
On the Use of Compressed Air and Synthetic Biodegradable Cutting Fluid to Enhance the Surface Quality of WAAM–CMT Manufactured Low-Alloy Steel Parts During Post-Processing Milling with Different Cooling–Lubrication Strategies

 , , ,
, , ,  , ,
, ,  ,
,  , and
, and
Abstract
1. Introduction
- Abrasive methods: Grinding, polishing, lapping, magnetic polishing, and flow polishing.
- Non-conventional methods: Laser, mechanical and laser peening, ultrasonic cavitation, mechanical buffing, electrochemical finishing, and electroplating.
2. Materials and Methods
2.1. Objective and Hypothesis
- A higher flow rate can contribute to better surface finish.
- Nozzle positioning will influence the surface.
- Compressed air would present an inferior quality compared to cutting fluid since it only refrigerates.
- Dry cutting will result in the worst surface quality.
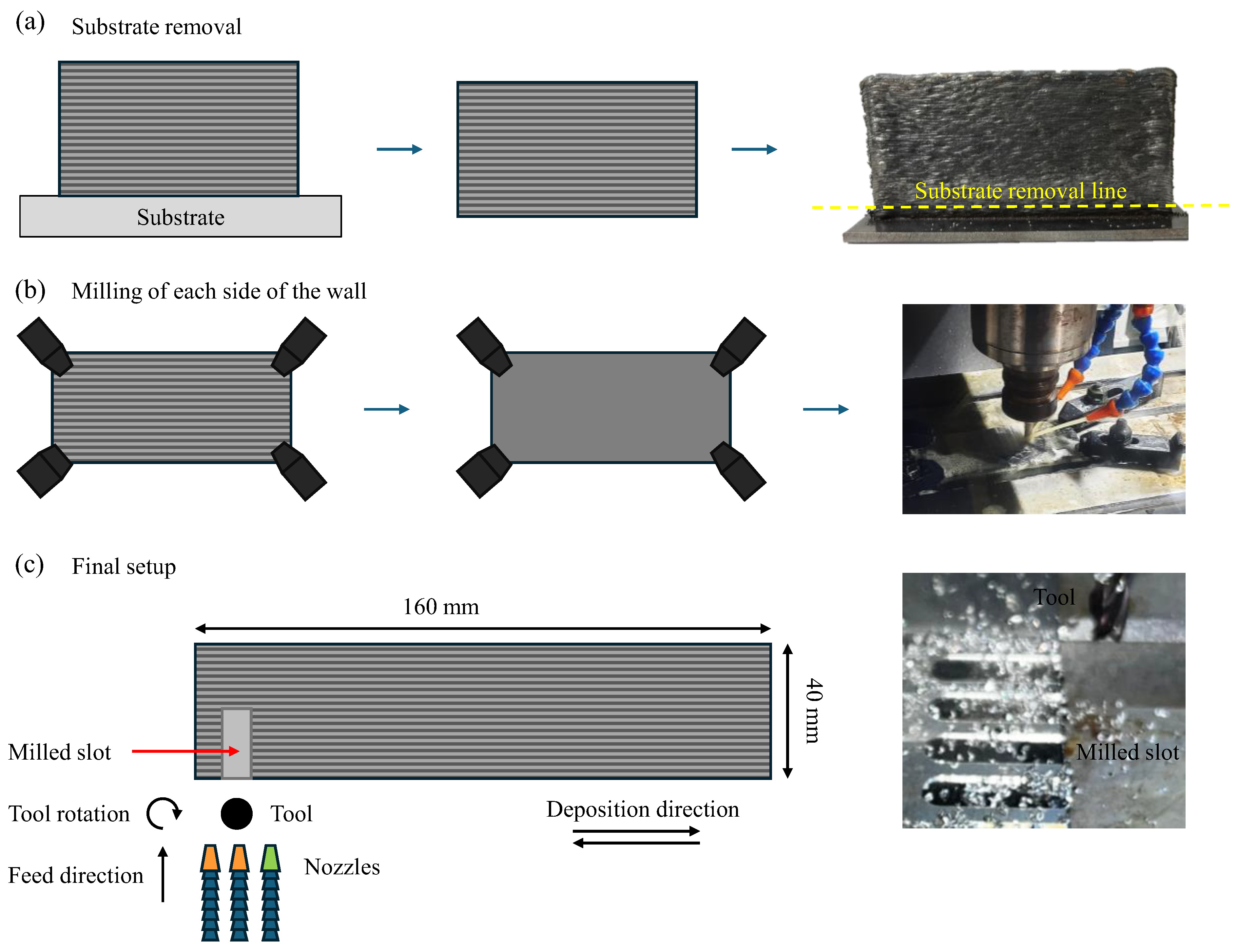
2.2. Material Deposition
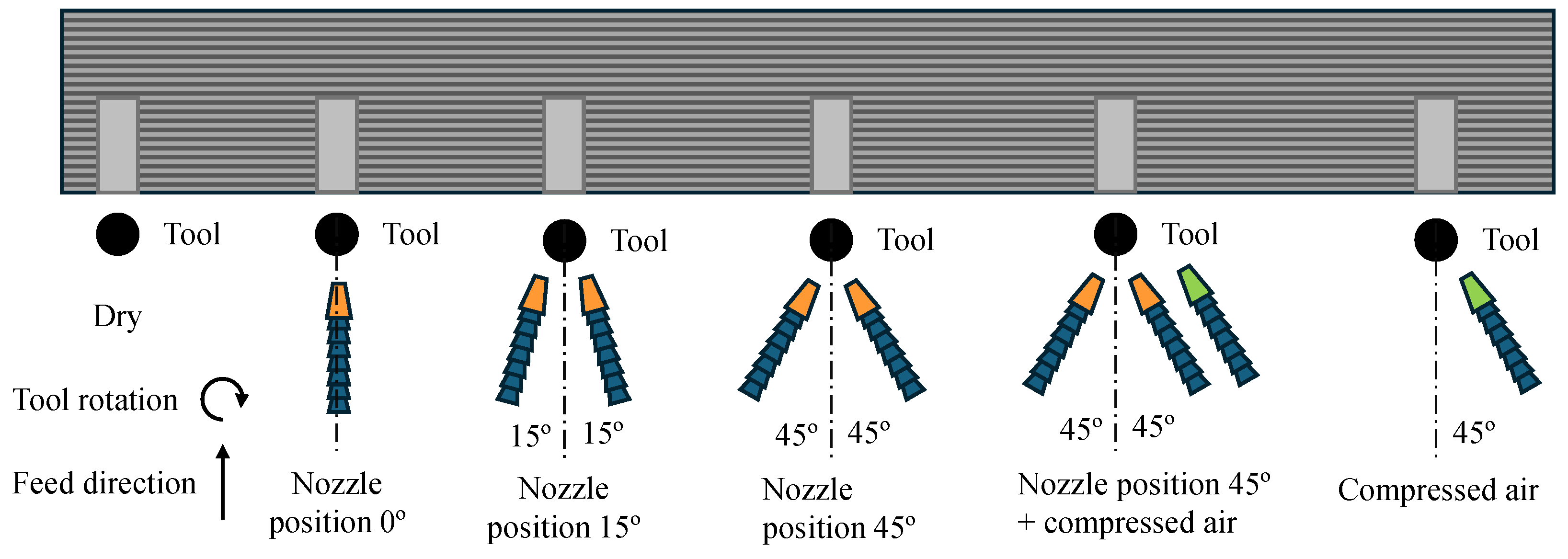
2.3. Cutting Parameters
- Number of nozzles: 0, 1, or 2 cutting fluid nozzles;
- Positioning relative to the feed direction: 0°, 15°, and 45°;
- Use of compressed air: with and without compressed air;
- Flow rate (cutting fluid): 5 L/min, 10 L/min, and 20 L/min.
2.4. Output Variables
3. Results and Discussion
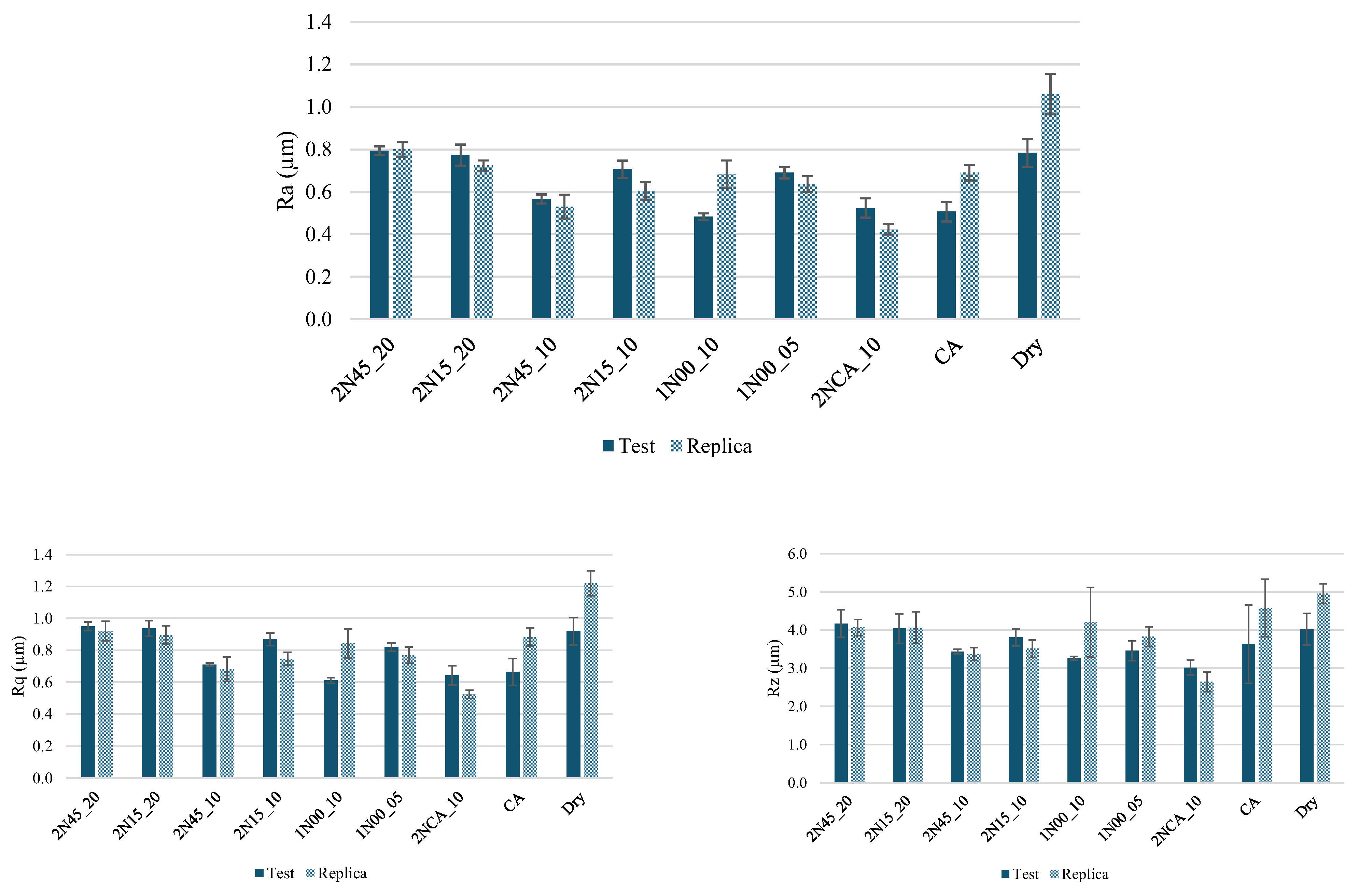
3.1. Surface Roughness
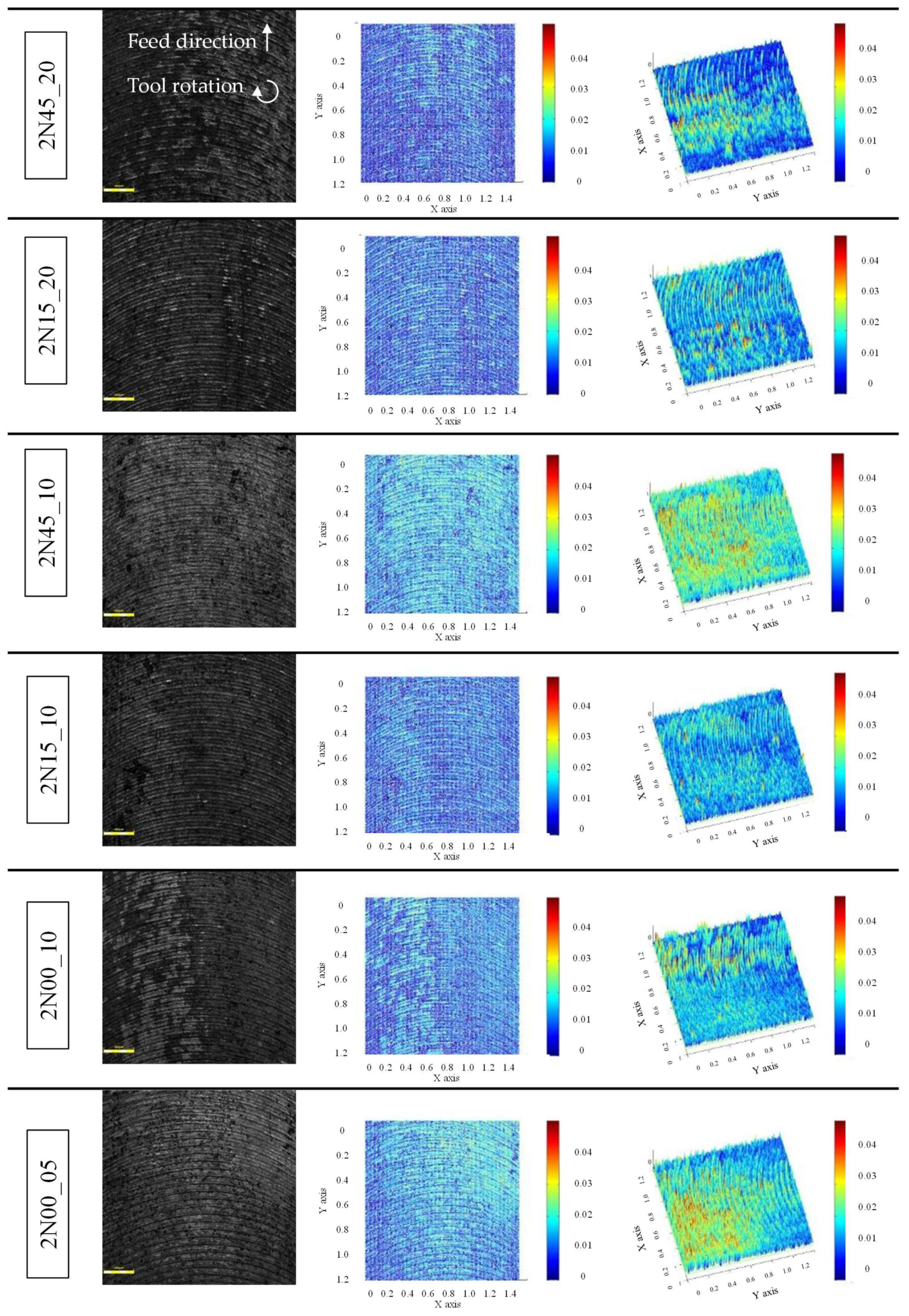
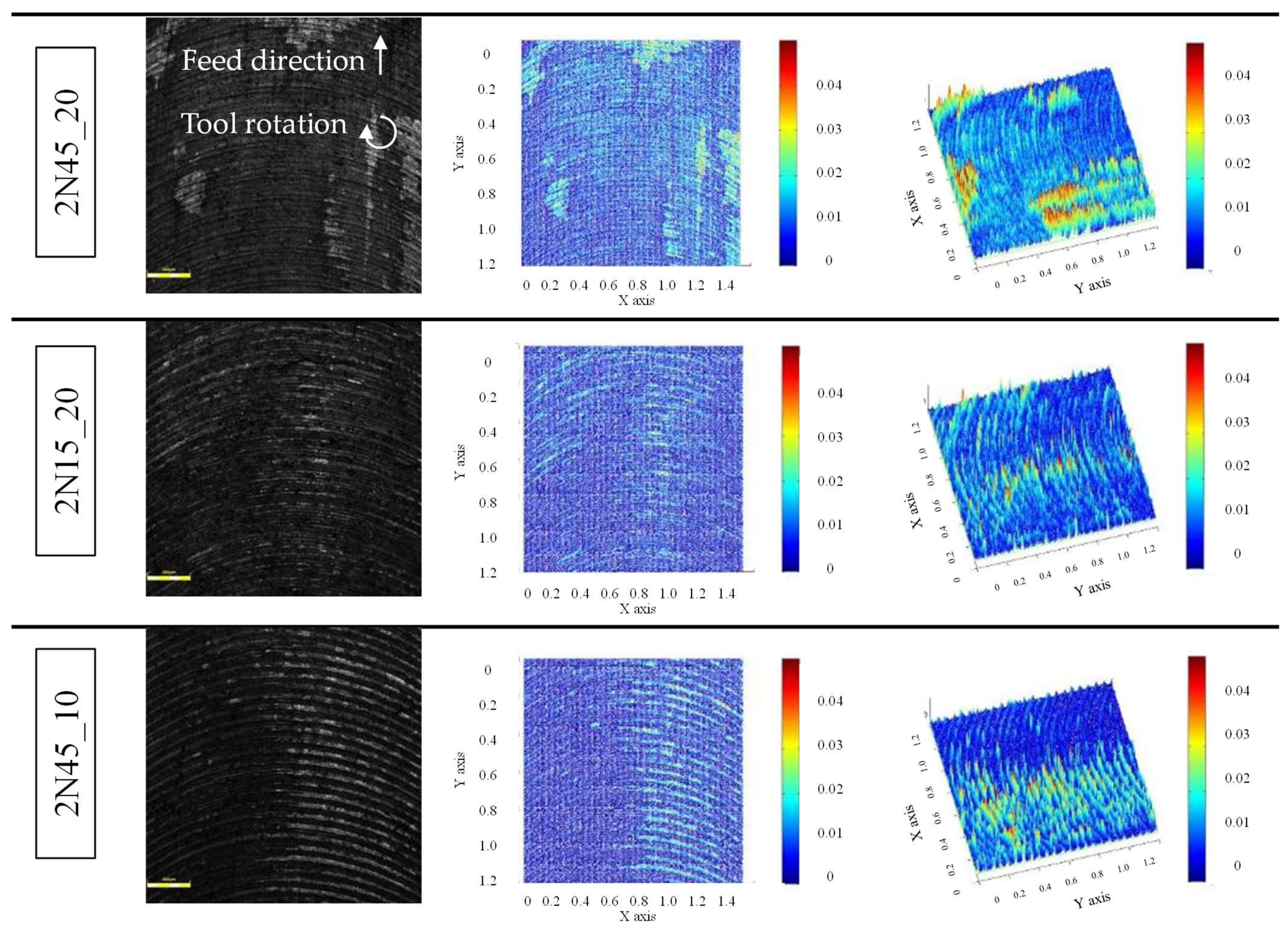
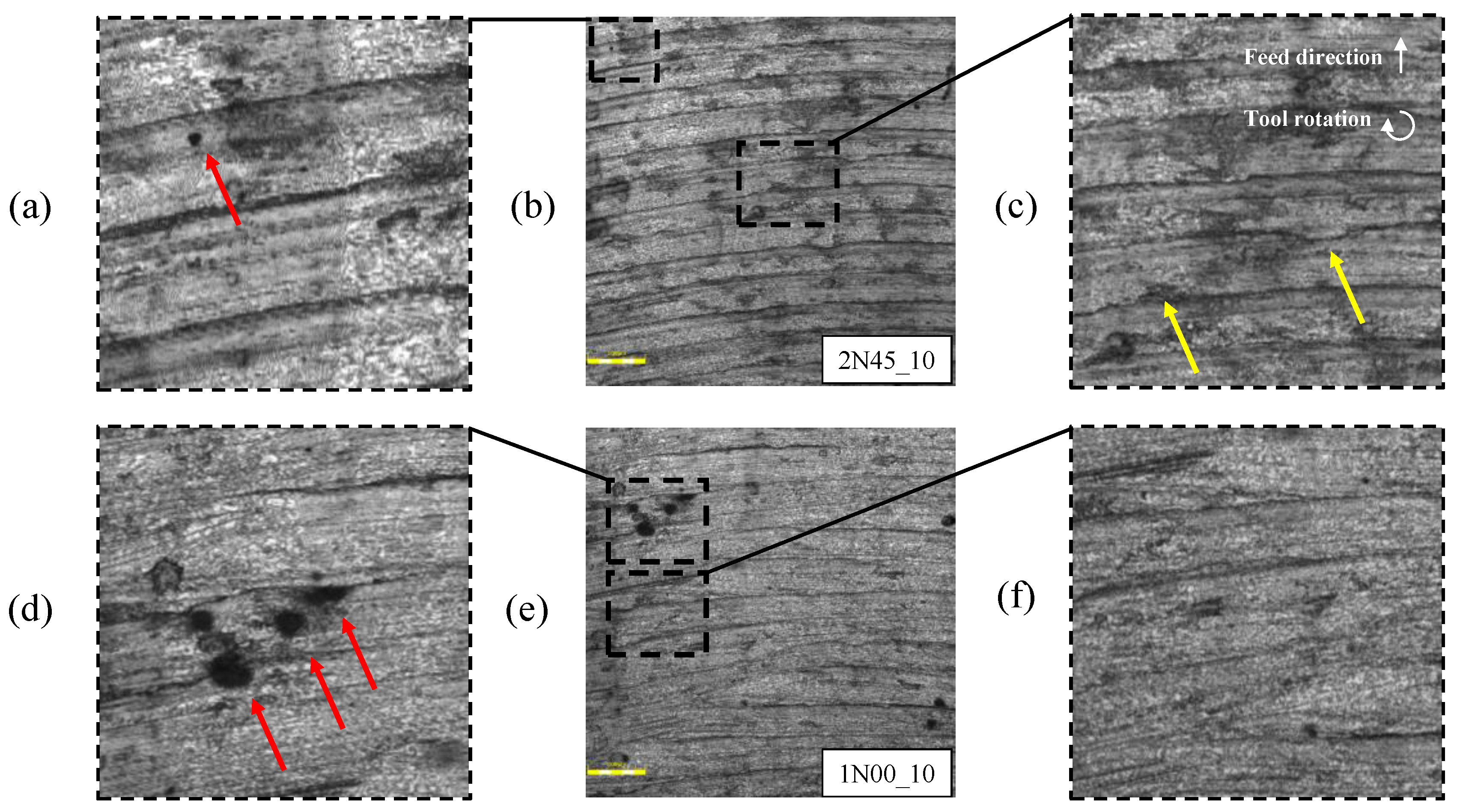
3.2. Surface Quality
3.3. Surface Hardness
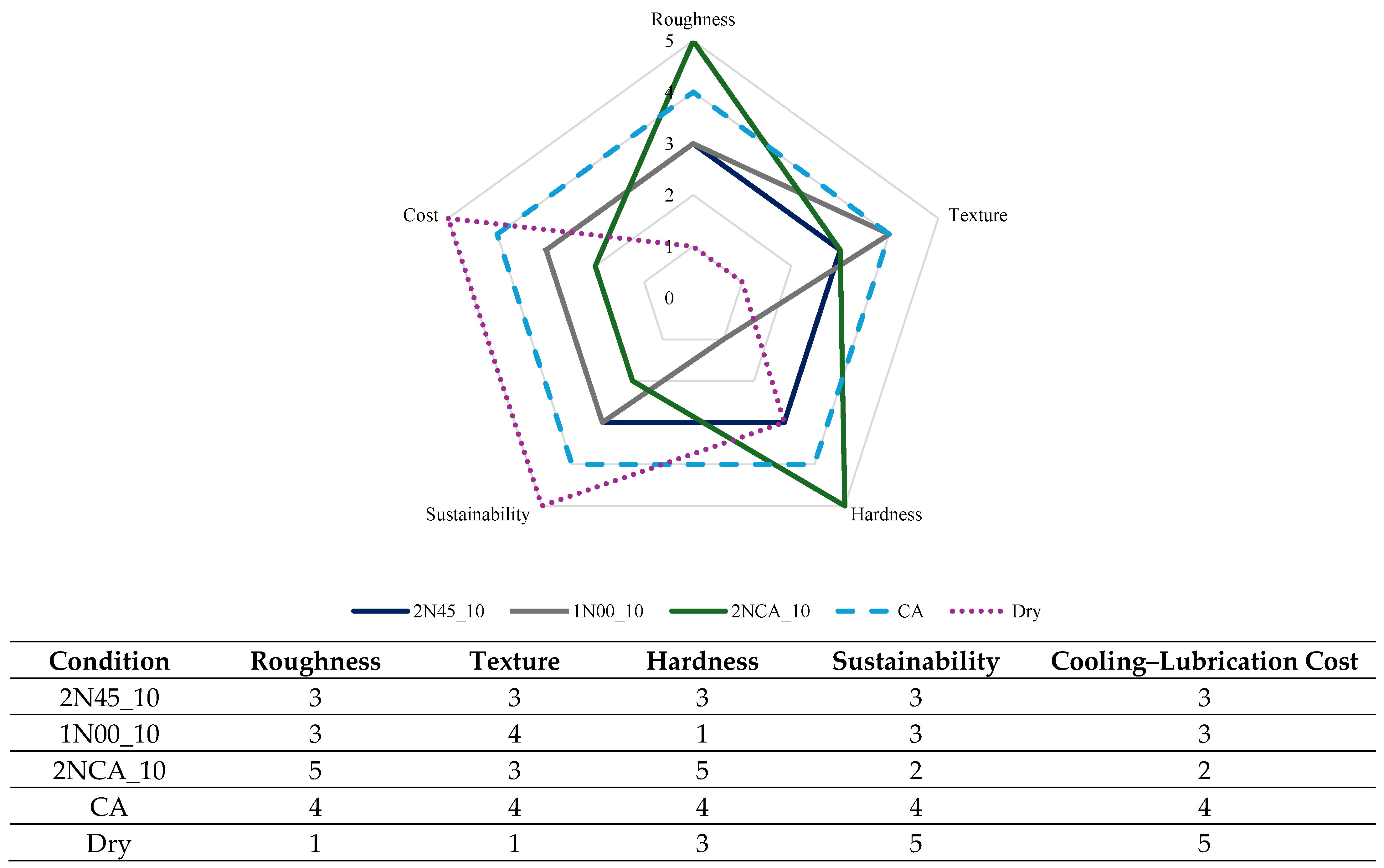
3.4. Overall Analysis
- The mechanical action of the air pressure on the chips, which may have facilitated chip breakage.
- Enhanced chip evacuation from the cutting zone, reducing recutting and surface damage.
- The cooling effect from air flow, which may have limited thermal damages.
- Improved fluid penetration when combined with cutting fluid, enabling the cutting fluid to further reach the cutting zone.
4. Conclusions
- Among the conditions tested, a flow rate of 10 L/min stood out by achieving a lower roughness value (Ra = 0.48 µm) compared to 0.69 µm at 5 L/min, partially confirming the first hypothesis. The lower Ra at 20 L/min was 0.77 µm, indicating the presence of an optimal flow rate.
- In agreement with second hypothesis, varying the nozzle position improved the surface quality without adding extra costs or resources. For 20 L/min the Ra varied from 0.79 µm at 45° to 0.77 µm at 15°, and at 10 L/min it varied from 0.71 µm with two nozzles at 15° to 0.48 µm with one-nozzle at 0°.
- Compressed air delivered better surface finish than dry cutting, but it was generally inferior to flood cooling, though not for all configurations. This partially confirms the third hypothesis.
- Dry cut, while the most environmentally friendly, failed to achieve a satisfactory surface quality for the ER70S-6 WAAM-CMT, resulting in Ra = 0.78 µm, Rq = 0.92 µm, and Rz = 4.02 µm. The inferior results support the fourth hypothesis.
- The combination of compressed air and cutting fluid improved surface quality by 50% compared to dry cutting and also led to the lowest hardness variation (4.72%).
- Comparing the tool wear rates and mechanisms under the cooling–lubrication conditions studied to evaluate tool life and costs.
- Investigating the effect of microstructural variation on surface finishing after milling.
- Testing a wide range of flow rates to determine the optimal value.
- Performing machining in controlled atmospheres to study oxidation effects.
- Conducting power analysis to access minimum sample sizes for roughness and hardness measurements.
- Quantifying energy consumption and associated CO2 emissions for each cooling–lubrication condition to deepen sustainability assessments.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shah, A.; Aliyev, R.; Zeidler, H.; Krinke, S. A Review of the Recent Developments and Challenges in Wire Arc Additive Manufacturing (WAAM) Process. J. Manuf. Mater. Process. 2023, 7, 97. [Google Scholar] [CrossRef]
- Singh, C.P.; Sarma, R.; Rajput, A.S.; Kapil, S. A nature-inspired build strategy for consistently fabricating intricate objects by wire-arc-based directed energy deposition. Prog. Addit. Manuf. 2024. [Google Scholar] [CrossRef]
- de Araújo Soares, M.A.; Novelino, A.L.B.; Ziberov, M. Geometry Study on 410NiMo Alloy Parts Printed by WAAM-CMT; Springer: Berlin/Heidelberg, Germany, 2024; pp. 114–125. [Google Scholar] [CrossRef]
- Gupta, D.K.; Mulik, R.S. Numerical simulation and experimental investigation of temperature distribution during the wire arc additive manufacturing (WAAM) process. Prog. Addit. Manuf. 2024, 10, 631–645. [Google Scholar] [CrossRef]
- Polamuri, S.K.; Chitral, S.; Adapa, M.K.; Nayak, A.; Kiran, D.V. A strategic approach to minimize lack of fusion defects in wire arc additive manufacturing. Prog. Addit. Manuf. 2025. [Google Scholar] [CrossRef]
- de Melo Vieira, M.; Liskevych, O.; de Oliveira, D.; Ziberov, M. Influence of parameter variation and interlayer temperature control in wall angle, curvature and measurement methodology of ER70S-6 parts obtained by WAAM. Manuf. Lett. 2024, 42, 40–45. [Google Scholar] [CrossRef]
- Zhai, W.; Wu, N.; Zhou, W. Effect of Interpass Temperature on Wire Arc Additive Manufacturing Using High-Strength Metal-Cored Wire. Metals 2022, 12, 212. [Google Scholar] [CrossRef]
- da Costa, A.L.S.; de Paiva, R.L.; de Oliveira, D.; Ziberov, M. Influence of Interlayer Temperature and Deposition Method on the Wall Geometry and Vickers Microhardness Profile of ER70S-6 Parts Manufactured by Additive Manufacturing Using CMT. J. Manuf. Mater. Process. 2025, 9, 93. [Google Scholar] [CrossRef]
- Ermakova, A.; Ganguly, S.; Razavi, N.; Berto, F.; Mehmanparast, A. Corrosion-fatigue crack growth behaviour of wire arc additively manufactured ER70S-6 steel parts in marine environments. Eur. J. Mech. A/Solids 2022, 96, 104739. [Google Scholar] [CrossRef]
- Barroqueiro, B.; Andrade-Campos, A.; Valente, R.A.F.; Neto, V. Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review. J. Manuf. Mater. Process. 2019, 3, 52. [Google Scholar] [CrossRef]
- Veer, P.; Mudakavi, D.; MAdinarayanappa, S. Optimizing multi-physics variables in wire arc additive manufacturing for weld bead aspect ratio: A machine learning approach. Prog. Addit. Manuf. 2025. [Google Scholar] [CrossRef]
- da Silva, C.P.; Silva, G.P.; Santos, M.C.; Ziberov, M.; Malcher, L. Hybrid search methodology for mechanical characterization of material produced via WAAM assuming Gurson porous material. J. Braz. Soc. Mech. Sci. Eng. 2024, 46, 266. [Google Scholar] [CrossRef]
- Dhinakaran, V.; Ajith, J.; Fathima Yasin Fahmidha, A.; Jagadeesha, T.; Sathish, T.; Stalin, B. Wire Arc Additive Manufacturing (WAAM) process of nickel based superalloys—A review. Mater. Today Proc. 2020, 21, 920–925. [Google Scholar] [CrossRef]
- Kah, P. Gas metal arc welding. In Advancements in Intelligent Gas Metal Arc Welding Systems; Elsevier: Amsterdam, The Netherlands, 2021; pp. 1–103. [Google Scholar] [CrossRef]
- Ola, O.T.; Doern, F.E. A study of cold metal transfer clads in nickel-base INCONEL 718 superalloy. Mater. Des. 2014, 57, 51–59. [Google Scholar] [CrossRef]
- Nagasai, B.P.; Malarvizhi, S.; Balasubramanian, V. Effect of welding processes on mechanical and metallurgical characteristics of carbon steel cylindrical components made by wire arc additive manufacturing (WAAM) technique. CIRP J. Manuf. Sci. Technol. 2022, 36, 100–116. [Google Scholar] [CrossRef]
- Norrish, J.; Polden, J.; Richardson, I. A review of wire arc additive manufacturing: Development, principles, process physics, implementation and current status. J. Phys. D Appl. Phys. 2021, 54, 473001. [Google Scholar] [CrossRef]
- Murugan, R.S.; Vinodh, S. Holistic review on design for additive manufacturing. Prog. Addit. Manuf. 2024. [Google Scholar] [CrossRef]
- Araujo, L.C.; de Almeida Ferreira, J.L.; Ziberov, M.; Araújo, J.A. Assessing Fatigue in Materials with Small Defects: A New Multiaxial Model Based on Principal Stress Amplitudes. Procedia Struct. Integr. 2024, 57, 144–151. [Google Scholar] [CrossRef]
- Ednie, L.; Lancaster, R.J.; Antonysamy, A.A.; Zelenka, F.; Scarpellini, A.; Parimi, L.; Maddalena, R.; Barnard, N.; Efthymiadis, P. The effects of surface finish on the fatigue performance of electron beam melted Ti–6Al–4V. Mater. Sci. Eng. A 2022, 857, 144050. [Google Scholar] [CrossRef]
- du Plessis, A.; Broeckhoven, C.; Yadroitsava, I.; Yadroitsev, I.; Hands, C.H.; Kunju, R.; Bhate, D. Beautiful and Functional: A Review of Biomimetic Design in Additive Manufacturing. Addit. Manuf. 2019, 27, 408–427. [Google Scholar] [CrossRef]
- De Oliveira, D.; Gomes, M.C.; Dos Santos, A.G.; Ribeiro, K.S.B.; Vasques, I.J.; Coelho, R.T.; Da Silva, M.B.; Hung, N.W. Abrasive and non-conventional post-processing techniques to improve surface finish of additively manufactured metals: A review. Prog. Addit. Manuf. 2023, 8, 223–240. [Google Scholar] [CrossRef]
- Gomes, M.C.; dos Santos, A.G.; de Oliveira, D.; Figueiredo, G.V.; Ribeiro, K.S.B.; De Los Rios, G.A.B.; da Silva, M.B.; Coelho, R.T.; Hung, W.N.P. Micro-machining of additively manufactured metals: A review. Int. J. Adv. Manuf. Technol. 2022, 118, 2059–2078. [Google Scholar] [CrossRef]
- Fuchs, C.; Baier, D.; Semm, T.; Zaeh, M.F. Determining the machining allowance for WAAM parts. Prod. Eng. 2020, 14, 629–637. [Google Scholar] [CrossRef]
- Chernovol, N.; Sharma, A.; Tjahjowidodo, T.; Lauwers, B.; Van Rymenant, P. Machinability of wire and arc additive manufactured components. CIRP J. Manuf. Sci. Technol. 2021, 35, 379–389. [Google Scholar] [CrossRef]
- Li, B.; Nagaraja, K.M.; Zhang, R.; Malik, A.; Lu, H.; Li, W. Integrating robotic wire arc additive manufacturing and machining: Hybrid WAAM machining. Int. J. Adv. Manuf. Technol. 2023, 129, 3247–3259. [Google Scholar] [CrossRef]
- Kocaman, E.; Köklü, U.; Morkavuk, S.; Coşkun, M.; Koçar, O.; Dilibal, S.; Gürol, U. Comparison of the mechanical properties and drilling performance of the AISI 316 parts produced with casting, LPBF and WAAM. J. Braz. Soc. Mech. Sci. Eng. 2024, 46, 728. [Google Scholar] [CrossRef]
- Vats, P.; Khanna, N.; Kumar, A.; Gajrani, K.K. Tribological performance of hBN and graphene-enriched hybrid nanofluids on tool wear and hole surface quality in drilling: A comparative study on WAAM and wrought Inconel 625. Wear 2025, 574–575, 206090. [Google Scholar] [CrossRef]
- Alonso, U.; Veiga, F.; Suárez, A.; Artaza, T. Experimental Investigation of the Influence of Wire Arc Additive Manufacturing on the Machinability of Titanium Parts. Metals 2020, 10, 24. [Google Scholar] [CrossRef]
- Ceritbinmez, F.; Günen, A.; Gürol, U.; Çam, G. A comparative study on drillability of Inconel 625 alloy fabricated by wire arc additive manufacturing. J. Manuf. Process 2023, 89, 150–169. [Google Scholar] [CrossRef]
- Khanna, N.; Patel, D.; Raval, P.; Airao, J.; Badheka, V.; Rahman Rashid, R.A. Comparison of sustainable cooling/lubrication strategies for drilling of wire arc additively manufactured Inconel 625. Tribol. Int. 2024, 200, 110068. [Google Scholar] [CrossRef]
- Martyushev, N.; Kozlov, V.; Boltrushevich, A.; Kuznetsova, Y.; Bovkun, A. Milling of Inconel 625 blanks fabricated by wire arc additive manufacturing (WAAM). Met. Work. Mater. Sci. 2025, 27, 61–76. [Google Scholar] [CrossRef]
- Fuchs, C.; Fritz, C.; Zaeh, M.F. Impact of wire and arc additively manufactured workpiece geometry on the milling process. Prod. Eng. 2023, 17, 415–424. [Google Scholar] [CrossRef]
- Lopes, J.G.; Machado, C.M.; Duarte, V.R.; Rodrigues, T.A.; Santos, T.G.; Oliveira, J.P. Effect of milling parameters on HSLA steel parts produced by Wire and Arc Additive Manufacturing (WAAM). J. Manuf. Process. 2020, 59, 739–749. [Google Scholar] [CrossRef]
- Vozar, M.; Jurina, F.; Vopat, T. Cutting Tool Design for Milling of Thin-Walled Inconel 718 Components Made by Waam. MM Sci. J. 2024, 2024, 7373–7379. [Google Scholar] [CrossRef]
- Gil Del Val, A.; Cearsolo, X.; Suarez, A.; Veiga, F.; Altuna, I.; Ortiz, M. Machinability characterization in end milling of Invar 36 fabricated by wire arc additive manufacturing. J. Mater. Res. Technol. 2023, 23, 300–315. [Google Scholar] [CrossRef]
- Laue, R.; Colditz, P.; Möckel, M.; Awiszus, B. Study on the Milling of Additive Manufactured Components. Metals 2022, 12, 1167. [Google Scholar] [CrossRef]
- Tian, H.; Lu, Z.; Chen, S. Predictive Modeling of Thermally Assisted Machining and Simulation Based on RSM after WAAM. Metals 2022, 12, 691. [Google Scholar] [CrossRef]
- Hu, S.; Wang, K.; Li, X.; Du, W.; Liu, M.; Qi, J. Development and Experimental Validation of a Hybrid Wire Arc Additive Manufacturing and Milling Repair Platform. Int. J. Precis. Eng. Manuf. 2025. [Google Scholar] [CrossRef]
- Sivakumar, M.; Shriram, S.; Jerald, J.; Prabakaran, R. Micro-milling performance and surface quality of wire arc additive manufactured P91 steel. Prog. Addit. Manuf. 2025. [Google Scholar] [CrossRef]
- Sommer, K.; Pfennig, A.; Sammler, F.; Abdelmoula, M.; Kamerer, D.; Heiler, R. First Approach in Analysis of Tool Wear When Milling Additive Manufacturing (AM) Parts. Appl. Sci. 2024, 14, 6219. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, Y.; Gao, M.; Wang, F.; Li, Q.; Zeng, X. Effects of milling thickness on wire deposition accuracy of hybrid additive/subtractive manufacturing. Sci. Technol. Weld. Join. 2019, 24, 375–381. [Google Scholar] [CrossRef]
- Dugar, J.; Ikram, A.; Klobčar, D.; Pušavec, F. Sustainable Hybrid Manufacturing of AlSi5 Alloy Turbine Blade Prototype by Robotic Direct Energy Layered Deposition and Subsequent Milling: An Alternative to Selective Laser Melting? Materials 2022, 15, 8631. [Google Scholar] [CrossRef] [PubMed]
- Wandtke, K.; Becker, A.; Schroepfer, D.; Kromm, A.; Kannengiesser, T.; Scharf-Wildenhain, R.; Haelsig, A.; Hensel, J. Residual Stress Evolution during Slot Milling for Repair Welding and Wire Arc Additive Manufacturing of High-Strength Steel Components. Metals 2024, 14, 82. [Google Scholar] [CrossRef]
- Fuchs, C.; Elitzer, D.; Höppel, H.W.; Göken, M.; Zaeh, M.F. Investigation into the influence of the interlayer temperature on machinability and microstructure of additively manufactured Ti-6Al-4V. Prod. Eng. 2023, 17, 703–714. [Google Scholar] [CrossRef]
- Zhang, S.; Gong, M.; Zeng, X.; Gao, M. Residual stress and tensile anisotropy of hybrid wire arc additive-milling subtractive manufacturing. J. Mater. Process Technol. 2021, 293, 117077. [Google Scholar] [CrossRef]
- Chen, C.; Feng, T.; Zhang, Y.; Ren, B.; Hao wang Zhao, X. Improvement of microstructure and mechanical properties of TC4 titanium alloy GTAW based wire arc additive manufacturing by using interpass milling. J. Mater. Res. Technol. 2023, 27, 1428–1445. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.; Shi, J.; Tian, H.; Zhao, Y. Evaluation and Optimization of a Hybrid Manufacturing Process Combining Wire Arc Additive Manufacturing with Milling for the Fabrication of Stiffened Panels. Appl. Sci. 2017, 7, 1233. [Google Scholar] [CrossRef]
- Hendrickson, N.; Valizadeh Sotubadi, S.; Nguyen, V. Improving the Efficiency of WAAM-Based Hybrid Manufacturing Through Selective In-Situ Machining Based on Height Error Prediction. In Proceedings of the ASME 2024 19th International Manufacturing Science and Engineering Conference, Knoxville, TN, USA, 17–21 June 2024. Volume 1: Additive Manufacturing; Advanced Materials Manufacturing; Biomanufacturing; Life Cycle Engineering. [Google Scholar] [CrossRef]
- dos Santos, G.Q.V.; Kaneko, J.; Abe, T. Study on the Effects of Different Cutting Angles on the End-Milling of Wire and Arc Additive Manufacturing Inconel 718 Workpieces. Materials 2022, 15, 2190. [Google Scholar] [CrossRef]
- Yan, Z.; Ren, X.; Zhao, H.; Chen, S. Investigating the Impact of Robotic Milling Parameters on the Surface Roughness of Al-Alloy Fabricated by Wire Arc Additive Manufacturing. Materials 2024, 17, 4845. [Google Scholar] [CrossRef]
- Ozaner, O.C.; Klobčar, D.; Sharma, A. Machining Strategy Determination for Single- and Multi-Material Wire and Arc Additive Manufactured Thin-Walled Parts. Materials 2023, 16, 2055. [Google Scholar] [CrossRef]
- Alonso, U.; Veiga, F.; Suárez, A.; Gil Del Val, A. Characterization of Inconel 718® superalloy fabricated by wire Arc Additive Manufacturing: Effect on mechanical properties and machinability. J. Mater. Res. Technol. 2021, 14, 2665–2676. [Google Scholar] [CrossRef]
- Montevecchi, F.; Grossi, N.; Takagi, H.; Scippa, A.; Sasahara, H.; Campatelli, G. Cutting Forces Analysis in Additive Manufactured AISI H13 Alloy. Procedia CIRP 2016, 46, 476–479. [Google Scholar] [CrossRef]
- Kokare, S.; Oliveira, J.P.; Santos, T.G.; Godina, R. Environmental and economic assessment of a steel wall fabricated by wire-based directed energy deposition. Addit. Manuf. 2023, 61, 103316. [Google Scholar] [CrossRef]
- Li, B.; Zhang, X.; Li, W. Exploratory study of repairing damaged aluminum part through robotic hybrid wire arc additive manufacturing and machining for potential in-space manufacturing. Int. J. Adv. Manuf. Technol. 2024, 135, 3101–3112. [Google Scholar] [CrossRef]
- Quadra Vieira dos Santos, G.; Kaneko, J.; Abe, T. Analysis of Machinability on Properties of Inconel 718 Wire and Arc Additive Manufacturing Products. J. Manuf. Mater. Process. 2023, 8, 4. [Google Scholar] [CrossRef]
- Quadra Vieira dos Santos, G.; Kaneko, J.; Abe, T. Analysis of Heat Treatment and Its Effects on the Machinability of Inconel 718 Products Manufactured with Wire and Arc Additive Manufacturing Technique. J. Mater. Eng. Perform. 2024. [Google Scholar] [CrossRef]
- Karlina, A.I.; Kondratyev, V.V.; Balanovskiy, A.E.; Astafyeva, N.A.; Yamshchikova, E.A. Porosity reduction in metal with hybrid wire and arc additive manufacturing technology (WAAM). CIS Iron Steel Rev. 2024, 27, 91–95. [Google Scholar] [CrossRef]
- Ramachandran, M.K.; Sumaiya, S.A.; Golvaskar, M.; Wood, J.; Sluder, I.; Rakurty, C.S.; Rangasamy, N.; Emuakpor, O.S.; Kannan, M. Improving the Fatigue Life of an Additively Manufactured Stainless-Steel Specimen Using a Secondary Grinding Process. In Proceedings of the ASME Turbo Expo 2024: Turbomachinery Technical Conference and Exposition, London, UK, 24–28 June 2024. Volume 9: Manufacturing Materials and Metallurgy; Microturbines, Turbochargers, and Small Turbomachines; Oil & Gas Applications; Steam Turbine. [Google Scholar] [CrossRef]
- Alimuzzaman, S.M.; Jahan, M.P.; Rakurty, C.S.; Rangasamy, N.; Ma, J. Cutting fluids in metal AM: A review of sustainability and efficiency. J. Manuf. Process 2023, 106, 51–87. [Google Scholar] [CrossRef]
- Gan, C.K.; Liew, P.J.; Leong, K.Y.; Yan, J. Biodegradable cutting fluids for sustainable manufacturing: A review of machining mechanisms and performance. Int. J. Adv. Manuf. Technol. 2024, 131, 955–975. [Google Scholar] [CrossRef]
- de Oliveira, D.; de Paiva, R.L.; de Souza Ruzzi, R.; Jackson, M.J.; Gelamo, R.V.; Machado, A.R.; da Silva, R.B. A comprehensive evaluation of the use of graphene enriched cutting fluids on the surface integrity of very poor-grindability materials. Wear, 2025; in press. [Google Scholar] [CrossRef]
- Madanchi, N.; Winter, M.; Thiede, S.; Herrmann, C. Energy Efficient Cutting Fluid Supply: The Impact of Nozzle Design. Procedia CIRP 2017, 61, 564–569. [Google Scholar] [CrossRef]
- Novelino, A.L.B.; Carvalho, G.C.; Ziberov, M. Influence of WAAM-CMT deposition parameters on wall geometry. Adv. Ind. Manuf. Eng. 2022, 5, 100105. [Google Scholar] [CrossRef]
- Zeng, J.; Nie, W.; Li, X. The Influence of Heat Input on the Surface Quality of Wire and Arc Additive Manufacturing. Appl. Sci. 2021, 11, 10201. [Google Scholar] [CrossRef]
- Fang, Q.; Zhao, L.; Chen, C.; Zhu, Y.; Peng, Y.; Yin, F. Effect of heat input on microstructural and mechanical properties of high strength low alloy steel block parts fabricated by wire arc additive manufacturing. Mater. Today Commun. 2023, 34, 105146. [Google Scholar] [CrossRef]
- Dekis, M.; Tawfik, M.; Egiza, M.; Dewidar, M. Unveiling the Characteristics of ER70S-6 low Carbon Steel Alloy Produced by wire arc Additive Manufacturing at Different Travel Speeds. Met. Mater. Int. 2024, 31, 325–338. [Google Scholar] [CrossRef]
- Ghosh, P.K.; Gupta, S.R.; Randhawa, H.S. Characteristics of a Pulsed-Current, Vertical-Up Gas Metal Arc Weld in Steel. Met. Mater. Trans. A 2000, 31, 2247–2259. [Google Scholar] [CrossRef]
- Prajadhiana, K.P.; Manurung, Y.H.P.; Fateri, M.; Choo, H.L.; Rahaman, W.E.W.A.; Adenan, M.S.; Ambarita, H.; Busari, Y.O.; Ishak, D.P.; Taufek, T.; et al. Distortion analysis of WAAM component using thermo-mechanical, inherent strain and experimental methods. Prog. Addit. Manuf. 2025. [Google Scholar] [CrossRef]
- Moganapriya, C.; Rajasekar, R.; Ponappa, K.; Venkatesh, R.; Karthick, R. Influence of cutting fluid flow rate and cutting parameters on the surface roughness and flank wear of TiAlN coated tool in turning AISI 1015 steel using taguchi method. Arch. Metall. Mater. 2017, 62, 1827–1832. [Google Scholar] [CrossRef]
- Denkena, B.; Mori, M.; Dittrich, M.A.; Klages, N.; Matthies, J. Energy efficient supply of cutting fluids in machining by utilizing flow rate control. CIRP Ann. 2023, 72, 349–352. [Google Scholar] [CrossRef]
- Al-Saraireh, F.M. Impact of Cutting Fluid Velocity and Flow Rate on Wear and Surface Roughness in Turning Operations. EUREKA Phys. Eng. 2024, 2024, 119–128. [Google Scholar] [CrossRef]
- Okoye, K.; Hosseini, S. R Programming Statistical Data Analysis in Research; Springer: Berlin/Heidelberg, Germany, 2024. [Google Scholar]
- Das, B.; Panda, B.N.; Dixit, U.S. Microstructure and Mechanical Properties of ER70S-6 Alloy Cladding on Aluminum Using a Cold Metal Transfer Process. J. Mater. Eng. Perform. 2022, 31, 9385–9398. [Google Scholar] [CrossRef]
- Rowe, W.B. Principles of Modern Grinding Technology; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar] [CrossRef]
- Hrechuk, A.; Slipchenko, K.; Maistro, G.; Bushlya, V. Quantification of tool wear mechanisms in machining: The case of controlled-microstructure AISI 316L. Wear, 2025; in press. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Singh, G.; Mehta, A.; Vasudev, H. Sustainability of additive manufacturing: A comprehensive review. Prog. Addit. Manuf. 2024, 9, 2249–2272. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Search Term | Responses | n. | Papers on the Actual Thematic | Year |
|---|---|---|---|---|
| Turning + WAAM | 32 | 1.1 | 0 | |
| Drilling + WAAM | 19 | 2.1 | Drilling, WAAM and LPBF, 316 steel [27] | 2024 |
| 2.2 | Drilling, WAAM, In625 [28] | 2025 | ||
| 2.3 | Drilling, WAAM, Ti6Al4V [29] | 2020 | ||
| 2.4 | Drilling, WAAM, In625 [30] | 2023 | ||
| 2.5 | Drilling, WAAM, In625 [31] | 2024 | ||
| Milling + WAAM | 76 | 3.1 | Milling, WAAM, In625 [32] | 2025 |
| 3.2 | Milling, WAAM, Ti-6Al-4V and AlSi10Mg [33] | 2023 | ||
| 3.3 | Numerical on milling path for WAAM [24] | 2020 | ||
| 3.4 | Milling, WAAM, HSLA steel [34] | 2020 | ||
| 3.5 | Milling, WAAM, In718 [35] | 2024 | ||
| 3.6 | Milling, WAAM, Al5356 [26] | 2023 | ||
| 3.7 | Milling, WAAM, Invar 36 [36] | 2023 | ||
| 3.8 | Milling, WAAM, SLM, 3DPDM, 316 steel [37] | 2022 | ||
| 3.9 | Milling, WAAM, 2219 aluminum [38] | 2022 | ||
| 3.10 | Milling, WAAM, ER70S-6 [39] | 2025 | ||
| 3.11 | Micro milling, WAAM, P91 steel [40] | 2025 | ||
| 3.12 | Milling, WAAM AISI 304H and LPBF In718 [41] | 2024 | ||
| 3.13 | Milling, WAAM, Al5Si aluminum [42] | 2019 | ||
| 3.14 | Milling, WAAM, AlSi5 [43] | 2022 | ||
| 3.15 | Milling, WAAM, G 89 [44] | 2024 | ||
| 3.16 | Milling, WAAM, Ti6Al4V [45] | 2023 | ||
| 3.17 | Milling, WAAM, Al5Si, [46] | 2021 | ||
| 3.18 | Milling, WAAM, TC4 titanium [47] | 2023 | ||
| 3.19 | Milling, WAAM, low alloy steel [25] | 2021 | ||
| 3.20 | Milling, WAAM, Al2325 [48] | 2017 | ||
| 3.21 | Milling, WAAM, unavailable [49] | 2024 | ||
| 3.22 | Milling, WAAM, In718 [50] | 2022 | ||
| 3.23 | Milling, WAAM, 5052 aluminum [51] | 2024 | ||
| 3.24 | Milling, WAAM, multi material steel [52] | 2023 | ||
| 3.25 | Milling, WAAM, In718 [53] | 2021 | ||
| 3.26 | Milling, WAAM, H13 steel [54] | 2016 | ||
| 3.27 | Milling, WAAM, ER70 steel [55] | 2023 | ||
| 3.28 | Milling, WAAM, Al5356 [56] | 2024 | ||
| 3.29 | Milling, WAAM, In718 [57] | 2023 | ||
| 3.30 | Milling, WAAM, In718 [58] | 2024 | ||
| Grinding + WAAM | 13 | 4.1 | Grinding, WAAM, Sv-08G2S steel [59] | 2024 |
| 4.2 | Grinding, WAAM, 316 steel [60] | 2024 |
| Cutting Speed (vc) | Feed per Tooth (fz) | Feed Rate (vf) | Axial Depth of Cut (ap) | Radial Depth of Cut (ae) |
|---|---|---|---|---|
| 10 m/min | 0.025 mm/tooth | 63.7 mm/min | 0.5 mm | 5.0 mm |
| Test | Condition | Flow Rate (L/min) | Position (Degrees) | Identification |
|---|---|---|---|---|
| Test + Replica | Two-nozzles | 20 | 45 | 2N45_20 |
| 15 | 2N15_20 | |||
| 10 | 45 | 2N45_10 | ||
| 15 | 2N15_10 | |||
| One-nozzle | 10 | 0 | 1N00_10 | |
| 5 | 1N00_05 | |||
| Two-nozzles CA | 10 | 45 | 2NCA_10 | |
| CA | No cutting fluid applied | 45 | CA | |
| Dry | 0 | Dry |
| Roughness Parameter | Ra | Rq | Rz |
|---|---|---|---|
| One-Way | p-Value | ||
| Test | 0.102 | 0.141 | 0.887 |
| Condition | 0.003 | 0.001 | 0.001 |
| Flow rate | 0.000 | 0.000 | 0.016 |
| Nozzle Position | 0.522 | 0.273 | 0.849 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
de Oliveira, D.; Gonçalves, M.V.; Ribeiro, G.M.; da Costa, A.L.S.; Regueiras, L.; Silva, T.; de Jesus, A.; Malcher, L.; Ziberov, M. On the Use of Compressed Air and Synthetic Biodegradable Cutting Fluid to Enhance the Surface Quality of WAAM–CMT Manufactured Low-Alloy Steel Parts During Post-Processing Milling with Different Cooling–Lubrication Strategies. J. Manuf. Mater. Process. 2025, 9, 193. https://doi.org/10.3390/jmmp9060193
de Oliveira D, Gonçalves MV, Ribeiro GM, da Costa ALS, Regueiras L, Silva T, de Jesus A, Malcher L, Ziberov M. On the Use of Compressed Air and Synthetic Biodegradable Cutting Fluid to Enhance the Surface Quality of WAAM–CMT Manufactured Low-Alloy Steel Parts During Post-Processing Milling with Different Cooling–Lubrication Strategies. Journal of Manufacturing and Materials Processing. 2025; 9(6):193. https://doi.org/10.3390/jmmp9060193
Chicago/Turabian Stylede Oliveira, Déborah, Marcos Vinícius Gonçalves, Guilherme Menezes Ribeiro, André Luis Silva da Costa, Luis Regueiras, Tiago Silva, Abílio de Jesus, Lucival Malcher, and Maksym Ziberov. 2025. "On the Use of Compressed Air and Synthetic Biodegradable Cutting Fluid to Enhance the Surface Quality of WAAM–CMT Manufactured Low-Alloy Steel Parts During Post-Processing Milling with Different Cooling–Lubrication Strategies" Journal of Manufacturing and Materials Processing 9, no. 6: 193. https://doi.org/10.3390/jmmp9060193
APA Stylede Oliveira, D., Gonçalves, M. V., Ribeiro, G. M., da Costa, A. L. S., Regueiras, L., Silva, T., de Jesus, A., Malcher, L., & Ziberov, M. (2025). On the Use of Compressed Air and Synthetic Biodegradable Cutting Fluid to Enhance the Surface Quality of WAAM–CMT Manufactured Low-Alloy Steel Parts During Post-Processing Milling with Different Cooling–Lubrication Strategies. Journal of Manufacturing and Materials Processing, 9(6), 193. https://doi.org/10.3390/jmmp9060193