

Effect of Scanning Strategy on the Microstructure and Load-Bearing Characteristics of Additive Manufactured Parts


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
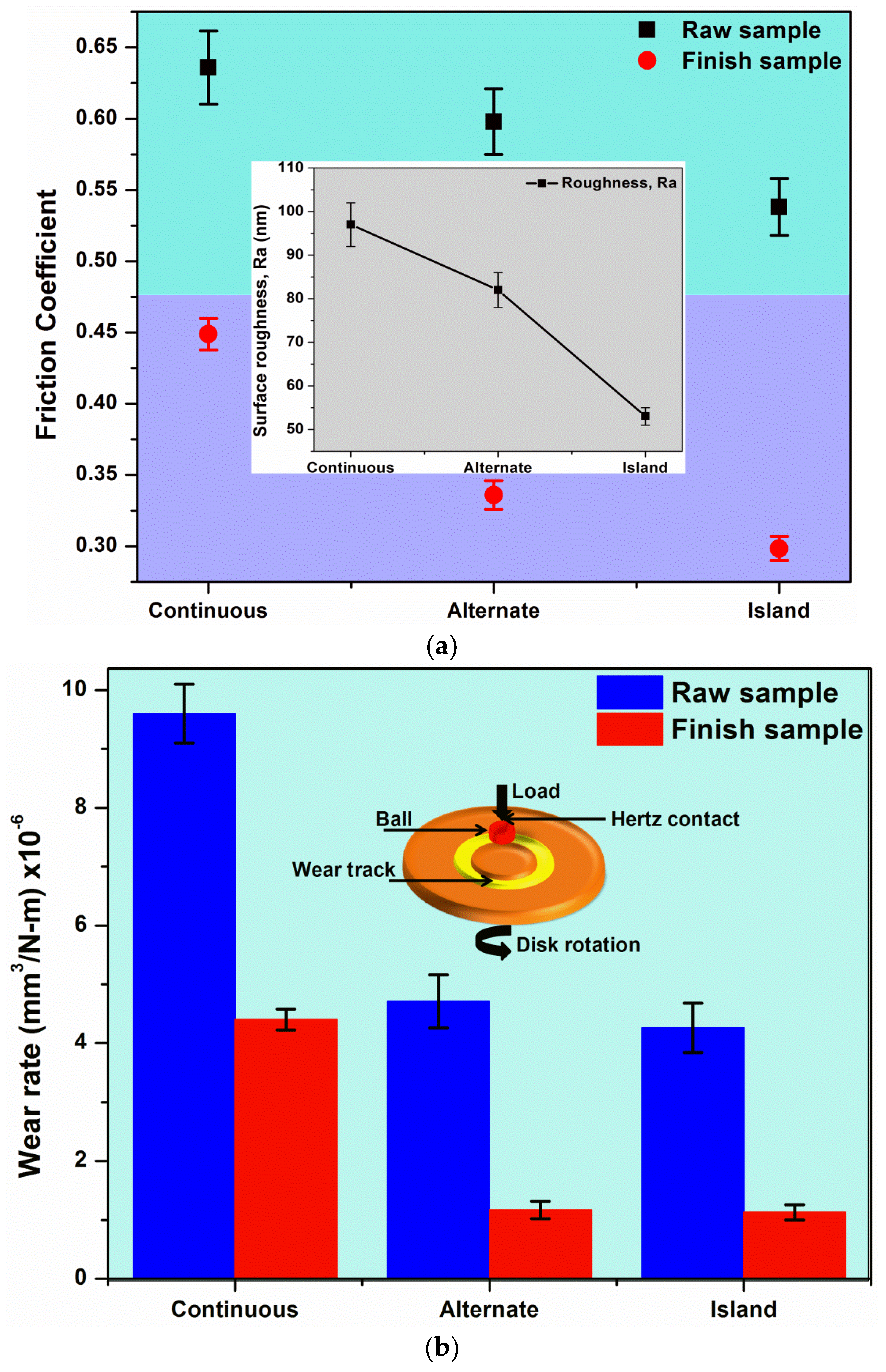
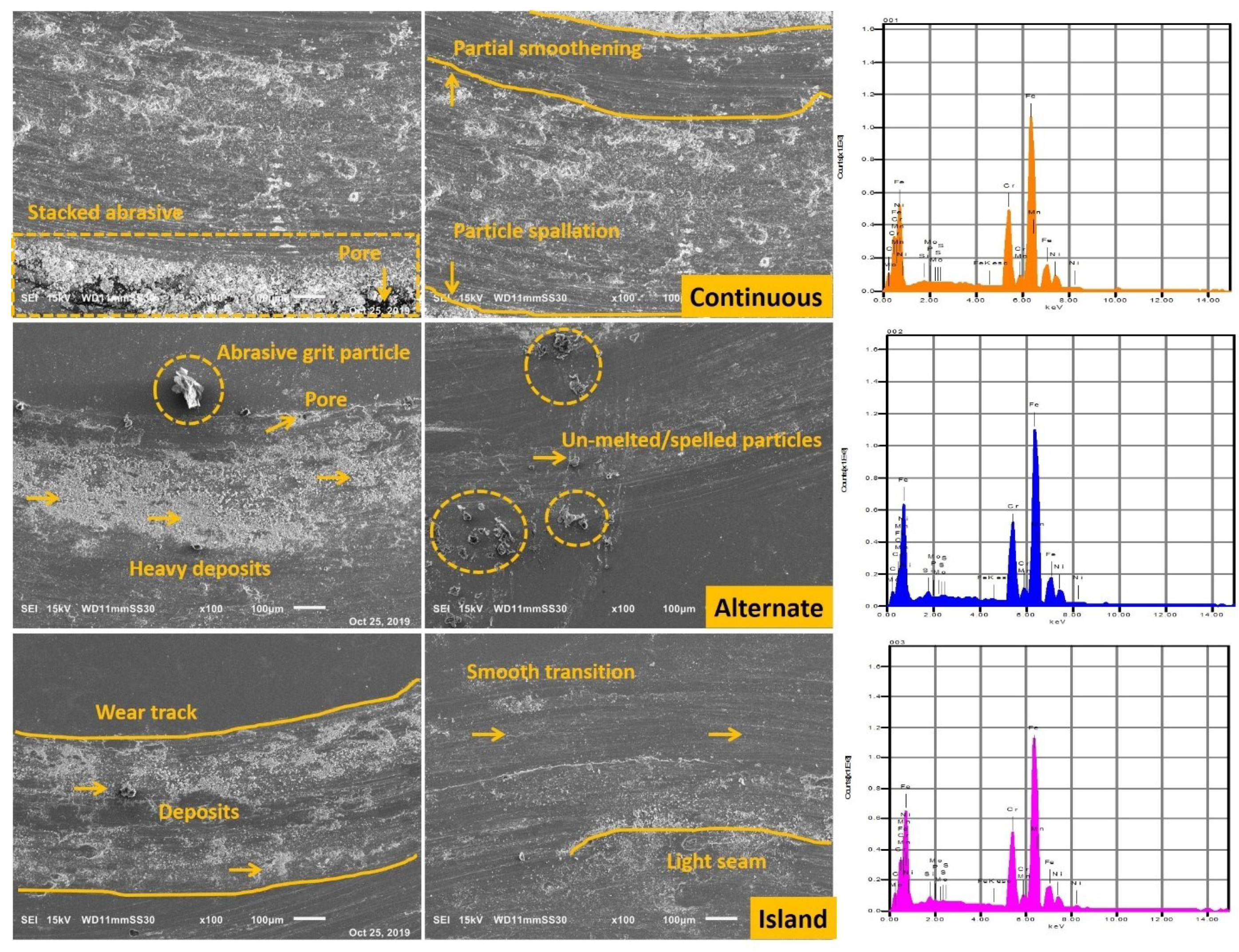
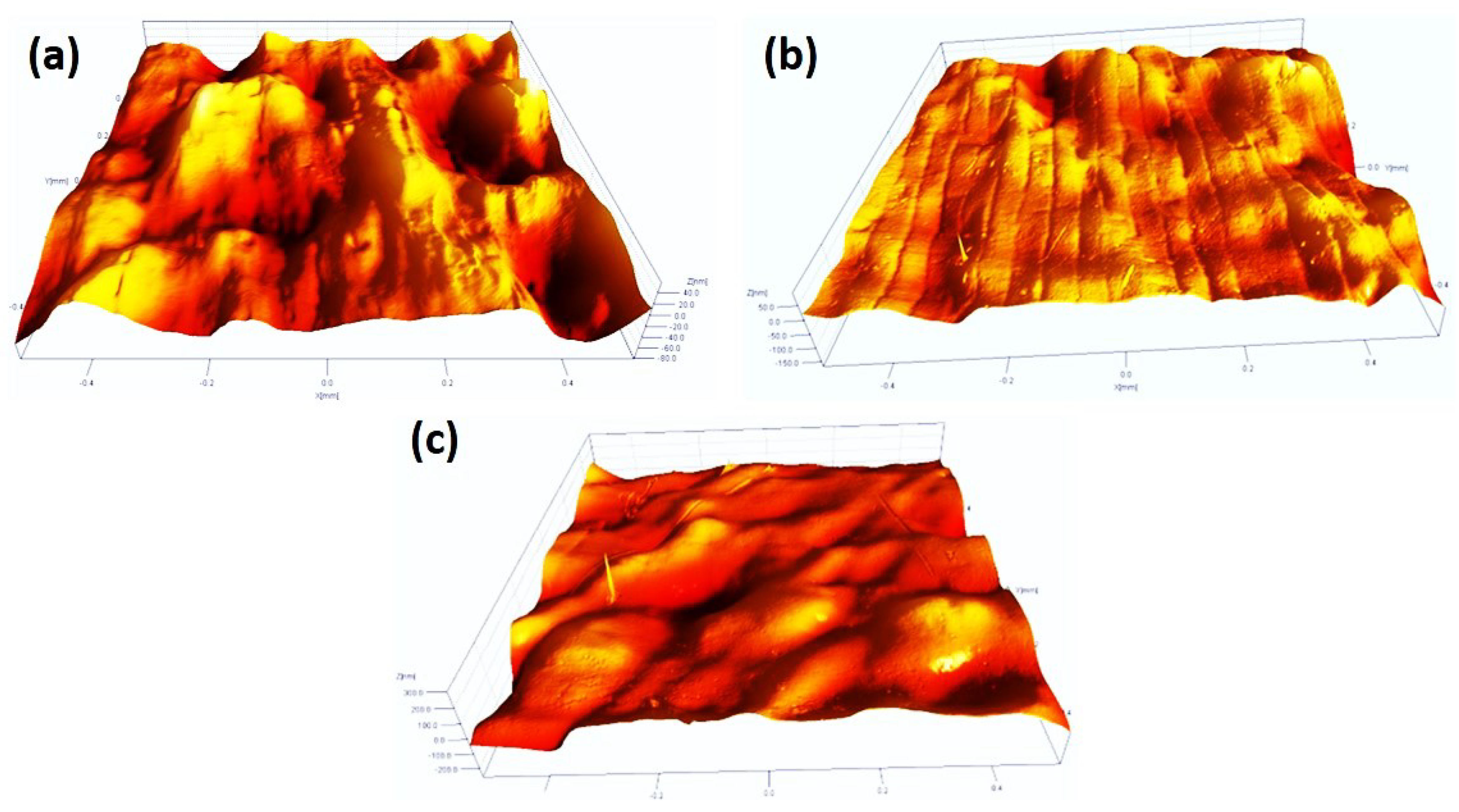
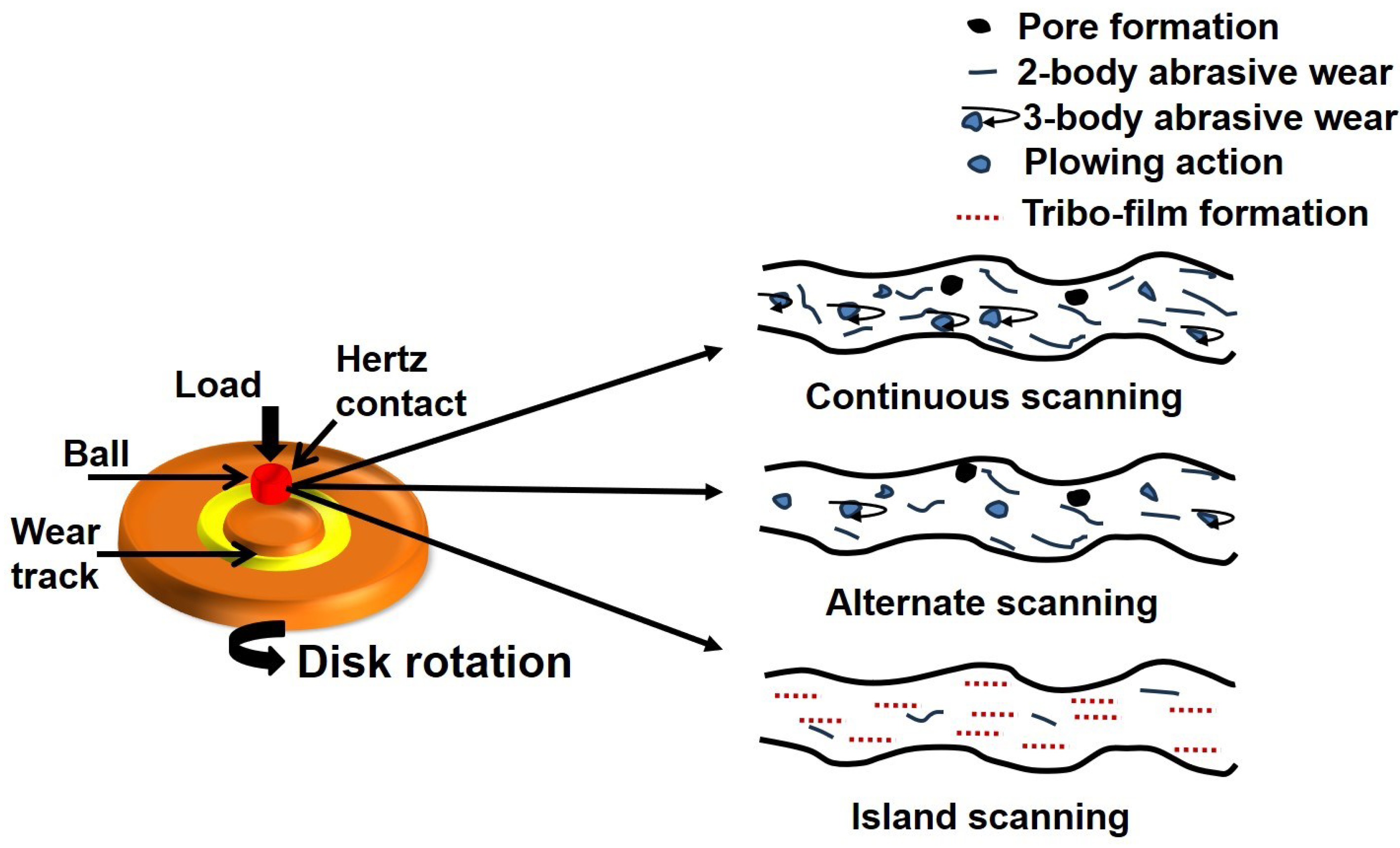
3.1. Tribological Study
3.2. Hardness
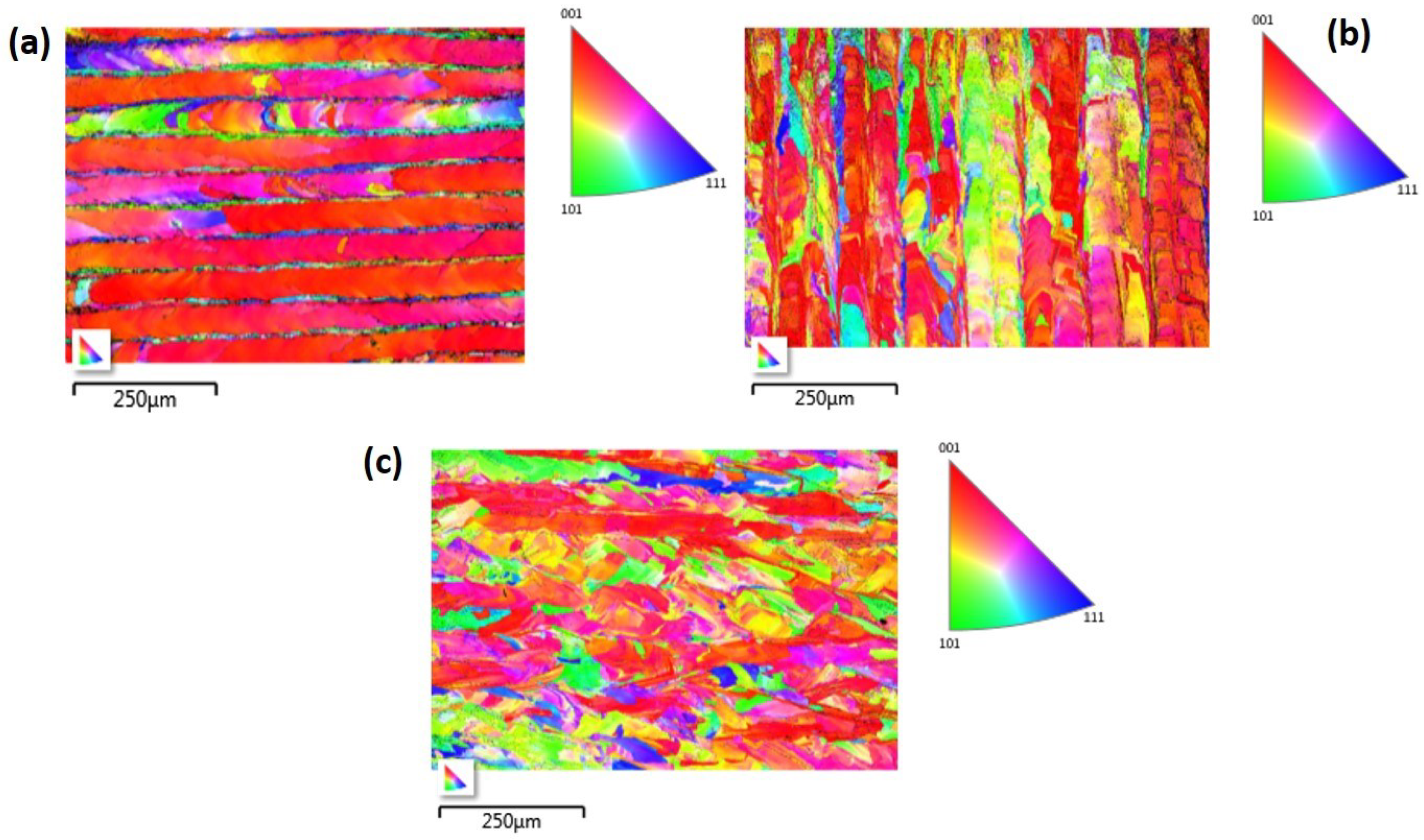
3.3. EBSD Analysis
3.4. Mechanism of Load-Bearing Capacity
- a.
- Continuous scanning
- b.
- Alternate scanning
- c.
- Island scanning
4. Conclusions
- (1)
- Both continuous and alternate scanning strategies have long columnar grains with dominant grain orientations towards (001) planes. These long columnar grains develop due to the steep temperature gradient, which is typical of the long scanning vector in the laser scanning direction. However, the island scanning strategy yields a bimodular grain structure with a mix of long and short grains cluttered along the (001) and (101) planes. This is due to the low-temperature gradient along the scanning length compared to the other two strategies.
- (2)
- The samples prepared by the island scan strategy performed better in terms of tribological properties than the other two scan strategies, with the finished samples exhibiting a low friction coefficient (~0.29) and a lower wear rate. This superiority is attributed to the dense structure, reduced pore formation, and homogenous load distribution. The surface roughness of the islands supports the applied load, aiding the formation of a tribo-film, which prevents surface delamination during the Hertzian contact and, hence, is capable of sustaining high contact stresses developed on the surface. The island strategy has a higher sustained Hertzian contact stress of 1.75 GPa and has a lower wear rate, emerging as the preferred choice for mitigating wear under severe contact conditions.
- (3)
- The superior tribological properties of the island strategy can be correlated to its higher hardness values, with finished samples exhibiting a hardness of 186 HV. The increase in hardness values is due to microstructural modification such as grains, which increases the load-bearing capacity and hence provides a low wear rate compared to other scanning strategies.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Upadhyay, R.K.; Kumar, A. Scratch and wear resistance of additive manufactured 316L stainless steel sample fabricated by selective laser melting technique. Wear 2020, 458–459, 203437. [Google Scholar] [CrossRef]
- Kissel, H. Titanium powder and additive manufacturing: The perfect match. Met. Powder Rep. 2021, 72, 196–198. [Google Scholar] [CrossRef]
- Filip, P. Titanium-Nickel Shape Memory Alloys in Medical Applications. In Titanium in Medicine: Material Science, Surface Science, Engineering, Biological Responses and Medical Applications; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Martin, A. Direct Metal Layer Sintering DMLS 3D Printing Guide, Electroloom. 18 August 2021. Available online: https://electroloom.com/direct-metal-layer-sintering-dmls-3d-printing-guide/ (accessed on 14 January 2024).
- GE Addictive. Metals in Additive Manufacturing. Available online: https://www.ge.com/additive/additive-manufacturing/information/metal-additive-manufacturing-materials (accessed on 14 January 2024).
- Baumard, A.; Ayrault, D.; Fandeur, O.; Bordreuil, C.; Beaume, F.D. Numerical prediction of grain structure formation during laser powder bed fusion of 316 L stainless steel. Mater. Des. 2021, 199, 109434. [Google Scholar] [CrossRef]
- Yakout, M.; Cadamuro, A.; Elbestawi, M.A.; Veldhuis, S.C. The Selection of Process Parameters in Additive Manufacturing for Aerospace Alloys. Int. J. Adv. Manuf. Technol. 2017, 92, 2081–2098. [Google Scholar] [CrossRef]
- Yasa, E. Chapter 3—Selective Laser Melting: Principles and surface quality. In Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 77–120. [Google Scholar]
- Lyu, Y.; Wang, J.; Wan, Y.; Chen, Y. The Influence of Selective Laser Melting Process Parameters on the Property of TiAlN/TiN Multilayer Coating on the 316L Steel. Coatings 2019, 9, 377. [Google Scholar] [CrossRef]
- Hermawan, H.; Ramdan, D.; Djuansjah, J.R.P. Metals for Biomedical Applications. In Biomedical Engineering—From Theory to Applications; InTech: London, UK, 2011. [Google Scholar]
- Antony, K.; Arivazhagan, N.; Senthilkumaran, K. Numerical and Experimental Investigations on Laser Melting of Stainless Steel 316L Metal Powders. J. Manuf. Process. 2014, 16, 345–355. [Google Scholar] [CrossRef]
- Lodhi, M.; Deen, K.; Greenlee-Wacker, M.; Haider, W. Additively manufactured 316L stainless steel with improved corrosion resistance and biological response for biomedical applications. Addit. Manuf. 2019, 27, 8–19. [Google Scholar]
- Kruth, J.-P.; Badrossamay, M.; Yasa, E.; Deckers, J.; Thijs, L.; Humbeeck, J. Part and Material Properties in Selective Laser Melting of Metals. In Proceedings of the 16th International Symposium on Electromachining, ISEM 2010, Shanghai, China, 19–23 April 2010. [Google Scholar]
- Kan, W.H.; Chiu, L.N.S.; Lim, C.V.S.; Zhu, Y.; Tian, Y.; Jiang, D.; Huang, A. A critical review on the effects of process-induced porosity on the mechanical properties of alloys fabricated by laser powder bed fusion. J. Mater. Sci. 2022, 57, 9818–9865. [Google Scholar] [CrossRef]
- Soren, A.; Ghosh, D.; Kumar, S.; Mandal, S. Comprehending the correlation between microstructural features and wear performance in multiphase lightweight steels. Mater. Lett. 2023, 352, 135134. [Google Scholar] [CrossRef]
- Nandhakumar, R.; Venkatesan, K. A Process Parameters Review on Selective Laser Melting-Based Additive Manufacturing of Single and Multi-Material: Microstructure, Physical Properties, Tribological, and Surface Roughness. Mater. Today Commun. 2023, 35, 105538. [Google Scholar] [CrossRef]
- Salman, O.O.; Brenne, F.; Niendorf, T.; Eckert, J.; Prashanth, K.G.; He, T.; Scudino, S. Impact of the Scanning Strategy on the Mechanical Behavior of 316L Steel Synthesized by Selective Laser Melting. J. Manuf. Process. 2019, 45, 255–261. [Google Scholar] [CrossRef]
- Ghanavati, R.; Naffakh-Moosavy, H. Additive manufacturing of functionally graded metallic materials: A review of experimental and numerical studies. J. Mater. Res. Technol. 2021, 13, 1628–1664. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of Selective Laser Melting (SLM) Process Parameters on Microstructure and Mechanical Properties of 316L Austenitic Stainless Steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Choo, H.; Sham, K.-L.; Bohling, J.; Ngo, A.; Xiao, X.; Ren, Y.; Depond, P.J.; Matthews, M.J.; Garlea, E. Effect of Laser Power on Defect, Texture, and Microstructure of a Laser Powder Bed Fusion Processed 316L Stainless Steel. Mater. Des. 2019, 164, 107534. [Google Scholar] [CrossRef]
- Saxena, P.; Gajera, H.; Shah, D.; Pancholi, N. Effect of SLM Process Parameters on Hardness and Microstructure of Stainless Steel 316 Material. Mater. Today Proc. 2022, 50, 1653–1659. [Google Scholar] [CrossRef]
- Shin, W.-S.; Son, B.; Song, W.; Sohn, H.; Jang, H.; Kim, Y.-J.; Park, C. Heat Treatment Effect on the Microstructure, Mechanical Properties, and Wear Behaviors of Stainless Steel 316L Prepared via Selective Laser Melting. Mater. Sci. Eng. A 2021, 806, 140805. [Google Scholar] [CrossRef]
- Sun, Y.; Moroz, A.; Alrbaey, K. Sliding Wear Characteristics and Corrosion Behaviour of Selective Laser Melted 316L Stainless Steel. J. Mater. Eng. Perform. 2014, 23, 518–526. [Google Scholar] [CrossRef]
- Li, H.; Ramezani, M.; Li, M.; Ma, C.; Wang, J. Tribological Performance of Selective Laser Melted 316L Stainless Steel. Tribol. Int. 2018, 128, 121–129. [Google Scholar] [CrossRef]
- Greco, S.; Gutzeit, K.; Hotz, H.; Kirsch, B.; Aurich, J.C. Selective laser melting (SLM) of AISI 316L—Impact of laser power, layer thickness, and hatch spacing on roughness, density, and microhardness at constant input energy density. Int. J. Adv. Manuf. Technol. 2020, 108, 1551–1562. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser Additive Manufacturing of Metallic Components: Materials, Processes and Mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Larimian, T.; Kannan, M.; Grzesiak, D.; AlMangour, B.; Borkar, T. Effect of Energy Density and Scanning Strategy on Densification, Microstructure and Mechanical Properties of 316L Stainless Steel Processed via Selective Laser Melting. Mater. Sci. Eng. A 2020, 770, 138455. [Google Scholar] [CrossRef]
- Mishra, A.K.; Upadhyay, R.K.; Kumar, A. Surface wear anisotropy in AlSi10Mg alloy sample fabricated by selective laser melting: Effect of hatch style, scan rotation and use of fresh and recycled powder. J. Tribol. 2021, 143, 021701. [Google Scholar] [CrossRef]
- Li, L.; Chen, H.; Wang, X.; Liao, Z. Effects of vector length on the melt pool morphology and grain structure characteristics of Alloy 718 in laser powder bed fusion. J. Mater. Process. Technol. 2024, 326, 118317. [Google Scholar] [CrossRef]
- Concept Laser GmbH. In Mlab Cusing R Operating Manual; Concept Laser GmbH: Berlin, Germany, 2019.
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Upadhyay, R.K.; Kumar, A. Epoxy-graphene-MoS2 composites with improved tribological behavior under dry sliding contact. Tribol. Int. 2019, 130, 106–118. [Google Scholar] [CrossRef]
- Standard Test Method for Microindentation Hardness of Materials. (n.d.). Available online: https://www.astm.org/e0384-17.html (accessed on 14 April 2024).
- Gupta, M.K.; Demirsöz, R.; Korkmaz, M.E.; Ross, N.S. Wear and friction mechanism of stainless steel 420 under various lubrication conditions: A tribological assessment with ball on flat test. J. Tribol. 2022, 145, 041703. [Google Scholar] [CrossRef]
- Ralls, A.M.; John, M.; Noud, J.; Lopez, J.; LeSourd, K.; Napier, I.; Hallas, N.; Menezes, P.L. Tribological, Corrosion, and Mechanical Properties of Selective Laser Melted Steel. Metals 2022, 12, 1732. [Google Scholar] [CrossRef]
- Wang, L.; Seyeux, A.; Marcus, P. Thermal stability of the passive film formed on 316L stainless steel surface studied by ToF-SIMS. Corros. Sci. 2020, 165, 108395. [Google Scholar] [CrossRef]
- Carter, L.N.; Martin, C.; Withers, P.J.; Attallah, M.M. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. J. Alloys Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Investigation Of The Effect Of Scan Vector Length On Residual Stresses In Selective Laser Melting Of Maraging Steel 300. S. Afr. J. Ind. Eng. 2019, 30, 60–70. [Google Scholar] [CrossRef]
- Neikter, M.; Huang, A.; Wu, X. Microstructural characterization of binary microstructure pattern in selective laser-melted Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2019, 104, 1381–1391. [Google Scholar] [CrossRef]
- Kudzal, A.; McWilliams, B.; Hofmeister, C.; Kellogg, F.; Yu, J.; Taggart-Scarff, J.; Liang, J. Effect of scan pattern on the microstructure and mechanical properties of Powder Bed Fusion additive manufactured 17-4 stainless steel. Mater. Des. 2017, 133, 205–215. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Mo | Mn | Si | P | C | S |
|---|---|---|---|---|---|---|---|---|
| Wt.% | 16.5–18.5 | 10–13 | 2–2.5 | 0–2 | 0–1 | 0–0.045 | 0–0.030 | 0–0.030 |
| Gas Flow Rate (m3/s) | Gas Pressure (Pascal) | Laser Power (W) | Scan Speed (mm/s) | Layer Thickness (µm) | Hatch Space (µm) | Focus Diameter (µm) | Exposure Time (µs) |
|---|---|---|---|---|---|---|---|
| 0.0000666667 | 200,000 | 90 | 700 | 25 | 56 | 50 | 100 |
| Element | C | Cr | Si | Mn | P | Fe | S |
| Wt.% | 0.98 | 1.30 | 0.15 | 0.25 | 0.025 | 97.27 | 0.025 |
| Ball diameter | 4 mm | ||||||
| Ball Roughness | 3 µm | ||||||
| Sliding velocity | 0.41 m/s | ||||||
| Rotation | 1000 RPM | ||||||
| Total sliding cycles | 30,000 | ||||||
| Load | 5 N | ||||||
| Sample | Hardness (Finished Samples) |
|---|---|
| Continuous | 155 (±11) |
| Alternate | 162 (±9) |
| Island | 186 (±7) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sajin Jose, S.S.; Mishra, S.K.; Upadhyay, R.K. Effect of Scanning Strategy on the Microstructure and Load-Bearing Characteristics of Additive Manufactured Parts. J. Manuf. Mater. Process. 2024, 8, 146. https://doi.org/10.3390/jmmp8040146
Sajin Jose SS, Mishra SK, Upadhyay RK. Effect of Scanning Strategy on the Microstructure and Load-Bearing Characteristics of Additive Manufactured Parts. Journal of Manufacturing and Materials Processing. 2024; 8(4):146. https://doi.org/10.3390/jmmp8040146
Chicago/Turabian StyleSajin Jose, S. Silva, Santosh Kr. Mishra, and Ram Krishna Upadhyay. 2024. "Effect of Scanning Strategy on the Microstructure and Load-Bearing Characteristics of Additive Manufactured Parts" Journal of Manufacturing and Materials Processing 8, no. 4: 146. https://doi.org/10.3390/jmmp8040146
APA StyleSajin Jose, S. S., Mishra, S. K., & Upadhyay, R. K. (2024). Effect of Scanning Strategy on the Microstructure and Load-Bearing Characteristics of Additive Manufactured Parts. Journal of Manufacturing and Materials Processing, 8(4), 146. https://doi.org/10.3390/jmmp8040146