2.1. Polymer Selection and Characterization
Three grades of polypropylene were selected for this work to study the effect of their melt rheology on processing. The first resin (PP) was virgin Borealis polypropylene (BB125MO 19C24AB3, Borealis, Houston, TX, USA). The virgin material is an extrusion or blow molding grade heterophasic PP copolymer. The material was selected to compare with the recycled film waste. It should be noted that it was impossible to identify the exact commercial grade used for the film waste; hence, an assumption was made when selecting the benchmark virgin grade. The second resin (RPP) was obtained from a 100% post-industrial BOPP film waste stream (Green Isoplen X201R, SER North America LLC, Anderson, IN, USA). This material was pretreated, compounded, and pelletized by the supplier. The second resin was processed as received from the recycling facility. The third resin (MRPP) was a modified version of the RPP in which the molecular weight was further reduced through high-speed extrusion (KZW15TW-45/60MG-NH-4400-UM, Technovel, Gastonia, NC, USA) at UMass Lowell. This was performed by extruding the RPP at 4000 rpm with the temperature profile defined in
Table 2.
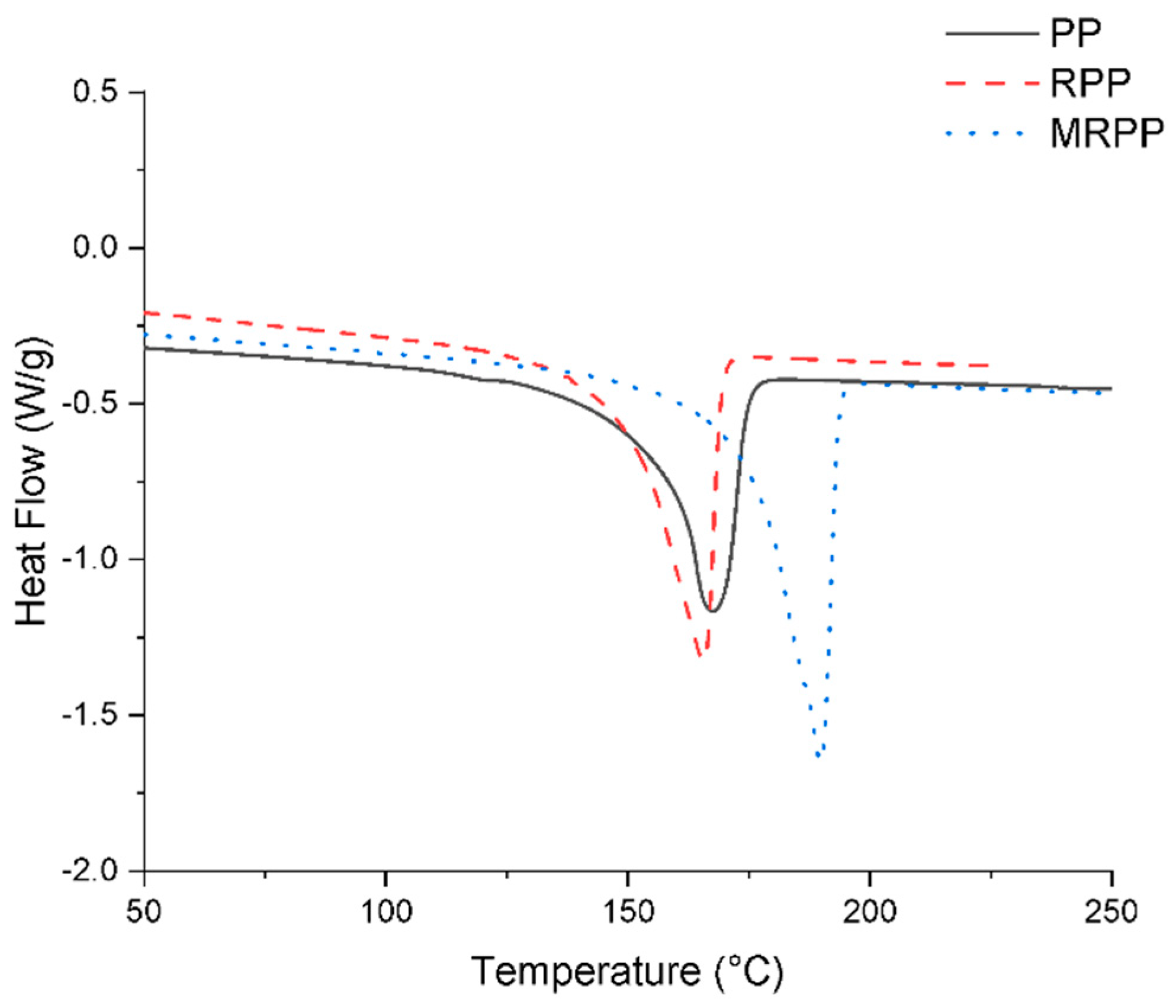
Thermal Gravimetric Analysis (TGA, TGA 2 SF, Mettler Toledo, Greifensee, Switzerland) was performed from 0 °C to 600 °C with a ramp rate of 20 °C/min to gather polymer degradation data. Differential Scanning Calorimetry (DSC, DSC 3+, Mettler Toledo, Greifensee, Switzerland) was performed between 0 °C and 250 °C with a heating rate of 10 °C/min and a cooling rate of 5 °C/min to assess the melting behavior and capacity for crystallization of the polymers.
The melt flow rate was obtained on the Dynisco Laboratory Melt Indexer (Series 5000, Dynisco, Franklin, MA, USA) following ASTM D1238-10 [
33] at 230 °C. Density testing was conducted on the density tester (MS303TS/00, Mettler Toledo, Greifensee, Switzerland) following ASTM D792 [
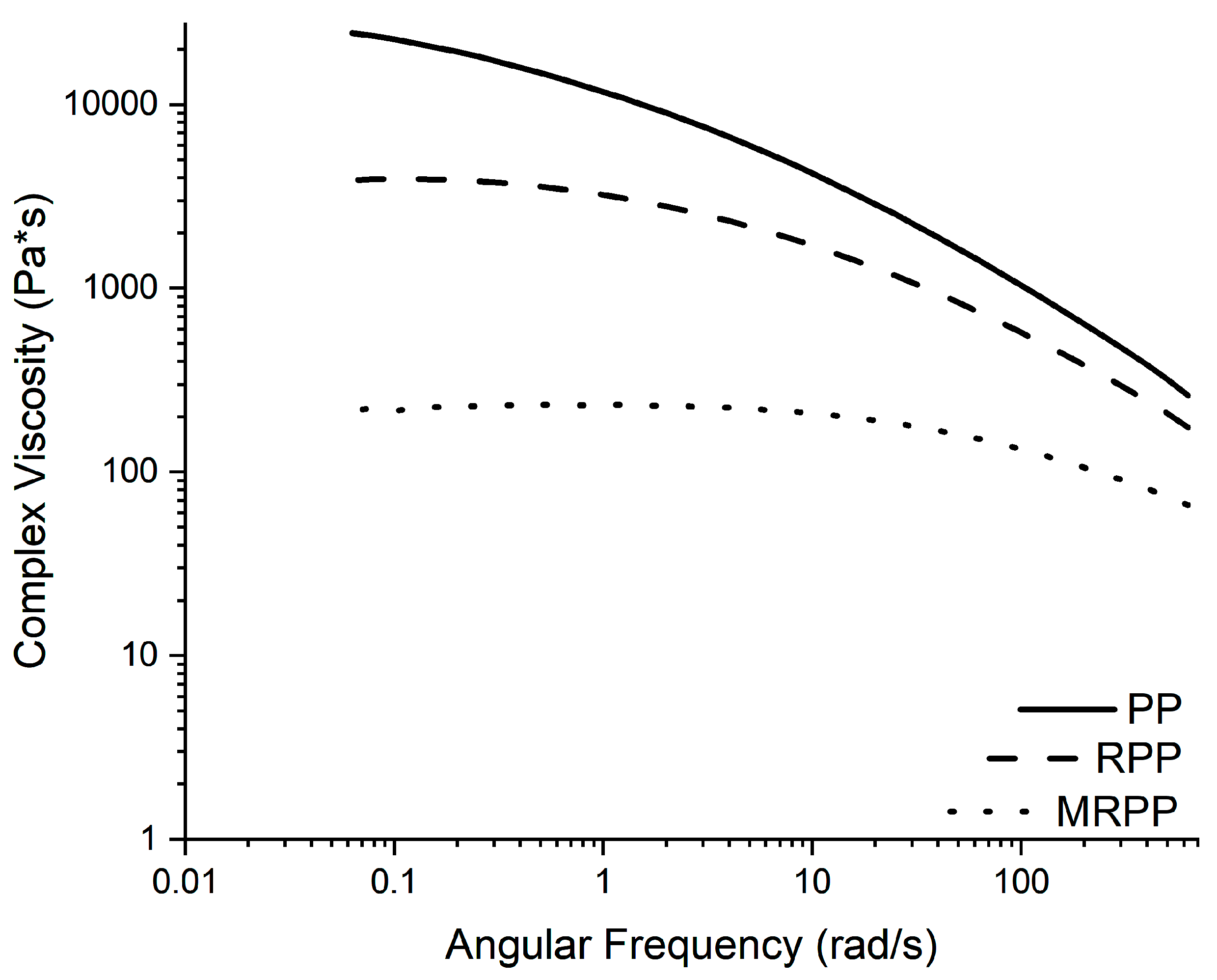
34]. A rotational rheometer (ARES-G2, TA Instruments, Newark, DE, USA) with 25 mm stainless steel parallel plates was used to characterize the rheological properties. Disc-shaped specimens were prepared using an Xplore injection molding machine (IM 12, Xplore, Sittard, the Netherlands). Strain sweeps were conducted at 170 °C to identify a strain in the linear viscoelastic region for frequency sweeps. Frequency sweeps from 0.01 Hz to 100 Hz were performed at 170 °C with a strain percentage between 2% and 5%. The lowest frequency data point from each curve was approximated as the zero-shear viscosity, and data points at ~30Hz (200 rad/s) were considered high-shear-rate viscosity, which represented the viscosity of the material in the injection molding process.
The differences between the three materials were investigated by focusing on their chemical compositions, thermal properties, and rheology. The properties of the resins are discussed in this section before their processing behavior and correlations with energy are analyzed.
Table 3 summarizes the critical material properties of the three resins investigated.
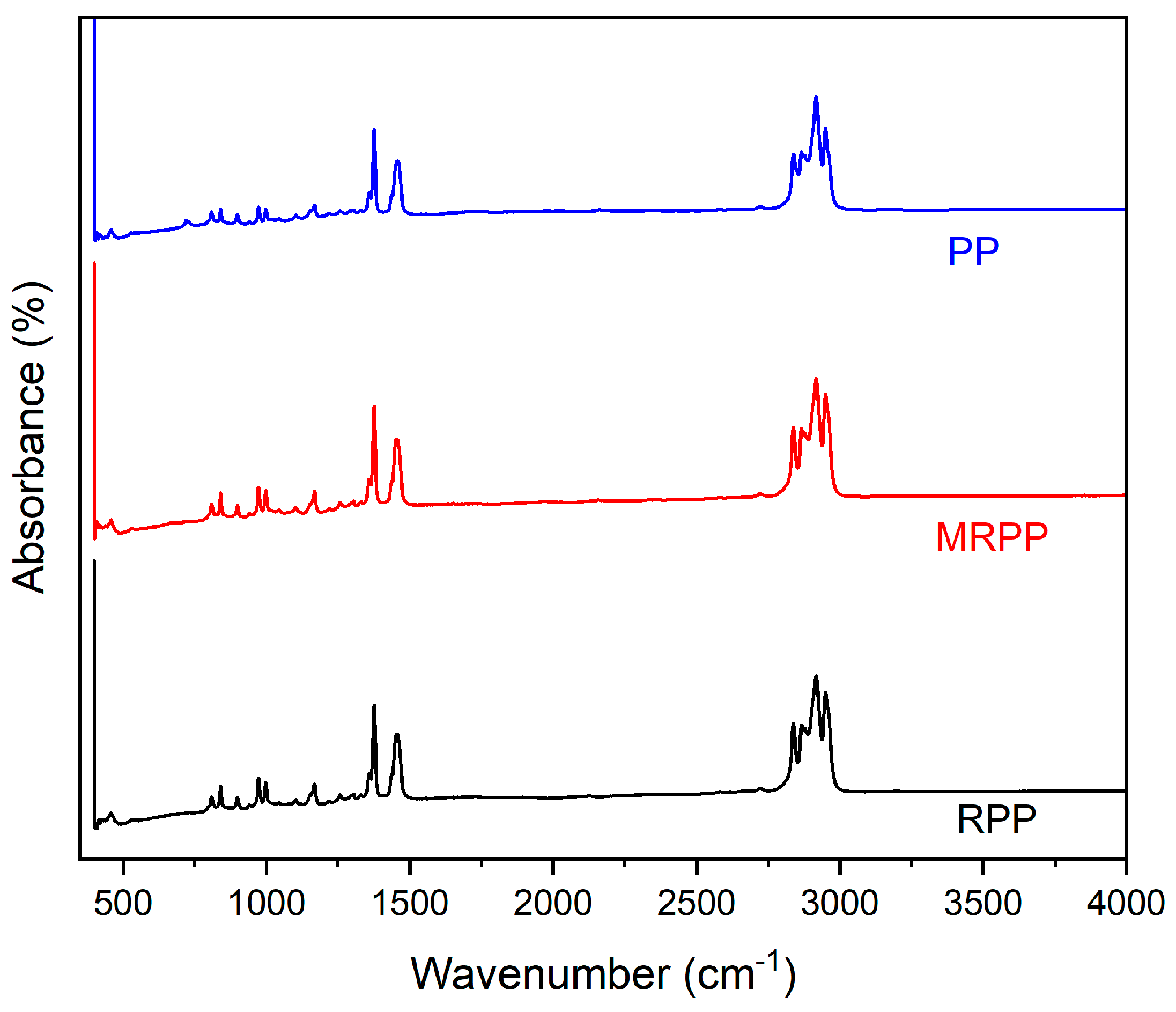
Figure 1 presents the FTIR spectrum,
Figure 2 presents the melting behaviors, and
Figure 3 presents the viscosity change with the shear rate of the resins.
2.2. Injection Molding Setup
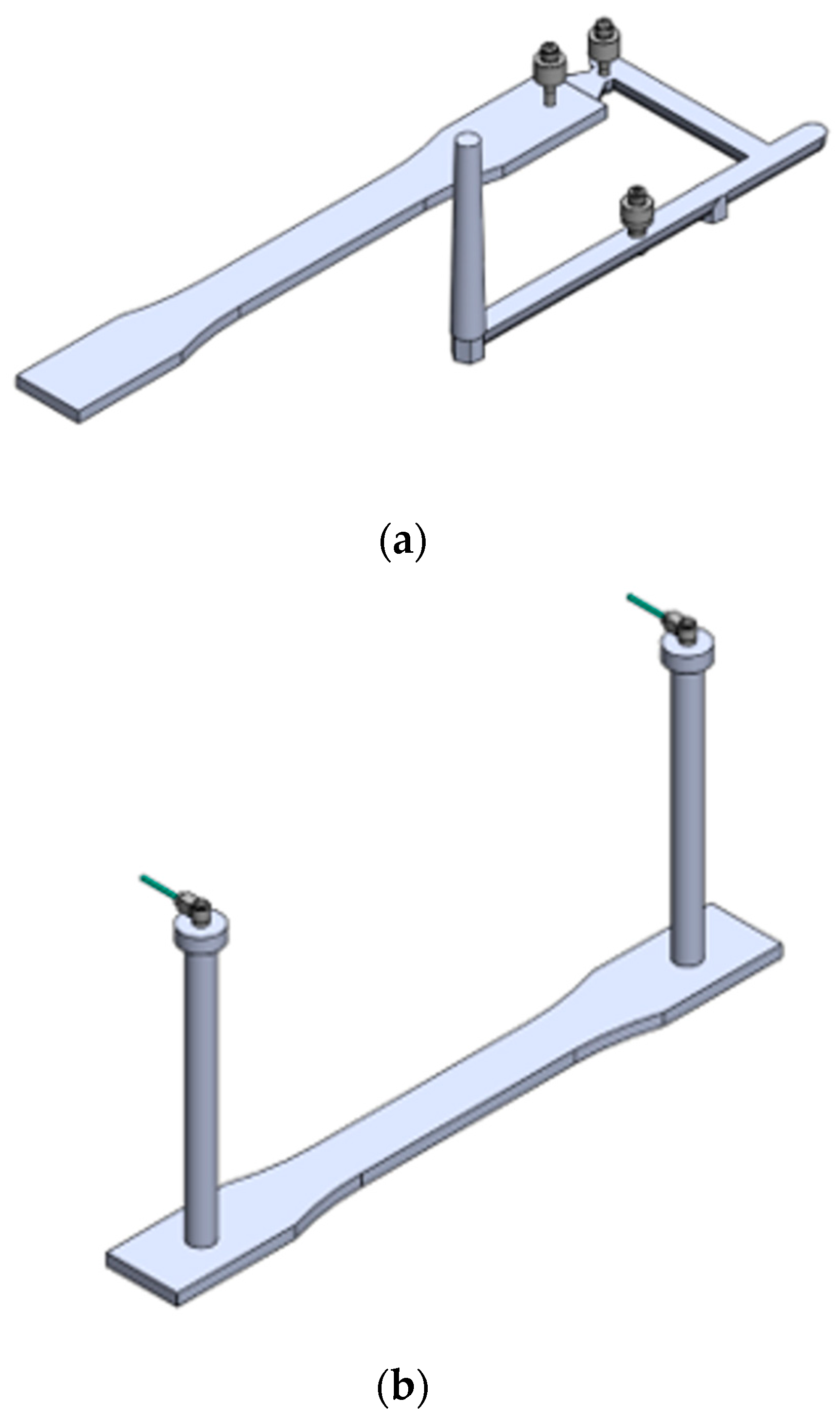
The injection molding machine used for these experiments was a 130-ton machine (Roboshot α-S130iB, Milacron-FANUC, Batavia, OH, USA) with a 40 mm screw diameter. A cold runner and a hot runner mold were used in the injection molding experiments. The cold runner mold was a single cavity two-plate cold runner ASTM type I tensile bar mold, with three pressure sensors, two in the runner and one in the cavity. The hot runner mold used for the experiments was a dual cavity valve gated hot runner mold, which produced two ASTM type I tensile bars in each shot. The sensor locations of the cavity pressure sensors are displayed in
Figure 4, with the cold runner cavity shown in
Figure 4a and one of the two identical hot runner cavities shown in
Figure 4b.
The mold sensors were connected to a charge amplifier (Type 5073, Kistler, Winterthur, Switzerland). The sensor data were acquired through a data acquisition system implemented on the injection molding system with a frequency of 1000 Hz.
The temperature of the hot runner mold was controlled using a multi-zone temperature control unit (MT-12-12, Mold-Masters, Halton Hills, ON, Canada). Two of the six available heating zones on the temperature controller were used to regulate the temperatures of the individual hot runner systems and hot drop gates. These zones were set to the melt temperature of the current experimental trial and were given 30 min to thermally stabilize after being turned on. When the melt temperature was changed, an additional 30 min was given for thermal stabilization.
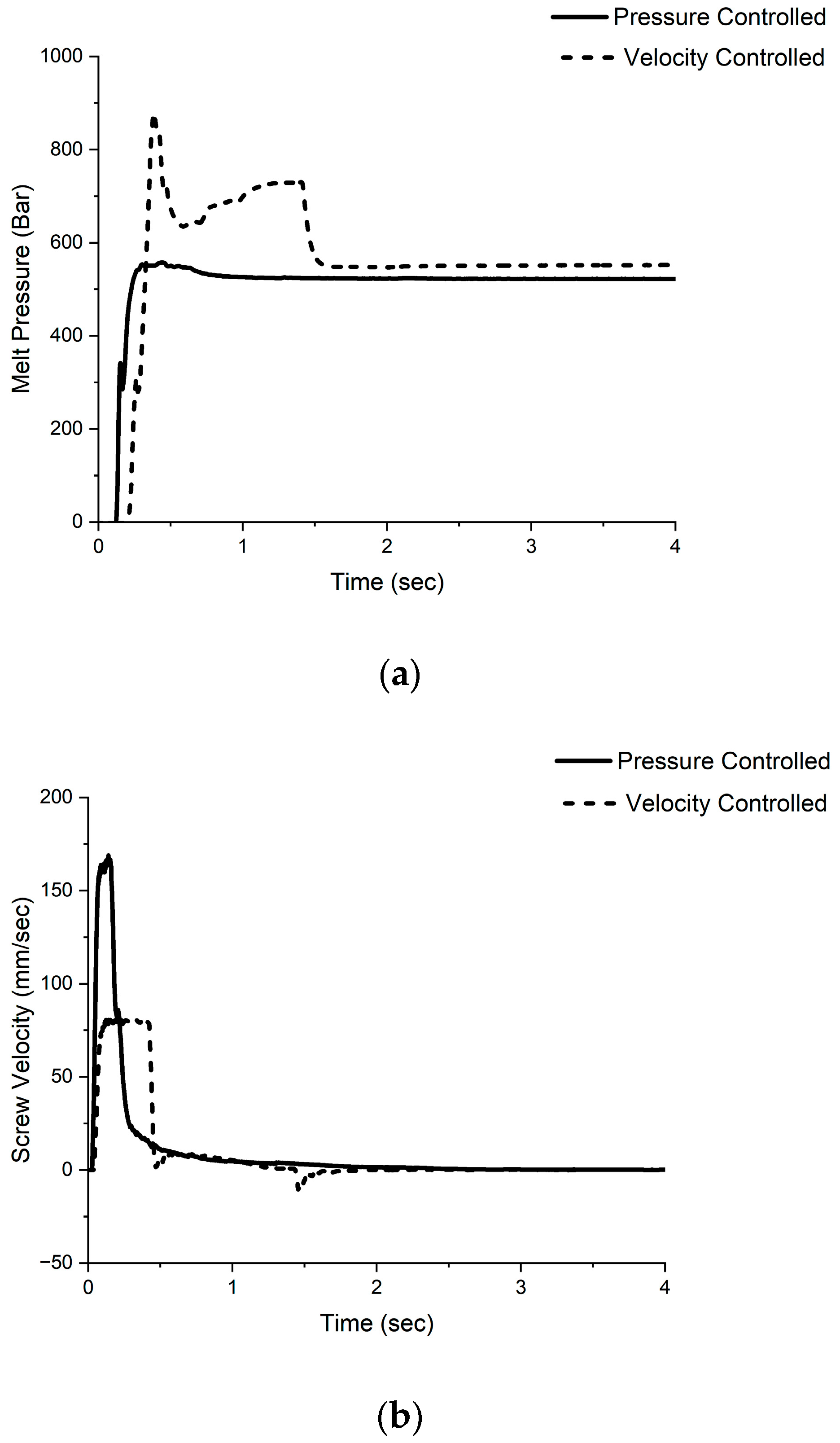
The injection molding process was controlled using velocity-controlled and pressure-controlled cycles. The velocity-controlled cycle used the conventional method and the standard logic provided by the Milacron-FANUC injection molding machine. The general processing conditions were determined from short-shot experiments (i.e., 95% and 80% of the fill cavity volume). The velocity-controlled process used packing pressure levels set to 80% and 60% of the injection peak. The pressure-controlled cycle used an instrumented nozzle with an integrated pressure sensor and control unit technology provided by iMFLUX, Inc (West Chester Township, OH, USA). This technology includes a pressure transducer implemented in the nozzle of the injection unit between the plastication screw and the sprue. The iMFLUX control unit overrides the conventional velocity-controlled cycle logic and applies a pressure-controlled cycle instead. For the pressure-controlled cycle, a consistent nozzle pressure value is maintained by controlling the screw velocity with a closed-loop logic.
Figure 5 displays a general nozzle pressure and screw velocity curve for both the pressure-controlled and velocity-controlled cycles.
2.3. Experimental Approach
A two-level, four-factor full-factorial design of experiment (DOE) was designed to investigate correlations between mechanical properties and embodied energy for the different PP grades selected in
Section 2.1.
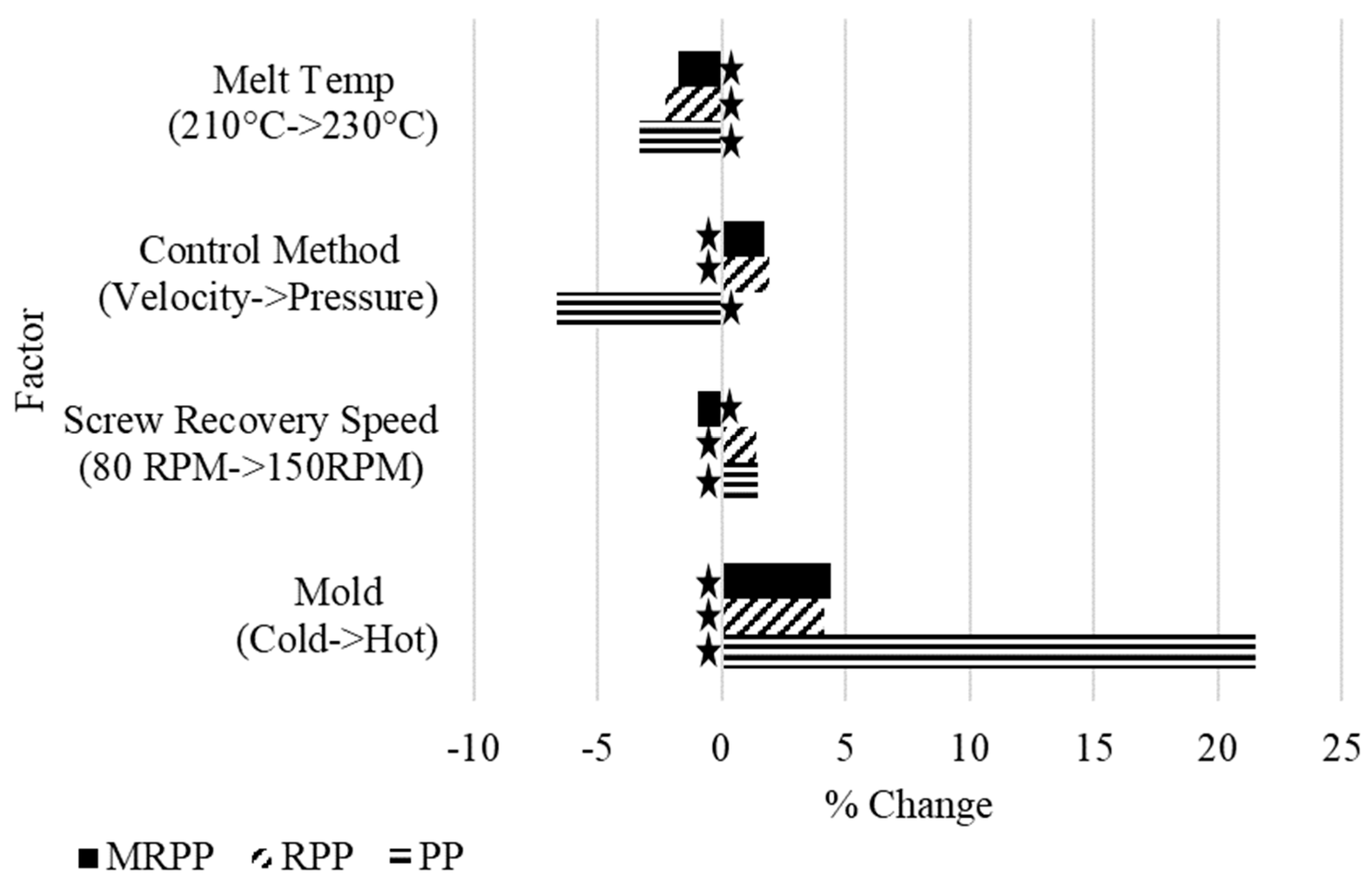
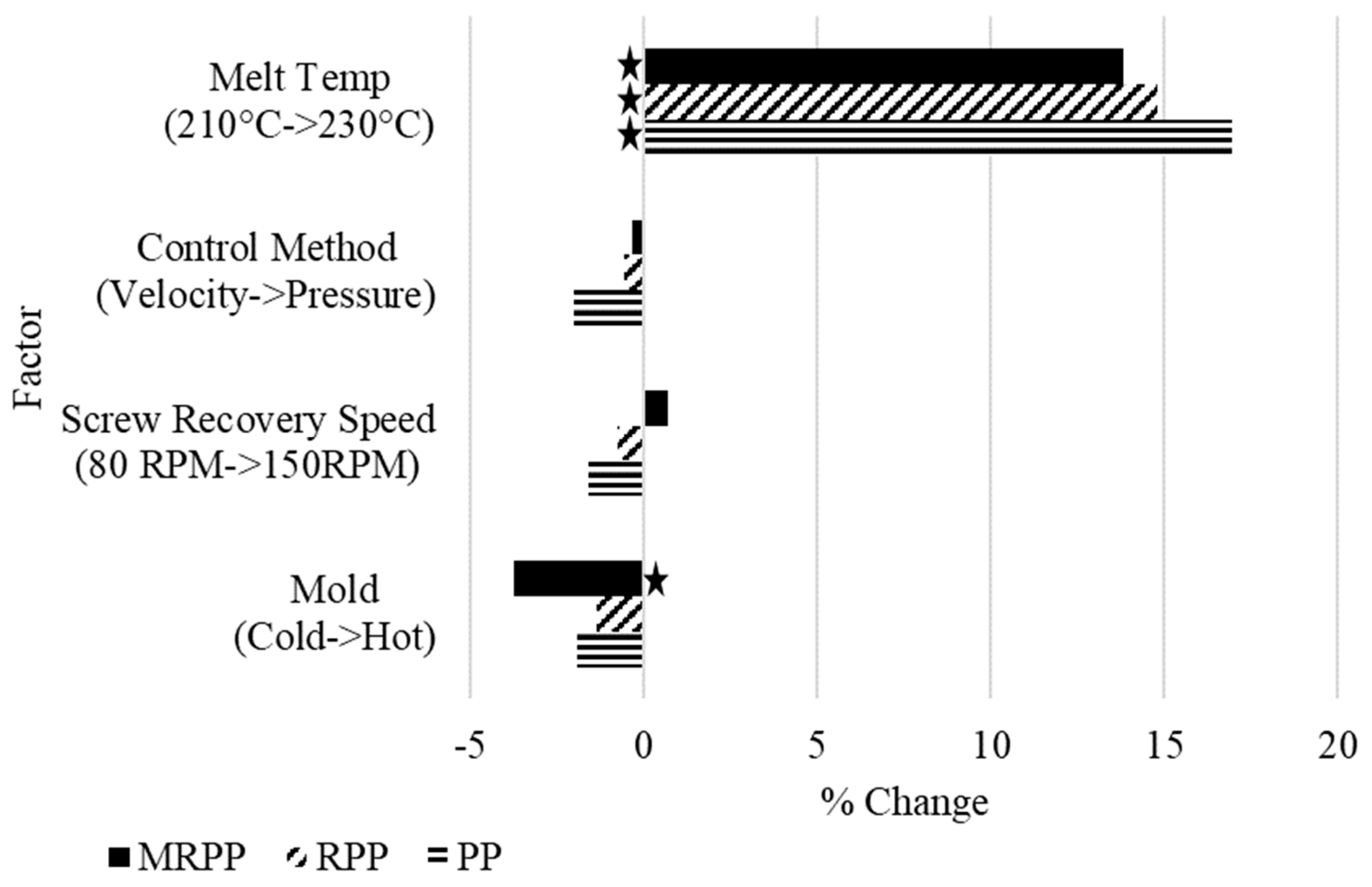
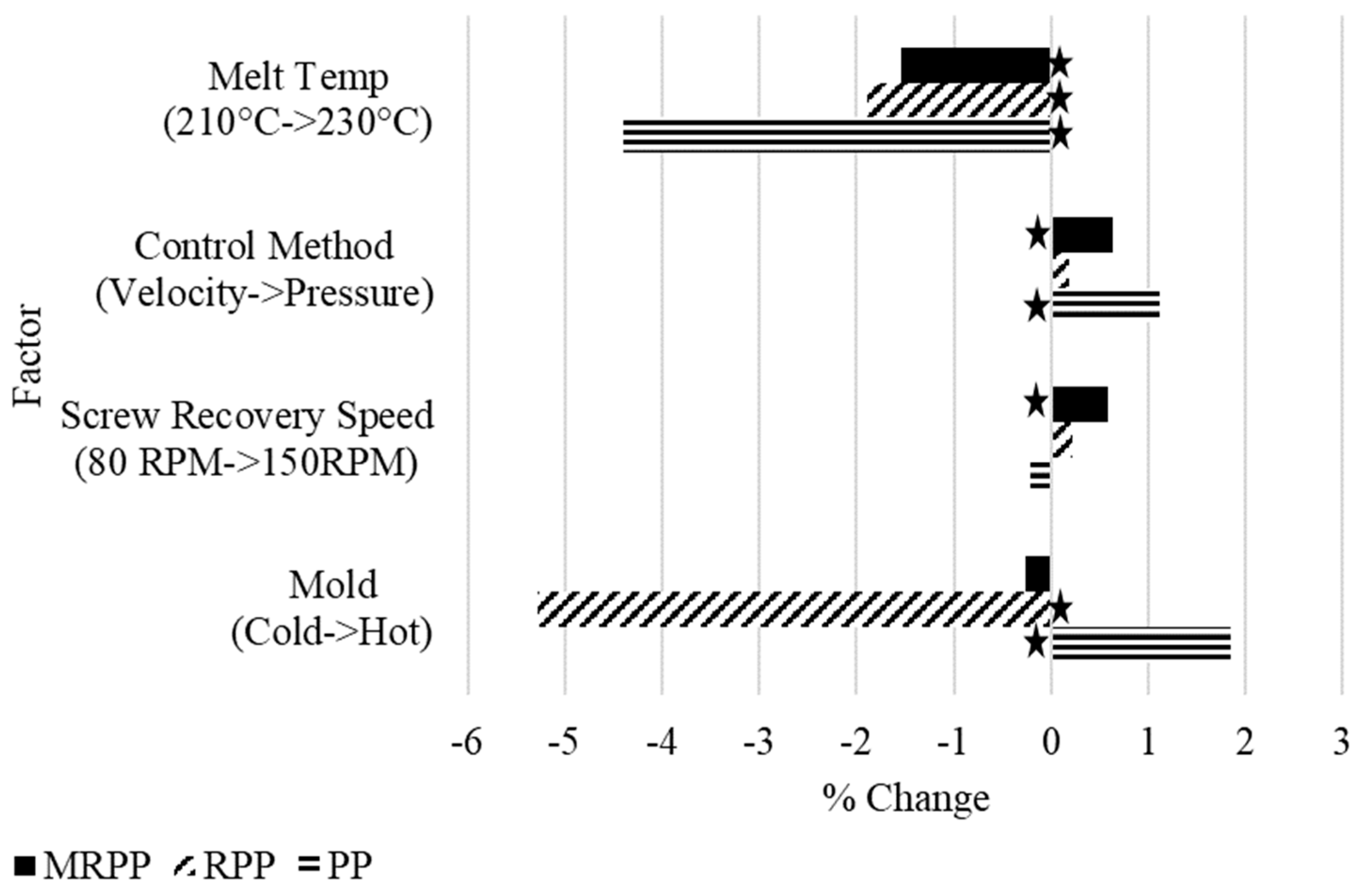
Table 4 shows the DOE plan and the levels selected for the experiments. Factors were selected considering their effects on energy consumption and melt viscosity. These factors were the screw recovery speed, barrel melt temperature, mold type, and process control method. The melt temperature and screw recovery speed levels were chosen by designing an optimal injection molding process by following the standard short-shot method and by selecting levels above and below the optimal condition while remaining in the processing window of the resin. The levels for mold type and process control method were defined by the two methods investigated.
The molding machine was operated in fully automatic mode with other parameters held constant to the values shown in
Table 5. To allow process stabilization at process start-up, 60 automatic molding cycles were run, and the resulting moldings were discarded. To guarantee the stability of the molding process and the data acquisition setup, 20 molding cycles were discarded for each DOE run before collecting the first part. For each of the 16 DOE runs, 10 parts were collected for a total of 160. Then, the DOE was repeated for each of the three materials for a total of 480 parts collected for characterization.
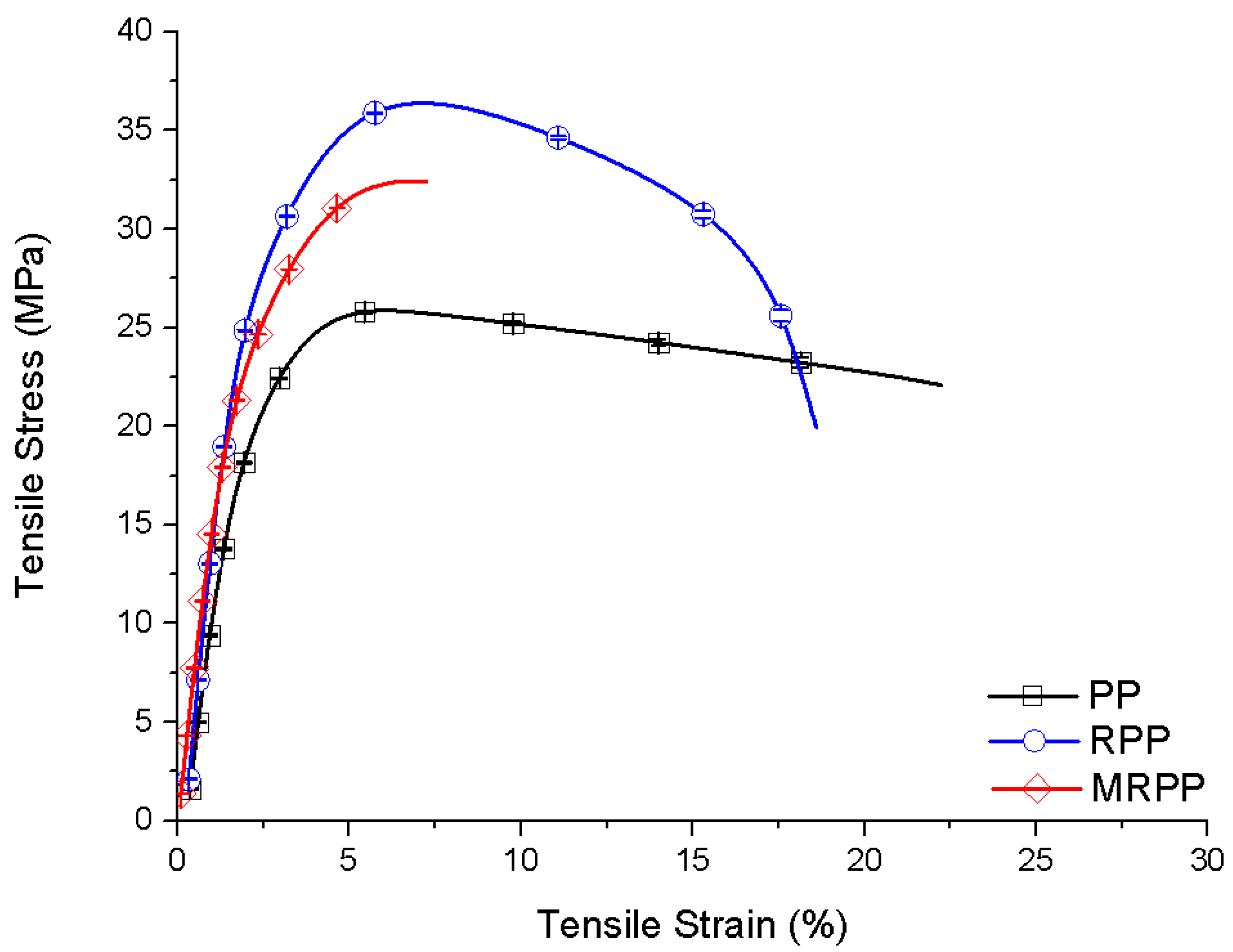
The DOE plan was analyzed by considering different response variables, including tensile properties and energy consumption. Tensile data were gathered at room temperature using a Universal Testing System (Instron 5966, Norwood, MA, USA) following ASTM D638 [
39] at a 50 mm/min strain rate. Five samples were tested from each DOE run. The modulus, yield stress, and ultimate elongation were then calculated from the stress
–strain curves.
2.4. Energy Consumption Monitoring
The energy consumption during the injection molding process was monitored for the machine and the auxiliaries.
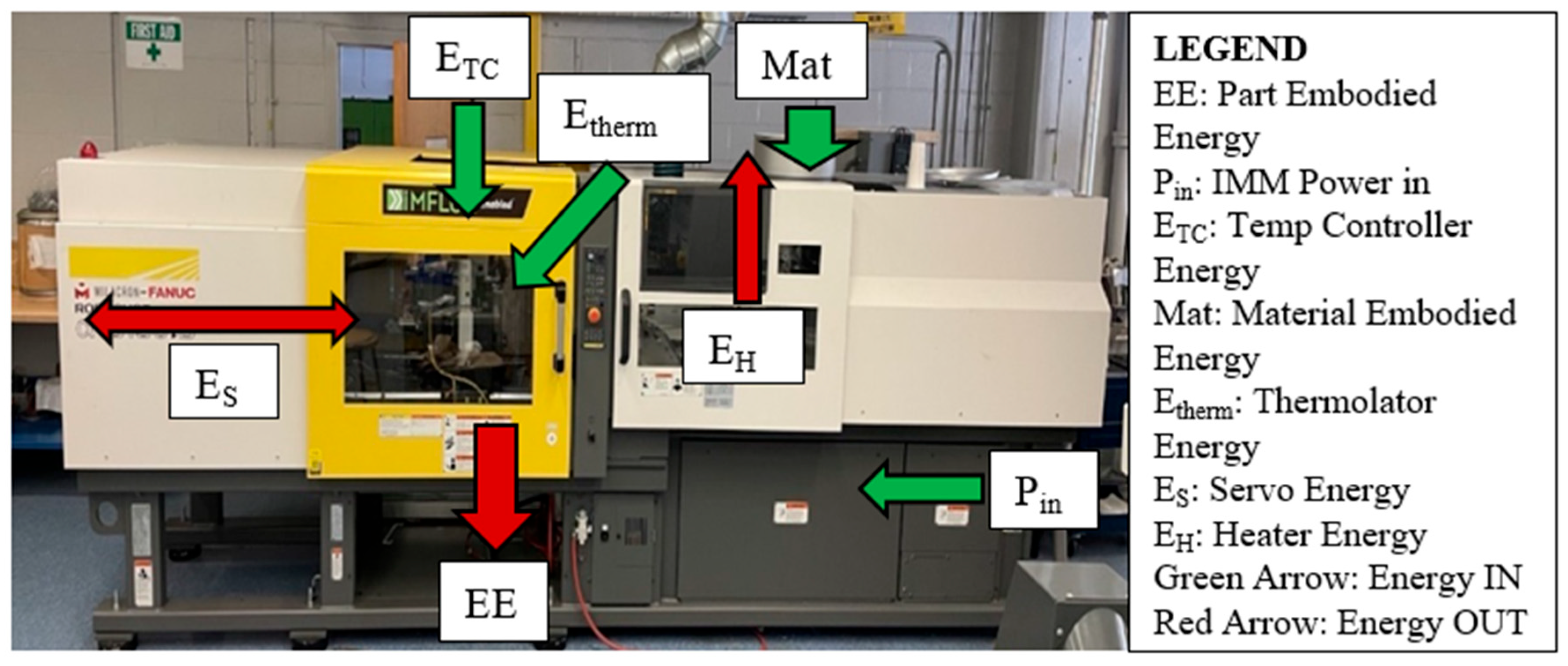
Figure 6 reports the energy components that were monitored using multiple power meters.
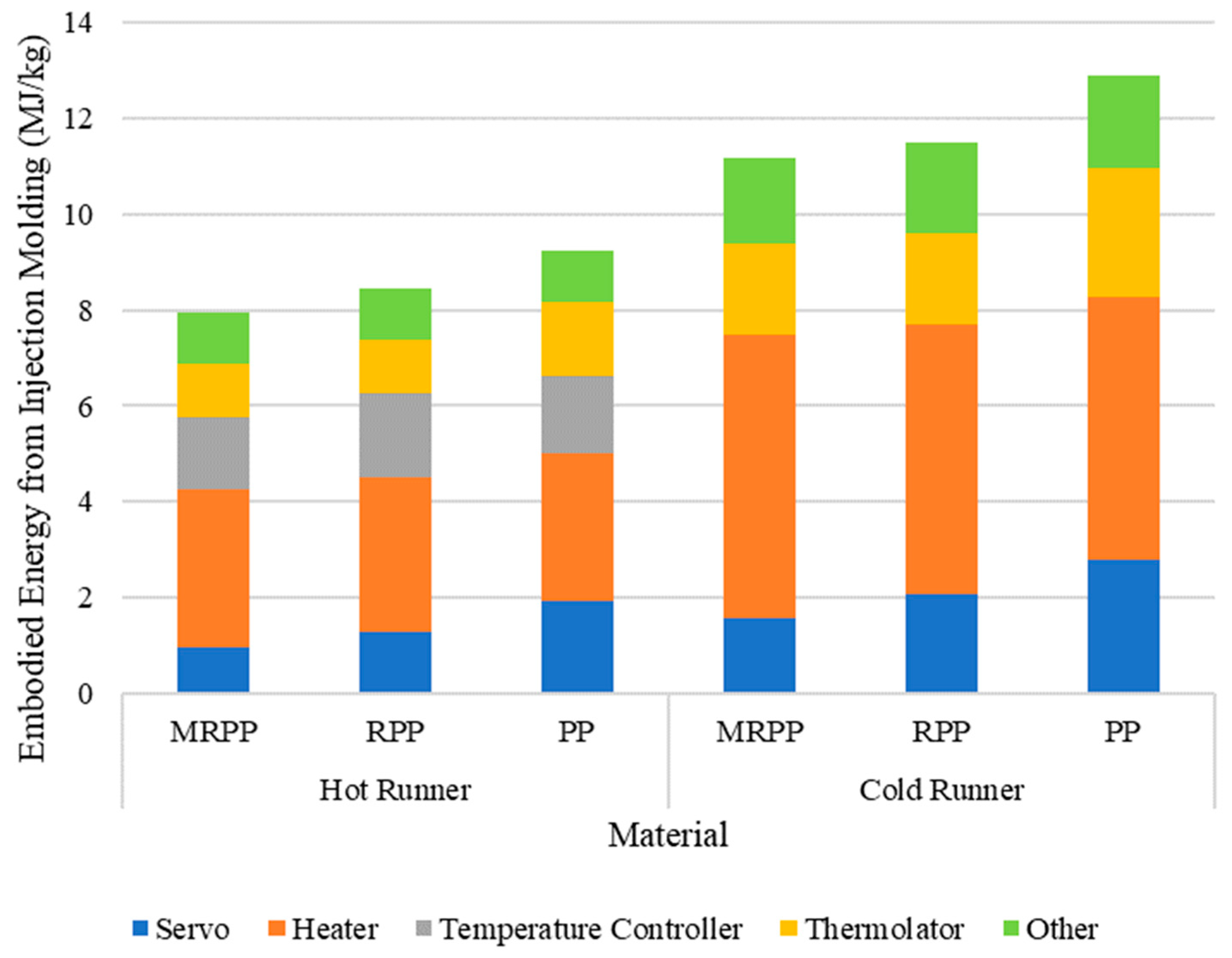
The energy consumption of the barrel heater bands and servo motor per shot was monitored using a power meter in the molding machine. The machine’s energy consumption was divided into 3 sections: heater energy, servo motor energy, and other energy (e.g., control panel, sensor systems, and internal auxiliary functions).
The energy consumption of the external auxiliary equipment, consisting of the thermolator and hot runner temperature controller, was measured using an external power energy logger (PEL 103, AEMC Instruments, Dover, NH, USA).
Considering the energy data monitored during the process, the total injection molding energy (E
IM) per shot was calculated as follows:
where:
EH is the energy consumption of the heater bands;
ES is the energy consumption of the servo motor;
EO is the energy consumption of other machine components;
Etherm is the energy consumption of the thermolator;
ETC is the energy consumption of the temperature controller (only for hot runner mold).
The total injection molding energy per shot in kWh was then converted to MJ and divided by the mass of each part in kg to obtain the injection molding embodied energy (EE
IM). For the hot runner data, the E
IM Total was divided by the part mass of both parts produced by a single shot to provide the embodied energy per part:
For the cold runner data, the EIM Total was divided by the mass of the de-gated part, so the molded part absorbed the embodied energy of the runner system. For the cold runner mold, the volume of the feed system (runner and gate) was 75% of the cavity volume.
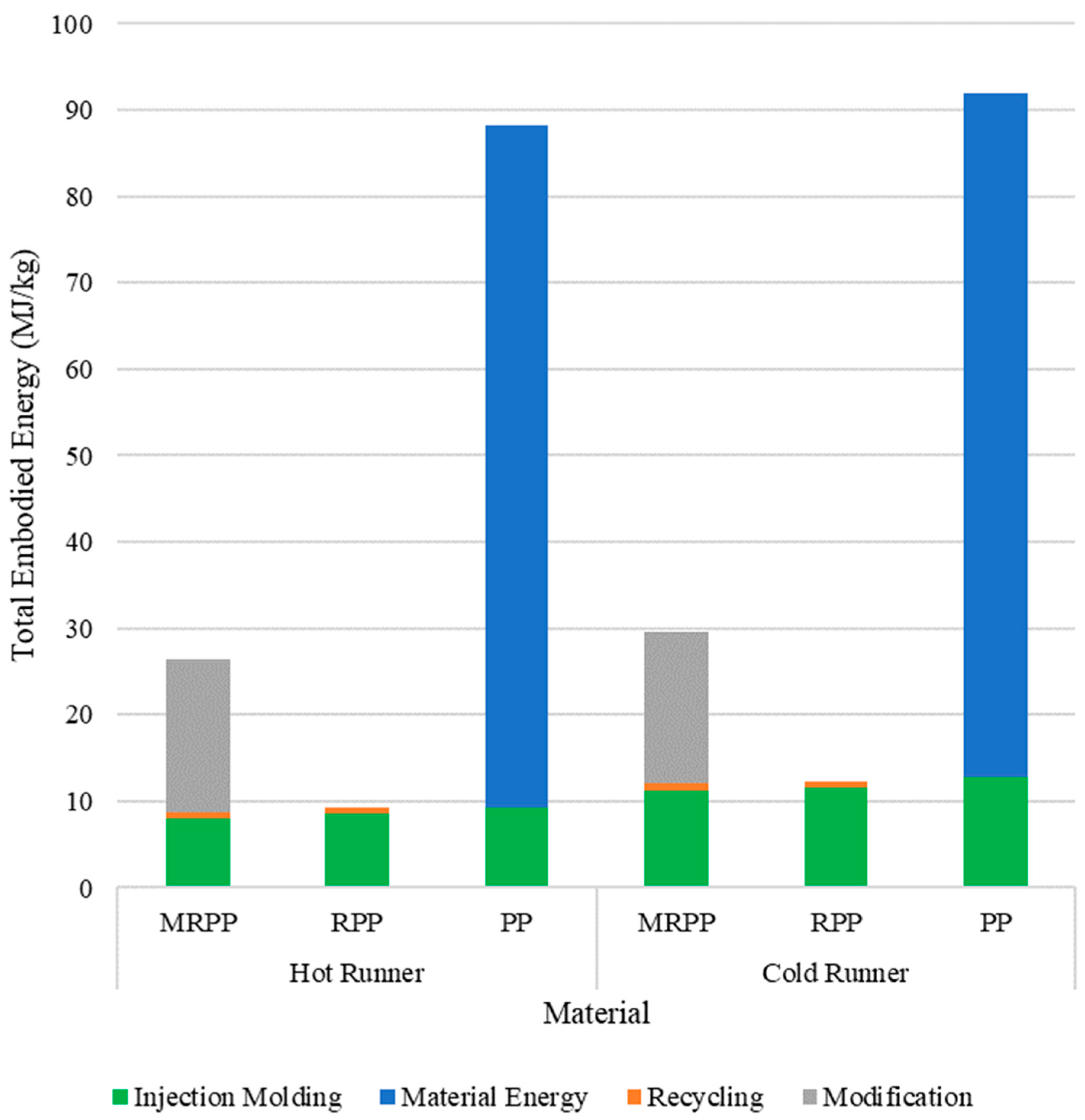
The analysis of the energy involved in the manufacturing of the different PP grades was further investigated by calculating the total embodied energy:
where EE
material is the energy required to synthesize the polymer, EE
recycling is the energy needed to recycle the material, EE
TSE is the energy required for modification, and EE
IM is the injection molding energy (cf. Equation (2)).
The EE
material for the PP was obtained from literature data taken from an Ashby plot [
40]. The average PP embodied energy was estimated at 79 MJ/kg. For the RPP and MRPP, the EE
material was zero since it was obtained from waste materials. Conversely, the EE
recycling was considered only for the RPP and MRPP. An average value of 0.24 MJ/kg was calculated from energy data monitored on the extruder during recycling by the supplier. It should be noted that this does not include the energy required for shredding and densification of the film waste before extrusion and pelletization.
A digital amperage meter was used to monitor the current drawn during the high-speed extrusion modification of the RPP to MRPP. The amperage was recorded every 15 min during processing. The twin-screw extrusion (TSE) energy consumption for the modification process (P
TSE) for the three-phase TSE was obtained using Watt’s law:
where:
p.f. is a power factor (assumed at 1);
Aavg is the average amperage calculated from the experimentally recorded values;
V is the voltage (i.e., 180 V) used to power the extruder;
The specified mechanical energy (SME) is then calculated as follows.
where Q is the feed rate in kg/h The embodied energy for the TSE modification process is then calculated as follows:





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}