3.1. Full Factorial DOE Build
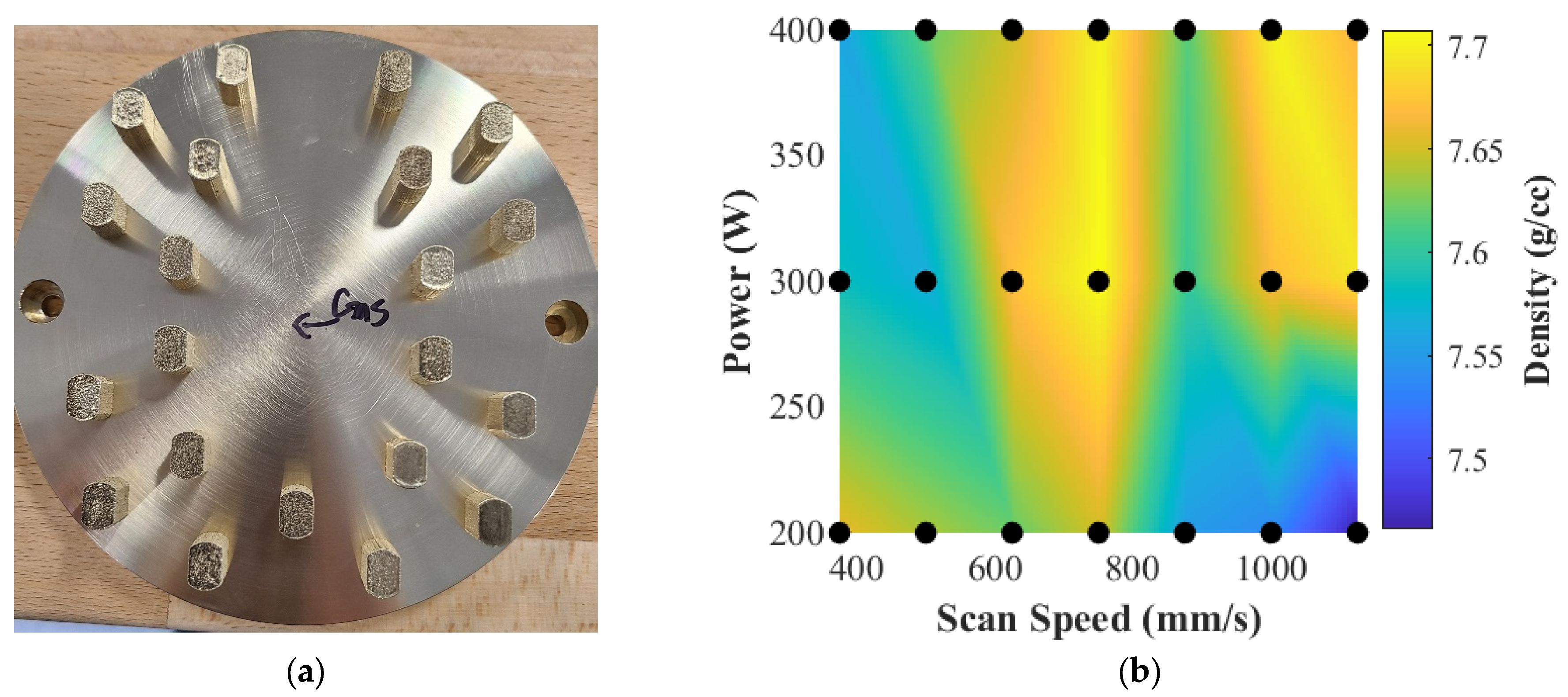
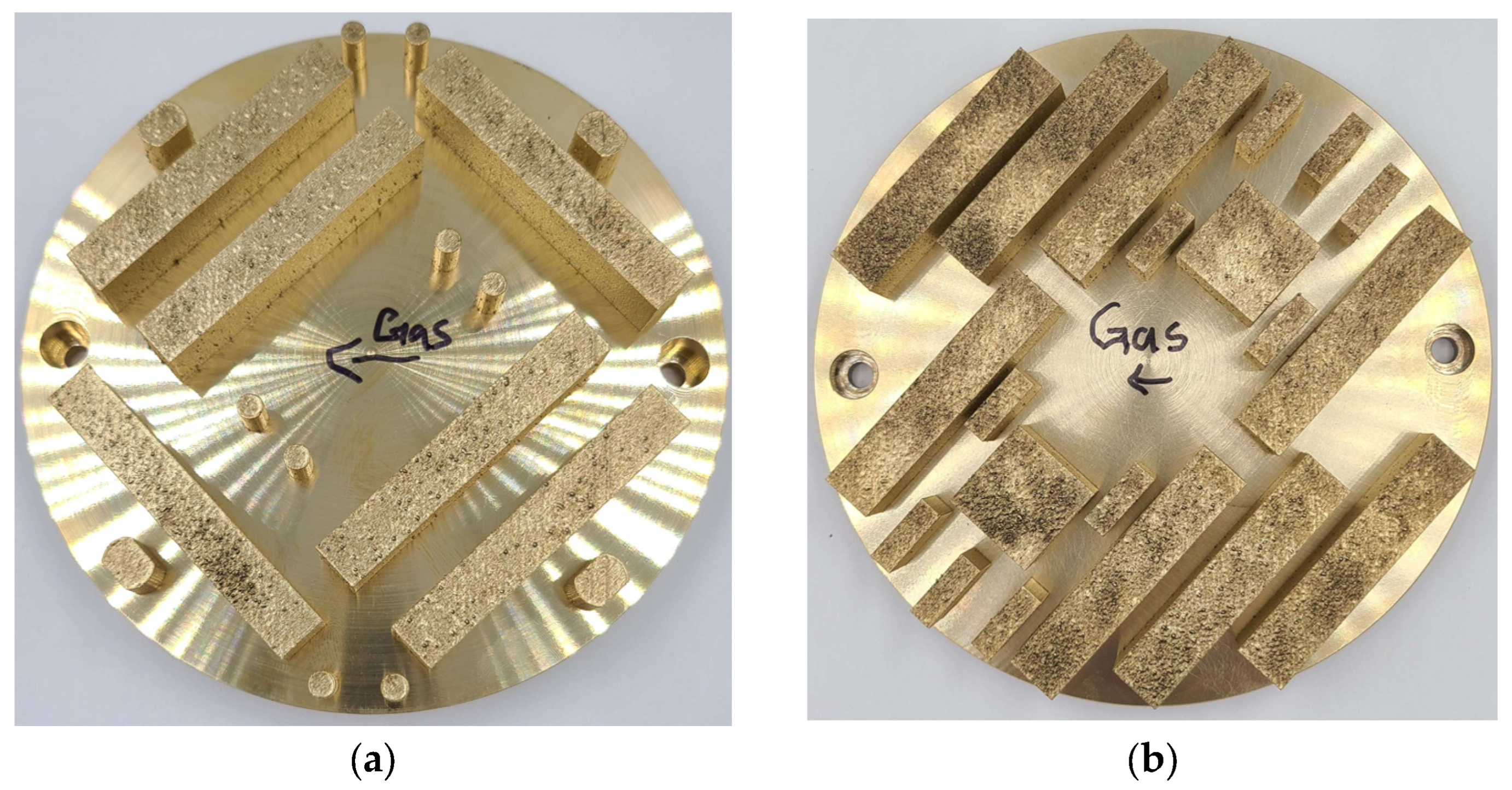
The specimens fabricated in the full factorial DOE build are shown in
Figure 6. All samples were built successfully, with none requiring discontinuation as a result of defects such as over- or underbuilding, delamination, tearing from the build plate, etc. The measured cuboid densities ranged from 96.6% to 99.7% of the theoretical maximum (7.73 g/cm
3).
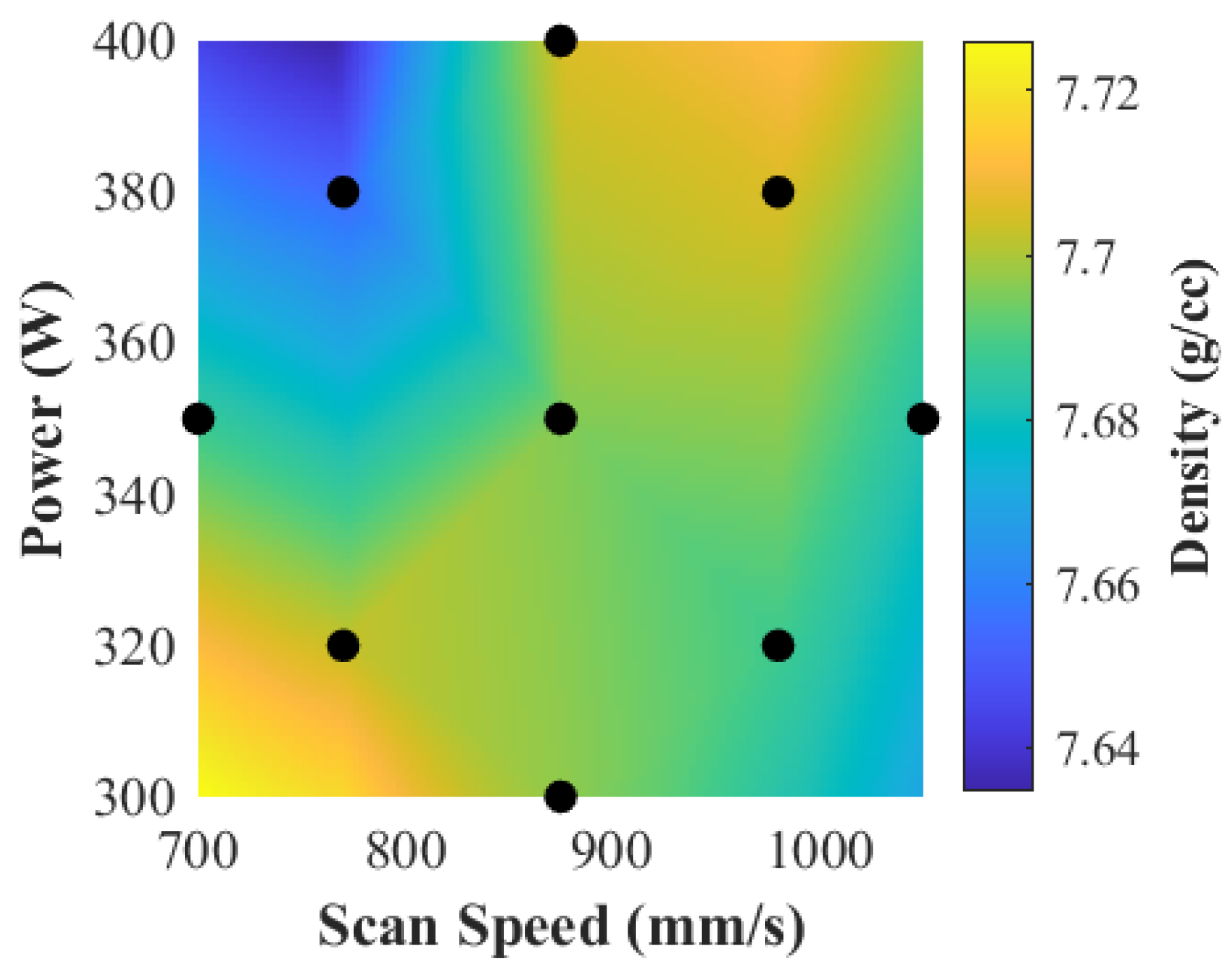
Figure 6b shows a surface map that utilizes density as colour with respect to the scan speed and laser power on the x- and y-axes, respectively. The black dots on the figure represent actual combinations of parameters tested. The maximum density was achieved at a laser power of 300 W and a scan speed of 750 mm/s. Interestingly, these values were closely aligned with high-density processing parameters deduced for C63020 NAB [
11]. This implied that the two alloys responded similarly in an LPBF context despite having significant chemical differences in their respective concentrations of copper, aluminum, iron, and nickel. In general, the plot showed parameter ranges that would be appropriate for further analysis. While the density measurements alone show the center point performed the best, this plot also demonstrates that the 1000 mm/s samples also performed favorably and merit further exploration.
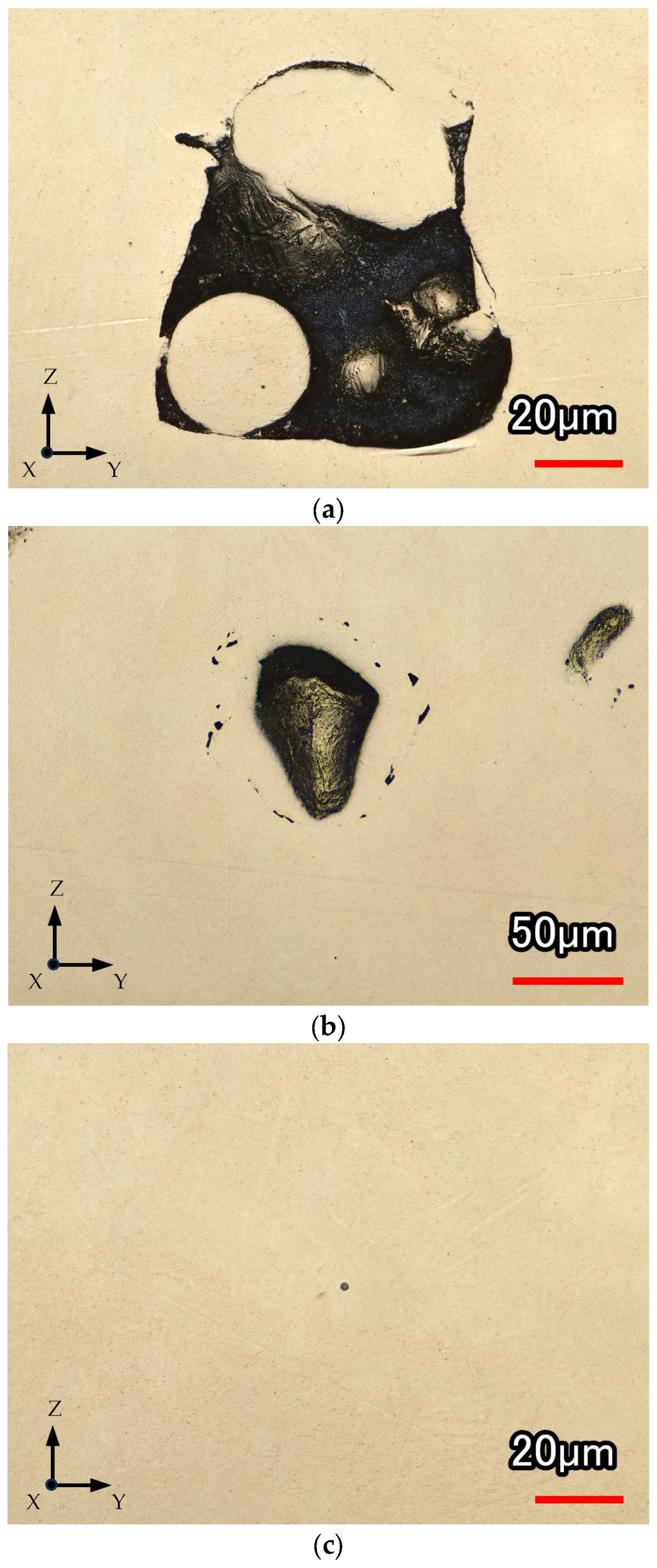
Microstructural inspections revealed the presence of three common types of porosity typically observed in LPBF products across different ASB prints. The lack of fusion porosity, characterized by irregularly shaped pores that often contain unfused powder particles, was observed in samples fabricated at the low end of the VEDs considered. An example of which can be seen in
Figure 7a. This sample was fabricated with 200 W of laser power and 1125 mm/s scan speed, which equated to a VED of 59 J/mm
3; the lowest VED examined.
When printing with an excessive amount of energy, melt pool instability occurs, which often results in keyhole porosity. Pores formed through this mechanism are relatively large, often appear in chains parallel to the scan direction, and are generally more rounded as compared to those produced as a result of a lack of fusion. A sample image of keyhole porosity is shown in
Figure 7b. This particular sample was produced at 400 W of laser power and 375 mm/s scan speed, resulting in a VED of 356 J/mm
3—the highest examined VED.
Gas porosity was also noted in select samples, formed when gases are entrapped within the melt pool upon solidification. Several gas sources exist, such as argon flowing within the build chamber, atomizing gas entrapped within the powder feedstock particles, as well as moisture and/or gas molecules adsorbed on the surfaces of powder particles. Gas porosity is also typically spherical, small, and relatively well distributed, as was found in the ASB specimen. An example of gas porosity observed in as-printed ASB can be seen in
Figure 7c. This sample, produced at 300 W laser power and 750 mm/s scan speed—the center point of the DOE—had a VED of 133 J/mm
3.
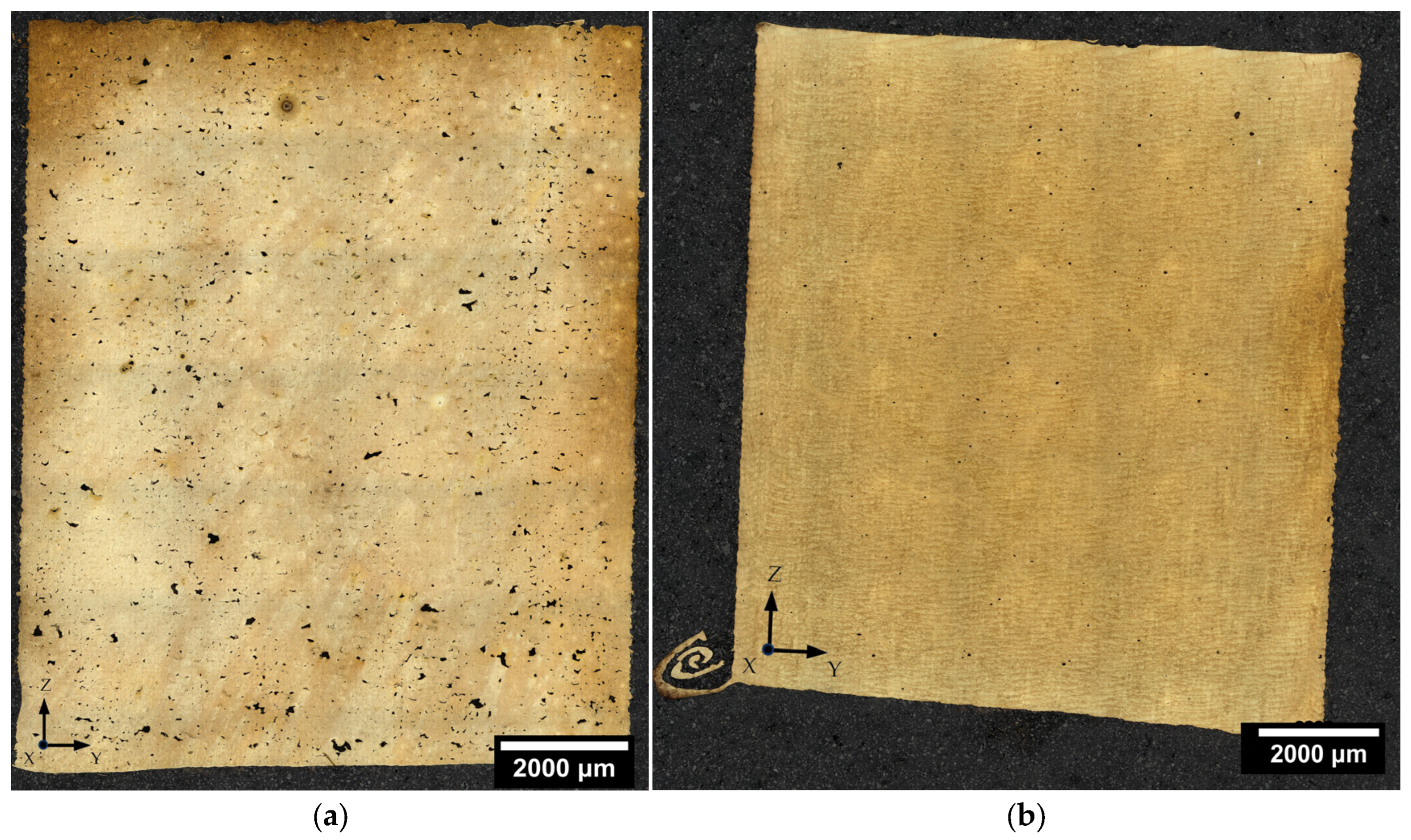
The lowest achieved density was measured in a cuboid processed at 200 W and 1125 mm/s scan speed. The overall porosity distribution of this sample and the one with the highest printed density (300 W, 750 mm/s) were examined by means of confocal microscopy. The resultant images are shown in
Figure 8. Both samples demonstrated a relatively uniform distribution of porosity with no acute preference to location or direction.
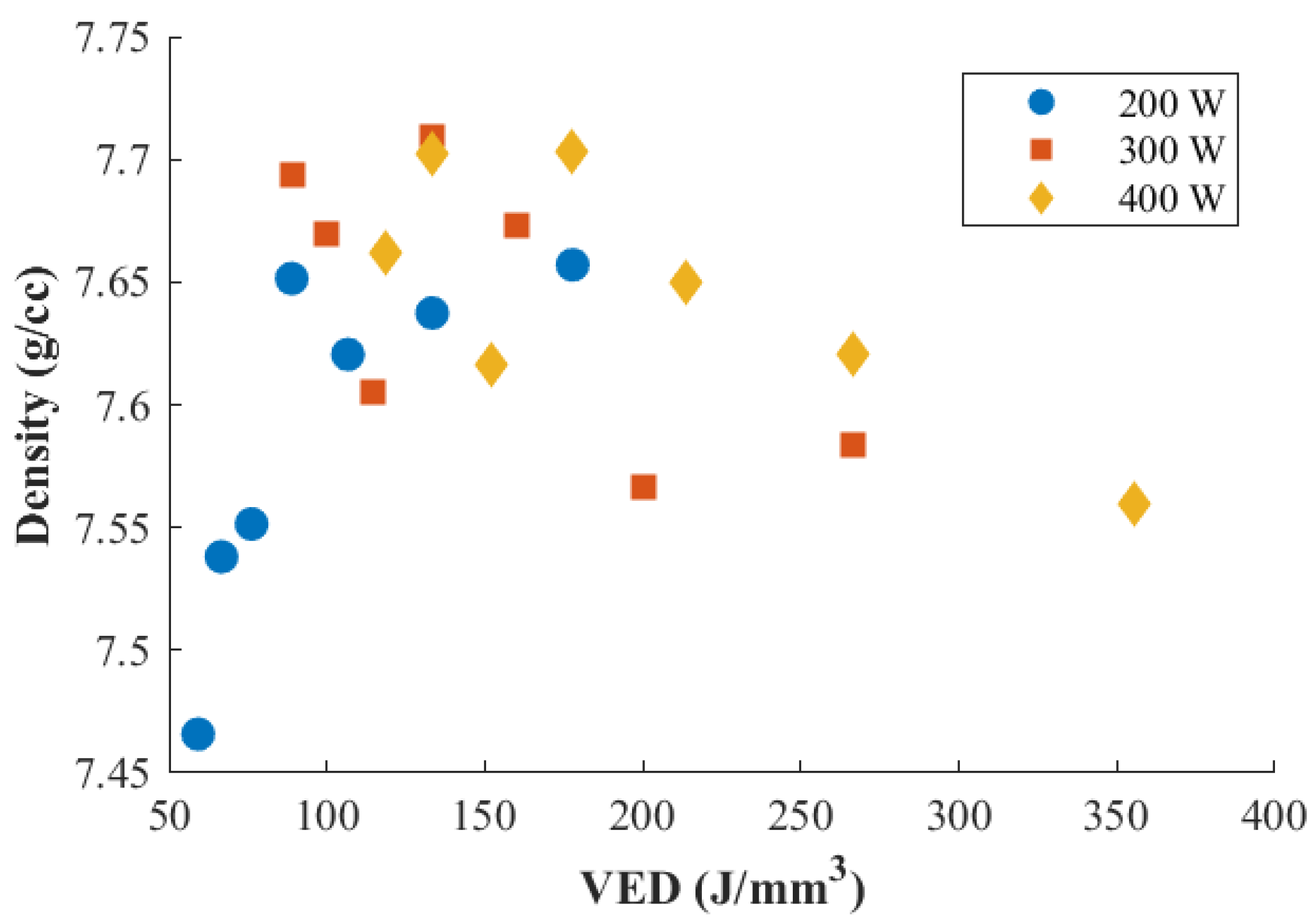
The response surface from this initial DOE was expected to have curvature and peaks within the examined range of parameters. Hence, an ANOVA assessment was not yet deemed valuable for characterizing this response. Conversely, an intuitive visualization approach was employed by plotting density vs. VED. This outlined a clear region that exhibited higher densities, between 75 J/mm
3 and 175 J/mm
3. However, this method obfuscated the varying parameter combinations contributing to each energy density. As such, the plotted points on the graph were colour-coded to match the associated laser power (
Figure 9) and the corresponding scan speed (
Figure 10) to help clarify the actual parameters associated with each result. This was completed to determine if any one parameter setpoint out or underperformed compared to the others. While some indications suggested that 200 W was insufficient to properly process ASB, the absence of clear and concise trends in the data limited confidence in further elimination of additional setpoints at this stage.
3.2. Central Composite DOE
The second DOE sought to investigate the effects of processing parameter changes at a higher resolution, anticipating potential non-linearity in data trends. Here, the density of the as-printed specimen ranged from 98.88% to 99.94%, while replicates of the center point parameter set averaged 99.58 ± 0.21% dense. The highest resulting density was processed at 320 W laser power, 770 mm/s scan speed, and 0.088 mm hatch spacing, which corresponded to a VED of 157 J/mm
3. The lowest resulting density was processed at 380 W laser power, 770 mm/s scan speed, and 0.088 mm hatch spacing, which corresponded to the highest VED of the experiment at 187 J/mm
3. The internal distributions of porosity within these specimens are shown in
Figure 11.
Figure 11a demonstrates that keyhole porosity prevailed throughout the low-density/high VED sample. Although this was the lowest-density product of this experiment, it remained significantly denser than many of the lower-density samples from the initial full factorial build. In contrast, gas porosity was the dominant defect noted in the high-density/moderate VED sample (see
Figure 11b), consistent with observations from the first DOE.
The assessment of the density results from the full factorial DOE commenced with a visual inspection of the raw data in terms of a contour plot, as shown in
Figure 12. Fundamentally, the plot exhibited a saddle-shaped contour that dropped off as VED deviated from the mean. To examine this in further detail, a regression analysis was completed to characterize the response of the material. Overall, the fit was produced in MATLAB R2021b and had a moderate r
2 value of 64.41%. The results also indicated that the most statistically significant factor was laser power, followed by the interaction between laser power and scan speed.
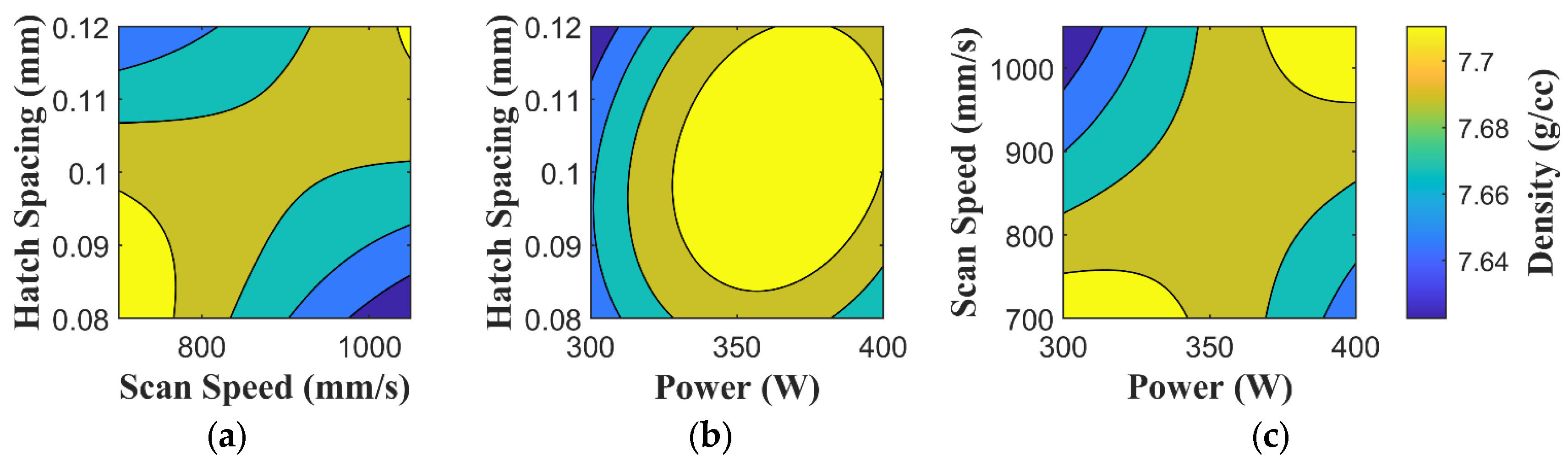
Figure 13 shows the fitted contour plots in 2D while holding the third parameter constant at the mid-point setting utilized in the DOE. These plots outline an optimal printing parameter set ranging from 700–750 mm/s scan speed, 325–350 W, and a hatch spacing of 0.085–0.090 mm. This directly matches the true response from
Figure 12, where the highest density sample was printed at 320 W, 770 mm/s scan speed, and 0.088 mm hatch spacing. The most significant variable of this regression was the interaction between laser power and scan speed, which had a
p-value of 1.9%, showcasing the importance of balancing the two parameters when considering an optimum.
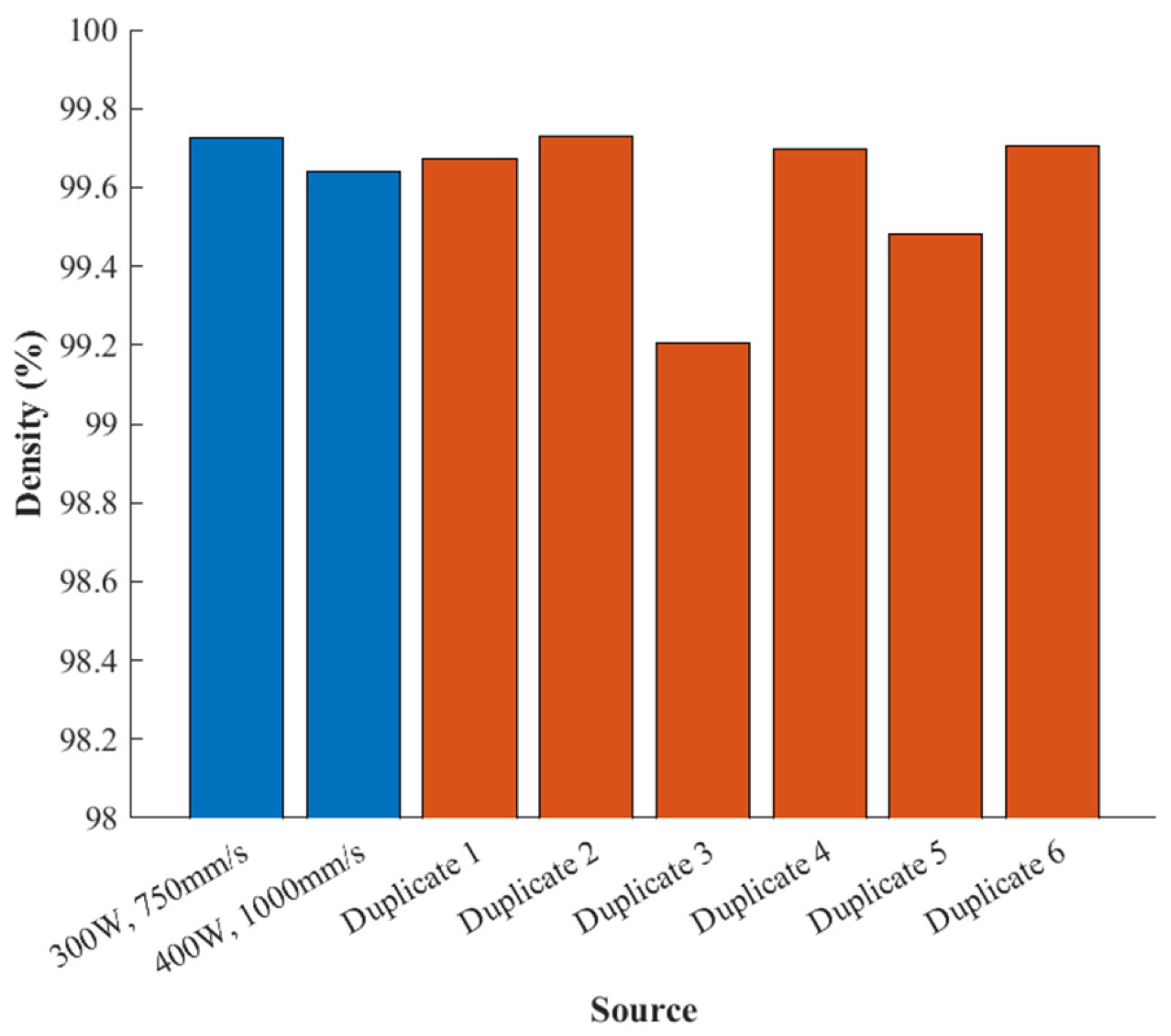
The second experiment introduced duplicates. The center point of the second experiment was set at 350 W laser power, 875 mm/s scan speed, and 0.100 mm hatch spacing. The duplicates yielded an average density of 99.58 ± 0.21%. The uncertainty from Archimedes’ method of density measurement, using precision equipment, was just 0.039%. This shows that a reasonable degree of repeatability was observed.
Figure 14 shows a bar graph outlining the densities of these duplicates with an exaggerated deviation, as the
y-axis only spans from 98 to 100%.
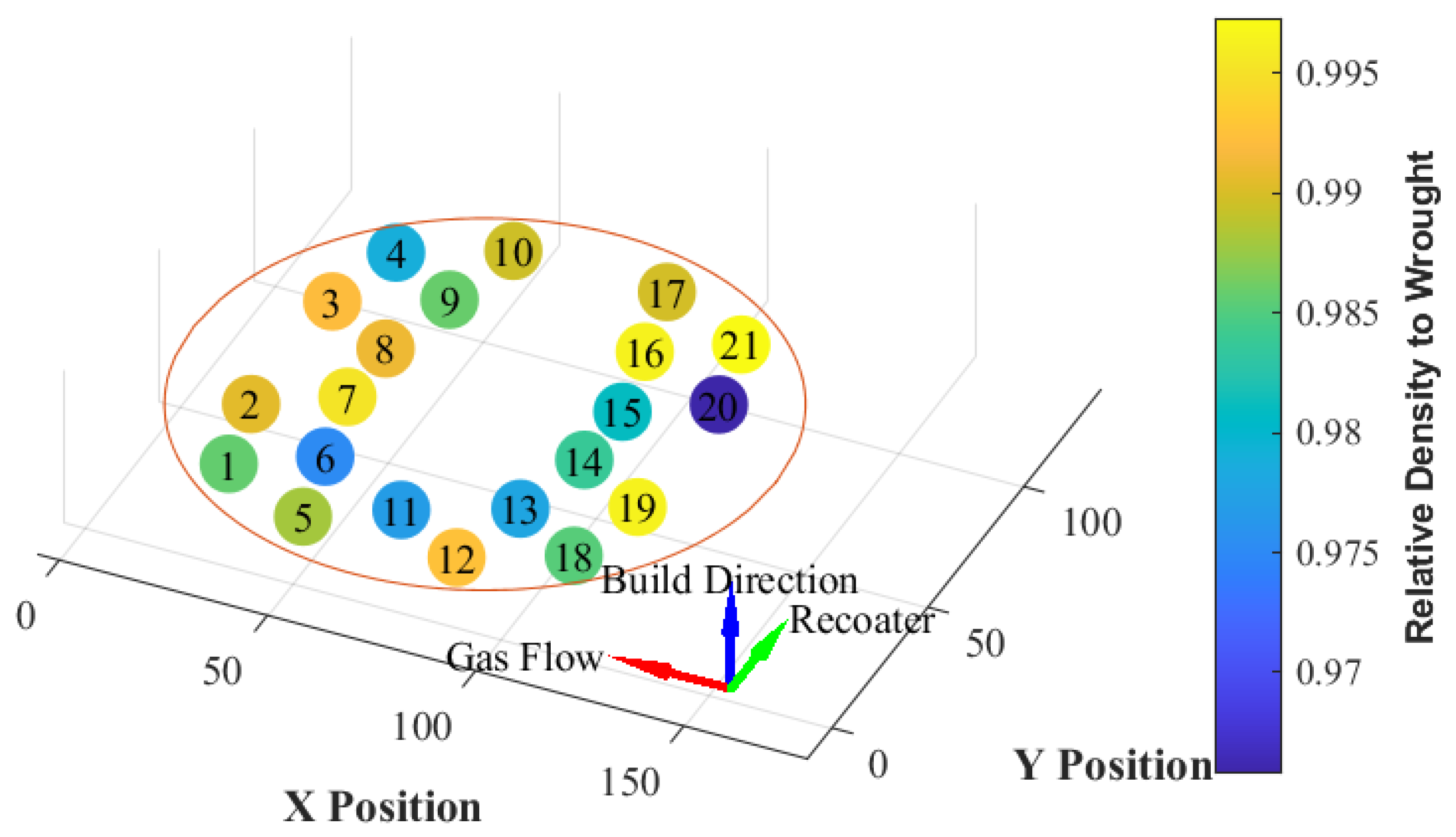
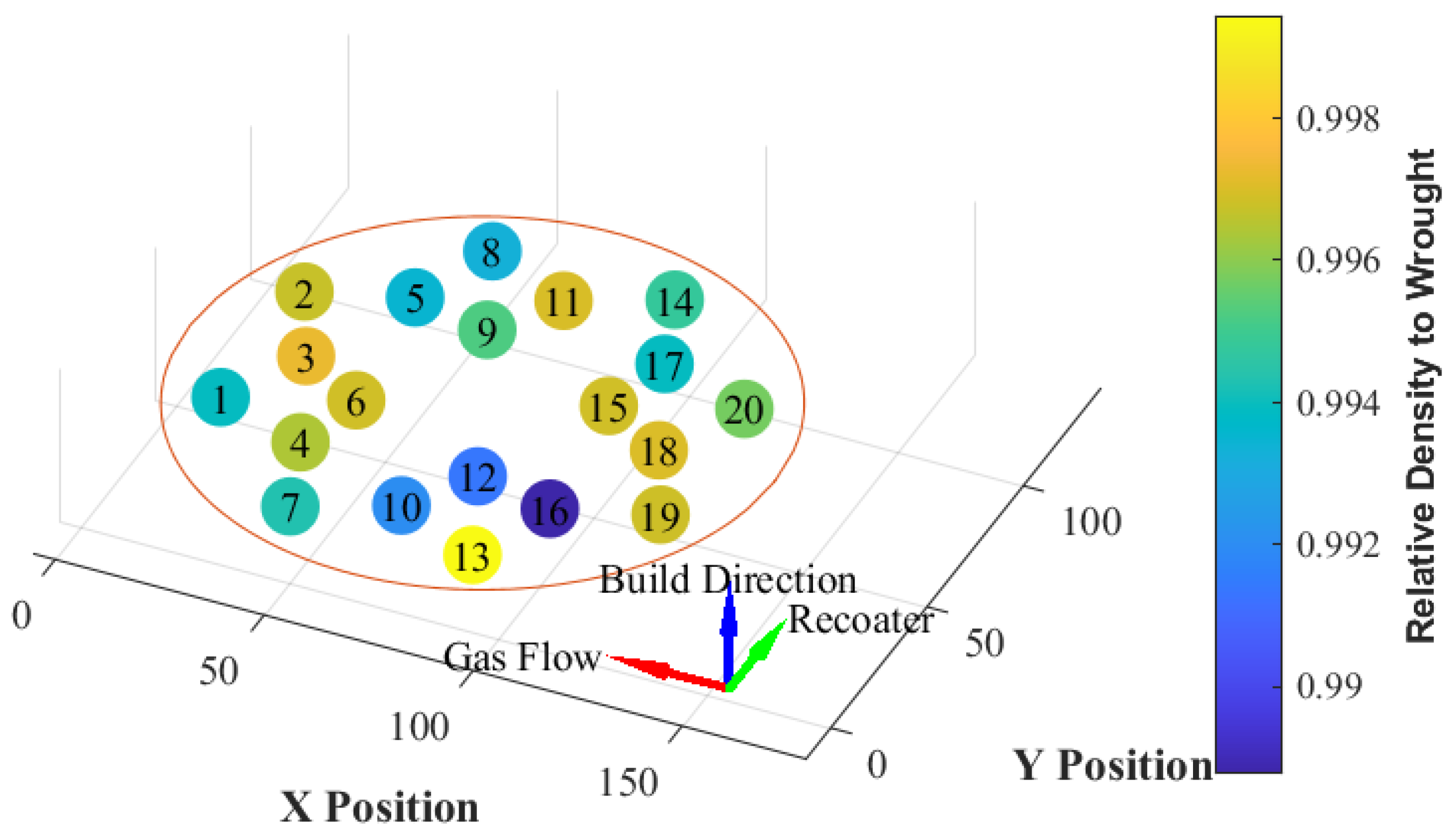
The potential influence of build plate position on build density was also statistically investigated. Here, regression analysis demonstrated poor fits for DOE1 and DOE2 as r
2 values were only 2.53% and 0.54%, respectively. This indicated that no fit could be associated using plate position as a variable. This was further confirmed visually in
Figure 15 and
Figure 16, where the random distribution shows that no specific build position resulted in statistically significant deviations.
To verify the density data amassed using the Archimedes technique, the highest density samples from each build were also assessed by means of image analysis. For the high-density cuboid produced in the first DOE, the image analysis-based density was 99.72% of the full theoretical value, while the Archimedes’ method yielded a value of 99.74% on the same sample. A strong agreement between the two techniques was also observed for the high-density product of the second DOE, as densities of 99.87% and 99.94% were measured through image analysis and Archimedes, respectively. These results verified that high densities were achievable when printing ASB under multiple process settings.
3.3. Post-Build Heat Treatment
When processing aluminum bronze alloys via LPBF, the inherently rapid rate of solidification can invoke the formation of a martensitic structure [
9,
11]. This is generally brittle and manifests limited tensile ductility in the as-built product, thereby mandating a post-build heat treatment. As such, the heat treatment commonly applied to wrought C64200 (620 °C for 2 h, followed by water quenching) was applied to samples of the as-built ASB (350 W, 875 mm/s) and the as-received wrought counterpart material. Data were then acquired from as-built, printed and heat-treated, and heat-treated wrought samples for comparison. Laser confocal images of printed ASB before and after heat treatment are shown in
Figure 17. The as-built microstructure (
Figure 17a) showed limited evidence of the columnar growth that can be typically observed in LPBF-processed alloys and often extends through multiple layers. However, grain growth was still linked with the shape of the melt pool, making the discrete passes of the laser evident. As expected, grain growth was primarily perpendicular to the melt pool boundaries, creating semi-circular patterns when viewed in the y-z plane, as highlighted in
Figure 17a. This highlighted region also appears slightly darker than other regions of the image, as this is also the martensitic β’ phase. An abundance of lathe-shaped features, consistent with the morphology of β’, was also present. After heat treatment, these features were seemingly eliminated from the microstructure, which now comprised predominantly equiaxed grains, with possibly some twin boundaries (to be further investigated using EBSD) (
Figure 17b). In addition, the discrete laser passes were no longer discernible.
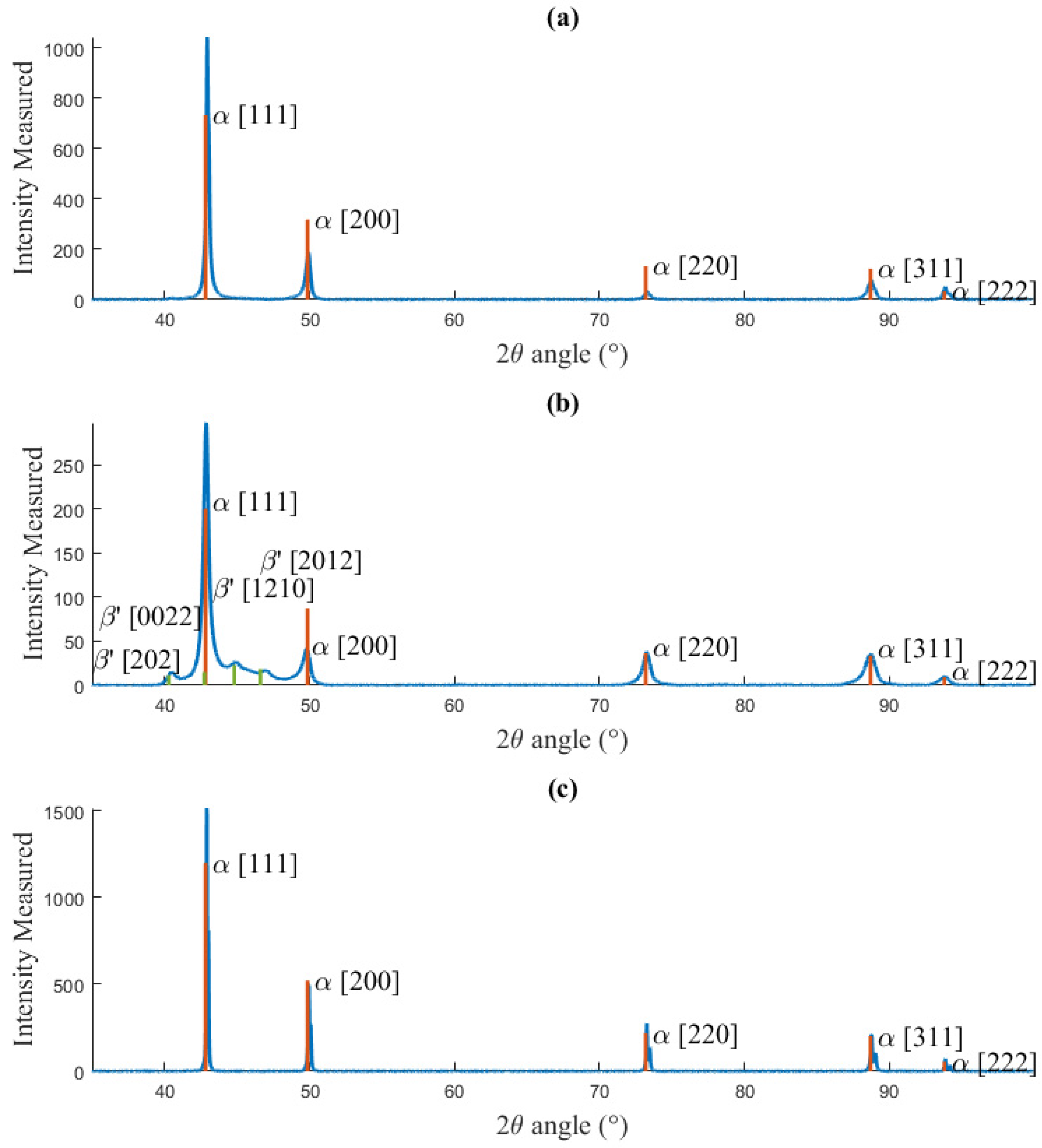
These microstructural transitions were further supported by XRD assessments (
Figure 18). In the as-printed state, two phases were detected: α-Cu (aluminum copper 04-008-2100) and the martensitic phase β’ (AlCu3 00-028-0005). The heat treatment then converted the microstructure into single-phase α-Cu. The microstructure and existing phase in the wrought counterpart aligned closely with the printed and heat-treated material.
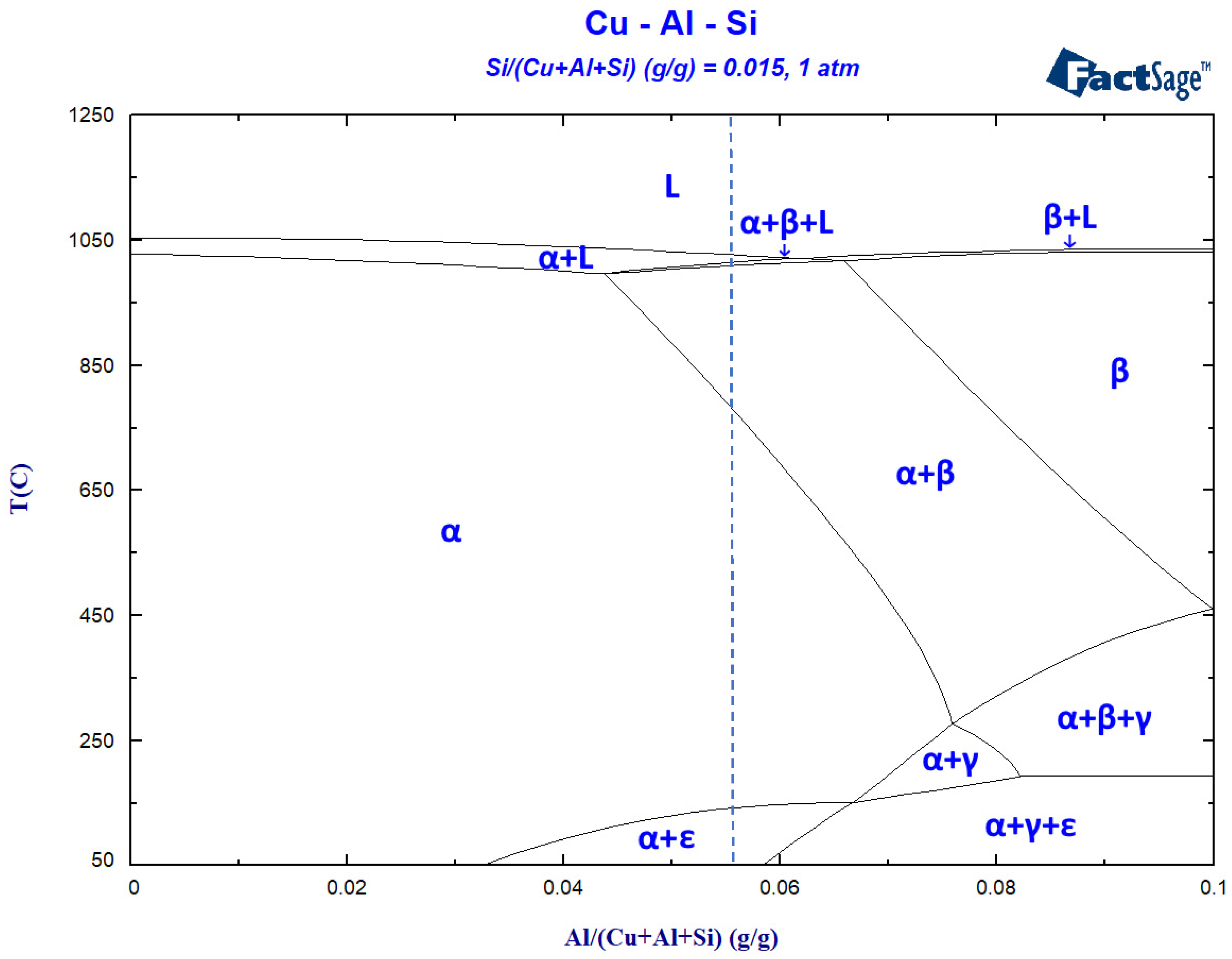
To further understand phase transitions, thermochemical calculations were completed using FactSage 7.2 software. These enabled the development of the pseudo-binary phase diagram shown in
Figure 19. Here, the silicon content was held at a fixed value of 1.5 wt.%, while the respective amounts of Cu and Al were systematically varied. The diagram indicates that the solidification of a fully molten alloy with the same composition as the ASB powder (
Table 1) would commence with the formation of a two-phase aggregate of solid α + β phases. While the phase diagram only predicts phase formation under equilibrium conditions, under conditions of non-equilibrium, rapid cooling, the α phase should remain largely unaffected, while the β phase would be expected to transform into martensitic β’ [
23]. This was in direct agreement with the observed microstructure of as-built ASB (
Figure 17 and
Figure 18), given that both phases were detected with XRD, and a martensitic phase with a lathe/needle-like morphology was clearly present.
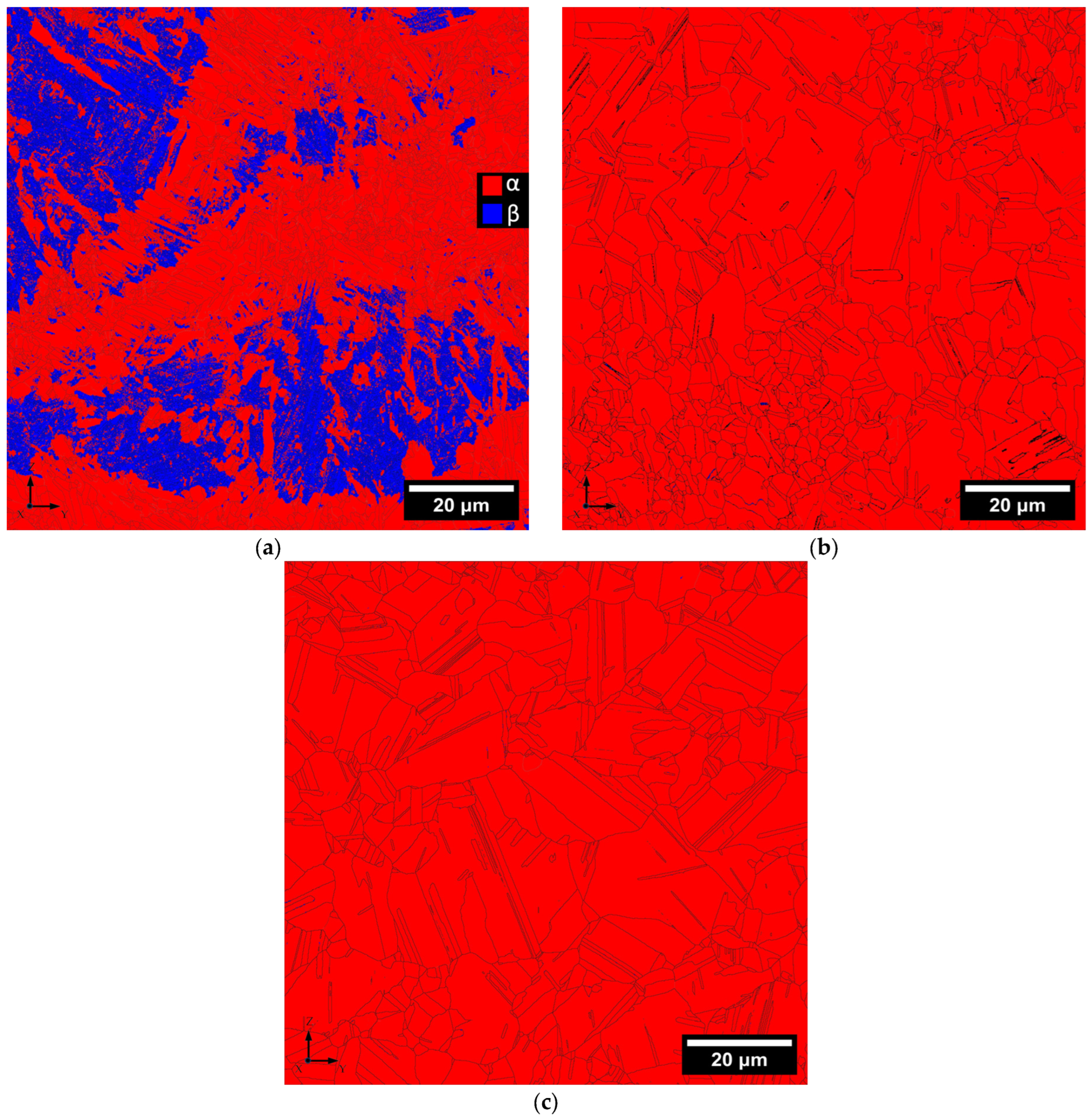
EBSD analysis was conducted on the three variants of ASB. Phase maps superimposed on the grain boundary maps generated through this assessment are shown in
Figure 20. These results were in direct agreement with XRD findings (
Figure 18), confirming that the as-built sample contained a mixture of α-Cu with FCC crystal structure (red phase) and martensitic β’ phases with BCC crystal structure (blue phase), while both of the heat-treated materials were single-phase α-Cu. The dual-phase nature of the as-built material was logical considering that solidification would commence with the simultaneous formation of α-Cu and β phases (
Figure 19), with only the latter transforming into martensitic β’ as a result of the rapid solidification synonymous with LPBF processing. Results for the heat-treated specimen were also as expected. According to the pseudo-binary phase diagram (
Figure 19), the as-built microstructure would have transformed to single-phase α-Cu during the isothermal hold at 620 °C. Water quenching would have then preserved this microstructure down to room temperature, thereby avoiding any chance of forming secondary phases such as metastable β’ as well as those that could otherwise form under slow cooling conditions; namely, γ and ε.
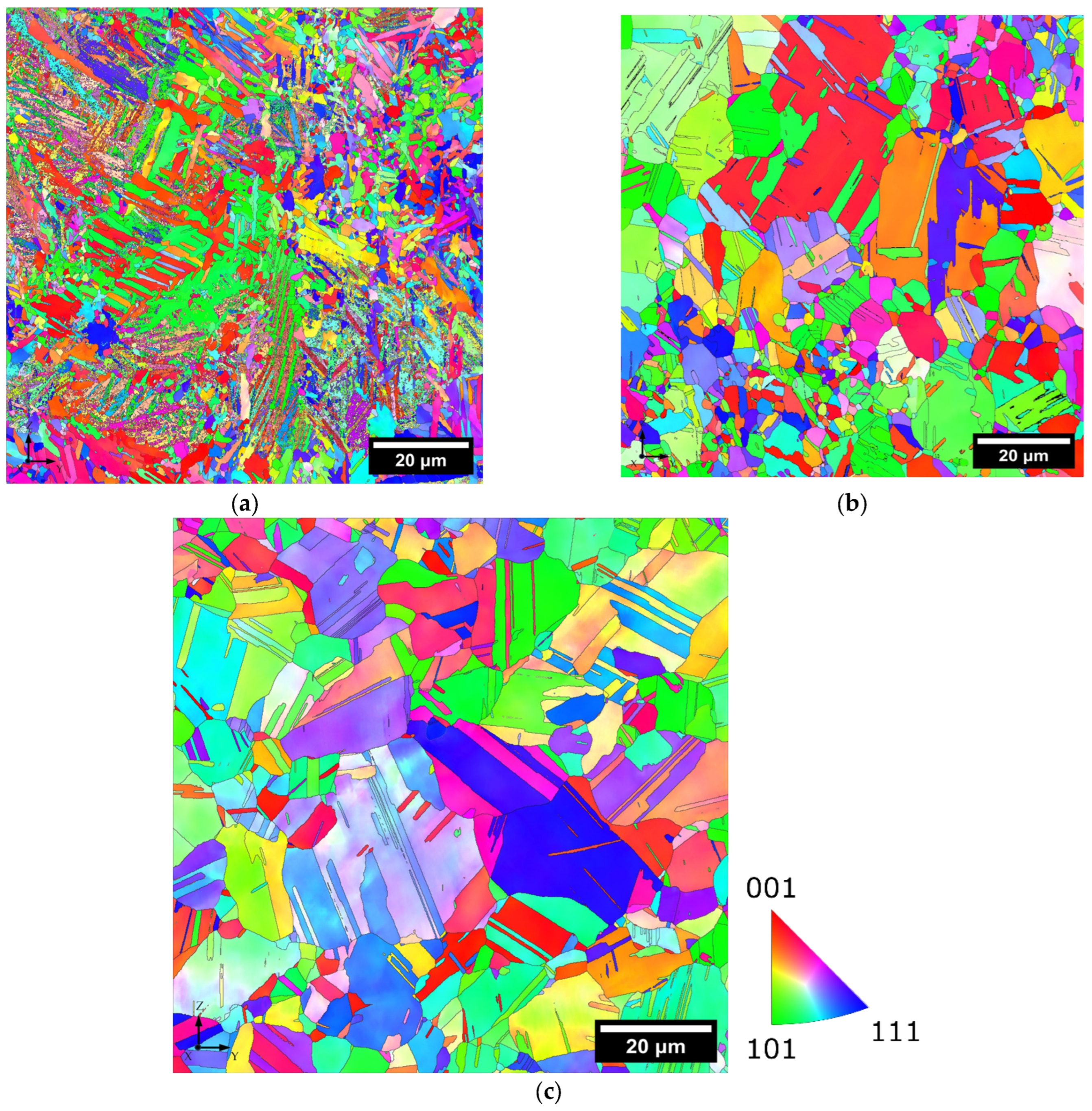
Inverse pole figures (IPF-z) (
Figure 21), taken from 100 × 100 µm areas, and pole figures (
Figure 22), generated from 500 × 500 µm areas, highlight grain orientation and the overall texture distribution throughout the samples. The IPF map of the as-built alloy revealed a mixture of equiaxed and columnar grains with relatively random orientation with respect to the building direction. The heat treatment resulted in noticeable grain growth, particularly for grains with their <001> and <110> directions aligned along the building direction. However, the grains in the heat-treated L-PBF ASB remain smaller compared to those in the wrought counterpart.
The PF graphs, shown in
Figure 22, indicate that the as-built ASB exhibited a relatively stronger {100}<001> cubic texture, with a maximum intensity of 2.37. In contrast, the heat-treated L-PBF showed a reduced cubic texture intensity, with a peak value of 1.95, confirming that the applied heat treatment weakened the solidification texture. Unlike LPBF ASB, the heat-treated wrought alloy revealed shear texture components, specifically
(111)[
2] and
(111)[
], with a texture strength of 2.37 times random.
EBSD also facilitated the analysis of grain boundaries, including average grain size, aspect ratio, and twinning, with data extracted from 500 × 500 μm scanning areas to aid statistical accuracy. The as-built ASB had an overall average grain size of 2.28 µm, as calculated following ASTM 2627 [
24]. However, specific average grain sizes for the α-Cu and β’ phases were 2.71 µm and 1.61 µm, respectively. Heat treatment eliminated β’ and coarsened the α-Cu grains to an average size of 7.94 µm. Despite such growth, the average grain size remained approximately 33% smaller than that measured for the heat-treated wrought counterpart (11.62 µm).
In
Figure 23, cumulative frequency plots for the aspect ratios of grains are shown. The distribution for the as-built ASB was distinctly different, while those for the two heat-treated alloys were nearly identical. Commonly, grains are classified as equiaxed (<3) or columnar (>3) based on their aspect ratio. In this context, approximately 20% of the grains in as-built ASB were columnar, while ~80% were equiaxed. However, heat treatment significantly altered these proportions, reducing the concentrations of columnar grains to 5% in printed and heat-treated ASB and its heat-treated wrought counterpart, with ~95% of grains becoming equiaxed.
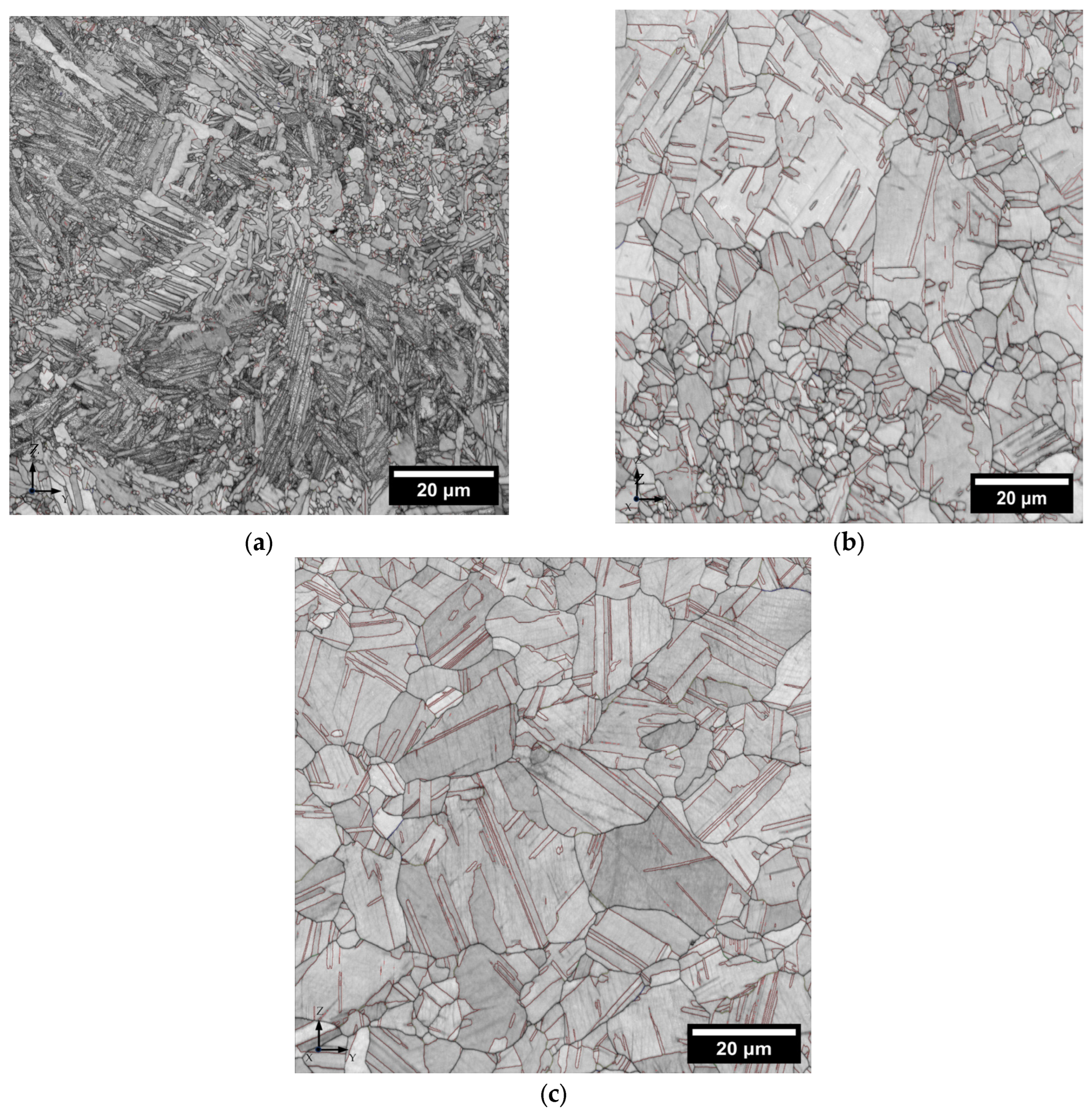
Band contrast images superimposed on the grain boundary maps in
Figure 24 indicate the concentration of coincident site lattice (CSL) boundaries in each sample. In the as-built ASB, ~10% of the high-angle grain boundaries corresponded to Σ3-CSL boundaries, indicative of twin grains with a 60° rotation about the <111> direction. After heat treatment, the concentration of twin boundaries increased significantly to 58%, suggesting that annealing-induced twinning was responsible for this transformation in the absence of mechanical working. Notably, the concentration of twin boundaries in the heat-treated wrought ASB (64%) was closely aligned with printed and heat-treated ASB. Although these ASB specimens were subjected to the same thermal treatment, the former was heavily cold-worked immediately prior to heat treatment. As such, twin boundaries in the wrought ASB may have been induced through both mechanical and thermal mechanisms, possibly explaining the modestly higher concentration measured.
The physical and mechanical properties of the ASB materials were then assessed, commencing with magnetic permeability. Magnetic permeability is a relative measurement comparing the strength of a magnetic field before and after passing through a material, normalized to that of free space. A measured value of 1.00 indicates that the material does not affect the magnetic field, while values greater than 1.00 represent materials that attenuate the magnetic field, weakening its output. Conversely, values less than 1.00 indicate magnetic materials that increase the overall strength of a field. In many cases, for defence applications, high attenuation is desired for magnetic shielding against various radar technologies, while low attenuation may be preferred in scenarios where interference with onboard sensors must be minimized. Tests revealed that all formats of ASB maintained a magnetic permeability of 1.00, confirming that they have no significant effect on magnetic fields. Furthermore, Defence Standard 03-879 [
3] specifies that ASB must maintain a permeability below 1.05 for in-service use, verifying that L-PBF processing had no impact on this property for alloy C64200.
Mechanical properties assessments included tensile and Charpy impact testing on both printed and conventional wrought materials. Tensile blanks exhibited an average density of 99.5 ± 0.3%. These values were deemed to be in reasonable agreement with the anticipated density range for cuboid specimens based on DOE results (99.2% to 99.8%;
Figure 14). The build plate is shown in
Figure 25, and a summary of the averaged tensile results is shown in
Table 2, with examples of the actual engineering stress-strain curves provided in
Figure 26. For comparison purposes, property minima for ASB in conventional wrought and cast forms are included, along with those specified in ASTM B150 [
25].
The as-printed ASB exhibited the highest strength among all tested variants. Its yield strength was more than double that of the heat-treated wrought counterpart, exceeding the lower limit for the strongest conventional form of ASB (cold-rolled sheet) by more than 300 MPa and surpassing that of cast ASB by more than three times. The UTS of the as-built ASB was also superior, exceeding that of heat-treated wrought by more than 200 MPa and greatly surpassing all minimum values specified for conventional ASB forms.
Although the ductility to fracture of as-built ASB was appreciable, it fell well below the values reached and/or expected for cast and wrought counterparts. Application of the post-build heat treatment significantly altered the tensile properties of printed ASB, primarily reducing both yield strength and UTS. However, the final values closely matched those of wrought ASB and still exceeded all minima for the different specifications noted for conventionally processed ASB. The most notable gain from heat treatment was a five-fold improvement in elongation to fracture.
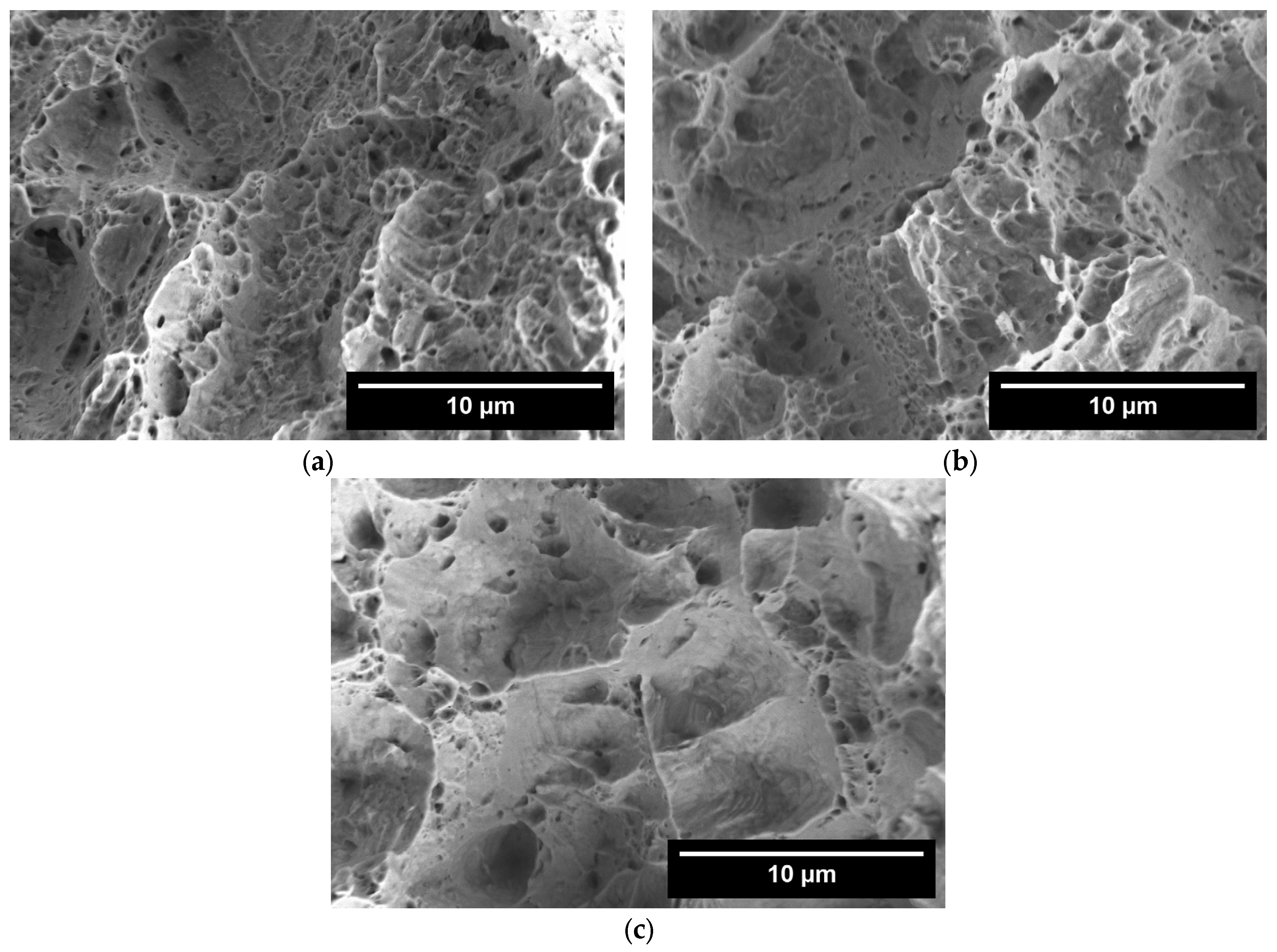
Representative images of the tensile specimen fracture surfaces for each ASB variant are shown in
Figure 27. All fractures were consistent with a ductile failure mode, with microvoid coalescence as the dominant feature. However, the size of the microvoids varied among the materials. In the as-built ASB, the voids were consistently small, whereas they became coarser in the heat-treated printed counterpart and largest in the heat-treated wrought material. These findings were in agreement with tensile results, where all three variants exhibited appreciable ductility prior to fracture, with ductility improving steadily from as-built to printed and heat-treated, and finally to heat-treated wrought.
The only specification on absorbed impact energy for ASB is given in DefStan 02-879 Part 3 [
3], which requires the material to absorb >33 J in an impact test. Data gathered on this trait are shown in
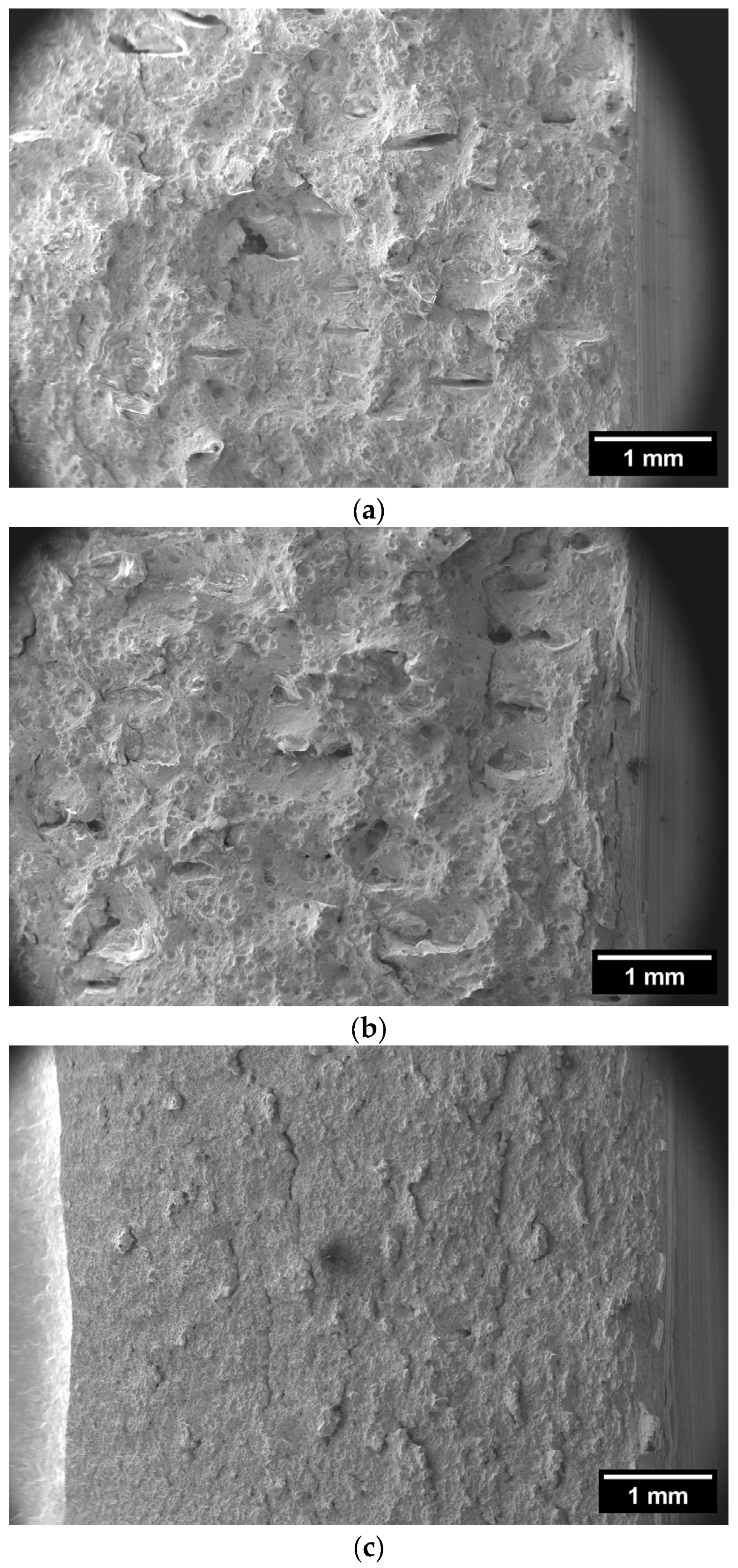
Table 2. Akin to tensile elongation results, ASB in the as-built condition failed to meet the minimum energy required for the alloy, falling slightly (3 J) below the specification threshold. However, this issue was resolved through heat treatment as impact energy was now doubled and thereby surpassed the minimum requirement to a significant extent. Examining the fracture surfaces of the impact samples (
Figure 28) revealed horizontal cracks aligned with the printed layers, regardless of the fracture orientation. Such cracks were less apparent in the printed and heat-treated samples but were completely absent from the heat-treated wrought material.
Linking the mechanical results to the underlying microstructure shows a strong correlation between the two. The as-built ASB exhibited the finest microstructure, as well as being the only condition to contain the strong yet brittle β’ martensite. This matched the tensile properties with as-built ASB demonstrated the highest strength, but also the lowest ductility. The fine microstructure was further reflected in the fracture surfaces, with as-built ASB displaying the smallest scale of microvoid coalescence. Heat treatment allowed for the complete elimination of β’, dramatically increasing ductility while also coarsening the α-phase. This microstructural evolution resulted in a reduction in strength and a corresponding increase in the size of microvoids observed in the fracture surfaces.
The printed and heat-treated ASB exhibited a yield strength and UTS comparable to its heat-treated wrought counterpart. This was expected given that both materials were subjected to the same thermal cycle, and both were found to be single-phase α-Cu (
Figure 18 and
Figure 20). However, the printed version remained inferior in terms of total elongation to fracture and absorbed impact energy (
Table 2). Factors that may contribute to these differences include the noted variations in grain size (~8 µm in printed and heat-treated ASB versus ~12 µm in wrought) and the presence of secondary horizontal cracks in the impact fracture surfaces of the printed material (
Figure 28). As such, it was hypothesized that further adjustments in the processing of printed ASB (i.e., scan strategy changes and/or manipulation of heat treatment parameters) could narrow the prevailing differences.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}