
The Influence of Extrusion Geometry and Ratio on Extrudate Mechanical Properties for a 6005A Alloy Containing Either Sc and Zr or Cr and Mn Dispersoid Formers



Abstract
1. Introduction
2. Methods
2.1. Casting and Homogenization
2.2. Extrusion and Heat Treatment
2.3. Mechanical Testing
2.4. Metallographic Sample Preparation
2.5. Electron Backscattered Difraction (EBSD)
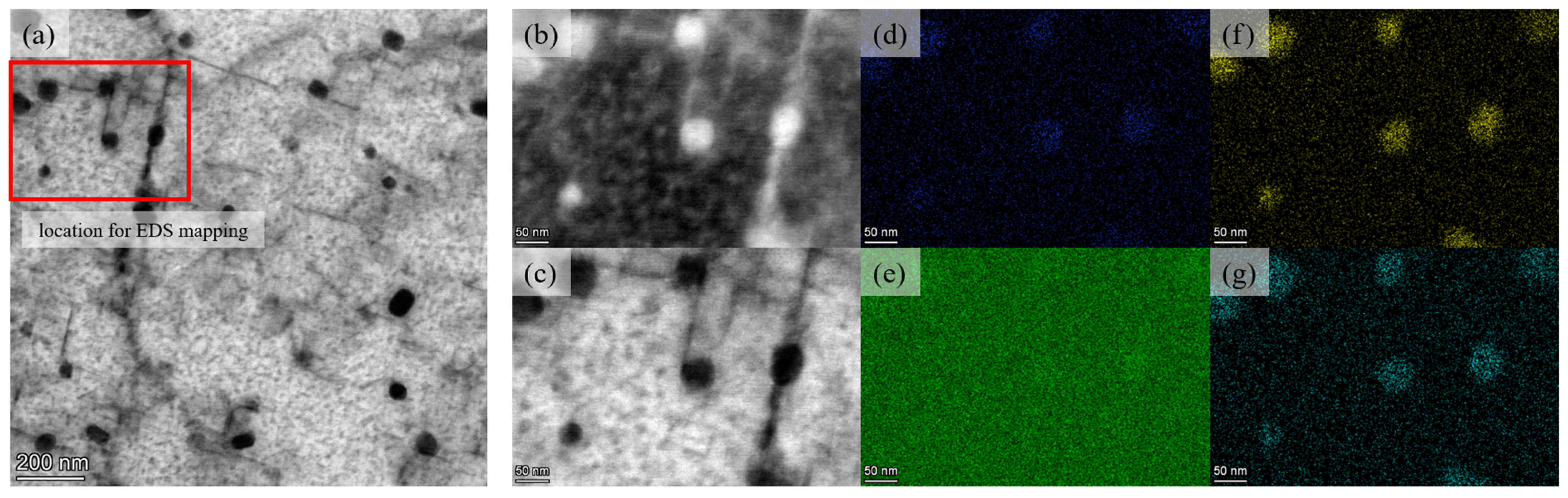
2.6. Transmision Electron Microscopy (TEM)
3. Results
3.1. Mechanical Properties
3.2. Anodizing Results
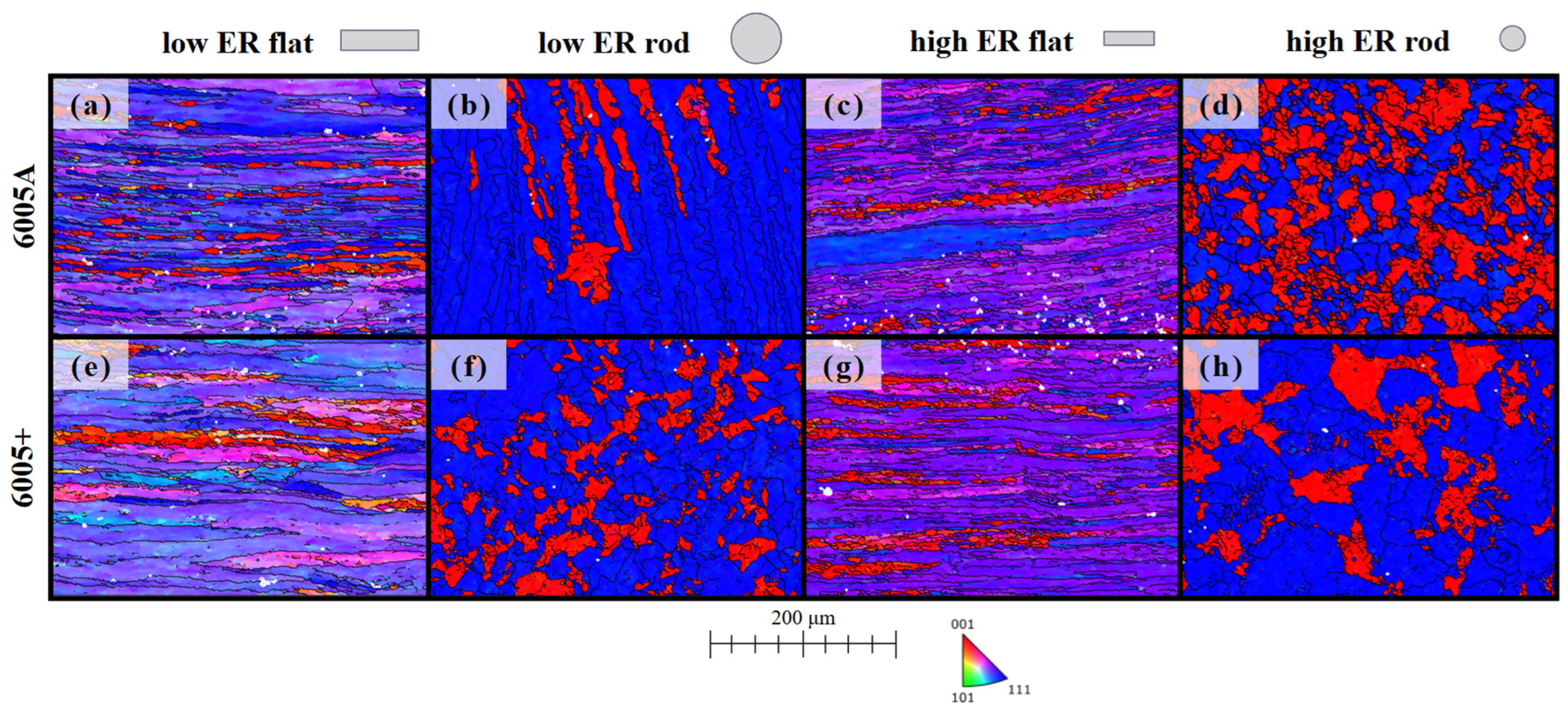
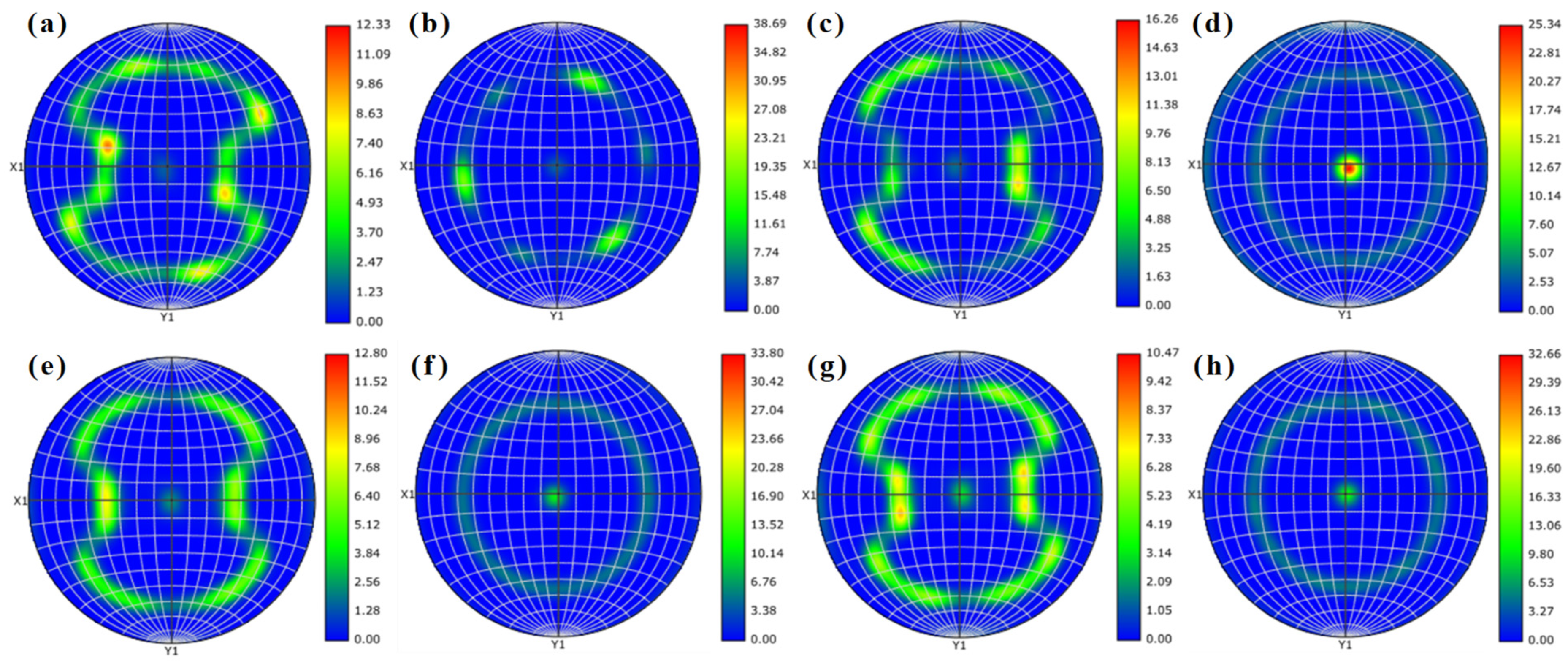
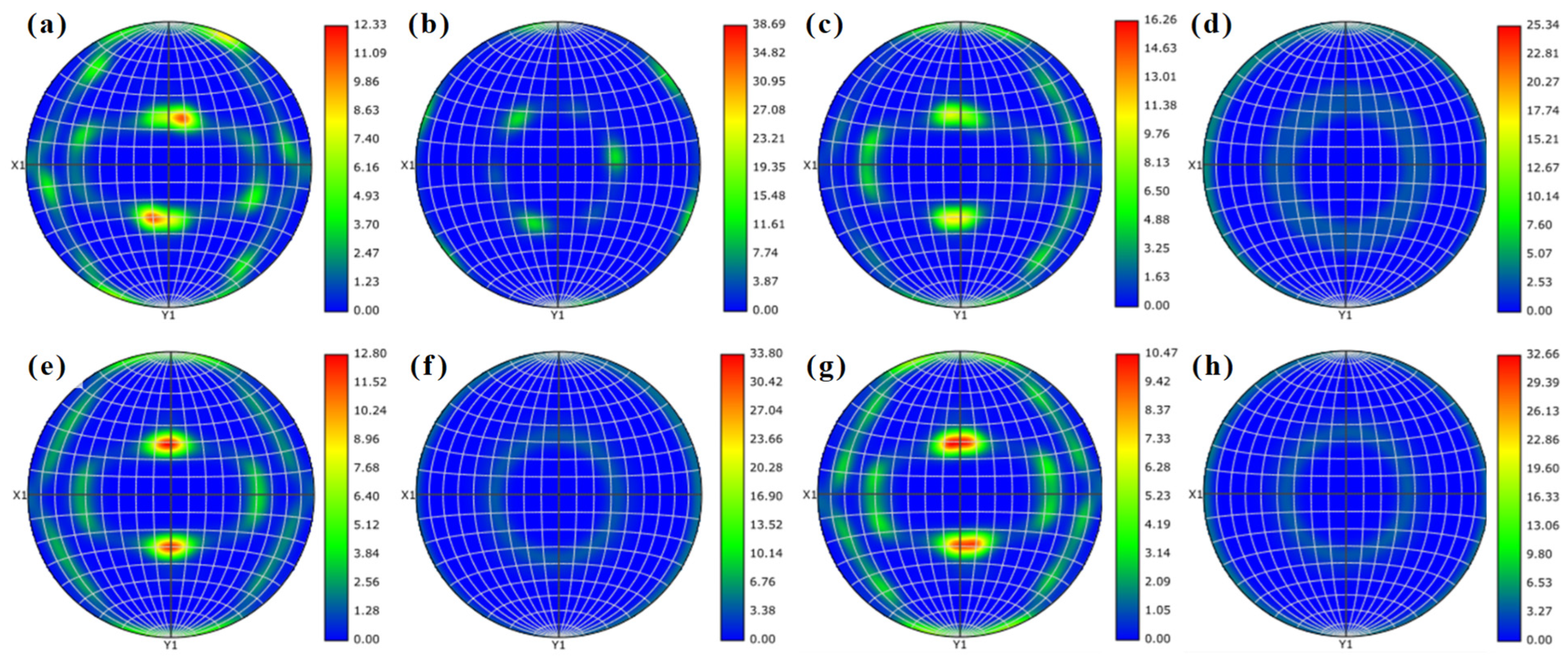
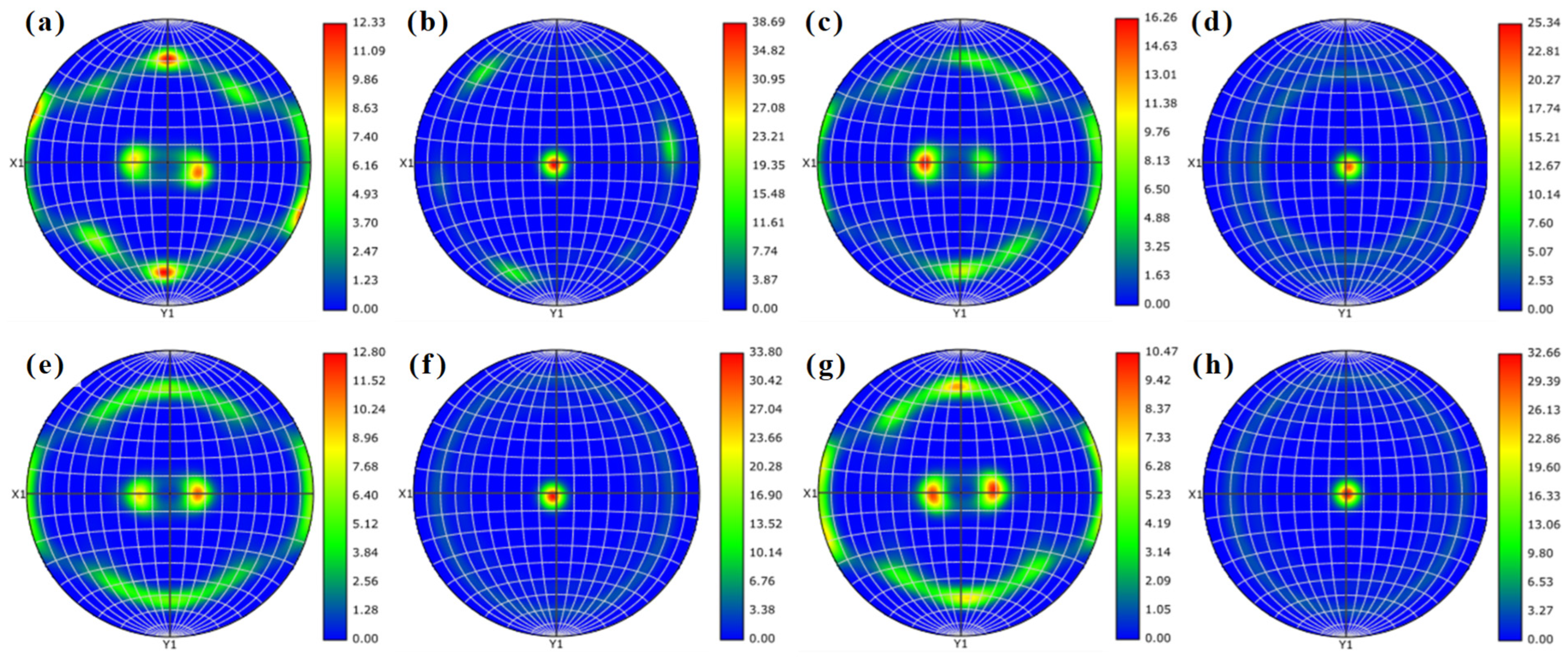
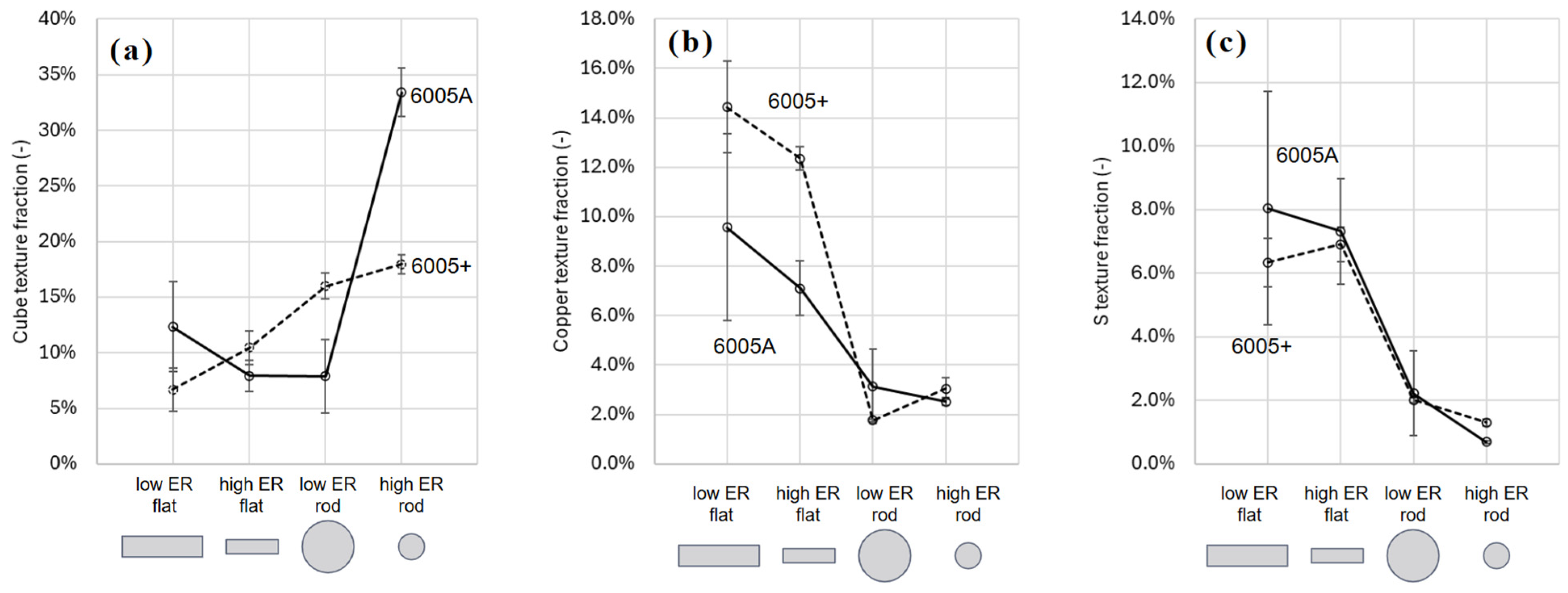
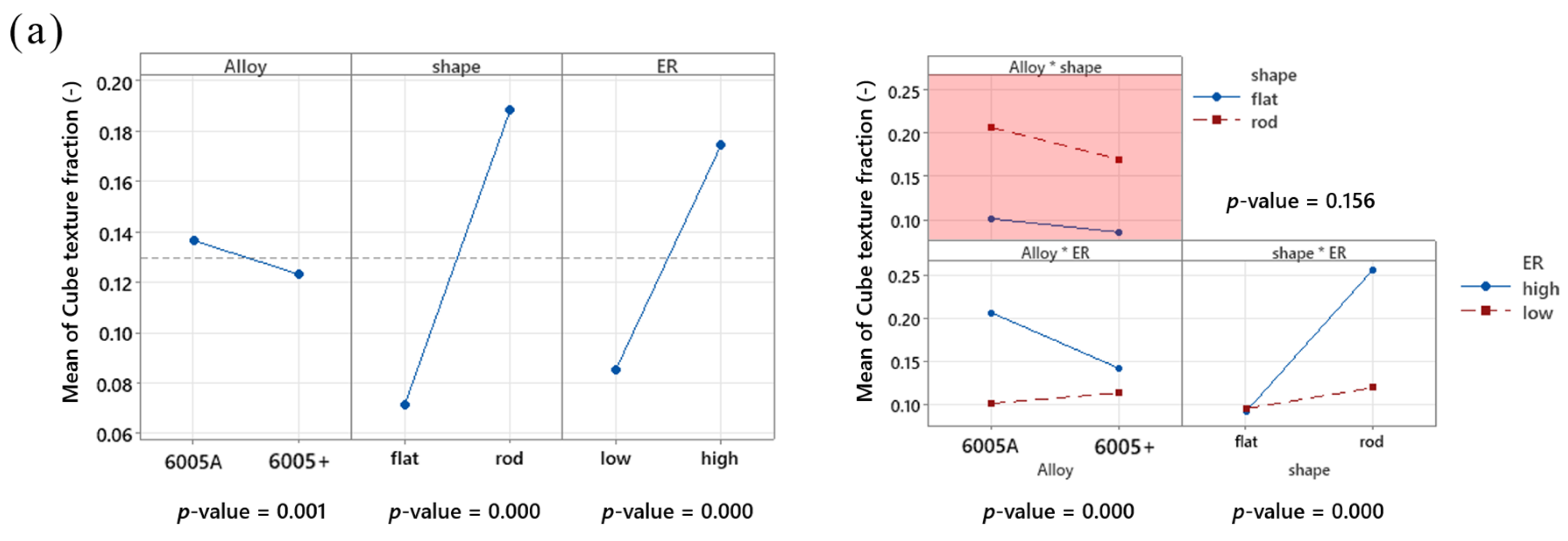
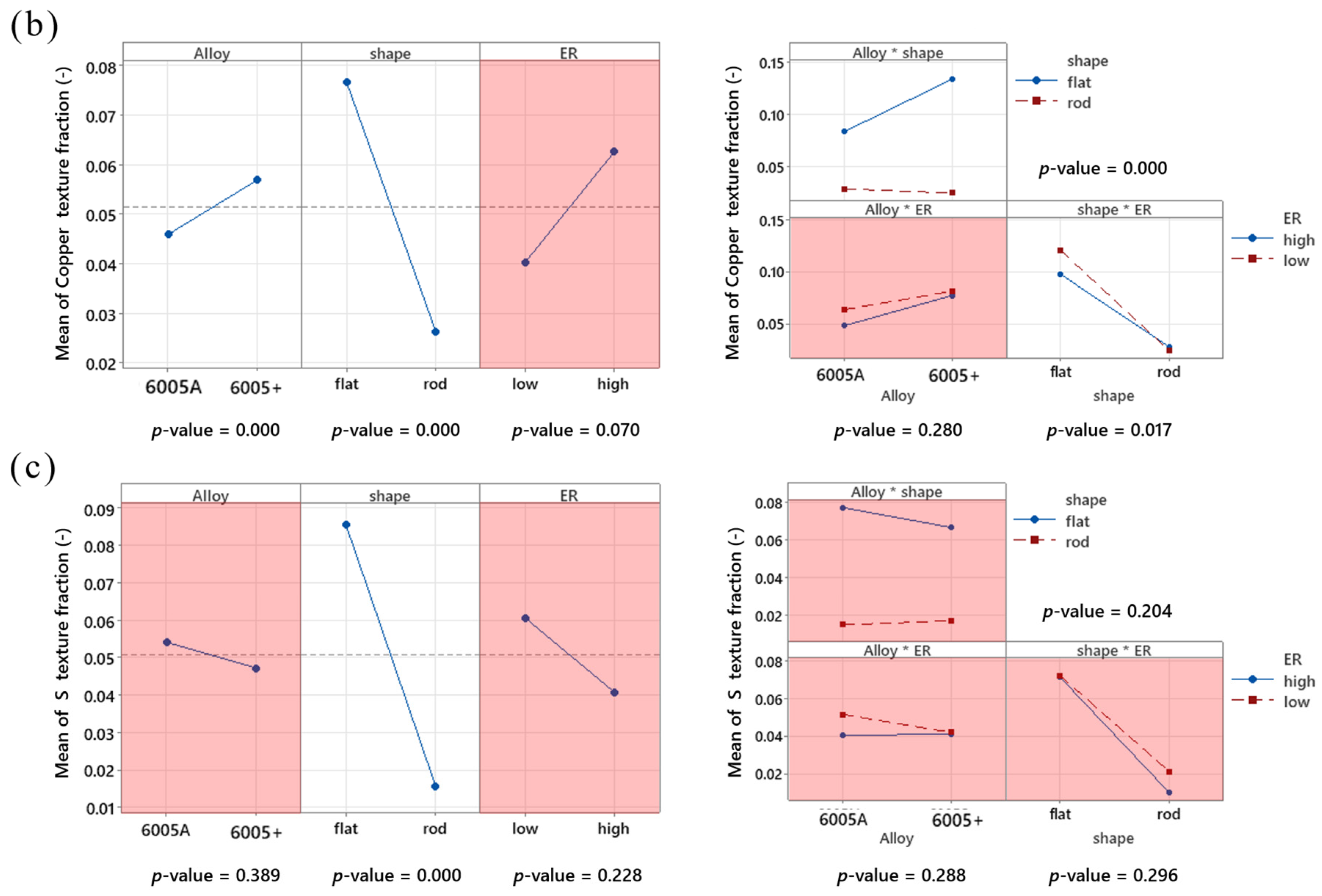
3.3. EBSD Results
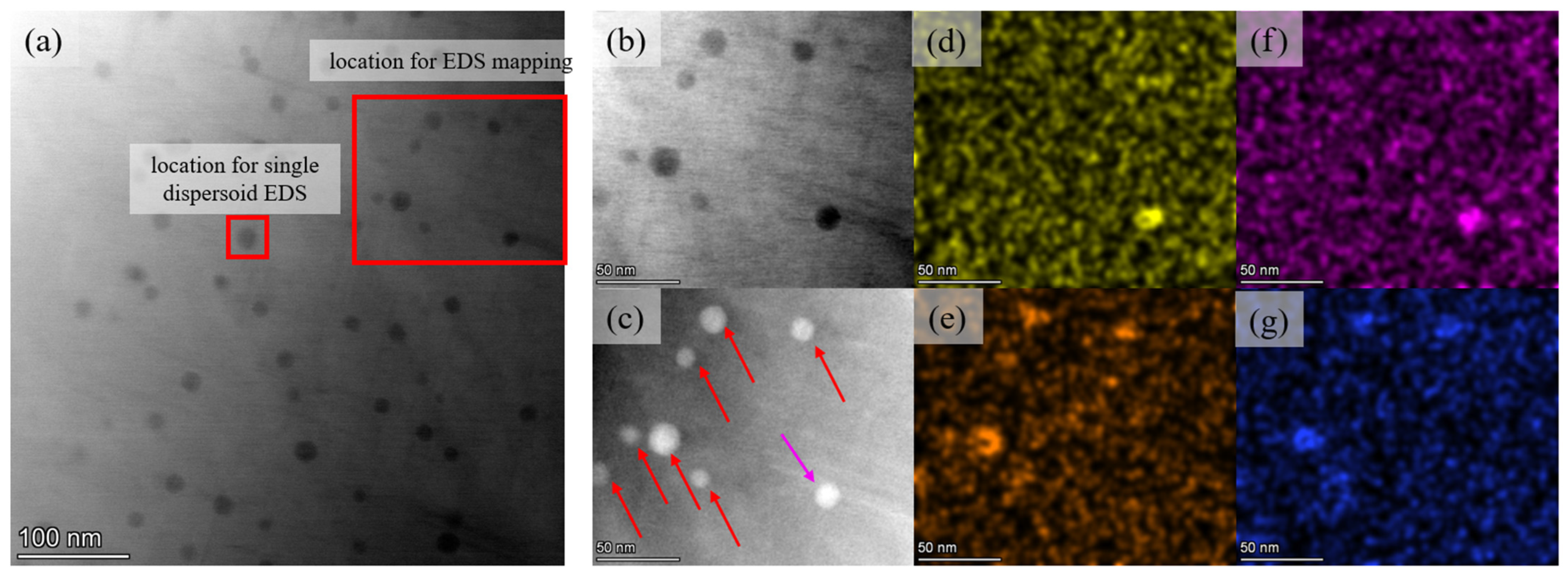
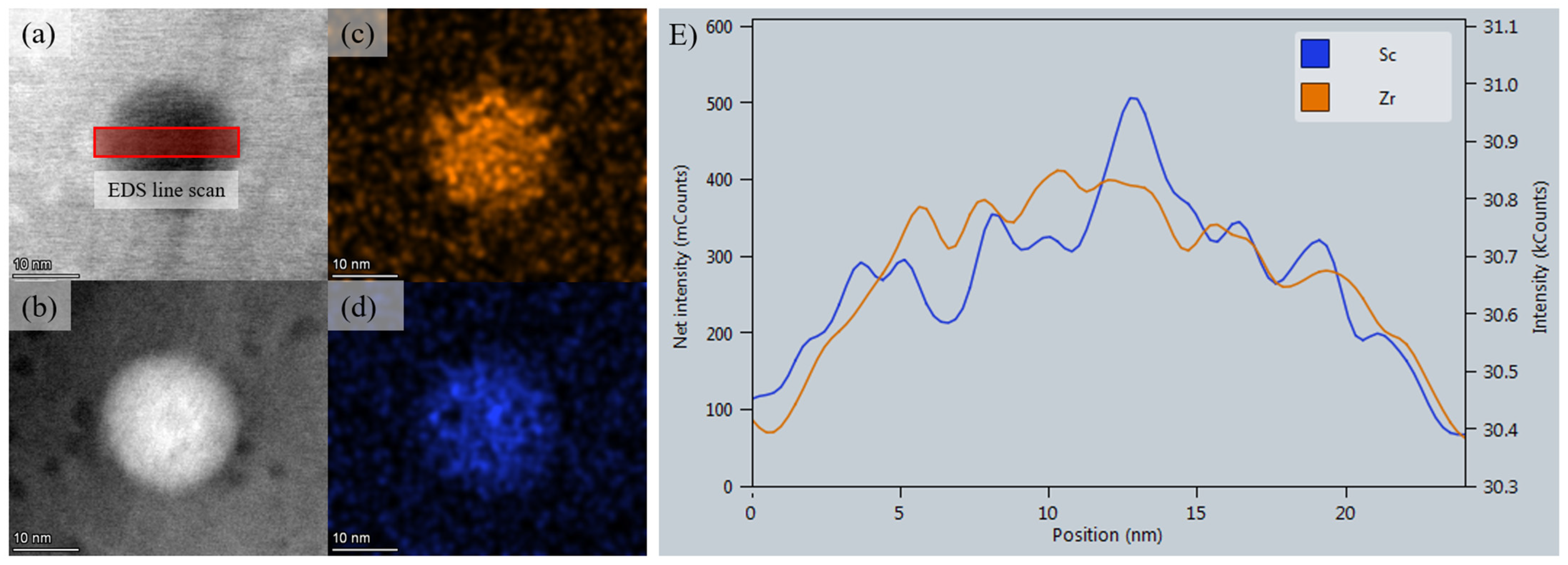
3.4. Dispersoid Analysis Results
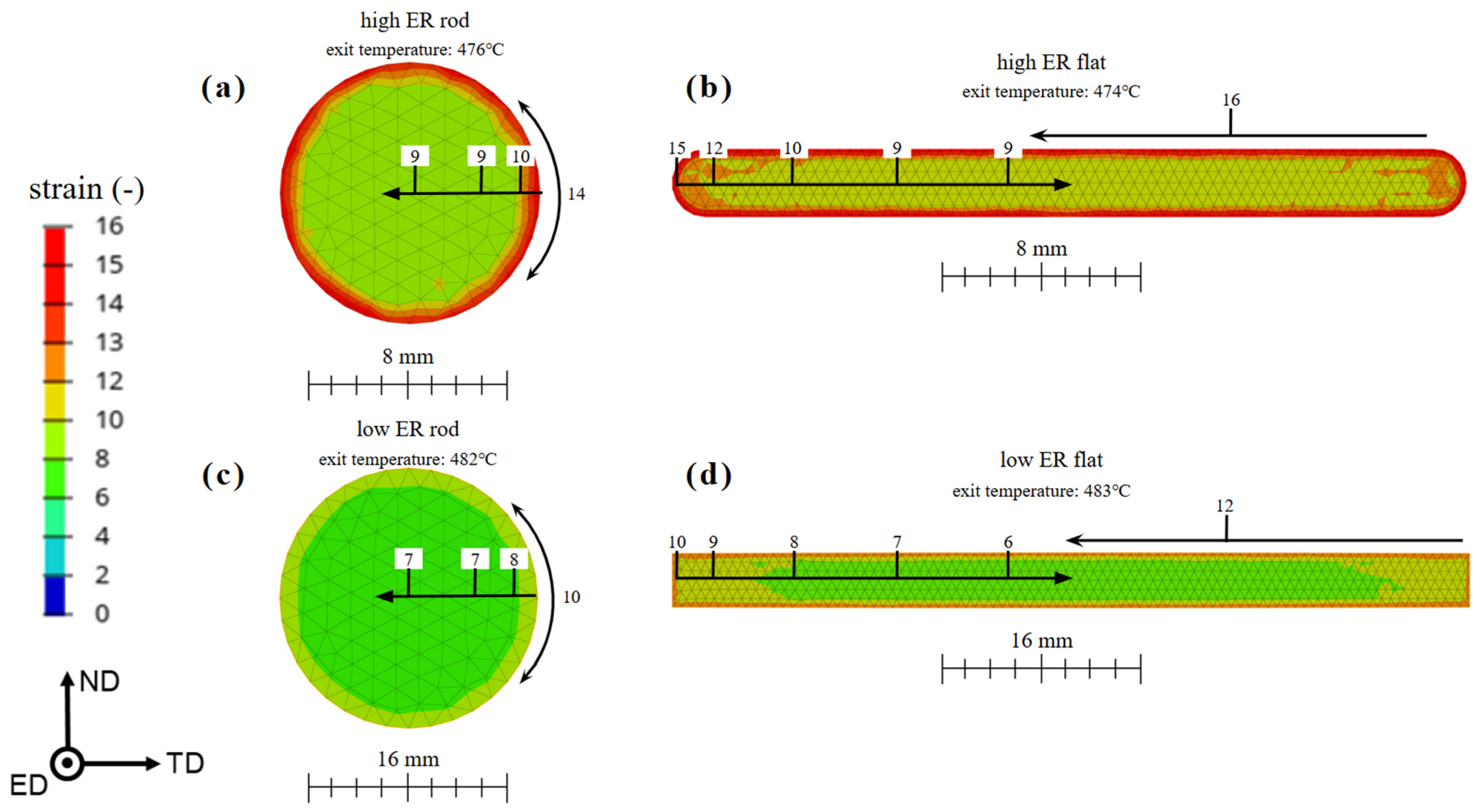
3.5. Extrusion Simulations and Results
4. Discussion
4.1. The Link Between PCG, Alloying, and Extrusion Conditions
4.2. Why Texture and Shape Influence the Mechanical Properties
4.3. The Role of the Sc and Zr Additions
5. Conclusions
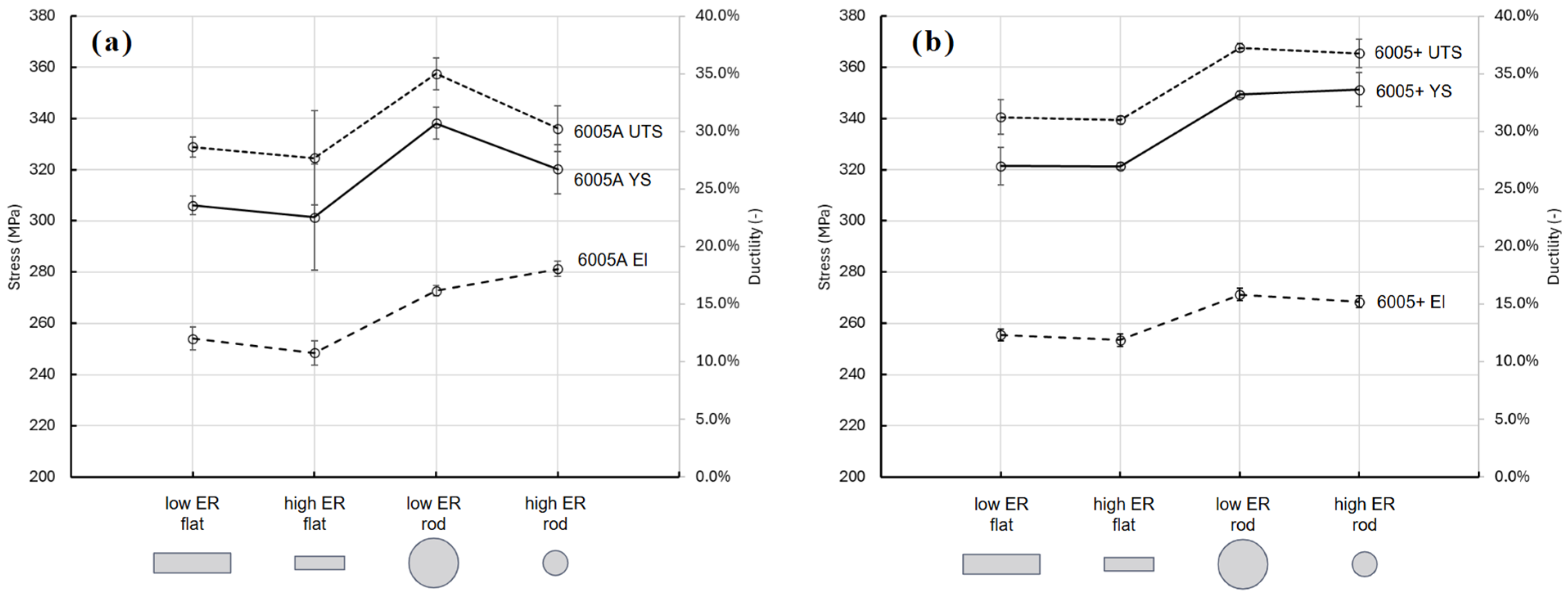
- The 6005+ alloy with Sc-Zr dispersoids had increased yield strength and UTS for all shapes and extrusion ratios while generally maintaining ductility.
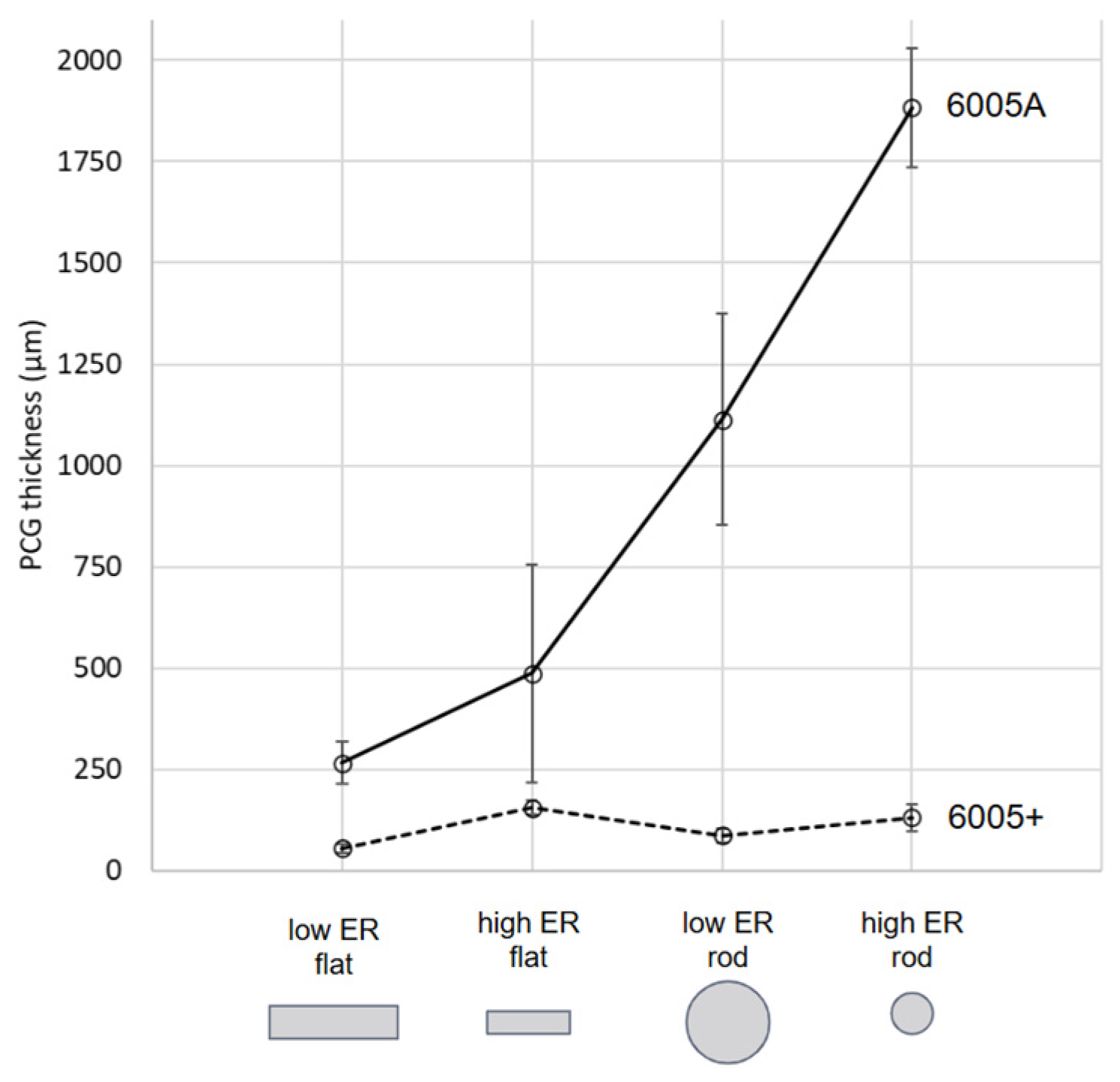
- The 6005+ alloy has lower PCG thickness for all shapes and extrusion ratios.
- The 6005+ alloy had a decrease in the amount of cube texture and an increase in the fraction of copper texture; S texture fractions were unchanged.
- Rod shapes had the highest yield strength, UTS, and ductility.
- Low extrusion ratio improved the yield strength and UTS with no effect on ductility.
- Rod shapes and high extrusion ratios increase the PCG thickness.
- Rod shapes formed a characteristic dual fiber texture.
- Flat shapes favored the copper and S textures.
- High extrusion ratios promoted cube texture with no effect on copper or S texture formation.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PCG | peripheral coarse grain |
| DC-casting | direct chill casting |
| ER | extrusion ratio |
| DOE | design of experiment |
| TEM | transmission electron microscopy |
| EDS | energy dispersive spectroscopy |
| EBSD | electron backscattered diffraction |
| HAADF | high-angle annular dark field |
| BF | bright field |
Appendix A. Summary Data

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Profile Name | Yield Strength (MPa) | UTS (MPa) | Ductility (%) |
|---|---|---|---|---|
| 6005A | low ER flat | 306 ± 4 | 329 ± 4 | 12.0% ± 1.0% |
| 6005A | low ER rod | 338 ± 6 | 357 ± 6 | 16.2% ± 0.4% |
| 6005A | high ER flat | 301 ± 21 | 325 ± 18 | 10.8% ± 1.1% |
| 6005A | high ER rod | 320 ± 10 | 336 ± 9 | 18.1% ± 0.7% |
| 6005+ | low ER flat | 321 ± 7 | 340 ± 7 | 12.3% ± 0.5% |
| 6005+ | low ER rod | 349 ± 1 | 368 ± 2 | 15.8% ± 0.6% |
| 6005+ | high ER flat | 321 ± 1 | 339 ± 2 | 11.9% ± 0.6% |
| 6005+ | high ER rod | 351 ± 7 | 365 ± 5 | 15.2% ± 0.5% |
| Alloy | Profile Name | PCG Thickness | Minimum PCG Thickness | Maximum PCG Thickness |
|---|---|---|---|---|
| 6005A | low ER flat | 270 ± 50 | 165 | 344 |
| 6005A | low ER rod | 1100 ± 260 | 151 | 1521 |
| 6005A | high ER flat | 490 ± 270 | 169 | 1047 |
| 6005A | high ER rod | 1890 ± 150 | 1511 | 2143 |
| 6005+ | low ER flat | 56 ± 12 | 34 | 88 |
| 6005+ | low ER rod | 87 ± 18 | 54 | 131 |
| 6005+ | high ER flat | 155 ± 18 | 119 | 206 |
| 6005+ | high ER rod | 131 ± 34 | 73 | 199 |
| Alloy | Shape | Cube | Copper | S |
|---|---|---|---|---|
| 6005A | low ER flat | 12% ± 4% | 10% ± 4% | 8.0% ± 3.7% |
| 6005A | low ER rod | 8% ± 3% | 3% ± 1% | 2.2% ± 1.3% |
| 6005A | high ER flat | 8% ± 1% | 7% ± 1% | 7.3% ± 1.7% |
| 6005A | high ER rod | 33% ± 2% | 2.5% ± 0.2% | 0.70% ± 0.05% |
| 6005+ | low ER flat | 7% ± 2% | 14% ± 2% | 6.3% ± 0.8% |
| 6005+ | low ER rod | 16% ± 1% | 1.8% ± 0.1% | 2.0% ± 0.1% |
| 6005+ | high ER flat | 10% ± 2% | 12.4% ± 0.4% | 6.9% ± 0.5% |
| 6005+ | high ER rod | 18% ± 1% | 3.0% ± 0.4% | 1.3% ± 0.1% |
References
- Dubey, R.; Jayaganthan, R.; Ruan, D.; Gupta, N.; Jones, N.; Velmurugan, R. Energy absorption and dynamic behaviour of 6xxx series aluminium alloys: A review. Int. J. Impact Eng. 2023, 172, 104397. [Google Scholar] [CrossRef]
- Parson, N.; Fourmann, J.; Beland, J.-F. Aluminum Extrusions for Automotive Crash Applications. In Proceedings of the WCXTM 17: SAE World Congress Experience, Detroit, MI, USA, 4–6 April 2017; p. 2017-01–1272. [Google Scholar] [CrossRef]
- Nick, P. Control of Grain Structure in Al-Mg-Si Extrusions; Aluminum Extruders Council: Wauconda, IL, USA, 2004. [Google Scholar]
- Wang, X.; Qin, J.; Nagaumi, H.; Wu, R.; Li, Q. The Effect of α -Al(MnCr)Si Dispersoids on Activation Energy and Workability of Al-Mg-Si-Cu Alloys during Hot Deformation. Adv. Mater. Sci. Eng. 2020, 2020, 1–12. [Google Scholar] [CrossRef]
- Chen, J.; Poole, W.J.; Parson, N.C. The effect of through thickness texture variation on the anisotropic mechanical response of an extruded Al-Mn-Fe-Si alloy. Mater. Sci. Eng. A 2018, 730, 24–35. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, G.; Sun, L.; Zhang, B.; Zhao, X. Texture evolution induced by extrusion parameters and its effect on strengthening-toughening mechanisms of Al-Mg-Si-Cu-Mn alloys. Mater. Sci. Eng. A 2024, 916, 147377. [Google Scholar] [CrossRef]
- Mahmoodkhani, Y.; Chen, J.; Wells, M.A.; Poole, W.J.; Parson, N.C. The Effect of Die Bearing Geometry on Surface Recrystallization During Extrusion of an Al-Mg-Si-Mn Alloy. Metall. Mater. Trans. A 2019, 50, 5324–5335. [Google Scholar] [CrossRef]
- Claves, S. Characterization and Analysis of the Localized Deformation of 6xxx Aluminum Alloy Extrudates. Ph.D. Thesis, Lehigh University, Bethlehem, PA, USA, 2002. Available online: https://preserve.lib.lehigh.edu/ (accessed on 4 March 2025).
- Chen, J. A Study on the Texture and Microstructure Development in Extruded AA3003 Alloys and the Relevant Mechanical Behaviour; University of British Columbia: Kelowna, BC, Canada, 2018. [Google Scholar]
- Solomon, N.; Solomon, I. Effect of die shape on the metal flow pattern during direct extrusion process. Rev. Metal. 2010, 46, 396–404. [Google Scholar] [CrossRef]
- Parson, N.; Maltais, A.; Jowett, C. The Influence of Die Bearing Geometry on Surface Recrystallisation of 6xxx Extrusions; Aluminum Extruders Council: Wauconda, IL, USA, 2004. [Google Scholar]
- Schmidt, K. Effect of Sc on Recrystalization Resistance of AA7050. Ph.D. Thesis, Houghton, MI, USA, 2023. Available online: https://digitalcommons.mtu.edu/etdr/1453 (accessed on 12 August 2024).
- Babaniaris, S.; Ramajayam, M.; Jiang, L.; Varma, R.; Langan, T.; Dorin, T. Effect of Al3(Sc,Zr) dispersoids on the hot deformation behaviour of 6xxx-series alloys: A physically based constitutive model. Mater. Sci. Eng. A 2020, 793, 139873. [Google Scholar] [CrossRef]
- Babaniaris, S.; Ramajayam, M.; Jiang, L.; Langan, T.; Dorin, T. Developing an Optimized Homogenization Process for Sc and Zr Containing Al-Mg-Si Alloys. In Light Metals 2019; Chesonis, C., Ed.; Springer International Publishing: Cham, Switzerland, 2019; pp. 1445–1453. [Google Scholar] [CrossRef]
- Rometsch, P.; Fourmann, J. Potential for Using Scandium in Extrusion Alloys. In ET ’24 Proceedings; Aluminum Extruders Council: Wauconda, IL, USA, 2024. [Google Scholar]
- Dumbre, J.; Kairy, S.K.; Anber, E.; Langan, T.; Taheri, M.L.; Dorin, T.; Birbilis, N. Understanding the formation of (Al,Si)3Sc and V-phase (AlSc2Si2) in Al-Si-Sc alloys via ex situ heat treatments and in situ transmission electron microscopy studies. J. Alloys Compd. 2021, 861, 158511. [Google Scholar] [CrossRef]
- Shomali, A.; Langan, T.; Wood, T.; Sanders, P. Sc-Containing Al–Si–Mg (6xxx) Alloys for Automotive Extrusions. In Light Metals 2024; Wagstaff, S., Ed.; Springer International Publishing: Cham, Switzerland, 2024; pp. 1111–1119. Available online: https://link.springer.com/chapter/10.1007/978-3-031-50308-5_140 (accessed on 5 March 2025).
- Esterl, F.; Nienaber, M.; Bohlen, J.; Ben Khalifa, N. Connecting texture development to die design in extruded flat products. J. Manuf. Process. 2025, 134, 891–903. [Google Scholar] [CrossRef]
- Goik, P.; Schiffl, A.; Höppel, H.W.; Göken, M. The Role of Through-Thickness Variation of Texture and Grain Size on Bending Ductility of Al–Mg–Si Profiles. In Light Metals 2023; Broek, S., Ed.; Springer International Publishing: Cham, Switzerland, 2023; pp. 568–577. [Google Scholar] [CrossRef]
- Goik, P.; Schiffl, A.; Höppel, H.W. Formation of Peripheral Coarse Grain in Thin-Walled Al–Mg–Si Extrusion Profiles. Metall. Mater. Trans. A 2023, 54, 3940–3956. [Google Scholar] [CrossRef]
- Aluminum Association. International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys; Aluminum Association: Arlington, VA, USA, 2018. [Google Scholar]
- Mainprice, D.; Bachmann, F.; Hielscher, R.; Schaeben, H. Descriptive tools for the analysis of texture projects with large datasets using MTEX: Strength, symmetry and components. Geol. Soc. Lond. Spec. Publ. 2015, 409, 251–271. [Google Scholar] [CrossRef]
- Humphreys, J. Texture Analysis: Macrotexture, Microtexture and Orientation Mapping. J. Microsc. 2001, 203, 231–232. [Google Scholar] [CrossRef]
- Sheppard, T. Constitutive Equation for use in Prediction of Flow Stress During the Extrusion of Al Alloys. Mater. Sci. Technol. 1997, 13, 203–209. [Google Scholar] [CrossRef]
- Van Geertruyden, W.H.; Browne, H.M.; Misiolek, W.Z.; Wang, P.T. Evolution of surface recrystallization during indirect extrusion of 6xxx aluminum alloys. Metall. Mater. Trans. A 2005, 36, 1049–1056. [Google Scholar] [CrossRef]
- Van Geertruyden, W.H.; Misiolek, W.Z.; Wang, P.T. Surface grain structure development during indirect extrusion of 6xxx aluminum alloys. J. Mater. Sci. 2005, 40, 3861–3863. [Google Scholar] [CrossRef]
- Harsha, K.; Cullity, B.D. Effect of initial orientation on deformation texture and tensile and torsional properties of copper and aluminum wires. Trans. Metall. Soc. AIME 1962, 224, 1189–1194. [Google Scholar]
- Zhang, Q.; Xu, X.; Wang, Y. Effect of Mg/Si Ratio on the Bendability and Anisotropic Bend Behavior of Extruded 6000-Series Al Alloy. Materials 2023, 16, 3599. [Google Scholar] [CrossRef] [PubMed]





| Alloy | Si | Mg | Cu | Mn | Cr | Zr | Sc | Fe | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Target 6005A | 0.55 | 0.55 | 0.3 | 0.2 | 0.1 | - | - | 0.2 | <0.01 |
| Cast 6005A | 0.57 ± 0.01 | 0.54 ± 0.02 | 0.28 ± 0.01 | 0.19 ± 0.002 | 0.094 ± 0.002 | - | - | 0.24 ± 0.01 | 0.01 ± 0.001 |
| Target 6005+ | 0.55 | 0.55 | 0.3 | 0.05 | - | 0.16 | 0.08 | 0.2 | <0.01 |
| Cast 6005+ | 0.59 ± 0.02 | 0.48 ± 0.02 | 0.25 ± 0.02 | 0.047 ± 0.02 | - | 0.23 ± 0.02 | 0.090 ± 0.02 | 0.21 ± 0.02 | 0.01 ± 0.02 |
| Name | Profile Dimensions | Extrusion Ratio | Extrusion Speed |
|---|---|---|---|
| low ER flat | 60 mm × 4 mm | 28 | 125 mm/min |
| low ER rod | 19.05 mm Ø | 24 | 125 mm/min |
| high ER flat | 30.5 mm × 2.5 mm | 91 | 50 mm/min |
| high ER rod | 9.5 mm Ø | 96 | 50 mm/min |
| Step | Abrasive | Lubricant | Time | Speed | Pressure |
|---|---|---|---|---|---|
| 1 | 600 grit | water | 3 min | 200 RPM | 20 N |
| 2 | 800 grit | water | 3 min | 200 RPM | 20 N |
| 3 | 1200 grit | water | 5 min | 200 RPM | 20 N |
| 4 | 1 μm diamond paste Kempad | red lubricant | 5 min | 150 RPM | 5 N |
| 5 | 1 μm diamond paste Imperial Pad | red lubricant | 5 min | 150 RPM | 5 N |
| 6 | 0.05 μm non-crystalizing colloidal silica Imperial Pad | none | 5 min | 100 RPM | 5 N |
| 7 | Imperial Pad | water | 30 s | 100 RPM | 5 N |
| Accelerating voltage | 20 kV |
| Spot size | 26 ns |
| Working distance | 12 mm to 15 mm |
| Tilt | 70° |
| Image resolution | 1024 pixels |
| Capture time | 35 s |
| Mapping resolution | 256 pixels |
| Name | Miller Indices {hkl}<uvw> | Euler Angles φ1 Φ φ2 |
|---|---|---|
| Cube | {001}<100> | 0°, 0°, 0°/90° |
| Copper (Cu) | {112}<111> | 90°, 30°, 45° |
| S | {123}<634> | 59°, 34°, 65° |
| Brass(Bs) | {011}<211> | 35°, 45°, 0°/90° |
| Goss | {011}<100> | 0°, 45°, 0°/90° |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Harma, E.; Sanders, P.; Wood, T.; Langan, T. The Influence of Extrusion Geometry and Ratio on Extrudate Mechanical Properties for a 6005A Alloy Containing Either Sc and Zr or Cr and Mn Dispersoid Formers. J. Manuf. Mater. Process. 2025, 9, 168. https://doi.org/10.3390/jmmp9050168
Harma E, Sanders P, Wood T, Langan T. The Influence of Extrusion Geometry and Ratio on Extrudate Mechanical Properties for a 6005A Alloy Containing Either Sc and Zr or Cr and Mn Dispersoid Formers. Journal of Manufacturing and Materials Processing. 2025; 9(5):168. https://doi.org/10.3390/jmmp9050168
Chicago/Turabian StyleHarma, Eli, Paul Sanders, Thomas Wood, and Timothy Langan. 2025. "The Influence of Extrusion Geometry and Ratio on Extrudate Mechanical Properties for a 6005A Alloy Containing Either Sc and Zr or Cr and Mn Dispersoid Formers" Journal of Manufacturing and Materials Processing 9, no. 5: 168. https://doi.org/10.3390/jmmp9050168
APA StyleHarma, E., Sanders, P., Wood, T., & Langan, T. (2025). The Influence of Extrusion Geometry and Ratio on Extrudate Mechanical Properties for a 6005A Alloy Containing Either Sc and Zr or Cr and Mn Dispersoid Formers. Journal of Manufacturing and Materials Processing, 9(5), 168. https://doi.org/10.3390/jmmp9050168