Exp. Appl. Phys. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Yoozbashi, M.N.; Yazdani, S. XRD and TEM Study of Bainitic Ferrite Plate Thickness in Nanostructured, Carbide Free Bainitic Steels. Mater. Chem. Phys. 2015, 160, 148–154. [Google Scholar] [CrossRef]
- Standard Test Methods for Tension Testing of Metallic Materials. Available online: https://store.astm.org/e0008_e0008m-24.html (accessed on 24 June 2025).
- Standard Test Method for Conducting Potentiodynamic Polarization Resistance Measurements. Available online: https://store.astm.org/g0059-23.html (accessed on 24 June 2025).
- Standard Test Method for Wear and Friction Testing with a Pin-on-Disk or Ball-on-Disk Apparatus. Available online: https://store.astm.org/g0099-23.html (accessed on 26 June 2025).
- Takata, N.; Nishida, R.; Suzuki, A.; Kobashi, M.; Kato, M. Crystallographic Features of Microstructure in Maraging Steel Fabricated by Selective Laser Melting. Metals 2018, 8, 440. [Google Scholar] [CrossRef]
- Bai, Y.; Yang, Y.; Wang, D.; Zhang, M. Influence Mechanism of Parameters Process and Mechanical Properties Evolution Mechanism of Maraging Steel 300 by Selective Laser Melting. Mater. Sci. Eng. A 2017, 703, 116–123. [Google Scholar] [CrossRef]
- Bian, P.; Jammal, A.; Xu, K.; Ye, F.; Zhao, N.; Song, Y. A Review of the Evolution of Residual Stresses in Additive Manufacturing during Selective Laser Melting Technology. Materials 2025, 18, 1707. [Google Scholar] [CrossRef]
- Bastola, N.; Jahan, M.P.; Rangasamy, N.; Rakurty, C.S. A Review of the Residual Stress Generation in Metal Additive Manufacturing: Analysis of Cause, Measurement, Effects, and Prevention. Micromachines 2023, 14, 1480. [Google Scholar] [CrossRef]
- Alnajjar, M.; Christien, F.; Bosch, C.; Wolski, K.; Fortes, A.D.; Telling, M. In-Situ Neutron Diffraction Study of Wrought and Selective Laser Melted Maraging Stainless Steels. Mater. Charact. 2021, 172, 110840. [Google Scholar] [CrossRef]
- Yin, S.; Chen, C.; Yan, X.; Feng, X.; Jenkins, R.; O’Reilly, P.; Liu, M.; Li, H.; Lupoi, R. The Influence of Aging Temperature and Aging Time on the Mechanical and Tribological Properties of Selective Laser Melted Maraging 18Ni-300 Steel. Addit. Manuf. 2018, 22, 592–600. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Ni | Si | Ti | Fe |
|---|---|---|---|---|
| 8 | 7 | 1 | 1 | Rem. |
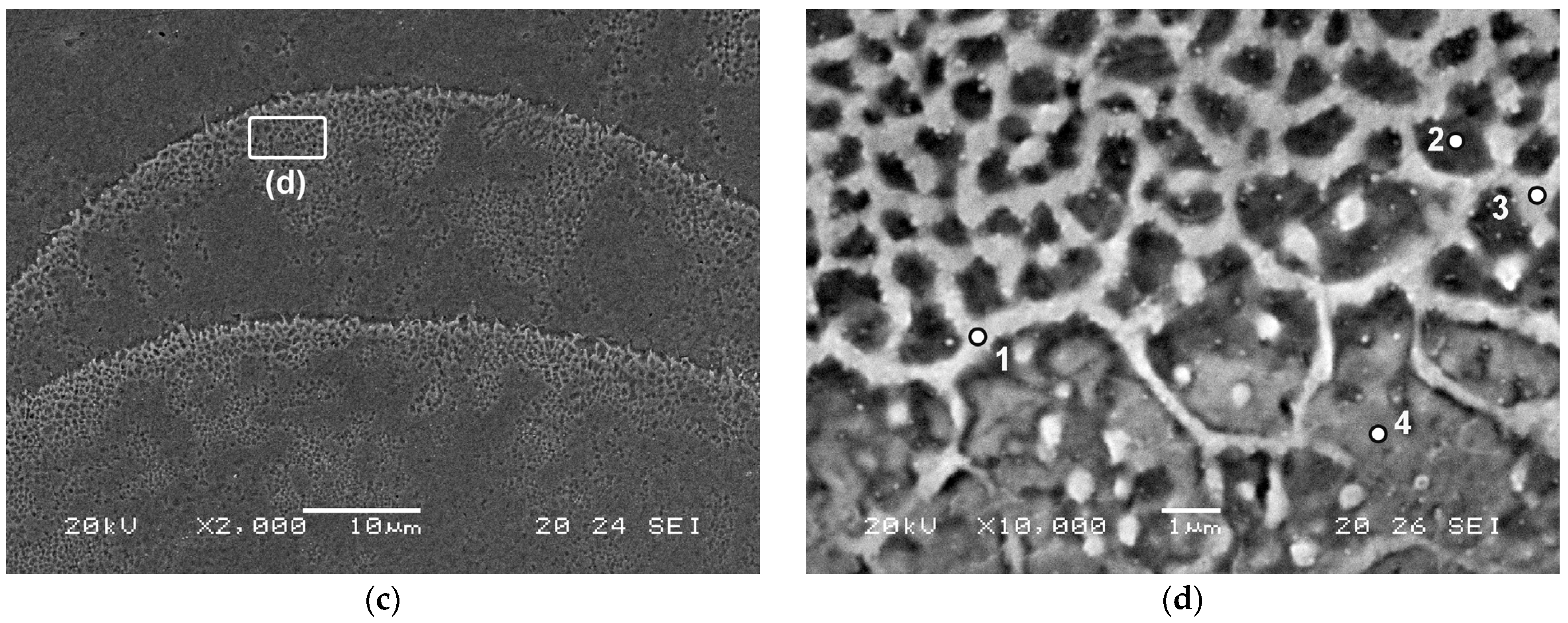
| Spectrum | Cr | Ni | Si | Ti | Fe |
|---|---|---|---|---|---|
| 1 | 9.29 | 7.06 | 2.34 | 1.81 | Rem. |
| 2 | 8.71 | 6.88 | 2.18 | 0.98 | Rem. |
| 3 | 9.23 | 6.79 | 2.43 | 1.51 | Rem. |
| 4 | 8.23 | 6.80 | 1.92 | 1.01 | Rem. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pérez-Gonzalo, I.; Alvarez-Antolin, F.; González-Pociño, A.; Peral-Martinez, L.B. Effect of Ageing on a Novel Cobalt-Free Precipitation-Hardenable Martensitic Alloy Produced by SLM: Mechanical, Tribological and Corrosion Behaviour. J. Manuf. Mater. Process. 2025, 9, 261. https://doi.org/10.3390/jmmp9080261
Pérez-Gonzalo I, Alvarez-Antolin F, González-Pociño A, Peral-Martinez LB. Effect of Ageing on a Novel Cobalt-Free Precipitation-Hardenable Martensitic Alloy Produced by SLM: Mechanical, Tribological and Corrosion Behaviour. Journal of Manufacturing and Materials Processing. 2025; 9(8):261. https://doi.org/10.3390/jmmp9080261
Chicago/Turabian StylePérez-Gonzalo, Inés, Florentino Alvarez-Antolin, Alejandro González-Pociño, and Luis Borja Peral-Martinez. 2025. "Effect of Ageing on a Novel Cobalt-Free Precipitation-Hardenable Martensitic Alloy Produced by SLM: Mechanical, Tribological and Corrosion Behaviour" Journal of Manufacturing and Materials Processing 9, no. 8: 261. https://doi.org/10.3390/jmmp9080261
APA StylePérez-Gonzalo, I., Alvarez-Antolin, F., González-Pociño, A., & Peral-Martinez, L. B. (2025). Effect of Ageing on a Novel Cobalt-Free Precipitation-Hardenable Martensitic Alloy Produced by SLM: Mechanical, Tribological and Corrosion Behaviour. Journal of Manufacturing and Materials Processing, 9(8), 261. https://doi.org/10.3390/jmmp9080261