
Explainable AI Techniques for Comprehensive Analysis of the Relationship between Process Parameters and Material Properties in FDM-Based 3D-Printed Biocomposites



Abstract
1. Introduction
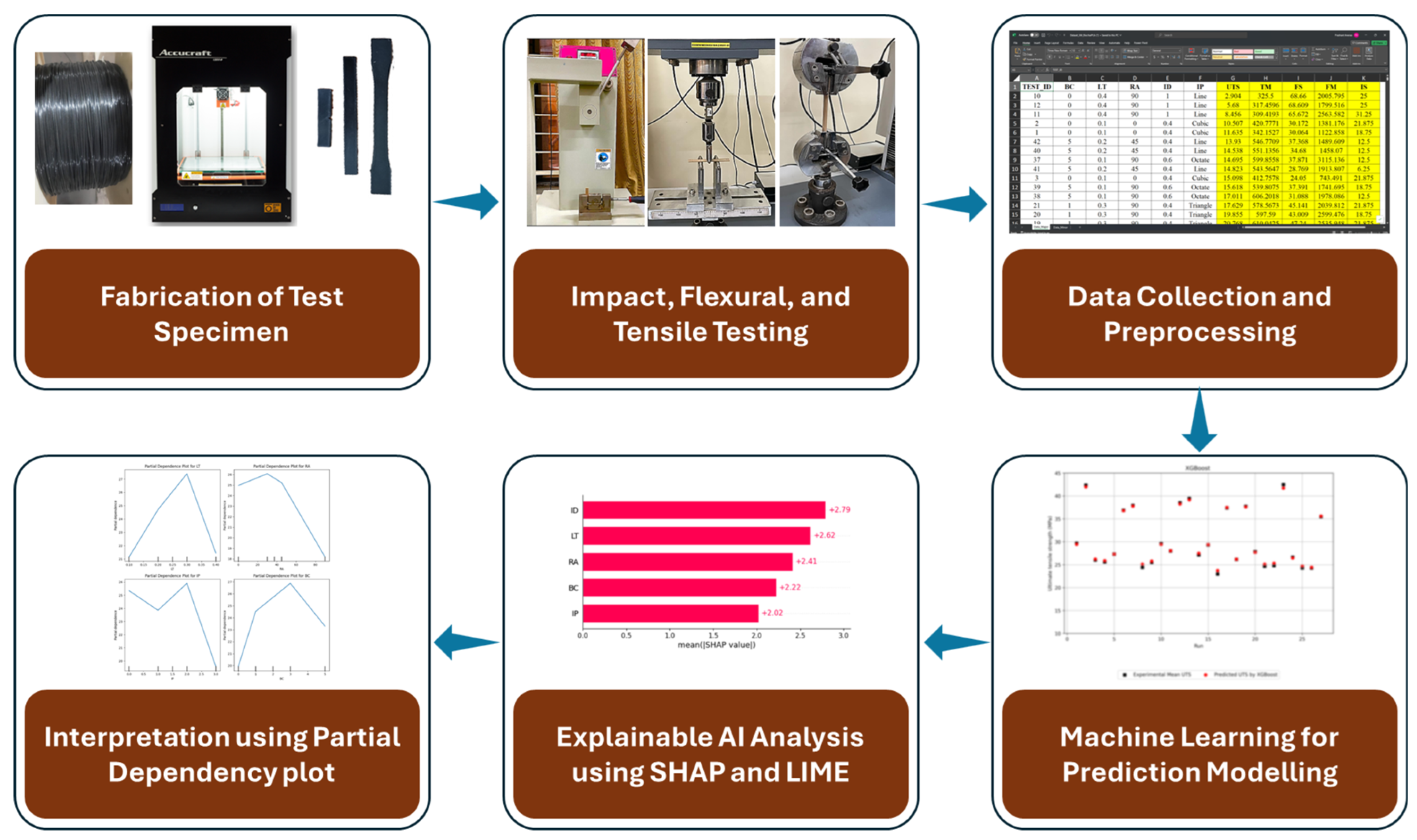
2. Materials and Methods
2.1. Fabrication of Test Specimen and Mechanical Testing
2.2. Data Processing and Machine Learning
2.3. Implementation of Explainable AI Techniques
3. Results and Discussion
3.1. Mechanical Testing and Machine Learning Model
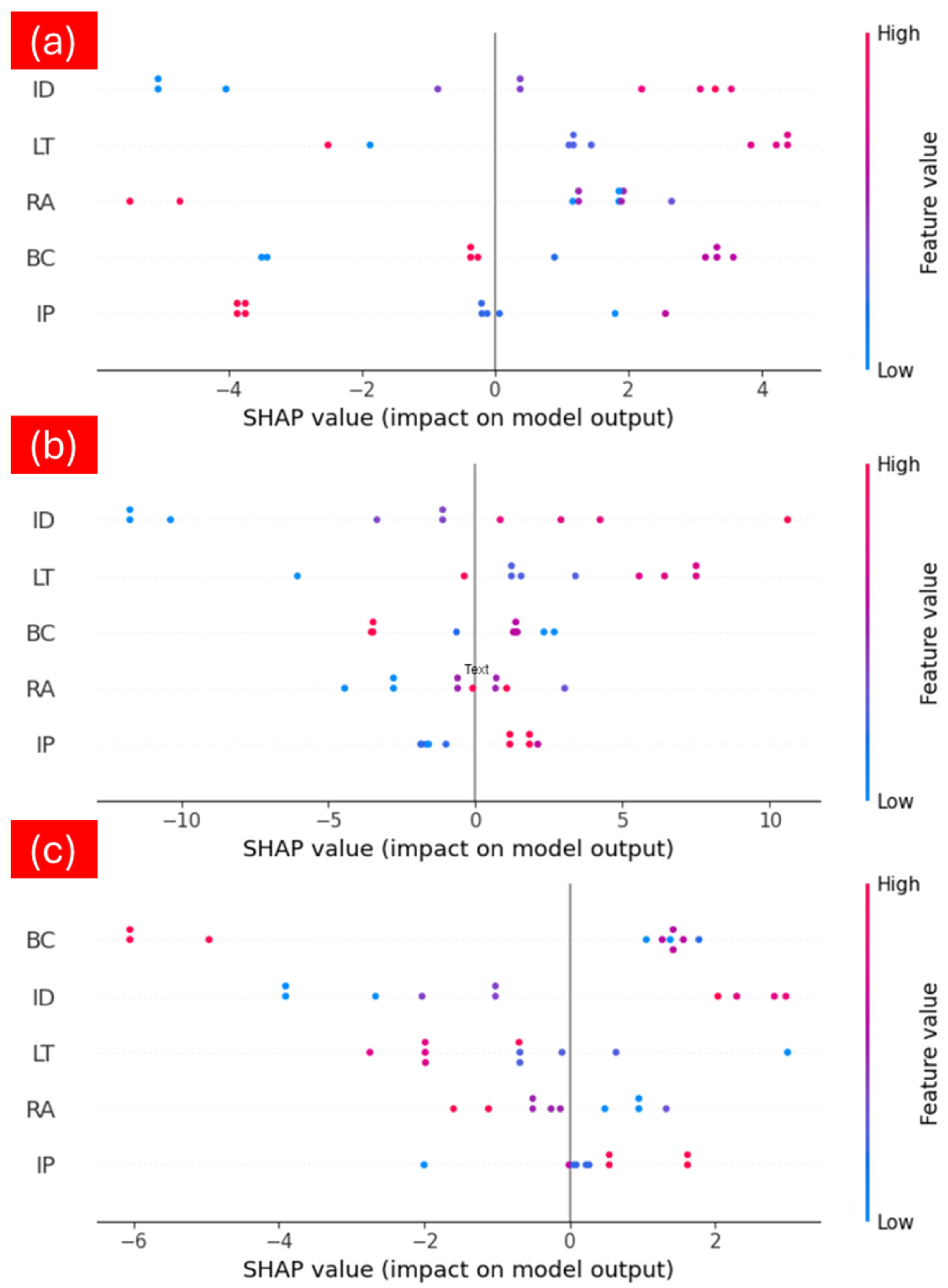
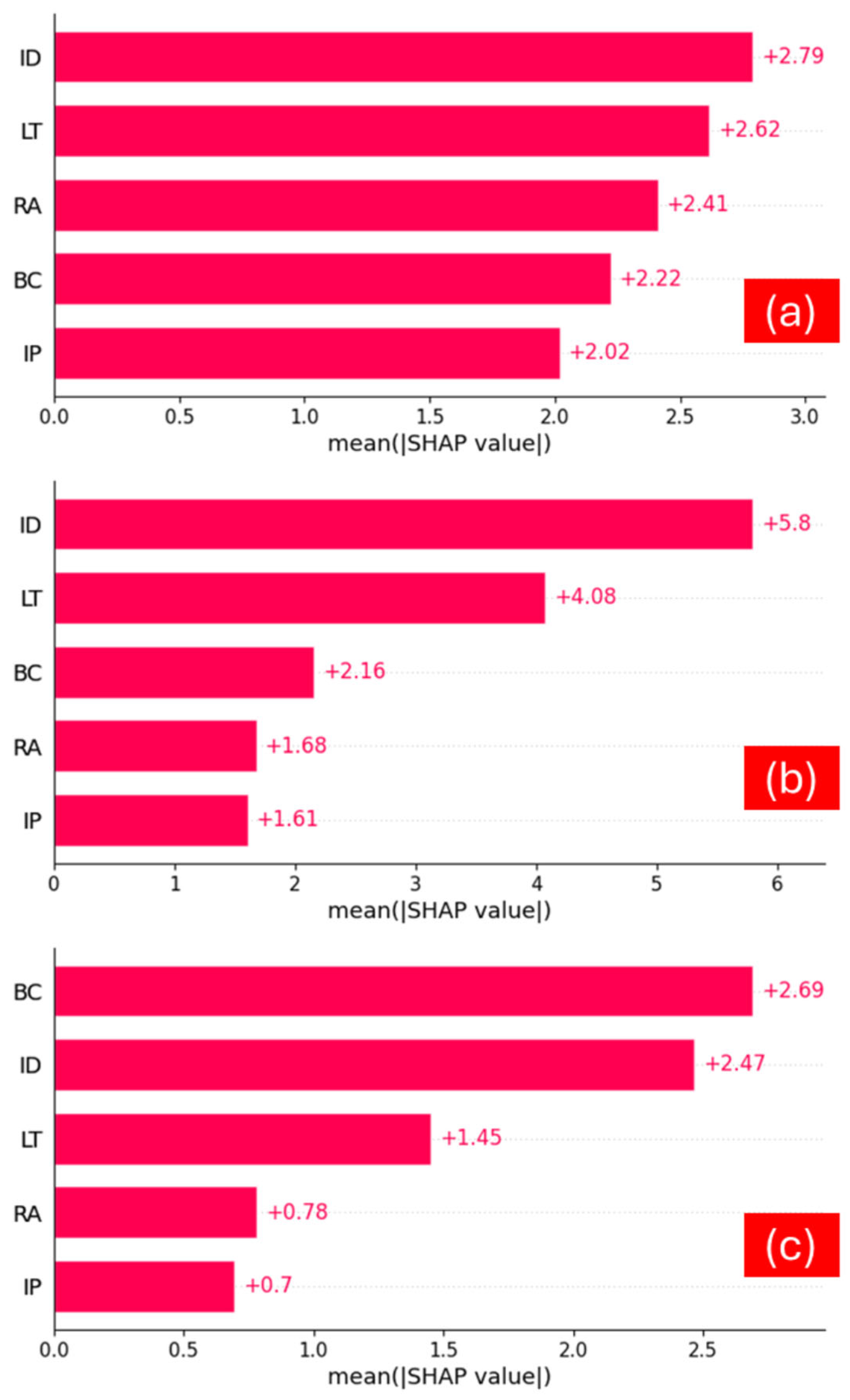
3.2. SHAP Analysis
3.3. Lime Analysis
- LT: thinner layers (≤0.30) are generally beneficial for UTS and IS, while thicker layers (>0.30) improve FS.
- BC: a lower biochar content (≤3.00) positively influences all three-strength metrics. A higher biochar content (>3.00) negatively impacts these strengths.
- RA: Smaller angles (≤30.00) decrease FS and IS slightly but have minimal impact on UTS. Larger angles (>30.00) improve FS and IS.
- ID: Higher infill density (>0.80) significantly boosts all strength metrics, while lower density (≤0.80) negatively impacts them.
- IP: Infill patterns with values ≤ 2.00 positively affect UTS but negatively impact FS and IS. Patterns > 2.00 have the opposite effect, enhancing FS and IS but reducing UTS.
- For UTS, a high positive value is obtained for LT ≤ 0.30, BC ≤ 3.00, RA > 30.00, ID > 0.80 and IP ≤ 2.00.
- For FS, LT > 0.30, BC ≤ 3.00, RA > 30.00, ID > 0.80 and IP > 2.00, a high positive LIME value is obtained.
- For IS, a positive LIME value is obtained with LT ≤ 0.30, BC ≤ 3.00, RA > 30.00, ID > 0.80 and IP > 2.00.
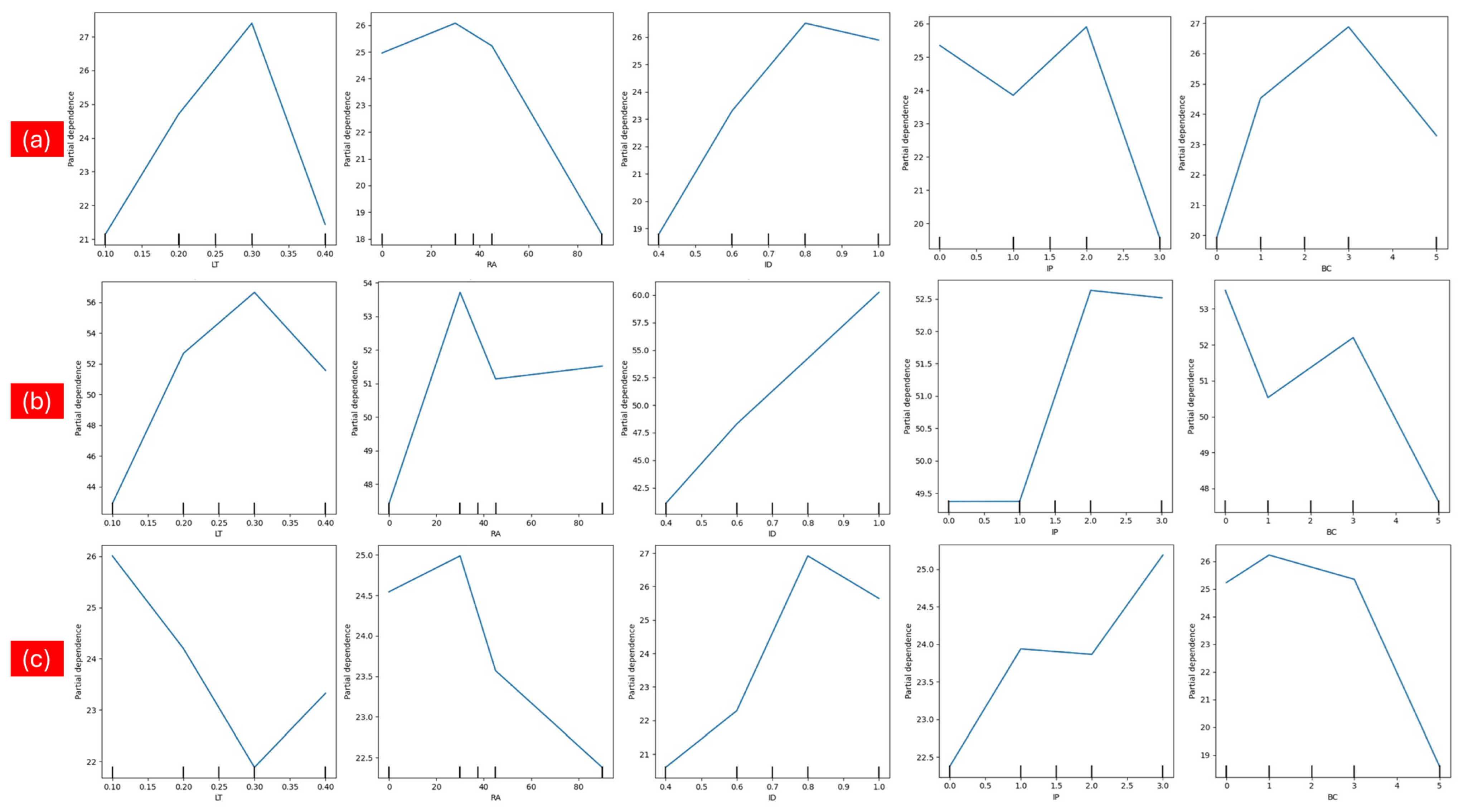
3.4. PDP Analysis
4. Conclusions
- All features are positively correlated, but ID is the most significant parameter, as illustrated by the SHAP mean plot of the XGB.
- A density of 80% resulted in increased mechanical strength while still saving on material quantity.
- In contrast to the literature, this study suggests that 0.3 mm of LT improves the UTS and FS values.
- Based on the PDP analysis, it can be said that a 30° raster angle is optimum for enhancing the mechanical strengths.
- The influence of BC was most dominant for IS, and 3% BC resulted in maximum UTS.
- SHAP and PDP reveal that IP has a negligible impact on the mechanical strength of the 3D-printed specimens.
- As the relationship between features and the target variable is complex and nonlinear, boosting ML models such as XGB can capture these relationships better than linear models.
- To enhance mechanical properties of 3D-printed parts, this study suggests that the optimum process parameters are as follows: 0.3 mm LT, 1–3% BC, 30° RA, 80% ID and Octate IP.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Almeida, V.H.M.; Jesus, R.M.; Santana, G.M.; Pereira, T.B. Polylactic Acid Polymer Matrix (Pla) Biocomposites with Plant Fibers for Manufacturing 3D Printing Filaments: A Review. J. Compos. Sci. 2024, 8, 67. [Google Scholar] [CrossRef]
- Paramatti, M.; Romani, A.; Pugliese, G.; Levi, M. PLA Feedstock Filled with Spent Coffee Grounds for New Product Applications with Large-Format Material Extrusion Additive Manufacturing. ACS Omega 2024, 9, 6423–6431. [Google Scholar] [CrossRef]
- Zhang, S.; Meng, X.; Bhagia, S.; Ji, A.; Dean Smith, M.; Wang, Y.; Liu, B.; Yoo, C.G.; Harper, D.P.; Ragauskas, A.J. 3D Printed Lignin/Polymer Composite with Enhanced Mechanical and Anti-Thermal-Aging Performance. Chem. Eng. J. 2024, 481, 148449. [Google Scholar] [CrossRef]
- Mosi, G.; Ikua, B.W.; Kabini, S.K.; Mwangi, J.W. Characterization and Modeling of Mechanical Properties of Additively Manufactured Coconut Fiber-Reinforced Polypropylene Composites. Adv. Mater. Phys. Chem. 2024, 14, 95–112. [Google Scholar] [CrossRef]
- Anerao, P.; Kulkarni, A.; Munde, Y. A Review on Exploration of the Mechanical Characteristics of 3D-Printed Biocomposites Fabricated by Fused Deposition Modelling (FDM). Rapid Prototyp. J. 2023, 30, 430–440. [Google Scholar] [CrossRef]
- Anerao, P.; Kulkarni, A.; Munde, Y.; Shinde, A.; Das, O. Biochar Reinforced PLA Composite for Fused Deposition Modelling (FDM): A Parametric Study on Mechanical Performance. Compos. Part C Open Access 2023, 12, 100406. [Google Scholar] [CrossRef]
- Rendas, P.; Figueiredo, L.; Cláudio, R.; Vidal, C.; Soares, B. Investigating the Effects of Printing Temperatures and Deposition on the Compressive Properties and Density of 3D Printed Polyetheretherketone. Prog. Addit. Manuf. 2023, 1–17. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z. Irianto Mechanical, Thermal and Physical Characteristics of Oil Palm (Elaeis guineensis) Fiber Reinforced Thermoplastic Composites for FDM—Type 3D Printer. Polym. Test. 2023, 120, 107972. [Google Scholar] [CrossRef]
- Fisher, T.; Almeida, J.H.S., Jr.; Falzon, B.G.; Kazancı, Z. Tension and Compression Properties of 3D-Printed Composites: Print Orientation and Strain Rate Effects. Polymers 2023, 15, 1708. [Google Scholar] [CrossRef]
- Mishra, A.; Jatti, V.S.; Messele Sefene, E.; Jatti, A.V.; Sisay, A.D.; Khedkar, N.K.; Salunkhe, S.; Pagáč, M.; Abouel Nasr, E.S. Machine Learning-Assisted Pattern Recognition Algorithms for Estimating Ultimate Tensile Strength in Fused Deposition Modelled Polylactic Acid Specimens. Mater. Technol. 2024, 39. [Google Scholar] [CrossRef]
- Deb, J.B.; Chowdhury, S.; Ali, N.M. An Investigation of the Ensemble Machine Learning Techniques for Predicting Mechanical Properties of Printed Parts in Additive Manufacturing. Decis. Anal. J. 2024, 12, 100492. [Google Scholar] [CrossRef]
- Kellner, L.; Stender, M.; Polach, F.; von Bock und Polach, B.; Ehlers, S. Predicting Compressive Strength and Behavior of Ice and Analyzing Feature Importance with Explainable Machine Learning Models. Ocean Eng. 2022, 255, 111396. [Google Scholar] [CrossRef]
- Hrnjica, B.; Softic, S. Explainable AI in Manufacturing: A Predictive Maintenance Case Study. In Advances in Production Management Systems. Towards Smart and Digital Manufacturing; IFIP Advances in Information and Communication Technology; Springer: Cham, Switzerland, 2020; Volume 592, pp. 66–73. [Google Scholar] [CrossRef]
- Gawde, S.; Patil, S.; Kumar, S.; Kamat, P.; Kotecha, K.; Alfarhood, S. Explainable Predictive Maintenance of Rotating Machines Using LIME, SHAP, PDP, ICE. IEEE Access 2024, 12, 29345–29361. [Google Scholar] [CrossRef]
- Nasiri, H.; Homafar, A.; Chelgani, S.C. Prediction of Uniaxial Compressive Strength and Modulus of Elasticity for Travertine Samples Using an Explainable Artificial Intelligence. Results Geophys. Sci. 2021, 8, 100034. [Google Scholar] [CrossRef]
- Mishra, A.; Jatti, V.S.; Sefene, E.M.; Paliwal, S. Explainable Artificial Intelligence (XAI) and Supervised Machine Learning-Based Algorithms for Prediction of Surface Roughness of Additively Manufactured Polylactic Acid (PLA) Specimens. Appl. Mech. 2023, 4, 668–698. [Google Scholar] [CrossRef]
- Thapaliya, S.; Valilai, O.F.; Wicaksono, H. Power Consumption and Processing Time Estimation of CNC Machines Using Explainable Artificial Intelligence (XAI). Procedia Comput. Sci. 2024, 232, 861–870. [Google Scholar] [CrossRef]
- Shaikh, A.S.; Samant, R.M.; Patil, K.S.; Patil, N.R.; Mirkale, A.R. Review on Explainable AI by Using LIME and SHAP Models for Healthcare Domain. Int. J. Comput. Appl. 2023, 185, 18–23. [Google Scholar] [CrossRef]
- Ribeiro, M.T.; Singh, S.; Guestrin, C. “Why Should I Trust You?”. In Proceedings of the 22nd ACM SIGKDD International Conference on Knowledge Discovery and Data Mining, San Francisco, CA, USA, 13–17 August 2016; ACM: New York, NY, USA, 2016; pp. 1135–1144. [Google Scholar]
- Salih, A.M.; Raisi-Estabragh, Z.; Galazzo, I.B.; Radeva, P.; Petersen, S.E.; Lekadir, K.; Menegaz, G. A Perspective on Explainable Artificial Intelligence Methods: SHAP and LIME. Adv. Intell. Syst. 2024, 2400304. [Google Scholar] [CrossRef]
- Friedman, J.H. Greedy Function Approximation: A Gradient Boosting Machine. Ann. Stat. 2001, 29, 1189–1232. [Google Scholar] [CrossRef]
- Goldstein, A.; Kapelner, A.; Bleich, J.; Pitkin, E. Peeking Inside the Black Box: Visualizing Statistical Learning With Plots of Individual Conditional Expectation. J. Comput. Graph. Stat. 2015, 24, 44–65. [Google Scholar] [CrossRef]
- Kuznetsov, V.; Solonin, A.; Urzhumtsev, O.; Schilling, R.; Tavitov, A. Strength of PLA Components Fabricated with Fused Deposition Technology Using a Desktop 3D Printer as a Function of Geometrical Parameters of the Process. Polymers 2018, 10, 313. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | FDM Settings |
|---|---|
| Nozzle temperature | 210 °C |
| Bed temperature | 50 °C |
| Printing speed | 60 mm/s |
| LT | 0.1 mm, 0.2 mm, 0.3 mm and 0.4 mm |
| RA | 0°, 30°, 45° and 90° |
| ID | 0.4, 0.6, 0.8, and 1 |
| IP | cubic, triangle, octet, and line |
| Nozzle temperature | 210 °C |
| Run | BC (%) | LT (mm) | RA (°) | ID | IP | Experimental UTS (MPa) | Predicted UTS (MPa) | Experimental FS (MPa) | Predicted FS (MPa) | Experimental IS (KJ/m2) | Predicted IS (KJ/m2) | ML Data Category |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1.1 | 0 | 0.1 | 0 | 0.4 | Cubic | 11.64 | 12.57 | 30.06 | 28.04 | 18.75 | 21.21 | Train |
| 1.2 | 0 | 0.1 | 0 | 0.4 | Cubic | 10.51 | 12.57 | 30.17 | 28.04 | 21.88 | 21.21 | Train |
| 1.3 | 0 | 0.1 | 0 | 0.4 | Cubic | 15.10 | 12.57 | 24.05 | 28.04 | 21.88 | 21.21 | Train |
| 2.1 | 0 | 0.2 | 30 | 0.6 | Triangle | 21.97 | 22.53 | 53.65 | 52.67 | 25.00 | 24.64 | Train |
| 2.2 | 0 | 0.2 | 30 | 0.6 | Triangle | 22.83 | 22.53 | 51.84 | 52.67 | 25.00 | 24.64 | Train |
| 2.3 | 0 | 0.2 | 30 | 0.6 | Triangle | 23.45 | 22.53 | 52.66 | 52.67 | 25.00 | 24.64 | Test |
| 3.1 | 0 | 0.3 | 45 | 0.8 | Octate | 30.21 | 31.68 | 62.86 | 64.90 | 25.00 | 25.51 | Train |
| 3.2 | 0 | 0.3 | 45 | 0.8 | Octate | 33.98 | 31.68 | 66.98 | 64.90 | 25.00 | 25.51 | Train |
| 3.3 | 0 | 0.3 | 45 | 0.8 | Octate | 31.42 | 31.68 | 67.92 | 64.90 | 25.00 | 25.51 | Test |
| 4.1 | 0 | 0.4 | 90 | 1 | Line | 5.68 | 6.17 | 68.61 | 67.61 | 25.00 | 27.16 | Train |
| 4.2 | 0 | 0.4 | 90 | 1 | Line | 2.90 | 6.17 | 68.66 | 67.61 | 25.00 | 27.16 | Train |
| 4.3 | 0 | 0.4 | 90 | 1 | Line | 8.46 | 6.17 | 65.67 | 67.61 | 31.25 | 27.16 | Train |
| 5.1 | 1 | 0.1 | 30 | 0.8 | Line | 20.85 | 22.43 | 51.64 | 51.26 | 37.50 | 36.60 | Train |
| 5.2 | 1 | 0.1 | 30 | 0.8 | Line | 22.55 | 22.43 | 50.08 | 51.26 | 37.50 | 36.60 | Train |
| 5.3 | 1 | 0.1 | 30 | 0.8 | Line | 23.71 | 22.43 | 51.90 | 51.26 | 37.50 | 36.60 | Train |
| 6.1 | 1 | 0.2 | 0 | 1 | Octate | 32.68 | 33.03 | 59.14 | 59.58 | 31.25 | 31.35 | Train |
| 6.2 | 1 | 0.2 | 0 | 1 | Octate | 32.90 | 33.03 | 57.68 | 59.58 | 31.25 | 31.35 | Train |
| 6.3 | 1 | 0.2 | 0 | 1 | Octate | 33.81 | 33.03 | 61.52 | 59.58 | 31.25 | 31.35 | Train |
| 7.1 | 1 | 0.3 | 90 | 0.4 | Triangle | 17.63 | 19.10 | 45.14 | 44.40 | 21.88 | 20.24 | Train |
| 7.2 | 1 | 0.3 | 90 | 0.4 | Triangle | 19.86 | 19.10 | 43.01 | 44.40 | 18.75 | 20.24 | Train |
| 7.3 | 1 | 0.3 | 90 | 0.4 | Triangle | 20.77 | 19.10 | 47.24 | 44.40 | 21.88 | 20.24 | Test |
| 8.1 | 1 | 0.4 | 45 | 0.6 | Cubic | 24.41 | 26.13 | 47.04 | 45.21 | 25.00 | 22.70 | Train |
| 8.2 | 1 | 0.4 | 45 | 0.6 | Cubic | 26.75 | 26.13 | 45.41 | 45.21 | 25.00 | 22.70 | Train |
| 8.3 | 1 | 0.4 | 45 | 0.6 | Cubic | 27.75 | 26.13 | 43.29 | 45.21 | 18.75 | 22.70 | Train |
| 9.1 | 3 | 0.1 | 45 | 1 | Triangle | 29.42 | 29.92 | 56.12 | 56.58 | 31.25 | 30.90 | Train |
| 9.2 | 3 | 0.1 | 45 | 1 | Triangle | 29.71 | 29.92 | 56.76 | 56.58 | 31.25 | 30.90 | Train |
| 9.3 | 3 | 0.1 | 45 | 1 | Triangle | 27.49 | 29.92 | 57.35 | 56.58 | 31.25 | 30.90 | Test |
| 10.1 | 3 | 0.2 | 90 | 0.8 | Cubic | 30.78 | 28.23 | 57.63 | 59.32 | 25.00 | 25.30 | Train |
| 10.2 | 3 | 0.2 | 90 | 0.8 | Cubic | 26.32 | 28.23 | 60.89 | 59.32 | 25.00 | 25.30 | Train |
| 10.3 | 3 | 0.2 | 90 | 0.8 | Cubic | 31.16 | 28.23 | 61.07 | 59.32 | 25.00 | 25.30 | Test |
| 11.1 | 3 | 0.3 | 0 | 0.6 | Line | 31.74 | 29.55 | 59.36 | 57.73 | 25.00 | 25.15 | Train |
| 11.2 | 3 | 0.3 | 0 | 0.6 | Line | 34.08 | 29.55 | 59.81 | 57.73 | 25.00 | 25.15 | Test |
| 11.3 | 3 | 0.3 | 0 | 0.6 | Line | 26.22 | 29.55 | 64.16 | 57.73 | 18.75 | 25.15 | Test |
| 12.1 | 3 | 0.4 | 30 | 0.4 | Octate | 26.04 | 25.70 | 51.14 | 50.70 | 18.75 | 22.78 | Train |
| 12.2 | 3 | 0.4 | 30 | 0.4 | Octate | 25.61 | 25.70 | 52.19 | 50.70 | 25.00 | 22.78 | Train |
| 12.3 | 3 | 0.4 | 30 | 0.4 | Octate | 26.54 | 25.70 | 49.98 | 50.70 | 25.00 | 22.78 | Train |
| 13.1 | 5 | 0.1 | 90 | 0.6 | Octate | 14.70 | 15.52 | 37.87 | 35.02 | 12.50 | 14.86 | Train |
| 13.2 | 5 | 0.1 | 90 | 0.6 | Octate | 15.62 | 15.52 | 37.39 | 35.02 | 18.75 | 14.86 | Train |
| 13.3 | 5 | 0.1 | 90 | 0.6 | Octate | 17.01 | 15.52 | 31.09 | 35.02 | 12.50 | 14.86 | Train |
| 14.1 | 5 | 0.2 | 45 | 0.4 | Line | 14.54 | 16.47 | 34.68 | 37.49 | 12.50 | 13.57 | Train |
| 14.2 | 5 | 0.2 | 45 | 0.4 | Line | 13.93 | 16.47 | 37.37 | 37.49 | 12.50 | 13.57 | Test |
| 14.3 | 5 | 0.2 | 45 | 0.4 | Line | 14.82 | 16.47 | 28.77 | 37.49 | 6.25 | 13.57 | Test |
| 15.1 | 5 | 0.3 | 30 | 1 | Cubic | 33.57 | 34.96 | 58.09 | 63.04 | 18.75 | 18.02 | Train |
| 15.2 | 5 | 0.3 | 30 | 1 | Cubic | 34.91 | 34.96 | 66.72 | 63.04 | 21.88 | 18.02 | Train |
| 15.3 | 5 | 0.3 | 30 | 1 | Cubic | 36.95 | 34.96 | 66.15 | 63.04 | 12.50 | 18.02 | Train |
| 16.1 | 5 | 0.4 | 0 | 0.8 | Triangle | 23.78 | 23.81 | 41.18 | 41.76 | 25.00 | 21.39 | Train |
| 16.2 | 5 | 0.4 | 0 | 0.8 | Triangle | 22.69 | 23.81 | 40.20 | 41.76 | 18.75 | 21.39 | Train |
| 16.3 | 5 | 0.4 | 0 | 0.8 | Triangle | 22.27 | 23.81 | 35.78 | 41.76 | 12.50 | 21.39 | Test |
| Condition | UTS LIME Value | FS LIME Value | IS LIME Value |
|---|---|---|---|
| LT ≤ 0.30 | +1.65 | −0.4 | +1.53 |
| LT > 0.30 | −1.53 | +0.67 | −1.40 |
| BC ≤ 3.00 | +1.12 | +2.12 | +1.12 |
| BC > 3.00 | −0.94 | −2.25 | −1.14 |
| RA ≤ 30.00 | −0.38 | −2.10 | −0.25 |
| RA > 30.00 | +0.33 | +1.90 | +0.43 |
| ID ≤ 0.80 | −5.38 | −13.04 | −4.80 |
| ID > 0.80 | +5.42 | +13.24 | +4.74 |
| IP ≤ 2.00 | +1.84 | −4.57 | −0.97 |
| IP > 2.00 | −1.77 | +4.69 | +1.07 |
| LT | RA | ID | IP | BC | |
|---|---|---|---|---|---|
| UTS | 0.3 mm | 30° | 80% | Octate | 3% |
| FS | 0.3 mm | 30° | 100% | Octate | 0% |
| IS | 0.1 mm | 30° | 80% | Line | 1% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kharate, N.; Anerao, P.; Kulkarni, A.; Abdullah, M. Explainable AI Techniques for Comprehensive Analysis of the Relationship between Process Parameters and Material Properties in FDM-Based 3D-Printed Biocomposites. J. Manuf. Mater. Process. 2024, 8, 171. https://doi.org/10.3390/jmmp8040171
Kharate N, Anerao P, Kulkarni A, Abdullah M. Explainable AI Techniques for Comprehensive Analysis of the Relationship between Process Parameters and Material Properties in FDM-Based 3D-Printed Biocomposites. Journal of Manufacturing and Materials Processing. 2024; 8(4):171. https://doi.org/10.3390/jmmp8040171
Chicago/Turabian StyleKharate, Namrata, Prashant Anerao, Atul Kulkarni, and Masuk Abdullah. 2024. "Explainable AI Techniques for Comprehensive Analysis of the Relationship between Process Parameters and Material Properties in FDM-Based 3D-Printed Biocomposites" Journal of Manufacturing and Materials Processing 8, no. 4: 171. https://doi.org/10.3390/jmmp8040171
APA StyleKharate, N., Anerao, P., Kulkarni, A., & Abdullah, M. (2024). Explainable AI Techniques for Comprehensive Analysis of the Relationship between Process Parameters and Material Properties in FDM-Based 3D-Printed Biocomposites. Journal of Manufacturing and Materials Processing, 8(4), 171. https://doi.org/10.3390/jmmp8040171