
Application of Pattern Search and Genetic Algorithms to Optimize HDPE Pipe Joint Profiles and Strength in the Butt Fusion Welding Process



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Regression Analysis and ANOVA
3.2. Artificial Neural Network (ANN)
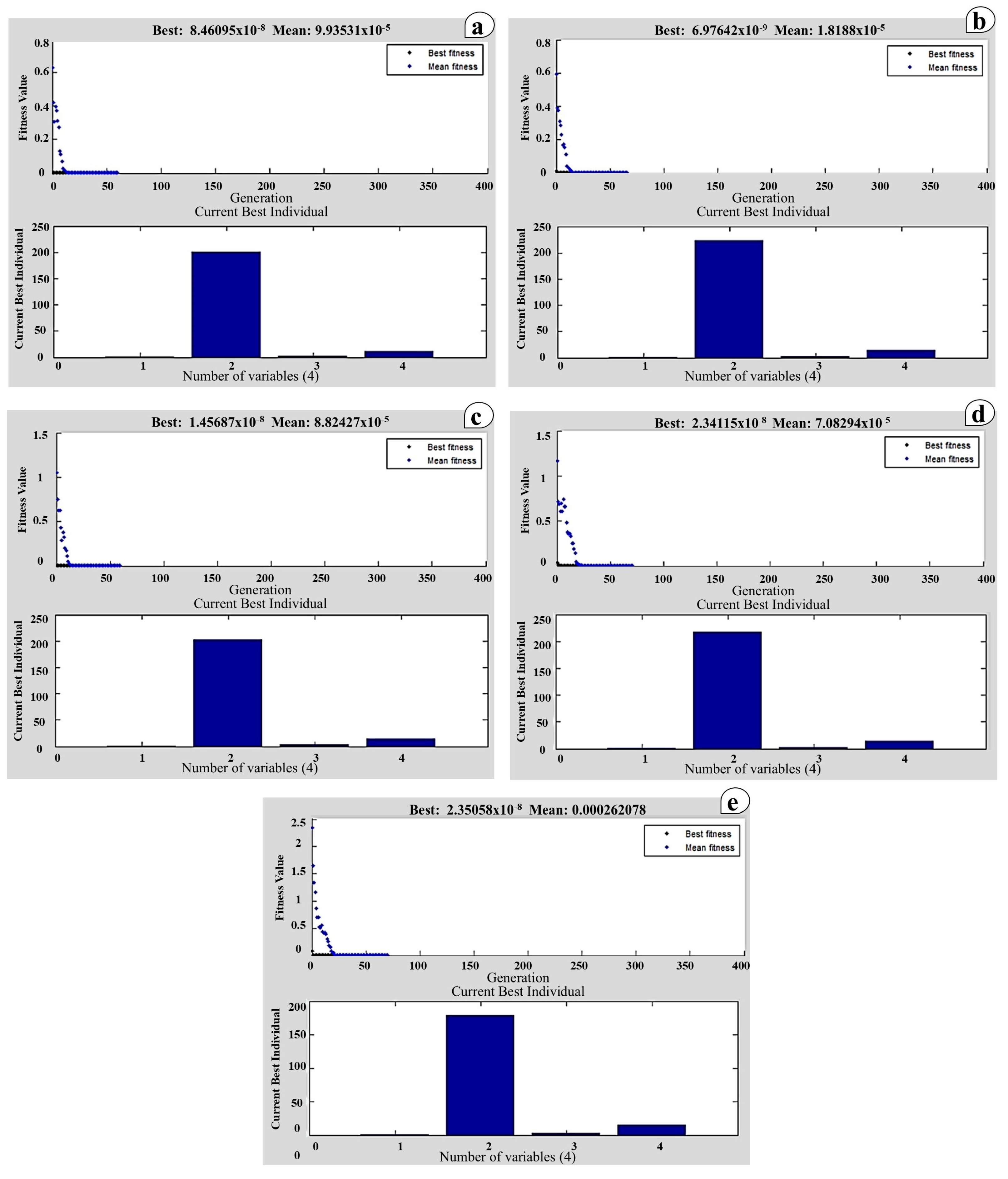
3.3. Genetic Algorithm Optimization
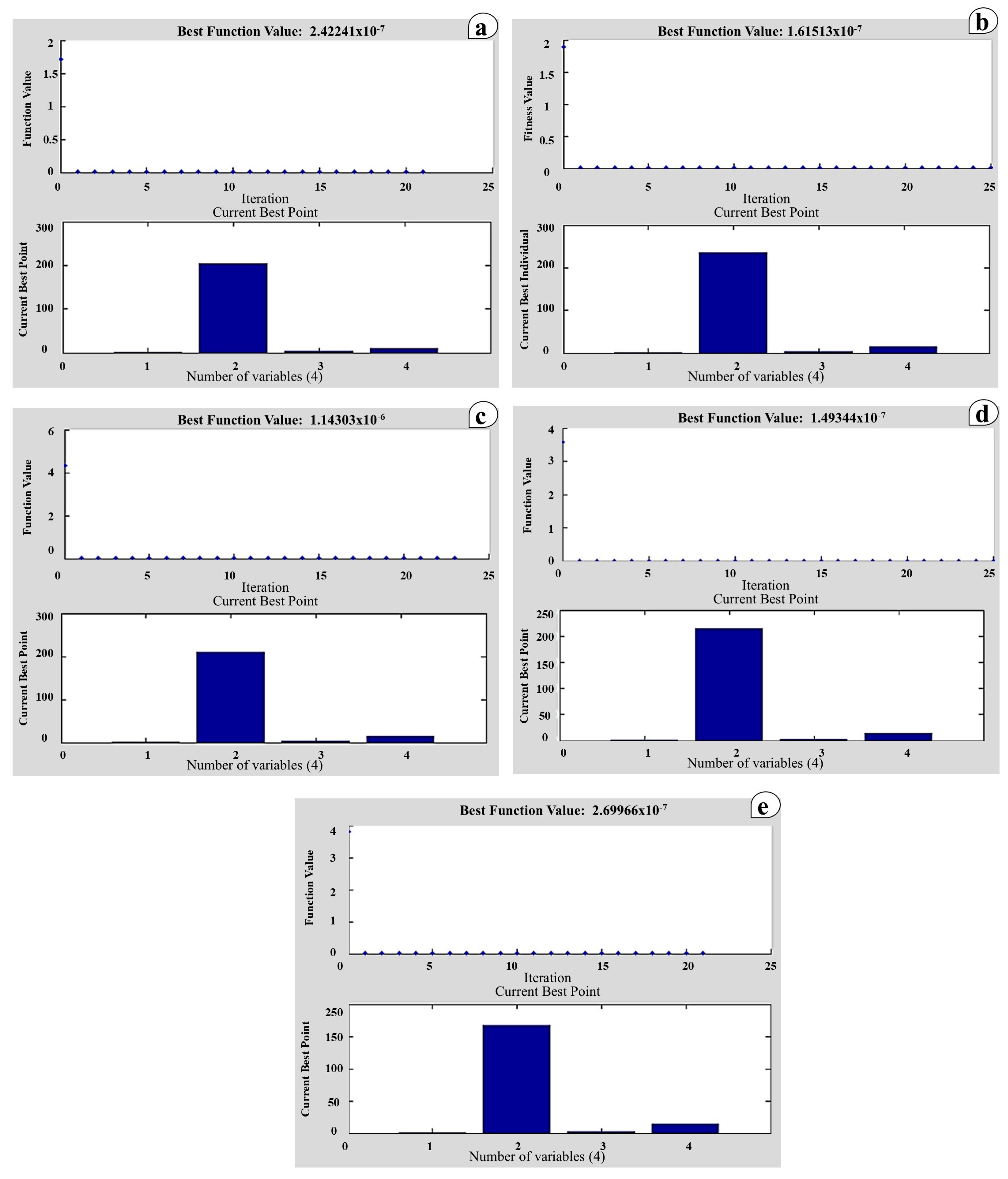
3.4. Pattern Search Optimization
4. Conclusions
- The heater plate temperature is most significant for the welding joint profile, while the welding pressure is most significant for the joint’s tensile strength.
- The results of the trained ANN model were more closely related to the experimental results than those of the regression analysis model based on ANOVA.
- Within certain limits, the combined increase in heater plate temperature and welding pressure leads to a significant increase in tensile strength and weld profiles for both upper and lower surfaces.
- For HDPE pipe joining, both pattern search and genetic algorithms can be considered suitable approaches for optimizing butt fusion welding parameters, with pattern search having a relative preference.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Albertsson, A.C. Long-Term Properties of Polyolefins: Preface; Springer Science & Business Media: Berlin, Germany, 2004. [Google Scholar]
- Khajouei, M.; Khamani, S.; Adavi, K. Hybrid pipes for high performance and reliability. In Polymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental Impacts; Gulf Professional Publishing: Houston, TX, USA, 2023. [Google Scholar] [CrossRef]
- Ren, Y.; Sun, X.; Chen, L.; Li, Y.; Sun, M.; Duan, X.; Liang, W. Structures and impact strength variation of chemically crosslinked high-density polyethylene: Effect of crosslinking density. RSC Adv. 2021, 11, 6791–6797. [Google Scholar] [CrossRef] [PubMed]
- Tariq, F.; Naz, N.; Khan, M.A.; Baloch, R.A. Failure analysis of high density polyethylene butt weld joint. J. Fail. Anal. Prev. 2012, 12, 168–180. [Google Scholar] [CrossRef]
- Bai, C.; Lin, R.; Lai, H.S. Investigation of Creep Behavior of HDPE Pipe Butt Fusion Welded Joints Using a Stepped Isostress Method. Polymers 2024, 16, 1803. [Google Scholar] [CrossRef] [PubMed]
- Riahi, M.; Kooshayan, K.; Ghanati, M.F. Analysis of effect of pressure and heat on mechanical characteristics of butt fusion welding of polyethylene pipes. Polym.-Plast. Technol. Eng. 2011, 50, 907–915. [Google Scholar] [CrossRef]
- Lee, B.Y.; Kim, J.S.; Lee, S.Y.; Kim, Y.K. Butt-welding technology for double walled Polyethylene pipe. Mater. Des. 2012, 35, 626–632. [Google Scholar] [CrossRef]
- Tao, Y.; Guo, W.; Shi, Y.; Miao, C.; Tang, P. Study on Molten Zone of Butt Fusion Welding Process With Phased Array Ultrasonic Technology for Polyethylene Pipe. In Proceedings of the ASME 2023 Pressure Vessels & Piping Conference, Atlanta, GA, USA, 16–21 July 2023. V001T01A011. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, L.; You, Q.; Peng, Y.; Zhang, Q. Design of an Intelligent Butt-Fusing Welding Machine for HDPE Pipes. In Proceedings of the ASME 2022 Pressure Vessels & Piping Conference, Volume 1: Codes and Standards, Las Vegas, NV, USA, 17–22 July 2022. V001T01A005. [Google Scholar] [CrossRef]
- Shapheek, M.; Shrivastava, N. Optimization of cooling time for polyethylene fusion joints. Mater. Today Proc. 2019, 28, 1267–1272. [Google Scholar] [CrossRef]
- Bucknall, C.B.; Drinkwater, I.C.; Smith, G.R. Hot plate welding of plastics: Factors affecting weld strength. Polym. Eng. Sci. 1980, 20, 432–440. [Google Scholar] [CrossRef]
- Pathak, S.; Pradhan, S.K. Experimentation and optimization of HDPE pipe electro fusion and butt fusion welding processes. Mater. Today Proc. 2019, 27, 2925–2929. [Google Scholar] [CrossRef]
- Shaheer, M. Effects of Welding Parameters on the Integrity and Structure of Hdpe Pipe Butt Fusion Welds. Ph.D. Thesis, Brunel University London, London, UK, 2017. [Google Scholar]
- Lai, H.S.; Tun, N.N.; Yoon, K.B.; Kil, S.H. Effects of defects on failure of butt fusion welded polyethylene pipe. Int. J. Press. Vessel. Pip. 2016, 139–140. [Google Scholar] [CrossRef]
- Faraz, A.; Zai, B.A.; Nisar, S.; Mansoor, A.; Ali, R. Measurement of structural performance of fusion weld with change of welding parameters in high-density polyethylene. J. Test. Eval. 2021, 49, 4364–4377. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, B.; Xiang, A.; Jiao, D.; Yu, F.; Zhang, Q.; Zhao, X. Comparative study on the performance of butt fusion-welding processes for nuclear safety class large-diameter thick-walled PE pipes. Nucl. Eng. Technol. 2024, 139–140, 117–122. [Google Scholar] [CrossRef]
- Alkaki, S.S.; Kaman, M.O. Mechanical properties of electro and butt fusion welded high-density polyethylene pipes. Mater. Test. 2019, 61, 337–343. [Google Scholar] [CrossRef]
- Xingmin, Z.; Zhao, J.; Yan, J. Study on Constitutive Model for Butt Fusion Welded Joint of High density Polyethylene Pipe. China Plast. 2021, 35, 65–71. [Google Scholar] [CrossRef]
- Wan, Z.; Meng, D.; Zhao, Y.; Zhang, D.; Wang, Q.; Shan, J.; Song, J.; Wang, G.; Wu, A. Improvement on the tensile properties of 2219-T8 aluminum alloy TIG welding joint with weld geometry optimization. J. Manuf. Process. 2021, 67, 275–285. [Google Scholar] [CrossRef]
- Jassim, R.J.; Lieth, H.M.; Al-Sabur, R.; Alsahlani, A. Influence of welding parameters on optimization of the tensile strength and peak temperature in AISI 1020 alloy joints welded by SAW. In AIP Conference Proceedings; AIP Publishing: College Park, MD, USA, 2022; p. 020042. [Google Scholar] [CrossRef]
- Unt, A.; Salminen, A. Effect of welding parameters and the heat input on weld bead profile of laser welded T-joint in structural steel. J. Laser Appl. 2015, 27, S29002. [Google Scholar] [CrossRef]
- Riofrío, P.G.; Ferreira, J.A.; Capela, C.A. Imperfections and modelling of the weld bead profile of laser butt joints in hsla steel thin plate. Metals 2021, 11, 151. [Google Scholar] [CrossRef]
- Khalaf, H.I.; Al-Sabur, R.; Demiral, M.; Tomków, J.; Łabanowski, J.; Abdullah, M.E.; Aghajani Derazkola, H. The Effects of Pin Profile on HDPE Thermomechanical Phenomena during FSW. Polymers 2022, 14, 4632. [Google Scholar] [CrossRef]
- Zhao, H.; Shen, Z.; Booth, M.; Wen, J.; Fu, L.; Gerlich, A.P. Calculation of welding tool pin width for friction stir welding of thin overlapping sheets. Int. J. Adv. Manuf. Technol. 2018, 98, 1721–1731. [Google Scholar] [CrossRef]
- ASTM D 3035: 2008; Standard Specification for Polyethylene (PE) Plastic Pipe (DR-PR) Based on Controlled Outside Diameter. ASMT: West Conshohocken, PA, USA, 2008.
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. Book of ASTM Standards. ASMT: West Conshohocken, PA, USA, 2022.
- Belaziz, A.; Mohamed, M. Experimental Study of the Weld Bead Zones of a High-Density Polyethylene Pipe (HDPE). J. Fail. Anal. Prev. 2018, 18, 667–676. [Google Scholar] [CrossRef]
- Djebli, A.; Aid, A.; Bendouba, M.; Talha, A.; Benseddiq, N.; Benguediab, M.; Zengah, S. Uniaxial Fatigue of HDPE-100 Pipe. Experimental Analysis. Eng. Technol. Appl. Sci. Res. 2014, 4, 600–604. [Google Scholar] [CrossRef]
- Velarde, G.; Binroth, C. Regression analysis: A good practice for parameter exploration and optimisation in laser welding process. Weld. Cut. 2011, 10, 322–328. [Google Scholar]
- Chikh, A.; Serier, M.; Al-Sabur, R.; Siddiquee, A.N.; Gangil, N. Thermal Modeling of Tool-Work Interface during Friction Stir Welding Process. Russ. J. Non-Ferr. Met. 2022, 63, 690–700. [Google Scholar] [CrossRef]
- Chicco, D.; Warrens, M.J.; Jurman, G. The coefficient of determination R-squared is more informative than SMAPE, MAE, MAPE, MSE and RMSE in regression analysis evaluation. PeerJ Comput. Sci. 2021, 7, e623. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, M.A.; Sheikh, A.K.; Nazir, K. Design of experiment based statistical approaches to optimize submerged arc welding process parameters. ISA Trans. 2019, 94, 307–315. [Google Scholar] [CrossRef] [PubMed]
- Al-Sabur, R. Tensile strength prediction of aluminium alloys welded by FSW using response surface methodology—Comparative review. Mater. Today Proc. 2021, 45, 4504–4510. [Google Scholar] [CrossRef]
- Zhao, D.; Wang, Y.; Liang, D.; Ivanov, M. Performances of regression model and artificial neural network in monitoring welding quality based on power signal. J. Mater. Res. Technol. 2020, 9, 1231–1240. [Google Scholar] [CrossRef]
- Al-Sabur, R.; Slobodyan, M.; Chhalotre, S.; Verma, M. Contact resistance prediction of zirconium joints welded by small scale resistance spot welding using ANN and RSM models. Mater. Today Proc. 2021, 47, 5907–5911. [Google Scholar] [CrossRef]
- Kumar, R.; Aggarwal, R.K.; Sharma, J.D. Comparison of regression and artificial neural network models for estimation of global solar radiations. Renew. Sustain. Energy Rev. 2015, 52, 1294–1299. [Google Scholar] [CrossRef]
- Faraz, A.; Nisar, S.; Khan, M.A. Effect of welding parameters on the structural performance of fusion welded extruded and injection molded HDPE joints. J. Space Technol. 2014, 1, 114–119. [Google Scholar]
- Dai, H.; Peng, J. The effects of welded joint characteristics on its properties in HDPE thermal fusion welding. Mod. Phys. Lett. B 2017, 31, 1750185. [Google Scholar] [CrossRef]
- Brown, E.C.; Sumichrast, R.T. Evaluating performance advantages of grouping genetic algorithms. Eng. Appl. Artif. Intell. 2005, 18, 1–12. [Google Scholar] [CrossRef]
- Ahire, P.G.; Patil, U.S.; Kadam, M.S. Genetic Algorithm Based Optimization of the Process Parameters for Manual Metal Arc Welding of Dissimilar Metal Joint. Procedia Manuf. 2018, 20, 106–112. [Google Scholar] [CrossRef]
- Kang, J.; Chen, X.; Shao, Z. Optimization of High-Density Polyethylene Process Based on Molecular Weight Distribution and Chemical Composition Distribution under Uncertainty. In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2015; Volume 37, pp. 881–886. [Google Scholar] [CrossRef]
- Alzantot, M.; Zhang, H.; Sharma, Y.; Hsieh, C.J.; Chakraborty, S.; Srivastava, M.B. GenatTack: Practical black-box attacks with gradient-free optimization. In Proceedings of the GECCO 2019—Proceedings of the 2019 Genetic and Evolutionary Computation Conference, Prague, Czech Republic, 13–17 July 2019. [Google Scholar] [CrossRef]
- Wang, S.; Da, X.; Li, M.; Han, T. Adaptive backtracking search optimization algorithm with pattern search for numerical optimization. J. Syst. Eng. Electron. 2016, 27, 395–406. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Singh, M.; Gupta, M.K.; Mia, M.; Dhanda, A. Multi-objective parametric appraisal of pulsed current gas tungsten arc welding process by using hybrid optimization algorithms. Int. J. Adv. Manuf. Technol. 2019, 101, 1107–1123. [Google Scholar] [CrossRef]
- Simoncini, M.; Costa, A.; Fichera, S.; Forcellese, A. Experimental analysis and optimization to maximize ultimate tensile strength and ultimate elongation of friction stir welded aa6082 aluminum alloy. Metals 2021, 11, 69. [Google Scholar] [CrossRef]
- Guo, Z.; Jiang, H.; He, L.; Lei, Z.; Bai, R. CNN-empowered identification of heat source parameters from the cross-section profile of laser-welded zone. Int. J. Adv. Manuf. Technol. 2024, 130, 5441–5455. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Parameters | Unit | Code Level Value | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Welding Pressure | Bar | 0.2 | 0.6 | 1 |
| Heater Temperature | °C | 160 | 200 | 240 |
| Soaking Time | Minute | 2 | 6 | |
| Cooling Time | Minute | 10 | 15 | |
| Run | P (bar) | T (°C) | ST (min) | CT (min) | Cap | Root | Tensile Stress (MPa) | ||
|---|---|---|---|---|---|---|---|---|---|
| Height (mm) | Width (mm) | Height (mm) | Width (mm) | ||||||
| 1 | 0.2 | 160 | 2 | 10 | 2.0 | 4.3 | 2.5 | 3.0 | 35.13 |
| 2 | 0.2 | 160 | 2 | 15 | 1.3 | 5.3 | 3.1 | 4.0 | 32.48 |
| 3 | 0.2 | 160 | 6 | 10 | 1.8 | 5.6 | 3.3 | 5.0 | 26.75 |
| 4 | 0.2 | 160 | 6 | 15 | 2.2 | 6.0 | 4.0 | 5.2 | 31.23 |
| 5 | 0.2 | 200 | 2 | 10 | 2.1 | 5.7 | 3.5 | 5.2 | 29.54 |
| 6 | 0.2 | 200 | 2 | 15 | 6.0 | 10.0 | 4.0 | 11.0 | 34.59 |
| 7 | 0.2 | 200 | 6 | 10 | 3.0 | 7.0 | 4.4 | 7.0 | 29.46 |
| 8 | 0.2 | 200 | 6 | 15 | 2.0 | 8.4 | 4.9 | 5.7 | 35.21 |
| 9 | 0.2 | 240 | 2 | 10 | 2.6 | 6.0 | 3.2 | 5.0 | 30.58 |
| 10 | 0.2 | 240 | 2 | 15 | 2.5 | 5.4 | 4.0 | 5.6 | 26.43 |
| 11 | 0.2 | 240 | 6 | 10 | 3.2 | 8.2 | 6.7 | 9.8 | 25.42 |
| 12 | 0.2 | 240 | 6 | 15 | 4.0 | 11.6 | 6.0 | 7.5 | 35.65 |
| 13 | 0.6 | 160 | 2 | 10 | 1.7 | 4.0 | 3.0 | 3.5 | 35.42 |
| 14 | 0.6 | 160 | 2 | 15 | 1.7 | 4.0 | 1.7 | 3.4 | 35.18 |
| 15 | 0.6 | 160 | 6 | 10 | 2.0 | 6.0 | 7.0 | 2.5 | 44.18 |
| 16 | 0.6 | 160 | 6 | 15 | 2.6 | 7.0 | 2.5 | 7.0 | 31.56 |
| 17 | 0.6 | 200 | 2 | 10 | 4.2 | 6.1 | 5.0 | 7.0 | 37.23 |
| 18 | 0.6 | 200 | 2 | 15 | 3.0 | 5.0 | 3.4 | 4.4 | 33.45 |
| 19 | 0.6 | 200 | 6 | 10 | 3.2 | 9.2 | 4.8 | 6.0 | 32.87 |
| 20 | 0.6 | 200 | 6 | 15 | 4.6 | 10.0 | 4.8 | 8.7 | 38.17 |
| 21 | 0.6 | 240 | 2 | 10 | 2.5 | 8.1 | 4.3 | 7.2 | 39.37 |
| 22 | 0.6 | 240 | 2 | 15 | 3.0 | 6.7 | 3.0 | 7.7 | 42.22 |
| 23 | 0.6 | 240 | 6 | 10 | 4.3 | 11.3 | 6.2 | 10.2 | 38.93 |
| 24 | 0.6 | 240 | 6 | 15 | 4.2 | 9.0 | 6.0 | 9.4 | 43.61 |
| 25 | 1 | 160 | 2 | 10 | 2.0 | 5.5 | 2.6 | 6.0 | 25.57 |
| 26 | 1 | 160 | 2 | 15 | 2.0 | 4.4 | 3.4 | 3.5 | 30.77 |
| 27 | 1 | 160 | 6 | 10 | 3.3 | 8.2 | 4.0 | 7.0 | 42.59 |
| 28 | 1 | 160 | 6 | 15 | 2.7 | 8.0 | 3.0 | 7.7 | 42.59 |
| 29 | 1 | 200 | 2 | 10 | 2.4 | 7.5 | 2.8 | 8.3 | 37.36 |
| 30 | 1 | 200 | 2 | 15 | 4.0 | 9.0 | 6.0 | 10.0 | 39.75 |
| 31 | 1 | 200 | 6 | 10 | 6.0 | 10.0 | 8.0 | 9.0 | 40.58 |
| 32 | 1 | 200 | 6 | 15 | 4.5 | 9.0 | 6.0 | 10.0 | 31.03 |
| 33 | 1 | 240 | 2 | 10 | 3.2 | 8.5 | 4.0 | 9.5 | 38.49 |
| 34 | 1 | 240 | 2 | 15 | 4.0 | 8.0 | 4.0 | 9.0 | 38.03 |
| 35 | 1 | 240 | 6 | 10 | 5.0 | 13.0 | 6.0 | 9.0 | 39.75 |
| 36 | 1 | 240 | 6 | 15 | 5.5 | 10.0 | 6.0 | 12.5 | 40.25 |
| Terms | Regression Analysis Equation |
|---|---|
| Cap Height (Ch) | |
| Cap Width (Cw) | |
| Root Height (Rh) | |
| Root Width (Rw) | |
| Tensile Strength (TS) | |
| : welding pressure, : heater temperature, : soaking time, : cooling time. | |
| Source | DF | Joint Cap Height | Joint Cap Width | ||
|---|---|---|---|---|---|
| F-Value | p-Value | F-Value | p-Value | ||
| Regression | 12 | 4.61 | 0.001 | 3.58 | 0.004 |
| P (bar) | 1 | 0.38 | 0.543 | 0.01 | 0.916 |
| T (°C) | 1 | 6.91 | 0.015 | 2.25 | 0.147 |
| ST (min) | 1 | 0.23 | 0.634 | 0.13 | 0.721 |
| CT (min) | 1 | 0.00 | 0.969 | 0.04 | 0.844 |
| P (bar) * P (bar) | 1 | 0.21 | 0.653 | 0.04 | 0.835 |
| T (°C) * T (°C) | 1 | 8.46 | 0.008 | 2.88 | 0.103 |
| P (bar) * T (°C) | 1 | 0.62 | 0.439 | 0.00 | 0.991 |
| P (bar) * ST (min) | 1 | 5.49 | 0.028 | 0.05 | 0.818 |
| P (bar) * CT (min) | 1 | 0.35 | 0.558 | 0.07 | 0.789 |
| T (°C) * ST (min) | 1 | 1.17 | 0.291 | 1.68 | 0.207 |
| T (°C) * CT (min) | 1 | 0.45 | 0.511 | 0.37 | 0.550 |
| ST (min) * CT (min) | 1 | 0.71 | 0.408 | 1.82 | 0.190 |
| Error | 23 | ||||
| Total | 35 | ||||
| Source | DF | Joint Root Height | Joint Root Width | Tensile Strength | |||
|---|---|---|---|---|---|---|---|
| F-Value | p-Value | F-Value | p-Value | F-Value | p-Value | ||
| Regression | 12 | 8.30 | 0.000 | 4.45 | 0.001 | 2.05 | 0.068 |
| P (bar) | 1 | 0.09 | 0.767 | 0.97 | 0.336 | 0.86 | 0.363 |
| T (°C) | 1 | 4.90 | 0.037 | 3.48 | 0.075 | 0.32 | 0.579 |
| ST (min) | 1 | 0.05 | 0.830 | 0.10 | 0.752 | 0.06 | 0.815 |
| CT (min) | 1 | 2.57 | 0.123 | 0.13 | 0.724 | 0.27 | 0.608 |
| P (bar) * P (bar) | 1 | 1.31 | 0.263 | 2.21 | 0.151 | 4.90 | 0.037 |
| T (°C) * T (°C) | 1 | 3.66 | 0.068 | 2.85 | 0.105 | 0.13 | 0.725 |
| P (bar) * T (°C) | 1 | 0.49 | 0.490 | 0.56 | 0.462 | 1.54 | 0.227 |
| P (bar) * ST (min) | 1 | 0.77 | 0.391 | 0.09 | 0.767 | 2.05 | 0.165 |
| P (bar) * CT (min) | 1 | 5.71 | 0.025 | 0.00 | 0.991 | 0.86 | 0.363 |
| T (°C) * ST (min) | 1 | 1.43 | 0.244 | 0.17 | 0.688 | 0.51 | 0.483 |
| T (°C) * CT (min) | 1 | 0.86 | 0.364 | 0.11 | 0.740 | 0.77 | 0.390 |
| ST (min) * CT (min) | 1 | 0.05 | 0.828 | 0.18 | 0.678 | 0.03 | 0.869 |
| Error | 23 | ||||||
| Total | 35 | ||||||
| Outputs | Mean Values | P (bar) | T (°C) | ST (min) | CT (min) |
|---|---|---|---|---|---|
| Cap Height (mm) | 3.5 mm | 0.95 | 201 | 2.1 | 11.5 |
| Cap Width (mm) | 8 mm | 0.93 | 202 | 3.4 | 14.5 |
| Root Height (mm) | 4.5 mm | 0.87 | 224 | 2.48 | 14.1 |
| Root Width (mm) | 7 mm | 0.54 | 218 | 2.33 | 14.2 |
| Tensile Strength (MPa) | 35 MPa | 0.45 | 179 | 2.6 | 14.5 |
| Parameters | Function |
|---|---|
| Poll Method | GPS positive basis 2 N |
| Complete Poll | Off |
| Polling Order | Consecutive |
| Mesh Size | 1 |
| Expansion Factor | 2 |
| Contraction Factor | 0.5 |
| Outputs | Mean Values | P (bar) | T (°C) | ST (min) | CT (min) |
|---|---|---|---|---|---|
| Cap Height (mm) | 3.5 mm | 0.933 | 204 | 2.24 | 10.5 |
| Cap Width (mm) | 8 mm | 0.65 | 199 | 4.3 | 13.2 |
| Root Height (mm) | 4.5 mm | 0.911 | 235 | 2.58 | 14.23 |
| Root Width (mm) | 7 mm | 0.483 | 215 | 2.9 | 13.5 |
| Tensile Strength (MPa) | 35 MPa | 0.45 | 167 | 2.74 | 14.6 |
| Parameters | Method | Mean Values | P (bar) | T (°C) | ST (min) | CT (min) | Best Value |
|---|---|---|---|---|---|---|---|
| Cap Height (mm) | GA | 3.5 mm | 0.95 | 201 | 2.1 | 11.5 | 3.4859 mm |
| PS | 0.933 | 204 | 2.24 | 10.5 | 3.4978 mm | ||
| Cap Width (mm) | GA | 8 mm | 0.93 | 202 | 3.4 | 14.5 | 7.9831 mm |
| PS | 0.906 | 210.7 | 3.02 | 13.95 | 8.0026 mm | ||
| Root Height (mm) | GA | 4.5 mm | 0.87 | 224 | 2.48 | 14.1 | 4.4954 mm |
| PS | 0.911 | 235 | 2.58 | 14.23 | 4.4989 mm | ||
| Root Width (mm) | GA | 7 mm | 0.54 | 218 | 2.33 | 14.2 | 6.9822 mm |
| PS | 0.483 | 215 | 2.9 | 13.5 | 6.9852 mm | ||
| Tensile Strength (MPa) | GA | 35 MPa | 0.45 | 179 | 2.6 | 14.5 | 35.2044 MPa |
| PS | 0.45 | 167 | 2.74 | 14.6 | 34.9975 MPa |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mathkoor, M.S.; Jassim, R.J.; Al-Sabur, R. Application of Pattern Search and Genetic Algorithms to Optimize HDPE Pipe Joint Profiles and Strength in the Butt Fusion Welding Process. J. Manuf. Mater. Process. 2024, 8, 187. https://doi.org/10.3390/jmmp8050187
Mathkoor MS, Jassim RJ, Al-Sabur R. Application of Pattern Search and Genetic Algorithms to Optimize HDPE Pipe Joint Profiles and Strength in the Butt Fusion Welding Process. Journal of Manufacturing and Materials Processing. 2024; 8(5):187. https://doi.org/10.3390/jmmp8050187
Chicago/Turabian StyleMathkoor, Mahdi Saleh, Raad Jamal Jassim, and Raheem Al-Sabur. 2024. "Application of Pattern Search and Genetic Algorithms to Optimize HDPE Pipe Joint Profiles and Strength in the Butt Fusion Welding Process" Journal of Manufacturing and Materials Processing 8, no. 5: 187. https://doi.org/10.3390/jmmp8050187
APA StyleMathkoor, M. S., Jassim, R. J., & Al-Sabur, R. (2024). Application of Pattern Search and Genetic Algorithms to Optimize HDPE Pipe Joint Profiles and Strength in the Butt Fusion Welding Process. Journal of Manufacturing and Materials Processing, 8(5), 187. https://doi.org/10.3390/jmmp8050187