
Statistical and Machine Learning Classification Approaches to Predicting and Controlling Peak Temperatures During Friction Stir Welding (FSW) of Al-6061-T6 Alloys



Abstract
1. Introduction
2. Materials and Methods
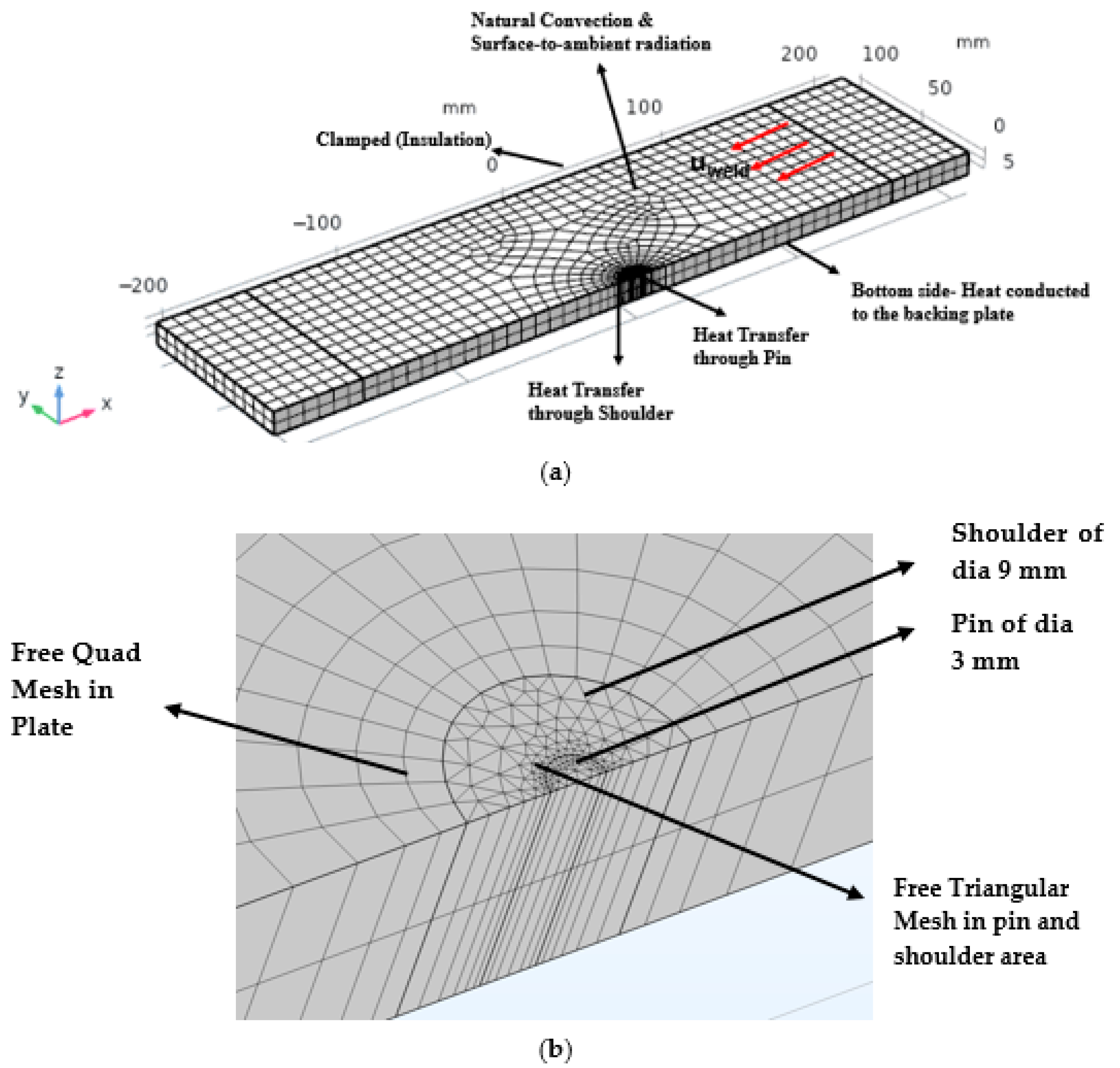
2.1. Modeling of FSW Plates in COMSOL
2.2. Mathematical Models
2.3. Governing Equations
2.3.1. Heat Transfer Equation
2.3.2. Heat Loss from Upper Plate
2.3.3. Effect of Backing Plate
2.3.4. Clamping of Plate
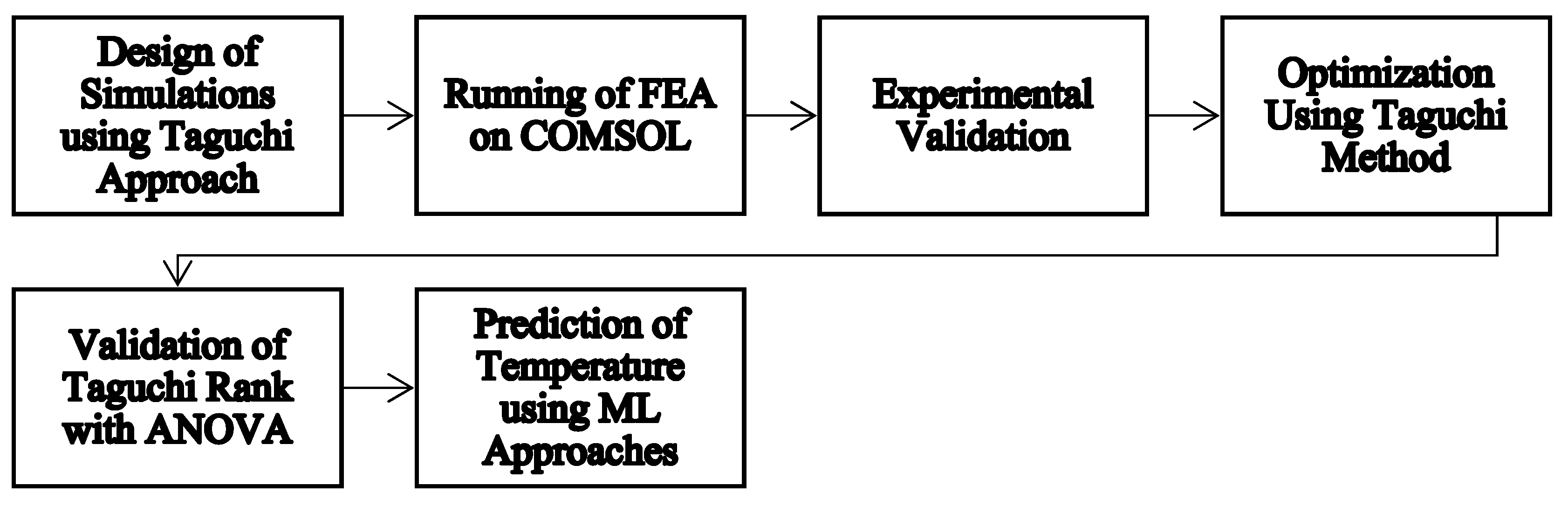
2.4. Process Flow
2.5. Experimental Details
3. Results and Discussion
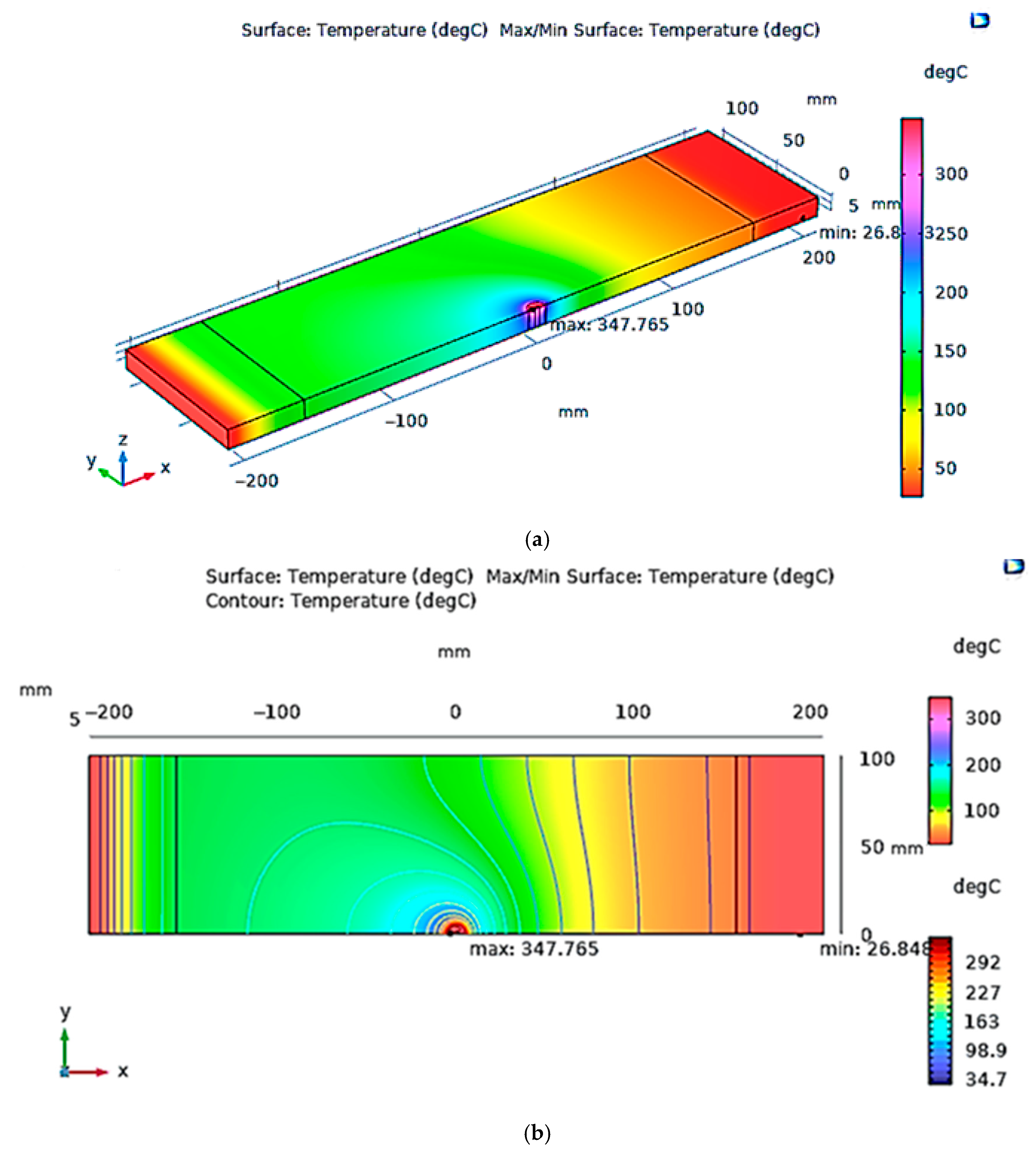
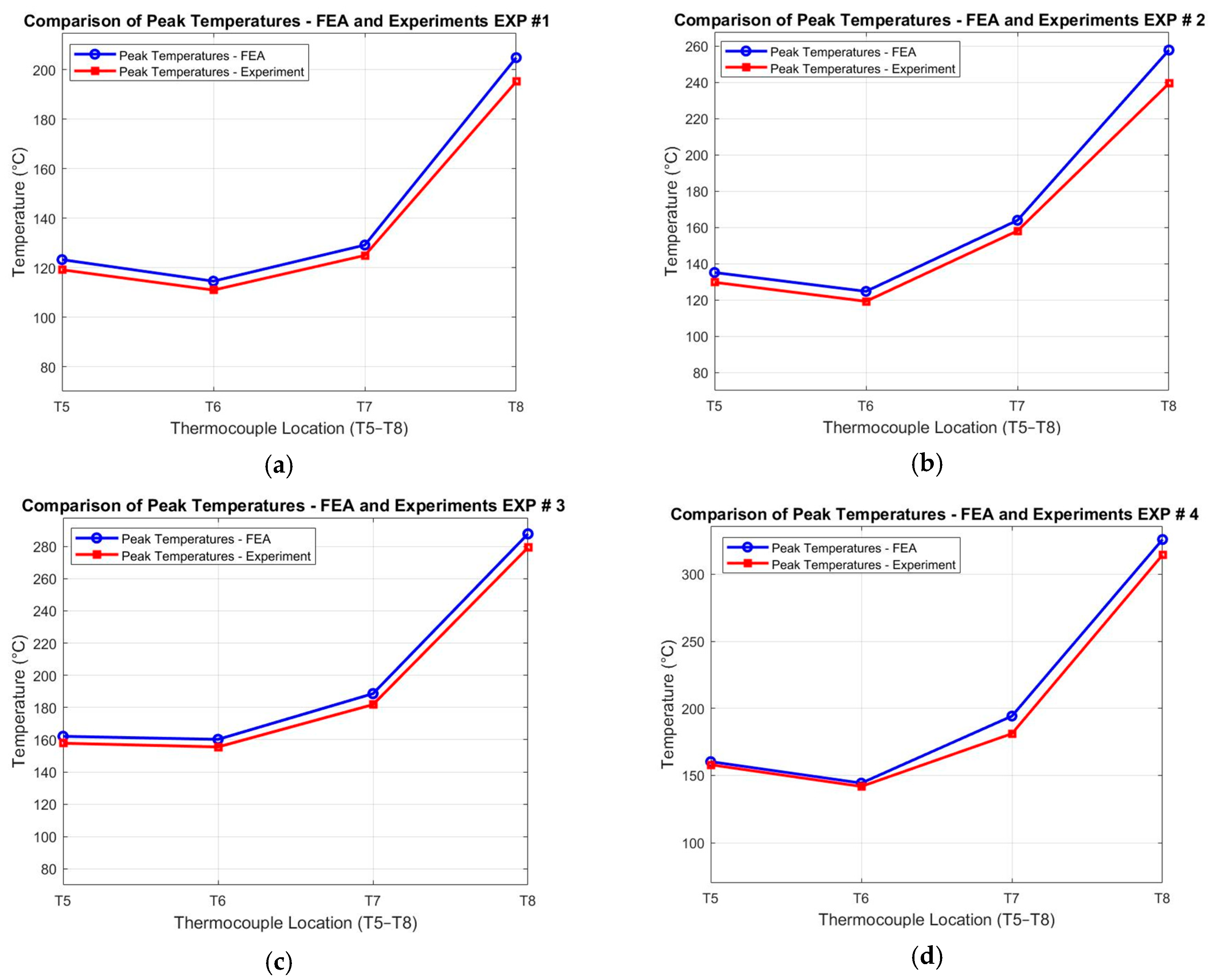
3.1. Temperature Distribution in Plates
3.2. Taguchi Optimization
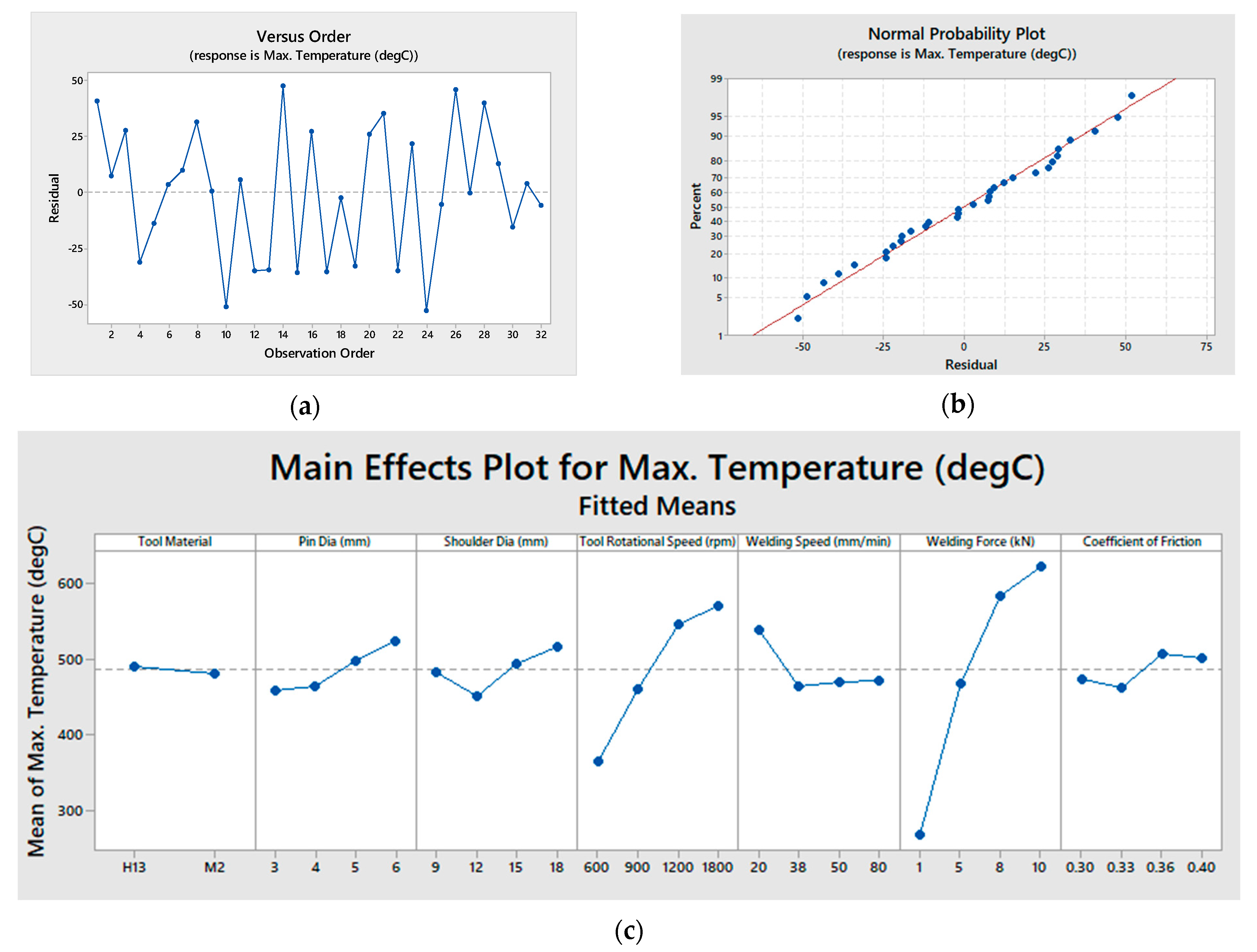
3.3. Implementation of the ANOVA
−25.3 Pin Dia (mm)_3 − 20.4 Pin Dia (mm)_4 + 6.2 Pin Dia (mm)_5
+39.6 Pin Dia (mm)_6 − 0.6 Shoulder Dia (mm)_9
−33.5 Shoulder Dia (mm)_12 + 12.5 Shoulder Dia (mm)_15
+21.6 Shoulder Dia (mm)_18 − 118.1 Tool Rotational Speed (rpm)_600
−20.4 Tool Rotational Speed (rpm)_900
+51.6 Tool Rotational Speed (rpm)_1200
+86.9 Tool Rotational Speed (rpm)_1800
+55.3 Welding Speed (mm/min)_20 − 30.2 Welding Speed (mm/min)_38
−15.2 Welding Speed (mm/min)_50 − 9.9 Welding Speed (mm/min)_80
−222.7 Axial Force (kN)_1 − 15.6 Axial Force (kN)_5
+99.1 Axial Force (kN)_8 + 139.3 Axial Force (kN)_10
−11.0 Coefficient of Friction_0.30
−21.2 Coefficient of Friction_0.33
+22.5 Coefficient of Friction_0.36
+9.6 Coefficient of Friction_0.40
3.4. ML Classification Approaches
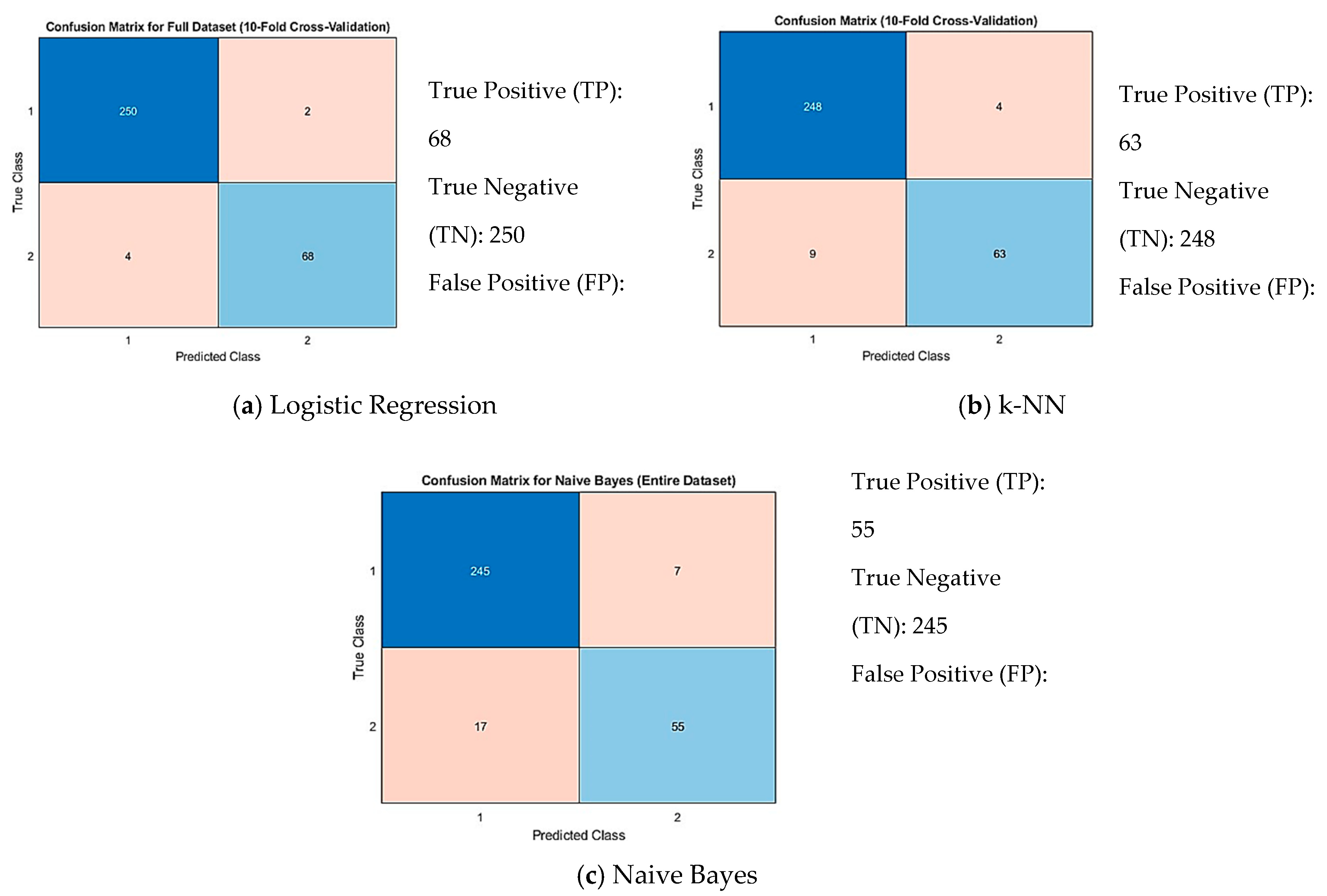
3.5. Implementation of ML Classification Models
4. Industrial Applications
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AUC | Area under the curve |
| FEA | Finite element analysis |
| FSW | Friction stir welding |
| HAZ | Heat-affected zone |
| ML | Machine learning |
| ROC | Receiver operating characteristic |
| SZ | Stir zone |
| TMAZ | Thermomechanically affected zone |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No | Pin Dia | Shoulder Dia | Tool Rotational Speed | Welding Speed | Axial Force | Transient Temperature |
|---|---|---|---|---|---|---|
| 1 | 5 | 15 | 1320 | 45 | 1 | 292.818 |
| 2 | 5 | 15 | 950 | 45 | 1 | 264.1 |
| 3 | 4 | 12 | 950 | 85 | 5 | 386.242 |
| 4 | 4 | 15 | 670 | 20 | 5 | 394.013 |
| 5 | 4 | 12 | 1320 | 45 | 1 | 272.048 |
| 6 | 4 | 18 | 950 | 20 | 3 | 378.807 |
| 7 | 4 | 12 | 1320 | 45 | 3 | 392.547 |
| 8 | 5 | 18 | 1320 | 85 | 5 | 539.81 |
| 9 | 4 | 18 | 950 | 45 | 8 | 659.231 |
| 10 | 5 | 18 | 670 | 85 | 5 | 325.289 |
| 11 | 4 | 15 | 950 | 20 | 3 | 365.481 |
| 12 | 5 | 12 | 1320 | 20 | 5 | 659.375 |
| 13 | 6 | 15 | 950 | 45 | 8 | 659.585 |
| 14 | 6 | 18 | 670 | 85 | 5 | 342.688 |
| 15 | 4 | 15 | 670 | 85 | 8 | 413.094 |
| 16 | 5 | 12 | 1320 | 20 | 3 | 479.977 |
| 17 | 5 | 15 | 950 | 85 | 8 | 585.875 |
| 18 | 6 | 15 | 1320 | 45 | 5 | 658.771 |
| 19 | 6 | 18 | 1320 | 20 | 5 | 660.333 |
| 20 | 6 | 18 | 950 | 45 | 3 | 369.446 |
| 21 | 4 | 12 | 670 | 20 | 3 | 296.422 |
| 22 | 5 | 15 | 1320 | 85 | 8 | 659.744 |
| 23 | 5 | 15 | 1320 | 20 | 1 | 316.519 |
| 24 | 5 | 15 | 670 | 45 | 1 | 243.544 |
| 25 | 5 | 12 | 1320 | 85 | 1 | 281.011 |
| 26 | 6 | 18 | 1320 | 85 | 3 | 401.116 |
| 27 | 4 | 18 | 1320 | 20 | 1 | 293.268 |
| 28 | 4 | 18 | 1320 | 20 | 3 | 492.424 |
| 29 | 6 | 12 | 670 | 85 | 8 | 466.992 |
| 30 | 4 | 12 | 950 | 20 | 3 | 356.779 |
| 31 | 5 | 18 | 950 | 20 | 3 | 399.155 |
| 32 | 4 | 18 | 670 | 45 | 1 | 223.778 |
| 33 | 6 | 12 | 1320 | 85 | 5 | 574.604 |
| 34 | 5 | 12 | 670 | 85 | 1 | 233.754 |
| 35 | 6 | 15 | 670 | 20 | 3 | 341.087 |
| 36 | 6 | 12 | 950 | 20 | 1 | 303.703 |
| 37 | 6 | 18 | 670 | 20 | 8 | 658.742 |
| 38 | 6 | 18 | 950 | 85 | 3 | 334.315 |
| 39 | 6 | 12 | 670 | 20 | 1 | 270.615 |
| 40 | 5 | 15 | 670 | 45 | 3 | 291.801 |
| 41 | 6 | 18 | 670 | 85 | 8 | 458.704 |
| 42 | 4 | 15 | 1320 | 20 | 1 | 289.975 |
| 43 | 5 | 15 | 1320 | 20 | 5 | 659.488 |
| 44 | 4 | 18 | 950 | 45 | 1 | 247.73 |
| 45 | 5 | 12 | 1320 | 45 | 3 | 424.1 |
| 46 | 6 | 18 | 950 | 85 | 1 | 266.384 |
| 47 | 5 | 18 | 950 | 85 | 8 | 600.957 |
| 48 | 4 | 18 | 1320 | 45 | 1 | 269.7 |
| 49 | 6 | 12 | 670 | 45 | 5 | 386.693 |
| 50 | 6 | 15 | 670 | 45 | 1 | 257.594 |
| 51 | 4 | 15 | 670 | 20 | 8 | 576.149 |
| 52 | 6 | 15 | 670 | 85 | 5 | 346.576 |
| 53 | 4 | 12 | 1320 | 85 | 3 | 357.716 |
| 54 | 4 | 15 | 950 | 45 | 1 | 247.879 |
| 55 | 6 | 12 | 950 | 45 | 3 | 322.545 |
| 56 | 4 | 18 | 1320 | 85 | 8 | 659.736 |
| 57 | 6 | 15 | 1320 | 20 | 3 | 463.688 |
| 58 | 5 | 15 | 950 | 45 | 8 | 659.199 |
| 59 | 6 | 12 | 670 | 45 | 8 | 522.931 |
| 60 | 6 | 18 | 670 | 20 | 3 | 344.028 |
| 61 | 4 | 15 | 670 | 85 | 3 | 253.939 |
| 62 | 4 | 12 | 670 | 45 | 3 | 273.461 |
| 63 | 5 | 18 | 950 | 85 | 5 | 411.647 |
| 64 | 4 | 12 | 1320 | 85 | 1 | 260.299 |
| 65 | 4 | 12 | 950 | 20 | 1 | 261.205 |
| 66 | 6 | 18 | 950 | 85 | 5 | 432.147 |
| 67 | 4 | 15 | 1320 | 45 | 5 | 592.014 |
| 68 | 6 | 15 | 1320 | 85 | 3 | 405.928 |
| 69 | 4 | 12 | 1320 | 20 | 8 | 660.214 |
| 70 | 5 | 18 | 1320 | 20 | 1 | 317.835 |
| 71 | 6 | 12 | 950 | 85 | 3 | 347.379 |
| 72 | 5 | 15 | 1320 | 45 | 5 | 627.364 |
| 73 | 6 | 15 | 950 | 20 | 5 | 593.034 |
| 74 | 6 | 15 | 950 | 20 | 8 | 659.976 |
| 75 | 6 | 12 | 950 | 45 | 8 | 659.632 |
| 76 | 5 | 15 | 1320 | 20 | 8 | 661.123 |
| 77 | 4 | 18 | 950 | 85 | 1 | 235.239 |
| 78 | 5 | 15 | 950 | 85 | 1 | 254.247 |
| 79 | 5 | 12 | 950 | 45 | 3 | 347.59 |
| 80 | 4 | 15 | 1320 | 20 | 8 | 660.931 |
| 81 | 5 | 12 | 670 | 85 | 5 | 333.912 |
| 82 | 6 | 15 | 670 | 20 | 5 | 438.032 |
| 83 | 4 | 18 | 670 | 20 | 3 | 304.853 |
| 84 | 5 | 12 | 950 | 85 | 8 | 583.25 |
| 85 | 5 | 15 | 950 | 45 | 3 | 346.186 |
| 86 | 5 | 12 | 1320 | 45 | 5 | 607.639 |
| 87 | 4 | 15 | 1320 | 20 | 5 | 659.257 |
| 88 | 6 | 12 | 1320 | 45 | 5 | 655.283 |
| 89 | 6 | 12 | 1320 | 85 | 1 | 301.315 |
| 90 | 4 | 18 | 1320 | 45 | 5 | 624.77 |
| 91 | 6 | 12 | 1320 | 85 | 8 | 660.282 |
| 92 | 5 | 15 | 950 | 20 | 3 | 388.187 |
| 93 | 5 | 12 | 950 | 20 | 1 | 280.751 |
| 94 | 5 | 15 | 670 | 85 | 8 | 434.039 |
| 95 | 6 | 12 | 670 | 20 | 3 | 341.785 |
| 96 | 5 | 12 | 1320 | 20 | 8 | 660.509 |
| 97 | 6 | 18 | 670 | 45 | 8 | 545.751 |
| 98 | 6 | 12 | 670 | 85 | 3 | 298.136 |
| 99 | 6 | 15 | 670 | 45 | 8 | 527.343 |
| 100 | 4 | 12 | 670 | 85 | 1 | 212.511 |
| 101 | 5 | 18 | 1320 | 20 | 8 | 661.346 |
| 102 | 6 | 12 | 1320 | 20 | 1 | 341.735 |
| 103 | 5 | 12 | 950 | 85 | 5 | 413.368 |
| 104 | 5 | 18 | 1320 | 45 | 8 | 666.28 |
| 105 | 5 | 12 | 950 | 20 | 8 | 659.68 |
| 106 | 6 | 12 | 950 | 85 | 1 | 272.391 |
| 107 | 4 | 12 | 670 | 85 | 3 | 256.74 |
| 108 | 4 | 12 | 1320 | 85 | 8 | 659.498 |
| 109 | 6 | 12 | 670 | 85 | 5 | 357.356 |
| 110 | 5 | 15 | 670 | 85 | 3 | 272.636 |
| 111 | 5 | 18 | 1320 | 85 | 8 | 659.813 |
| 112 | 6 | 15 | 950 | 85 | 8 | 618.321 |
| 113 | 4 | 12 | 670 | 45 | 8 | 460.784 |
| 114 | 6 | 18 | 1320 | 85 | 8 | 660.373 |
| 115 | 6 | 12 | 950 | 45 | 1 | 284.199 |
| 116 | 5 | 12 | 950 | 20 | 5 | 529.689 |
| 117 | 6 | 12 | 670 | 45 | 1 | 259.458 |
| 118 | 6 | 18 | 670 | 45 | 5 | 386.008 |
| 119 | 4 | 15 | 670 | 85 | 5 | 307.758 |
| 120 | 4 | 18 | 670 | 20 | 1 | 239.002 |
| 121 | 6 | 18 | 950 | 20 | 5 | 620.185 |
| 122 | 4 | 15 | 670 | 20 | 1 | 238.341 |
| 123 | 5 | 12 | 1320 | 45 | 8 | 660.81 |
| 124 | 4 | 18 | 950 | 85 | 8 | 578.271 |
| 125 | 6 | 15 | 670 | 45 | 5 | 383.145 |
| 126 | 5 | 18 | 670 | 20 | 5 | 432.07 |
| 127 | 5 | 12 | 950 | 45 | 8 | 658.901 |
| 128 | 5 | 18 | 670 | 85 | 3 | 270.116 |
| 129 | 4 | 15 | 950 | 20 | 1 | 260.672 |
| 130 | 5 | 15 | 950 | 85 | 5 | 418.712 |
| 131 | 6 | 18 | 1320 | 20 | 8 | 661.485 |
| 132 | 6 | 18 | 1320 | 20 | 1 | 340.176 |
| 133 | 5 | 12 | 950 | 85 | 3 | 324.037 |
| 134 | 6 | 12 | 1320 | 20 | 8 | 673.359 |
| 135 | 5 | 12 | 670 | 45 | 1 | 244.762 |
| 136 | 4 | 12 | 950 | 85 | 1 | 237.408 |
| 137 | 5 | 12 | 670 | 20 | 8 | 572.431 |
| 138 | 6 | 15 | 950 | 20 | 1 | 302.608 |
| 139 | 5 | 18 | 1320 | 85 | 1 | 273.705 |
| 140 | 4 | 15 | 670 | 45 | 5 | 341.266 |
| 141 | 5 | 12 | 1320 | 85 | 3 | 386.198 |
| 142 | 5 | 15 | 1320 | 85 | 5 | 530.211 |
| 143 | 6 | 15 | 1320 | 85 | 1 | 297.056 |
| 144 | 6 | 12 | 950 | 20 | 3 | 412.583 |
| 145 | 4 | 15 | 950 | 85 | 5 | 386.272 |
| 146 | 4 | 15 | 670 | 45 | 8 | 478.643 |
| 147 | 5 | 12 | 670 | 20 | 1 | 256.415 |
| 148 | 5 | 15 | 670 | 20 | 5 | 414.613 |
| 149 | 5 | 15 | 670 | 20 | 1 | 255.507 |
| 150 | 5 | 12 | 670 | 45 | 3 | 295.295 |
| 151 | 6 | 15 | 950 | 20 | 3 | 414.508 |
| 152 | 6 | 12 | 950 | 85 | 8 | 625.06 |
| 153 | 6 | 12 | 670 | 45 | 3 | 315.11 |
| 154 | 6 | 12 | 670 | 20 | 5 | 431.979 |
| 155 | 6 | 15 | 670 | 85 | 1 | 248.203 |
| 156 | 5 | 18 | 1320 | 45 | 3 | 432.244 |
| 157 | 5 | 18 | 950 | 20 | 5 | 588.731 |
| 158 | 4 | 18 | 1320 | 85 | 3 | 357.402 |
| 159 | 6 | 18 | 950 | 20 | 3 | 423.268 |
| 160 | 4 | 18 | 670 | 85 | 5 | 309.079 |
| 161 | 6 | 18 | 1320 | 45 | 1 | 315.105 |
| 162 | 6 | 18 | 950 | 45 | 1 | 280.207 |
| 163 | 6 | 15 | 670 | 20 | 8 | 635.289 |
| 164 | 6 | 18 | 950 | 20 | 1 | 303.04 |
| 165 | 5 | 12 | 670 | 45 | 8 | 489.421 |
| 166 | 4 | 12 | 950 | 45 | 5 | 429.714 |
| 167 | 5 | 15 | 670 | 20 | 3 | 319.667 |
| 168 | 5 | 18 | 950 | 85 | 3 | 314.025 |
| 169 | 6 | 15 | 1320 | 20 | 1 | 339.517 |
| 170 | 5 | 15 | 1320 | 85 | 3 | 379.556 |
| 171 | 6 | 15 | 1320 | 20 | 8 | 661.913 |
| 172 | 5 | 18 | 670 | 20 | 8 | 639.006 |
| 173 | 4 | 12 | 950 | 45 | 8 | 630.716 |
| 174 | 5 | 12 | 670 | 20 | 5 | 404.608 |
| 175 | 5 | 15 | 670 | 20 | 8 | 603.143 |
| 176 | 4 | 15 | 1320 | 85 | 3 | 354.456 |
| 177 | 5 | 15 | 950 | 45 | 5 | 465.658 |
| 178 | 5 | 18 | 1320 | 20 | 5 | 659.634 |
| 179 | 4 | 12 | 950 | 85 | 3 | 300.504 |
| 180 | 5 | 18 | 950 | 20 | 1 | 280.419 |
| 181 | 4 | 18 | 670 | 85 | 3 | 252.997 |
| 182 | 5 | 12 | 1320 | 85 | 5 | 531.863 |
| 183 | 4 | 12 | 1320 | 45 | 8 | 660.301 |
| 184 | 4 | 12 | 670 | 85 | 5 | 310.599 |
| 185 | 6 | 18 | 1320 | 20 | 3 | 562.547 |
| 186 | 5 | 18 | 1320 | 85 | 3 | 378.661 |
| 187 | 6 | 12 | 950 | 85 | 5 | 445.463 |
| 188 | 4 | 15 | 1320 | 45 | 1 | 270.199 |
| 189 | 4 | 18 | 950 | 85 | 5 | 393.108 |
| 190 | 5 | 18 | 670 | 45 | 3 | 291.351 |
| 191 | 6 | 15 | 1320 | 45 | 1 | 316.14 |
| 192 | 4 | 15 | 950 | 45 | 8 | 658.301 |
| 193 | 6 | 18 | 1320 | 45 | 8 | 661.268 |
| 194 | 6 | 18 | 670 | 85 | 1 | 247.05 |
| 195 | 4 | 18 | 1320 | 20 | 5 | 659.513 |
| 196 | 5 | 12 | 670 | 45 | 5 | 361.008 |
| 197 | 4 | 12 | 1320 | 20 | 3 | 444.476 |
| 198 | 5 | 18 | 670 | 20 | 1 | 255.399 |
| 199 | 5 | 12 | 950 | 85 | 1 | 256.482 |
| 200 | 6 | 15 | 670 | 45 | 3 | 310.019 |
| 201 | 5 | 12 | 1320 | 45 | 1 | 294.821 |
| 202 | 6 | 15 | 950 | 45 | 5 | 493.584 |
| 203 | 4 | 12 | 1320 | 45 | 5 | 565.355 |
| 204 | 6 | 15 | 670 | 85 | 8 | 457.317 |
| 205 | 4 | 15 | 950 | 85 | 8 | 558.211 |
| 206 | 4 | 18 | 950 | 20 | 1 | 261.028 |
| 207 | 5 | 18 | 950 | 45 | 8 | 659.412 |
| 208 | 4 | 15 | 1320 | 85 | 5 | 501.443 |
| 209 | 6 | 15 | 670 | 85 | 3 | 290.748 |
| 210 | 5 | 12 | 950 | 20 | 3 | 383.803 |
| 211 | 6 | 18 | 1320 | 85 | 5 | 569.763 |
| 212 | 5 | 15 | 670 | 85 | 5 | 327.086 |
| 213 | 6 | 12 | 950 | 20 | 8 | 659.952 |
| 214 | 6 | 12 | 670 | 20 | 8 | 612.025 |
| 215 | 4 | 15 | 950 | 45 | 5 | 441.186 |
| 216 | 6 | 18 | 670 | 20 | 5 | 452.63 |
| 217 | 4 | 18 | 670 | 85 | 8 | 423.258 |
| 218 | 4 | 15 | 950 | 20 | 5 | 526.294 |
| 219 | 6 | 18 | 950 | 85 | 8 | 628.289 |
| 220 | 5 | 15 | 1320 | 20 | 3 | 497.149 |
| 221 | 5 | 18 | 670 | 45 | 5 | 368.077 |
| 222 | 4 | 18 | 1320 | 45 | 8 | 660.429 |
| 223 | 4 | 18 | 1320 | 20 | 8 | 668.412 |
| 224 | 5 | 12 | 950 | 45 | 5 | 459.279 |
| 225 | 4 | 15 | 950 | 20 | 8 | 659.671 |
| 226 | 4 | 12 | 670 | 20 | 1 | 238.335 |
| 227 | 4 | 18 | 950 | 85 | 3 | 294.206 |
| 228 | 4 | 12 | 670 | 85 | 8 | 409.463 |
| 229 | 6 | 15 | 1320 | 45 | 3 | 454.659 |
| 230 | 6 | 15 | 950 | 85 | 3 | 338.244 |
| 231 | 4 | 15 | 950 | 85 | 1 | 235.9 |
| 232 | 5 | 15 | 950 | 20 | 8 | 660.217 |
| 233 | 4 | 18 | 670 | 45 | 8 | 503.201 |
| 234 | 6 | 18 | 1320 | 45 | 5 | 659.168 |
| 235 | 4 | 18 | 950 | 20 | 5 | 562.5 |
| 236 | 4 | 15 | 670 | 20 | 3 | 298.397 |
| 237 | 5 | 18 | 950 | 45 | 1 | 263.197 |
| 238 | 6 | 15 | 1320 | 85 | 8 | 660.004 |
| 239 | 6 | 18 | 670 | 20 | 1 | 268.63 |
| 240 | 4 | 12 | 950 | 20 | 8 | 659.44 |
| 241 | 4 | 18 | 670 | 45 | 5 | 351.118 |
| 242 | 4 | 18 | 670 | 20 | 8 | 616.466 |
| 243 | 4 | 12 | 950 | 85 | 8 | 546.594 |
| 244 | 6 | 15 | 1320 | 85 | 5 | 564.397 |
| 245 | 5 | 12 | 1320 | 85 | 8 | 659.762 |
| 246 | 6 | 18 | 670 | 45 | 1 | 256.686 |
| 247 | 4 | 18 | 1320 | 85 | 1 | 256.972 |
| 248 | 6 | 15 | 1320 | 45 | 8 | 661.012 |
| 249 | 6 | 18 | 670 | 45 | 3 | 309.203 |
| 250 | 5 | 18 | 950 | 45 | 5 | 480.662 |
| 251 | 5 | 15 | 950 | 20 | 1 | 279.666 |
| 252 | 6 | 15 | 950 | 45 | 3 | 369.521 |
| 253 | 5 | 18 | 950 | 20 | 8 | 663.023 |
| 254 | 4 | 12 | 1320 | 20 | 5 | 658.853 |
| 255 | 6 | 15 | 1320 | 20 | 5 | 659.78 |
| 256 | 4 | 15 | 1320 | 85 | 1 | 258.077 |
| 257 | 5 | 18 | 1320 | 20 | 3 | 523.272 |
| 258 | 4 | 12 | 1320 | 85 | 5 | 495.184 |
| 259 | 6 | 12 | 950 | 45 | 5 | 493.49 |
| 260 | 6 | 18 | 1320 | 85 | 1 | 294.85 |
| 261 | 5 | 18 | 670 | 85 | 1 | 231.443 |
| 262 | 5 | 12 | 950 | 45 | 1 | 266.37 |
| 263 | 5 | 12 | 670 | 85 | 8 | 436.211 |
| 264 | 4 | 18 | 950 | 20 | 8 | 659.801 |
| 265 | 6 | 15 | 670 | 20 | 1 | 269.212 |
| 266 | 4 | 15 | 950 | 45 | 3 | 321.854 |
| 267 | 5 | 18 | 950 | 45 | 3 | 348.319 |
| 268 | 5 | 18 | 670 | 85 | 8 | 439.735 |
| 269 | 6 | 15 | 950 | 85 | 5 | 433.973 |
| 270 | 4 | 18 | 670 | 85 | 1 | 210.794 |
| 271 | 5 | 12 | 670 | 85 | 3 | 277.828 |
| 272 | 5 | 15 | 950 | 20 | 5 | 556.827 |
| 273 | 4 | 15 | 1320 | 45 | 8 | 659.966 |
| 274 | 4 | 12 | 670 | 20 | 5 | 379.14 |
| 275 | 4 | 18 | 1320 | 45 | 3 | 409.336 |
| 276 | 4 | 18 | 670 | 20 | 5 | 414.603 |
| 277 | 5 | 18 | 670 | 45 | 1 | 243.11 |
| 278 | 4 | 12 | 950 | 45 | 3 | 322.545 |
| 279 | 4 | 15 | 1320 | 45 | 3 | 397.964 |
| 280 | 5 | 15 | 1320 | 45 | 8 | 661.692 |
| 281 | 4 | 12 | 670 | 45 | 1 | 224.087 |
| 282 | 6 | 18 | 950 | 45 | 5 | 506.02 |
| 283 | 4 | 12 | 950 | 20 | 5 | 495.285 |
| 284 | 4 | 15 | 670 | 45 | 3 | 272.24 |
| 285 | 4 | 15 | 670 | 85 | 1 | 211.323 |
| 286 | 6 | 12 | 1320 | 85 | 3 | 418.386 |
| 287 | 5 | 18 | 1320 | 45 | 1 | 292.745 |
| 288 | 5 | 18 | 1320 | 45 | 5 | 654.997 |
| 289 | 4 | 15 | 1320 | 85 | 8 | 659.62 |
| 290 | 6 | 18 | 950 | 45 | 8 | 659.562 |
| 291 | 5 | 15 | 670 | 45 | 8 | 500.942 |
| 292 | 5 | 18 | 950 | 85 | 1 | 253.043 |
| 293 | 6 | 12 | 1320 | 45 | 1 | 319.199 |
| 294 | 4 | 18 | 950 | 45 | 3 | 327.388 |
| 295 | 4 | 18 | 950 | 45 | 5 | 460.245 |
| 296 | 5 | 15 | 1320 | 85 | 1 | 275.743 |
| 297 | 4 | 15 | 1320 | 20 | 3 | 463.688 |
| 298 | 4 | 18 | 1320 | 85 | 5 | 515.518 |
| 299 | 4 | 18 | 670 | 45 | 3 | 273.386 |
| 300 | 6 | 12 | 1320 | 20 | 3 | 523.121 |
| 301 | 6 | 12 | 1320 | 20 | 5 | 660.75 |
| 302 | 4 | 15 | 670 | 45 | 1 | 223.613 |
| 303 | 5 | 15 | 1320 | 45 | 3 | 423.877 |
| 304 | 6 | 12 | 1320 | 45 | 8 | 660.261 |
| 305 | 5 | 12 | 1320 | 20 | 1 | 316.857 |
| 306 | 6 | 18 | 1320 | 45 | 3 | 459.276 |
| 307 | 4 | 12 | 670 | 45 | 5 | 337.992 |
| 308 | 5 | 15 | 950 | 85 | 3 | 316.986 |
| 309 | 5 | 15 | 670 | 85 | 1 | 232.214 |
| 310 | 4 | 12 | 1320 | 20 | 1 | 289.45 |
| 311 | 5 | 18 | 670 | 20 | 3 | 324.975 |
| 312 | 4 | 12 | 670 | 20 | 8 | 538.335 |
| 313 | 6 | 12 | 950 | 20 | 5 | 573.128 |
| 314 | 5 | 12 | 670 | 20 | 3 | 317.596 |
| 315 | 6 | 12 | 1320 | 45 | 3 | 458.121 |
| 316 | 6 | 18 | 950 | 20 | 8 | 659.961 |
| 317 | 6 | 15 | 950 | 45 | 1 | 281.306 |
| 318 | 4 | 12 | 950 | 45 | 1 | 248.896 |
| 319 | 6 | 12 | 670 | 85 | 1 | 250.301 |
| 320 | 6 | 18 | 670 | 85 | 3 | 286.851 |
| 321 | 4 | 15 | 950 | 85 | 3 | 295.739 |
| 322 | 6 | 15 | 950 | 85 | 1 | 268.773 |
| 323 | 5 | 18 | 670 | 45 | 8 | 522.429 |
| 324 | 5 | 15 | 670 | 45 | 5 | 361.759 |
References
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Temple-Smith, P.; Dawes, C.J. Friction Stir Butt Welding, International Patent Application PCT/GB92/02203, GB Patent Application 9125978.8, US Patent 5.460.317. Available online: https://www.mendeley.com/catalogue/d39ca923-225d-3e7c-8bc9-7ccca2e23b99/?utm_source=desktop&utm_medium=1.19.8&utm_campaign=open_catalog&userDocumentId=%7B01c2fd14-2fc6-391f-8c00-6ed88f2dca45%7D (accessed on 17 March 2025).
- Kumar, S.S.; Murugan, N.; Ramachandran, K.K. Effect of tool tilt angle on weld joint properties of friction stir welded AISI 316L stainless steel sheets. Measurement 2020, 150, 107083. [Google Scholar] [CrossRef]
- Zhang, S.; Shi, Q.; Liu, Q.; Xie, R.; Zhang, G.; Chen, G. Effects of tool tilt angle on the in-process heat transfer and mass transfer during friction stir welding. Int. J. Heat Mass Transf. 2018, 125, 32–42. [Google Scholar] [CrossRef]
- Shankar, S.; Vilaça, P.; Dash, P.; Chattopadhyaya, S.; Hloch, S. Joint strength evaluation of friction stir welded Al-Cu dissimilar alloys. Measurement 2019, 146, 892–902. [Google Scholar] [CrossRef]
- Yau, Y.H.; Hussain, A.; Lalwani, R.K.; Chan, H.K.; Hakimi, N. Temperature distribution study during the friction stir welding process of Al2024-T3 aluminum alloy. Int. J. Miner. Metall. Mater. 2013, 20, 779–787. [Google Scholar] [CrossRef]
- Anandan, B.; Manikandan, M. Machine learning approach for predicting the peak temperature of dissimilar AA7050-AA2014A friction stir welding butt joint using various regression models. Mater. Lett. 2022, 325, 132879. [Google Scholar] [CrossRef]
- Chalurkar, C.; Shukla, D.K. Temperature Analysis of Friction Stir Welding (AA6061-T6) with Coupled Eulerian-Lagrangian Approach. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1248, 012035. [Google Scholar] [CrossRef]
- Woo, W.; Choo, H.; Prime, M.B.; Feng, Z.; Clausen, B. Microstructure, texture and residual stress in a friction-stir-processed AZ31B magnesium alloy. Acta Mater. 2008, 56, 1701–1711. [Google Scholar] [CrossRef]
- Woo, W.; Choo, H.; Withers, P.J.; Feng, Z. Prediction of hardness minimum locations during natural aging in an aluminum alloy 6061-T6 friction stir weld. J. Mater. Sci. 2009, 44, 6302–6309. [Google Scholar] [CrossRef]
- Sabry, I.; Hewidy, A.M. Underwater friction-stir welding of a stir-cast AA6061-SiC metal matrix composite: Optimization of the process parameters, microstructural characterization, and mechanical properties. Mater. Sci. Pol. 2022, 40, 101–115. [Google Scholar] [CrossRef]
- Rajakumar, S.; Muralidharan, C.; Balasubramanian, V. Establishing empirical relationships to predict grain size and tensile strength of friction stir welded AA 6061-T6 aluminium alloy joints. Trans. Nonferrous Met. Soc. China 2010, 20, 1863–1872. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Khodaverdizadeh, H.; Mahmoudi, A.; Nazari, E. Tensile behavior of friction stir welded AA 6061-T4 aluminum alloy joints. Mater. Des. 2012, 37, 166–173. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Saeid, T. Prediction of mechanical properties in friction stir welds of pure copper. Mater. Des. 2013, 52, 1077–1087. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V.; Babu, S. Predicting tensile strength of friction stir welded AA6061 aluminium alloy joints by a mathematical model. Mater. Des. 2009, 30, 188–193. [Google Scholar] [CrossRef]
- Sabry, I. Experimental and statistical analysis of possibility sources—Rotation speed, clamping torque and clamping pith for quality assessment in friction stir welding. Manag. Prod. Eng. Rev. 2021, 12, 84–96. [Google Scholar] [CrossRef]
- El-Wazery, M.S.; Mabrouk, O.M.; El-Sissy, A.R. Optimization of Ultrasonic-assisted Friction Stir Welded using Taguchi Approach. Int. J. Eng. 2022, 35, 213–219. [Google Scholar] [CrossRef]
- Rao, J.T.C.; Harikiran, V.; Gurudatta, K.S.S.; Raju, M.V.D.K. Temperature and strain distribution during friction stir welding of AA6061 and AA5052 aluminum alloy using deform 3D. Mater. Today Proc. 2022, 59, 576–582. [Google Scholar] [CrossRef]
- Nourani, M.; Milani, A.S.; Yannacopoulos, S.; Nourani, M.; Milani, A.S.; Yannacopoulos, S. Taguchi Optimization of Process Parameters in Friction Stir Welding of 6061 Aluminum Alloy: A Review and Case Study. Engineering 2011, 3, 144–155. [Google Scholar] [CrossRef]
- Dadi, S.S.O.; Patel, C.; Naidu, B.A. Effect of friction-stir welding parameters on the welding temperature. Mater. Today Proc. 2021, 38, 3358–3364. [Google Scholar] [CrossRef]
- Sabry, I.; El-Kassas, A.M.; Mourad, A.H.I.; Thekkuden, D.T.; Qudeiri, J.A. Friction Stir Welding of T-Joints: Experimental and Statistical Analysis. J. Manuf. Mater. Process. 2019, 3, 38. [Google Scholar] [CrossRef]
- Li, D.; Yang, X.; Cui, L.; He, F.; Shen, H. Effect of welding parameters on microstructure and mechanical properties of AA6061-T6 butt welded joints by stationary shoulder friction stir welding. Mater. Des. 2014, 64, 251–260. [Google Scholar] [CrossRef]
- Choudhary, S.; Choudhary, S.; Vaish, S.; Upadhyay, A.K.; Singla, A.; Singh, Y. Effect of welding parameters on microstructure and mechanical properties of friction stir welded Al 6061 aluminum alloy joints. Mater. Today Proc. 2020, 25, 563–569. [Google Scholar] [CrossRef]
- Choudhary, A.K.; Jain, R. Influence of stir zone temperature and axial force on defect formation and their effect on weld efficiency during friction stir welding of AA1100: A simulation and experimental investigation. Mater. Today Commun. 2023, 37, 107413. [Google Scholar] [CrossRef]
- Shah, P.H.; Badheka, V. An Experimental Investigation of Temperature Distribution and Joint Properties of Al 7075 T651 Friction Stir Welded Aluminium Alloys. Procedia Technol. 2016, 23, 543–550. [Google Scholar] [CrossRef]
- Thapliyal, S.; Mishra, A. Machine learning classification-based approach for mechanical properties of friction stir welding of copper. Manuf. Lett. 2021, 29, 52–55. [Google Scholar] [CrossRef]
- Fuse, K.; Venkata, P.; Reddy, R.M.; Bandhu, D. Machine learning classification approach for predicting tensile strength in aluminium alloy during friction stir welding. Int. J. Interact. Des. Manuf. 2024, 19, 639–643. [Google Scholar] [CrossRef]
- Verma, S.; Gupta, M.; Misra, J.P. Performance evaluation of friction stir welding using machine learning approaches. MethodsX 2018, 5, 1048–1058. [Google Scholar] [CrossRef] [PubMed]
- Sandeep, R.; Natarajan, A. Prediction of peak temperature value in friction lap welding of aluminium alloy 7475 and PPS polymer hybrid joint using machine learning approaches. Mater. Lett. 2022, 308, 131253. [Google Scholar] [CrossRef]
- Chansoria, P.; Solanki, P.; Dasgupta, M.S. Parametric study of transient temperature distribution in FSW of 304L stainless steel. Int. J. Adv. Manuf. Technol. 2015, 80, 1223–1239. [Google Scholar] [CrossRef]
- Song, M.; Kovacevic, R. Thermal modeling of friction stir welding in a moving coordinate system and its validation. Int. J. Mach. Tools Manuf. 2003, 43, 605–615. [Google Scholar] [CrossRef]
- Zhu, X.K.; Chao, Y.J. Numerical simulation of transient temperature and residual stresses in friction stir welding of 304L stainless steel. J. Mater. Process. Technol. 2004, 146, 263–272. [Google Scholar] [CrossRef]
- Kumar, R.R.; Kumar, A.; Kumar, A.; Ansu, A.K.; Goyal, A.; Saxena, K.K.; Prakash, C.; Prasad, J.L. Thermal simulation on friction stir welding of AA6061 aluminum alloy by computational fluid dynamics. Int. J. Interact. Des. Manuf. 2024, 18, 3495–3505. [Google Scholar] [CrossRef]
- Nandan, R.; Roy, G.G.; Lienert, T.J.; Debroy, T. Numerical modelling of 3D plastic flow and heat transfer during friction stir welding of stainless steel. Sci. Technol. Weld. Join. 2006, 11, 526–537. [Google Scholar] [CrossRef]
- Colegrove, P. 3 Dimensional Flow and Thermal Modelling of the Friction Stir Welding Process. Ph.D. Dissertation, University of Adelaide, Adelaide, Australia, 2001. [Google Scholar]
- Arora, A.; Nandan, R.; Reynolds, A.P.; DebRoy, T. Torque, power requirement and stir zone geometry in friction stir welding through modeling and experiments. Scr. Mater. 2009, 60, 13–16. [Google Scholar] [CrossRef]
- Asmare, A.; Al-Sabur, R.; Messele, E. Experimental Investigation of Friction Stir Welding on 6061-T6 Aluminum Alloy using Taguchi-Based GRA. Metals 2020, 10, 1480. [Google Scholar] [CrossRef]
- Mishra, A.; Morisetty, R. Determination of the Ultimate Tensile Strength (UTS) of friction stir welded similar AA6061 joints by using supervised machine learning based algorithms. Manuf. Lett. 2022, 32, 83–86. [Google Scholar] [CrossRef]





| Temperature (K) | Density (kg/m3) | Specific Heat (cp) (J/kg K) | Thermal Conductivity, K (W/m K) |
|---|---|---|---|
| 298 | 2700 | 896 | 180 |
| 311 | 2685 | 920 | 187 |
| 366 | 2685 | 978 | 194 |
| 422 | 2667 | 1004 | 201 |
| 477 | 2657 | 1028 | 206 |
| 533 | 2657 | 1052 | 214 |
| 589 | 2630 | 1078 | 220 |
| 644 | 2620 | 1104 | 227 |
| 700 | 2602 | 1133 | 233 |
| Parameters | Symbol | Value |
|---|---|---|
| Ambient temperature | To | 300 [K] |
| Convection heat transfer coefficient on the top portion | hup | 12.25 [W/m2 K] |
| Convection heat transfer coefficient on the bottom portion | hdown | 61.25 [W/m2 K] |
| Surface emissivity | (epsilon) | 0.3 |
| Welding speed | u | Variable [mm/s] |
| Coefficient of friction | Variable | |
| Rotational speed | Variable [rpm] | |
| Angular velocity | [rad/s] | |
| Normal force (axial force) | Fn | Variable [kN] |
| Radius of pin | Variable [mm] | |
| Shoulder radius | Variable [mm] | |
| Shoulder surface area | ||
| Mechanical efficiency (fraction of deformational work converted to heat) | 0.9 | |
| Yield stress | [18] |
| Factor | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
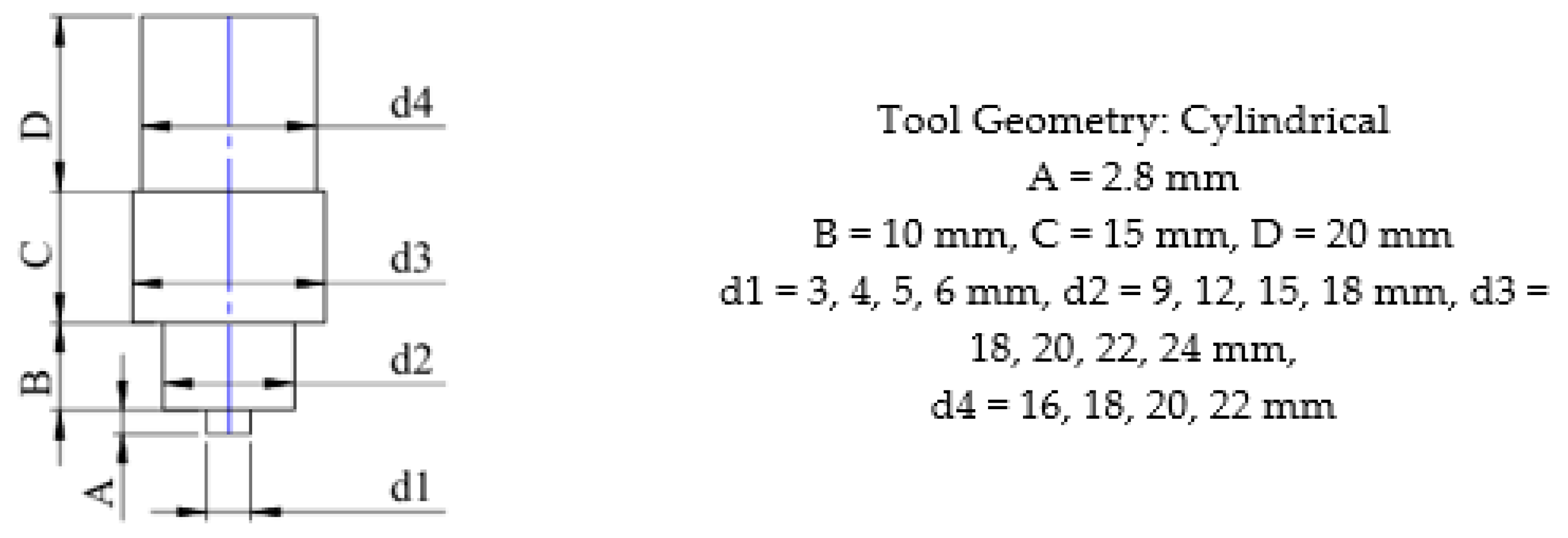
| Pin Dia (mm) | 3 | 4 | 5 | 6 |
| Shoulder Dia (mm) | 9 | 12 | 15 | 18 |
| Tool Rotational Speed (rpm) | 600 | 900 | 1200 | 1800 |
| Welding Speed (mm/min) | 20 | 38 | 50 | 80 |
| Axial Force (kN) | 1 | 5 | 8 | 10 |
| Coefficient of Friction | 0.3 | 0.33 | 0.36 | 0.40 |
| Tool Material | H13 | M2 | -- | -- |
| S No. # | Tool Material | Pin Dia (mm) | Shoulder Dia (mm) | Tool Rotational Speed (rpm) | Welding Speed (mm/min) | Axial Force (kN) | Coff. of Friction | Peak Temperature (°C) |
|---|---|---|---|---|---|---|---|---|
| 1 | H13 | 3 | 9 | 600 | 20 | 1 | 0.3 | 204.859 |
| 2 | H13 | 3 | 12 | 900 | 38 | 5 | 0.33 | 347.765 |
| 3 | H13 | 3 | 15 | 1200 | 50 | 8 | 0.36 | 659.193 |
| 4 | H13 | 3 | 18 | 1800 | 80 | 10 | 0.4 | 677.67 |
| 5 | H13 | 4 | 9 | 600 | 38 | 5 | 0.36 | 310.307 |
| 6 | H13 | 4 | 12 | 900 | 20 | 1 | 0.4 | 257.821 |
| 7 | H13 | 4 | 15 | 1200 | 80 | 10 | 0.3 | 658.577 |
| 8 | H13 | 4 | 18 | 1800 | 50 | 8 | 0.33 | 668.699 |
| 9 | H13 | 5 | 9 | 900 | 50 | 10 | 0.3 | 585.227 |
| 10 | H13 | 5 | 12 | 600 | 80 | 8 | 0.33 | 358.117 |
| 11 | H13 | 5 | 15 | 1800 | 20 | 5 | 0.36 | 659.917 |
| 12 | H13 | 5 | 18 | 1200 | 38 | 1 | 0.4 | 287.83 |
| 13 | H13 | 6 | 9 | 900 | 80 | 8 | 0.36 | 582.452 |
| 14 | H13 | 6 | 12 | 600 | 50 | 10 | 0.4 | 555.809 |
| 15 | H13 | 6 | 15 | 1800 | 38 | 1 | 0.3 | 325.941 |
| 16 | H13 | 6 | 18 | 1200 | 20 | 5 | 0.33 | 645.24 |
| 17 | M2 | 3 | 9 | 1800 | 20 | 10 | 0.33 | 679.418 |
| 18 | M2 | 3 | 12 | 1200 | 38 | 8 | 0.3 | 529.137 |
| 19 | M2 | 3 | 15 | 900 | 50 | 5 | 0.4 | 393.454 |
| 20 | M2 | 3 | 18 | 600 | 80 | 1 | 0.36 | 174.855 |
| 21 | M2 | 4 | 9 | 1800 | 38 | 8 | 0.4 | 660.469 |
| 22 | M2 | 4 | 12 | 1200 | 20 | 10 | 0.36 | 660.224 |
| 23 | M2 | 4 | 15 | 900 | 80 | 1 | 0.33 | 220.454 |
| 24 | M2 | 4 | 18 | 600 | 50 | 5 | 0.3 | 269.265 |
| 25 | M2 | 5 | 9 | 1200 | 50 | 1 | 0.33 | 273.268 |
| 26 | M2 | 5 | 12 | 1800 | 80 | 5 | 0.3 | 549.489 |
| 27 | M2 | 5 | 15 | 600 | 20 | 8 | 0.4 | 544.746 |
| 28 | M2 | 5 | 18 | 900 | 38 | 10 | 0.36 | 659.703 |
| 29 | M2 | 6 | 9 | 1200 | 80 | 5 | 0.4 | 568.452 |
| 30 | M2 | 6 | 12 | 1800 | 50 | 1 | 0.36 | 342.561 |
| 31 | M2 | 6 | 15 | 600 | 38 | 10 | 0.33 | 506.463 |
| 32 | M2 | 6 | 18 | 900 | 20 | 8 | 0.3 | 658.856 |
| Exp No. | Pin Dia (mm) | Shoulder Dia (mm) | Tool Rotational Speed (rpm) | Transverse Speed (mm/min) | Axial Force (kN) | Peak Temperature, FEA (°C) | Peak Experimental Temperature (°C) |
|---|---|---|---|---|---|---|---|
| 1 | 3 | 9 | 600 | 20 | 1 | 204.85 | 195.10 |
| 2 | 4 | 12 | 900 | 20 | 1 | 257.82 | 239.40 |
| 3 | 5 | 18 | 1200 | 38 | 1 | 287.83 | 279.30 |
| 4 | 6 | 15 | 1800 | 38 | 1 | 325.94 | 314.40 |
| Level | Tool Material | Pin Dia (mm) | Shoulder Dia (mm) | Tool Rotational Speed (rpm) | Welding Speed (mm/min) | Axial Force (kN) | Coff. of Friction |
|---|---|---|---|---|---|---|---|
| 1 | −53.1 | −52.24 | −52.95 | −50.54 | −53.90 | −48.13 | −52.81 |
| 2 | −52.94 | −52.40 | −52.67 | −52.65 | −52.68 | −52.96 | −52.62 |
| 3 | −53.33 | −53.37 | −54.10 | −52.88 | −55.15 | −53.28 | |
| 4 | −54.11 | −53.09 | −54.79 | −52.62 | −55.84 | −53.38 | |
| Delta | 0.16 | 1.87 | 0.70 | 4.25 | 1.27 | 7.71 | 0.76 |
| Rank | 7 | 3 | 6 | 2 | 4 | 1 | 5 |
| Level | Tool Material | Pin Dia (mm) | Shoulder Dia (mm) | Tool Rotational Speed (rpm) | Welding Speed (mm/min) | Axial Force (kN) | Coff. of Friction |
|---|---|---|---|---|---|---|---|
| 1 | 486.6 | 458.3 | 483.1 | 365.6 | 538.9 | 260.9 | 472.7 |
| 2 | 480.7 | 463.2 | 450.1 | 463.2 | 453.5 | 468.0 | 462.4 |
| 3 | 489.8 | 496.1 | 535.2 | 468.4 | 582.7 | 506.2 | |
| 4 | 523.2 | 505.3 | 570.5 | 473.8 | 622.9 | 493.3 | |
| Delta | 5.9 | 64.9 | 55.1 | 205.0 | 85.4 | 361.9 | 43.7 |
| Rank | 7 | 4 | 5 | 2 | 3 | 1 | 6 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Tool Material | 1 | 280 | 280 | 0.12 | 0.731 |
| Pin Dia (mm) | 3 | 21,309 | 7103 | 3.16 | 0.064 |
| Shoulder Dia (mm) | 3 | 13,976 | 4659 | 2.07 | 0.158 |
| Tool Rotational Speed (rpm) | 3 | 196,580 | 65,527 | 29.11 | 0.000 |
| Welding Speed (mm/min) | 3 | 34,338 | 11,446 | 5.08 | 0.017 |
| Axial Force (kN) | 3 | 632,325 | 210,775 | 93.64 | 0.000 |
| Coeff of Friction | 3 | 9360 | 3120 | 1.39 | 0.294 |
| Error | 12 | 27,012 | 2251 |
| Factor | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
| Pin Dia (mm) | 4 | 5 | 6 | --- |
| Shoulder Dia (mm) | 12 | 15 | 18 | --- |
| Tool Rotational Speed (rpm) | 670 | 950 | 1320 | --- |
| Welding Speed (mm/min) | 20 | 45 | 85 | --- |
| Axial Force (kN) | 1 | 3 | 5 | 9 |
| Tool Material | H13 Tool Steel | |||
| Classifier Model | Accuracy | F1 Score | Precision | Recall | Error |
|---|---|---|---|---|---|
| Logistic Regression | 0.9814 | 0.9577 | 0.9714 | 0.9444 | 0.0180 |
| k-NN | 0.9598 | 0.9064 | 0.9402 | 0.8750 | 0.0401 |
| Naive Bayes | 0.9259 | 0.8208 | 0.8870 | 0.7638 | 0.0740 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anis, A.; Shakaib, M.; Hanif, M.S. Statistical and Machine Learning Classification Approaches to Predicting and Controlling Peak Temperatures During Friction Stir Welding (FSW) of Al-6061-T6 Alloys. J. Manuf. Mater. Process. 2025, 9, 246. https://doi.org/10.3390/jmmp9070246
Anis A, Shakaib M, Hanif MS. Statistical and Machine Learning Classification Approaches to Predicting and Controlling Peak Temperatures During Friction Stir Welding (FSW) of Al-6061-T6 Alloys. Journal of Manufacturing and Materials Processing. 2025; 9(7):246. https://doi.org/10.3390/jmmp9070246
Chicago/Turabian StyleAnis, Assad, Muhammad Shakaib, and Muhammad Sohail Hanif. 2025. "Statistical and Machine Learning Classification Approaches to Predicting and Controlling Peak Temperatures During Friction Stir Welding (FSW) of Al-6061-T6 Alloys" Journal of Manufacturing and Materials Processing 9, no. 7: 246. https://doi.org/10.3390/jmmp9070246
APA StyleAnis, A., Shakaib, M., & Hanif, M. S. (2025). Statistical and Machine Learning Classification Approaches to Predicting and Controlling Peak Temperatures During Friction Stir Welding (FSW) of Al-6061-T6 Alloys. Journal of Manufacturing and Materials Processing, 9(7), 246. https://doi.org/10.3390/jmmp9070246