
Exploring the Nonlinear Mechanical Characteristics of 3D-Printed ABS with Varying Infill Densities



Abstract
1. Introduction
2. Materials and Methods
2.1. Specimens and Experiment
Strain Energy Density Calculation
2.2. Three-Dimensional Geometrical Model with Infill for Numerical Analysis
2.2.1. Three-Dimensional Geometrical Model with Infill
2.2.2. Numerical Analysis Method
2.3. Hyperelastic Material Modeling
2.3.1. Neo-Hookean Model
2.3.2. Mooney–Rivlin Model
2.3.3. Yeoh Model
3. Parameter Determination in Hyperelastic Material Models for Uniaxial Tensile Testing
Inverse Analysis
4. Validation
5. Results and Discussion
5.1. Experimental Analysis
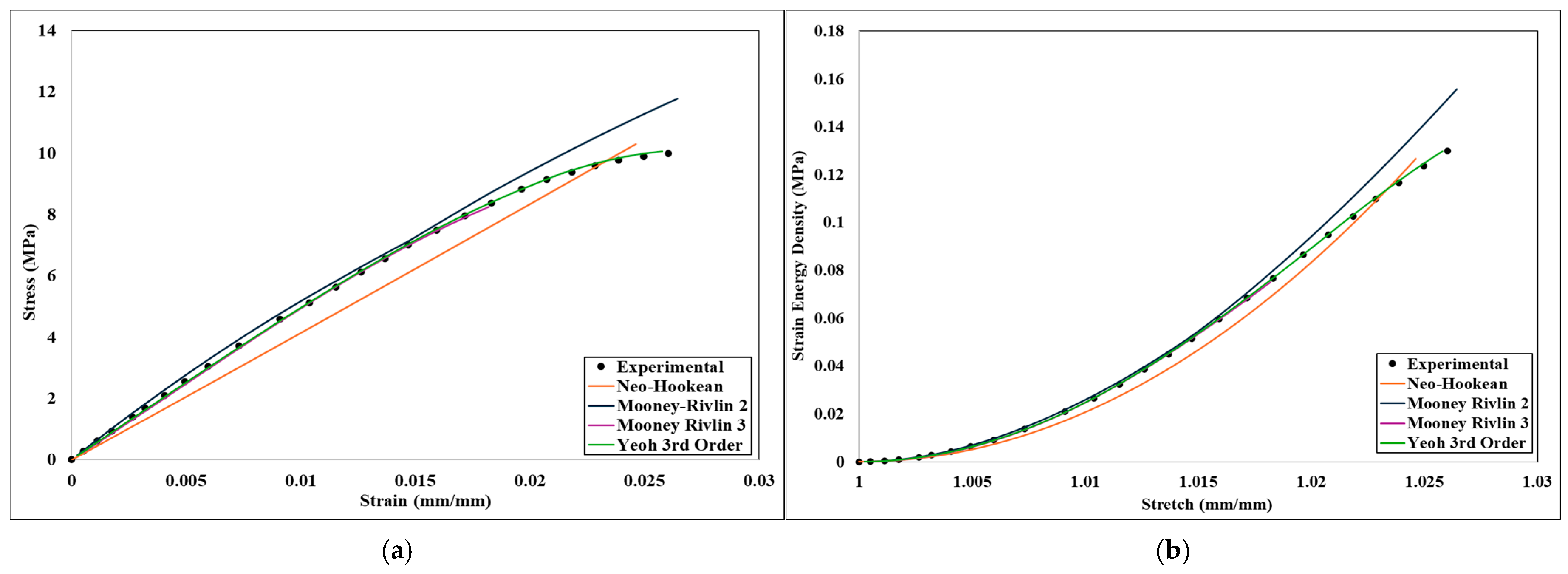
5.2. Curve Fitting for the Hyperelastic Model
5.3. Numerical Analysis
5.3.1. Finite Element Analysis Results
5.3.2. Curve Fitting of FEA Results
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kong, L.; Ambrosi, A.; Nasir, Z.; Guan, J.; Pumera, M. Self-propelled 3D-printed aircraft carrier of light-powered smart micromachines for large-volume nitroaromatic explosives removal. Adv. Funct. Mater. 2019, 29, 1903872. [Google Scholar] [CrossRef]
- Bao, X.; Zhu, L.; Huang, X.; Tang, D.; He, D.; Shi, J.; Xu, G. 3D biomimetic artificial bone scaffolds with dual-cytokines spatiotemporal delivery for large weight-bearing bone defect repair. Sci. Rep. 2017, 7, 7814. [Google Scholar] [CrossRef]
- Khosravani, R.; Reinicke, T. 3D-printed sensors: Current progress and future challenges. Sens. Actuators A 2020, 305, 111916. [Google Scholar] [CrossRef]
- Bhuiyan, M.Z.H.; Khanafer, K.; Rafi, E.I.; Shihab, M.S. Non-Linear hyperelastic model analysis and numerical validation of 3D printed PLA+ material incorporating various infill densities. Machines 2025, 13, 91. [Google Scholar] [CrossRef]
- Khanafer, K.; Park, J.; Eltaggaz, A.; Aboelkassem, Y. Investigation of the Mechanical Characteristics of Metal 3D Printing at Different Build Orientation and Directions. J. Eng. Mater. Technol. 2024, 146, 031001-1. [Google Scholar] [CrossRef]
- Khanafer, K.; Abbasspour, A.; Aboelkassem, Y. Thermal Conductivity of 3D Printed Metal using Extrusion-based Metal Additive Manufacturing Process. J. Eng. Mater. Technol. 2024, 147, 021002. [Google Scholar] [CrossRef]
- Khanafer, K.; Cao, J.; Kokash, H. Condition Monitoring in Additive Manufacturing: A Critical Review of Different Approaches. J. Manuf. Mater. Process. 2024, 8, 95. [Google Scholar] [CrossRef]
- Wang, Y.; Blache, R.; Xu, X. Selection of additive manufacturing processes. Rapid Prototype J. 2017, 23, 434–447. [Google Scholar] [CrossRef]
- Adugna, Y.W.; Akessa, A.D.; Lemu, H.G. Overview study on challenges of additive manufacturing for a healthcare application. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1201, 012041. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.; Ramlan, R. An overview of 3D printing technology: Technological, materials, and applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Khosravani, M.; Berto, F.; Ayatollahi, M.; Reinicke, T. Characterization of 3D-printed PLA parts with different raster orientations and printing speeds. Sci Rep. 2022, 12, 1016. [Google Scholar] [CrossRef]
- Ganeshkumar, S.; Kumar, S.D.; Magarajan, U.; Rajkumar, S.; Arulmurugan, B.; Sharma, S.; Li, C.; Ilyas, R.A.; Badran, M.F. Investigation of Tensile Properties of Different Infill Pattern Structures of 3D-Printed PLA Polymers: Analysis and Validation Using Finite Element Analysis in ANSYS. Materials 2022, 15, 5142. [Google Scholar] [CrossRef]
- Alhazmi, W.; Backar, H. Influence of Infill Density and Orientation on the Mechanical Response of PLA+ Specimens Produced using FDM 3D Printing. Int. J. Adv. Sci. Technol. 2020, 29, 362–3371. [Google Scholar]
- Alvarez, C.; Kenny, L.; Lagos, C.; Rodrigo, F.; Aizpun, M. Investigating the influence of infill percentage on the mechanical properties of fused deposition modeled ABS parts. Ing. E Investig. 2016, 36, 10–116. [Google Scholar]
- Es-Said, O.S.; Foyos, J.; Noorani, R.; Mendelson, M.; Marloth, R.; Pregger, B.A. Effect of layer orientation on mechanical properties of rapid prototyped samples. Mater. Manuf. Process. 2000, 15, 107–122. [Google Scholar] [CrossRef]
- Tanveer, M.Q.; Haleem, A.; Suhaib, M. Effect of variable infill density on mechanical behavior of 3-D printed PLA specimen: An experimental investigation. SN Appl. Sci. 2019, 1, 1701. [Google Scholar] [CrossRef]
- Aloyaydi, B.; Sivasankaran, S.; Mustafa, A. Investigation of infill-patterns on the mechanical response of 3D printed poly-lactic-acid. Polym. Test. 2020, 87, 106557. [Google Scholar] [CrossRef]
- Lee, H.M.; Sung, J.; Ko, B.; Lee, H.; Park, S.; So, H.; Yoon, G.H. Modeling and application of anisotropic hyperelasticity of PDMS polymers with surface patterns obtained by additive manufacturing technology. J. Mech. Behav. Biomed. Mater. 2021, 118, 104412. [Google Scholar] [CrossRef]
- Afshar, R.; Jeanne, S.; Abali, B.E. Nonlinear material modeling for mechanical characterization of 3-D printed PLA polymer with different infill densities. Appl. Compos. Mater. 2023, 30, 987–1001. [Google Scholar] [CrossRef]
- Liu, C.-H.; Hung, P.-T. Effect of the infill density on the performance of a 3D-printed compliant finger. Mater. Des. 2022, 223, 111203. [Google Scholar] [CrossRef]
- Sajjad, R.; Butt, S.U.; Saeed, H.A.; Anwar, M.T.; Rasheed, T. Impact of multiple infill strategy on the structural strength of single build FDM printed parts. J. Manuf. Process. 2023, 89, 105–110. [Google Scholar] [CrossRef]
- Prajapati, S.K.; Gnanamoorthy, R. Effect of the infill percentage of 3D printed Polyetheretherketone under the dry sliding condition. J. Manuf. Process. 2024, 131, 2073–2081. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Yeoh, O.H. Some forms of the strain energy function for rubber. Rubber Chem. Technol. 1993, 66, 754–771. [Google Scholar] [CrossRef]
- Trobentar, B.; Glodež, S.; Zafošnik, B. Gear Tooth Deflection of Spur Polymer Gears; Elsevier: Amsterdam, The Netherlands, 2014; pp. 129–137. [Google Scholar] [CrossRef]
- Yavari, A.; Goriely, A. The Universal Program of Nonlinear Hyperelasticity. J. Elast. 2022, 154, 91–146. [Google Scholar] [CrossRef]
- Bostanabad, R.; Zhang, Y.; Li, X.; Kearney, T.; Brinson, L.C.; Apley, D.W.; Liu, W.K.; Chen, W. Computational microstructure characterization and reconstruction: Review of the state-of-the-art techniques. Prog. Mater. Sci. 2018, 95, 1–41. [Google Scholar] [CrossRef]
- Steinmann, P.; Hossain, M.; Possart, G. Hyperelastic models for rubber-like materials: Consistent tangent operators and suitability for Treloar’s data. Arch. Appl. Mech. 2012, 82, 1183–1217. [Google Scholar] [CrossRef]
- Timbrell, C.; Wiehahn, M.; Cook, G.; Muhr, A.H. Simulation of Crack Propagation in Rubber. In Constitutive Models for Rubber III; Busfield, J., Muhr, A., Eds.; A Balkema Publishers: London, UK, 2003; pp. 11–20. [Google Scholar]
- Ogden, R. Non-linear elastic deformations. Eng. Anal. 1984, 1, 119. [Google Scholar] [CrossRef]
- Sugihardjo, H.; Tavio, T.; Lesmana, Y. FE model of low-grade rubber for modeling housing’s Low-Cost rubber base isolators. Civ. Eng. J. 2018, 4, 24. [Google Scholar] [CrossRef]
- Mooney, M. A theory of large elastic deformation. J. Appl. Phys. 1940, 11, 582–592. [Google Scholar] [CrossRef]
- Rivlin, R.S. Large elastic deformations of isotropic materials IV. further developments of the general theory. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Sci. 1948, 241, 379–397. [Google Scholar] [CrossRef]
- Bol, M.; Reese, S. Finite Element Modeling of Polymer Networks Based on Chain Statistics. In Constitutive Models for Rubber III; Busfield, J., Muhr, A., Eds.; A Balkema Publishers: London, UK, 2003; pp. 203–211. [Google Scholar]
- Gent, A.N. A new constitutive relation for rubber. Rubber Chem. Technol. 1996, 69, 59–61. [Google Scholar] [CrossRef]
- Bergstrom, J.S. Mechanics of Solid Polymers: Theory and Computational Modeling: Theory and Computational Modeling, 1st ed.; William Andrew: Montclair, NJ, USA, 2015. [Google Scholar]
- Yang, H.; Ganzosch, G.; Giorgio, I.; Abali, B.E. Material characterization and computations of a polymeric metamaterial with a pantographic substructure. Z. Angew. Math. Physik 2018, 69, 105. [Google Scholar] [CrossRef]
- Youssef, G. Hyperelastic Behavior of Polymers; Elsevier: Amsterdam, The Netherlands, 2022; pp. 117–144. [Google Scholar] [CrossRef]
- Kreyszig, E. Advanced Engineering Mathematics; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Rosakis, P. Ellipticity and deformations with discontinuous gradients in finite elastostatics. Arch. Ration. Mech. Anal. 1990, 109, 1–37. [Google Scholar] [CrossRef]
- Ruíz, M.J.G.; González, L.Y.S. Comparison of hyperelastic material models in the analysis of fabrics. Int. J. Cloth. Sci. Technol. 2006, 18, 314–325. [Google Scholar] [CrossRef]
- Shabbir, S.; Satyanarayana, B.; Sreeramulu, K. Characterization of hyperelastic material by experimental tests and curve fitting. Mater. Today Proc. 2020, 24, 1670–1679. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3D Printing Parameter | Value |
|---|---|
| Nozzle diameter | 0.254 mm |
| Layer thickness | 0.254 mm |
| Infill pattern | Rectilinear |
| Infill density | 20%, 40%, 60%, 100% |
| Extruder temperature | 300 °C |
| Bed temperature | 110 °C |
| Printing speed | 4.56 mm3/s |
| Material Model | Parameters | Infill Ratios | |||
|---|---|---|---|---|---|
| 0-Degree Orientation | 45-Degree Orientation | ||||
| 20% Infill | 40% Infill | 20% Infill | 40% Infill | ||
| Neo-Hookean | C10 [MPa] | 0.000368 | 423.16 | 234.75 | 295.16 |
| R2 | 0.96 | 0.99 | 0.97 | 0.98 | |
| Mooney–Rivlin (two parameters) | C10 [MPa] | −0.0010679 | −992.41 | 144.46 | −238.79 |
| C01 [MPa] | 0.0011803 | 1114.8 | −87.892 | 319.08 | |
| R2 | 0.98 | 0.98 | 0.98 | 0.98 | |
| Third-order Yeoh | C10 [MPa] | 0.00010649 | 117.43 | 54.947 | 78.469 |
| C20 [MPa] | −9940.5 | −10485 | 2478.2 | −2322.9 | |
| C30 [MPa] | 1,426,200 | 1,902,300 | −427,000 | 252,460 | |
| R2 | 0.99 | 0.98 | 0.99 | 0.99 | |
| Properties | Infill Density | |||
|---|---|---|---|---|
| 20% | 40% | 60% | 100% | |
| Average Young’s modulus [MPa] | 513.78 | 1731.04 | 1867.32 | 2394.81 |
| Tensile stress at yield [MPa] | 2.1 | 6.766 | 7.365 | 11.8 |
| Tensile strain at break [%] | 4.7 | 4.266 | 4.33 | 5.8 |
| Material Model | Parameters | Infill Ratios | |||
|---|---|---|---|---|---|
| 20% | 40% | 60% | 100% | ||
| Neo-Hookean | C10 [MPa] | 74.11 | 236.465 | 281.525 | 343.195 |
| Mooney–Rivlin (two parameters) | C10 [MPa] | −1032.1 | −2400.5 | −4707.5 | −4486.1 |
| C01 [MPa] | 1128.5 | 2688.1 | 5079.3 | 4917.4 | |
| Mooney–Rivlin (three parameters) | C10 [MPa] | 507.51 | −1074.8 | 3960.5 | 6640.5 |
| C01 [MPa] | −423.31 | 1356.7 | −3649.8 | −6286.5 | |
| C11 [MPa] | −7383.7 | −8471.3 | −45,753 | −59,236 | |
| Third-order Yeoh | C10 [MPa] | 85.733 | 268.55 | 269.26 | 380.22 |
| C20 [MPa] | −3240.3 | −8871.3 | −9808.2 | 262.73 | |
| C30 [MPa] | −593,570 | −2,226,500 | −1,926,100 | −9,335,700 | |
| Hyperelastic Model | Infill Density | |||
|---|---|---|---|---|
| 20% | 40% | 60% | 100% | |
| Neo-Hookean | 0.9357 | 0.9261 | 0.9295 | 0.931 |
| Two-parameter Mooney–Rivlin | 0.9999 | 0.9995 | 0.9515 | 0.9992 |
| Three-parameter Mooney–Rivlin | 1 | 0.9998 | 1 | 0.9996 |
| Third-order Yeoh | 1 | 0.9999 | 1 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhuiyan, M.Z.H.; Khanafer, K. Exploring the Nonlinear Mechanical Characteristics of 3D-Printed ABS with Varying Infill Densities. J. Manuf. Mater. Process. 2025, 9, 103. https://doi.org/10.3390/jmmp9030103
Bhuiyan MZH, Khanafer K. Exploring the Nonlinear Mechanical Characteristics of 3D-Printed ABS with Varying Infill Densities. Journal of Manufacturing and Materials Processing. 2025; 9(3):103. https://doi.org/10.3390/jmmp9030103
Chicago/Turabian StyleBhuiyan, Md Zisanul Haque, and Khalil Khanafer. 2025. "Exploring the Nonlinear Mechanical Characteristics of 3D-Printed ABS with Varying Infill Densities" Journal of Manufacturing and Materials Processing 9, no. 3: 103. https://doi.org/10.3390/jmmp9030103
APA StyleBhuiyan, M. Z. H., & Khanafer, K. (2025). Exploring the Nonlinear Mechanical Characteristics of 3D-Printed ABS with Varying Infill Densities. Journal of Manufacturing and Materials Processing, 9(3), 103. https://doi.org/10.3390/jmmp9030103