
Experimental Evidence on Incremental Formed Polymer Sheets Using a Stair Toolpath Strategy




Abstract
1. Introduction
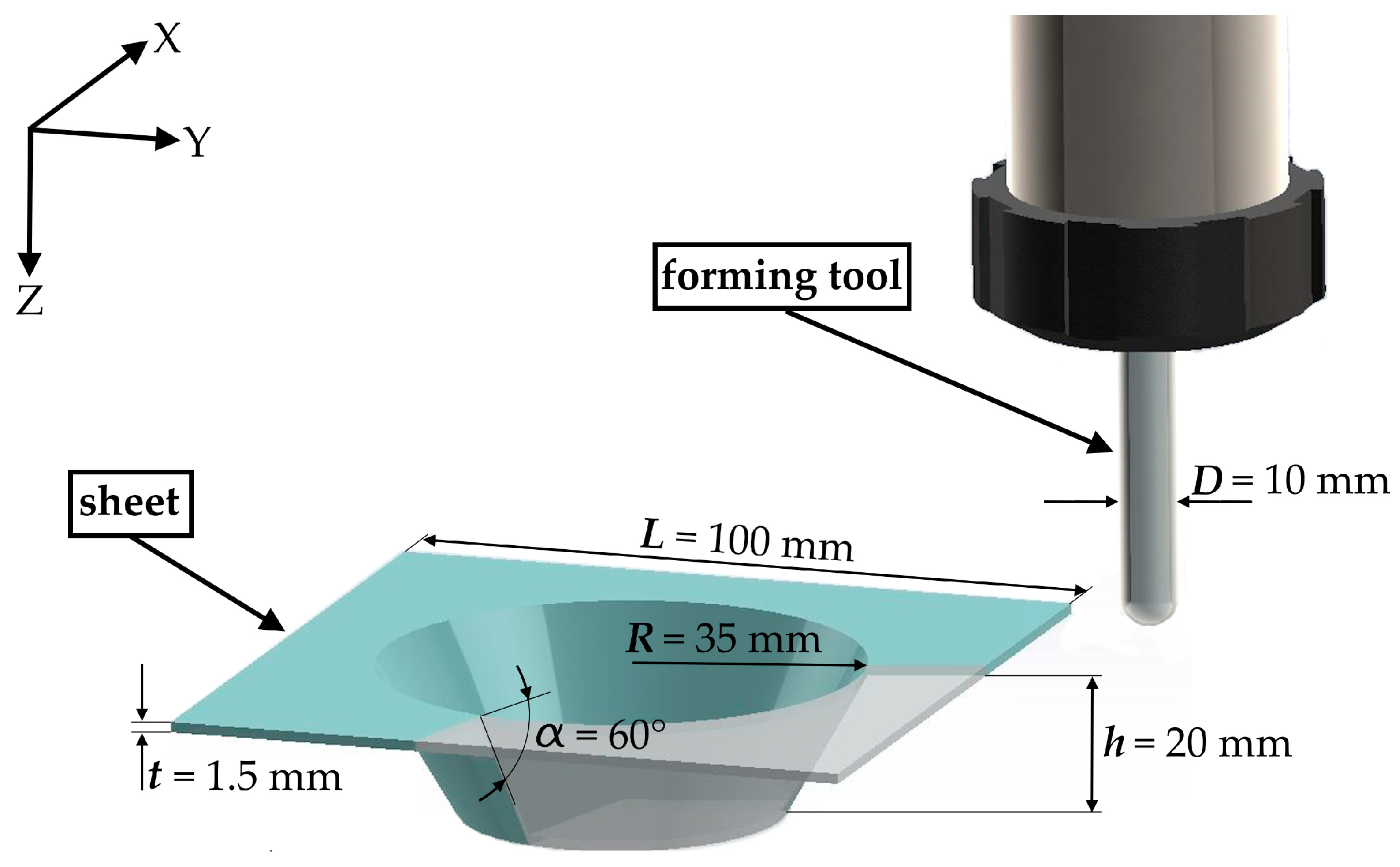
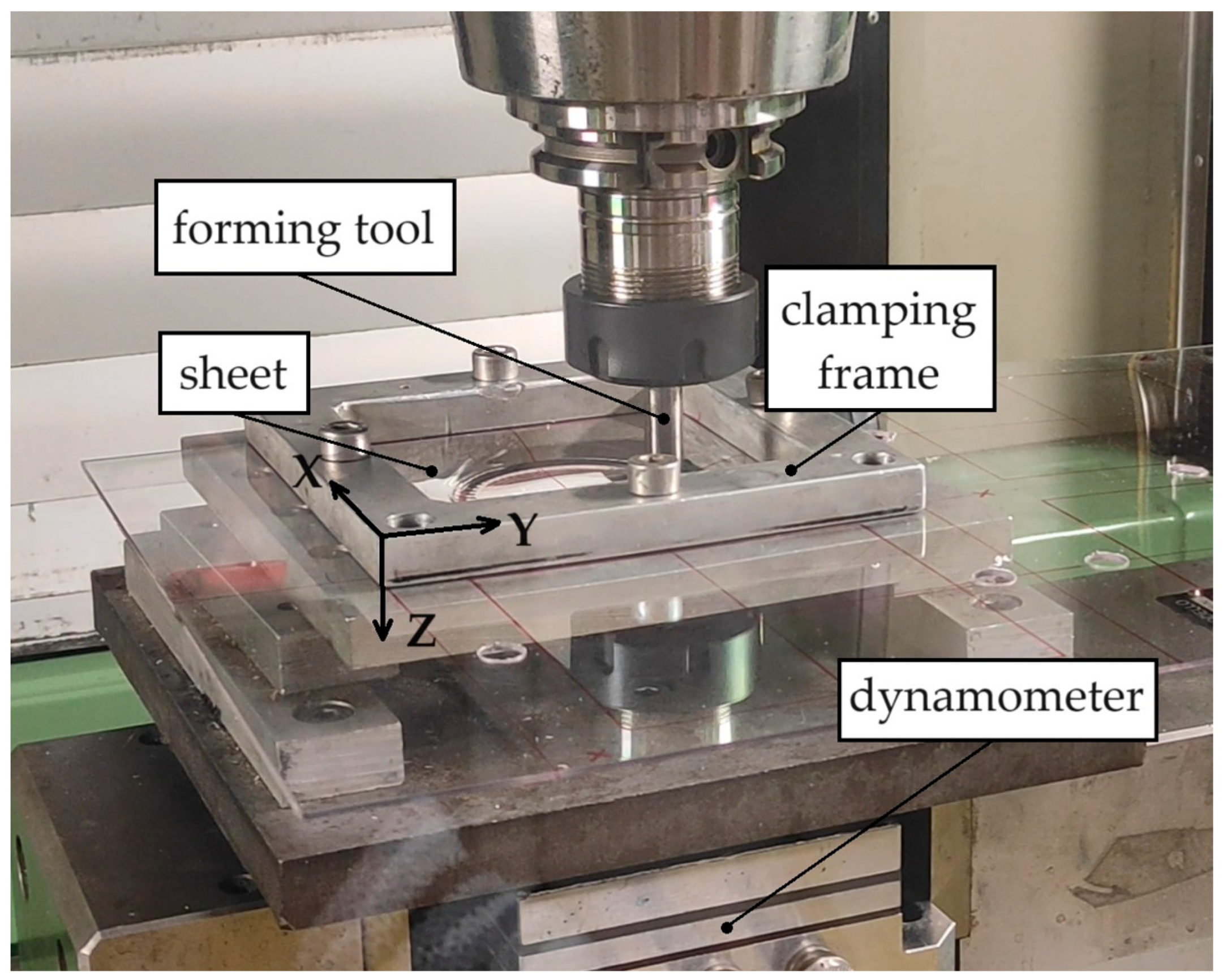
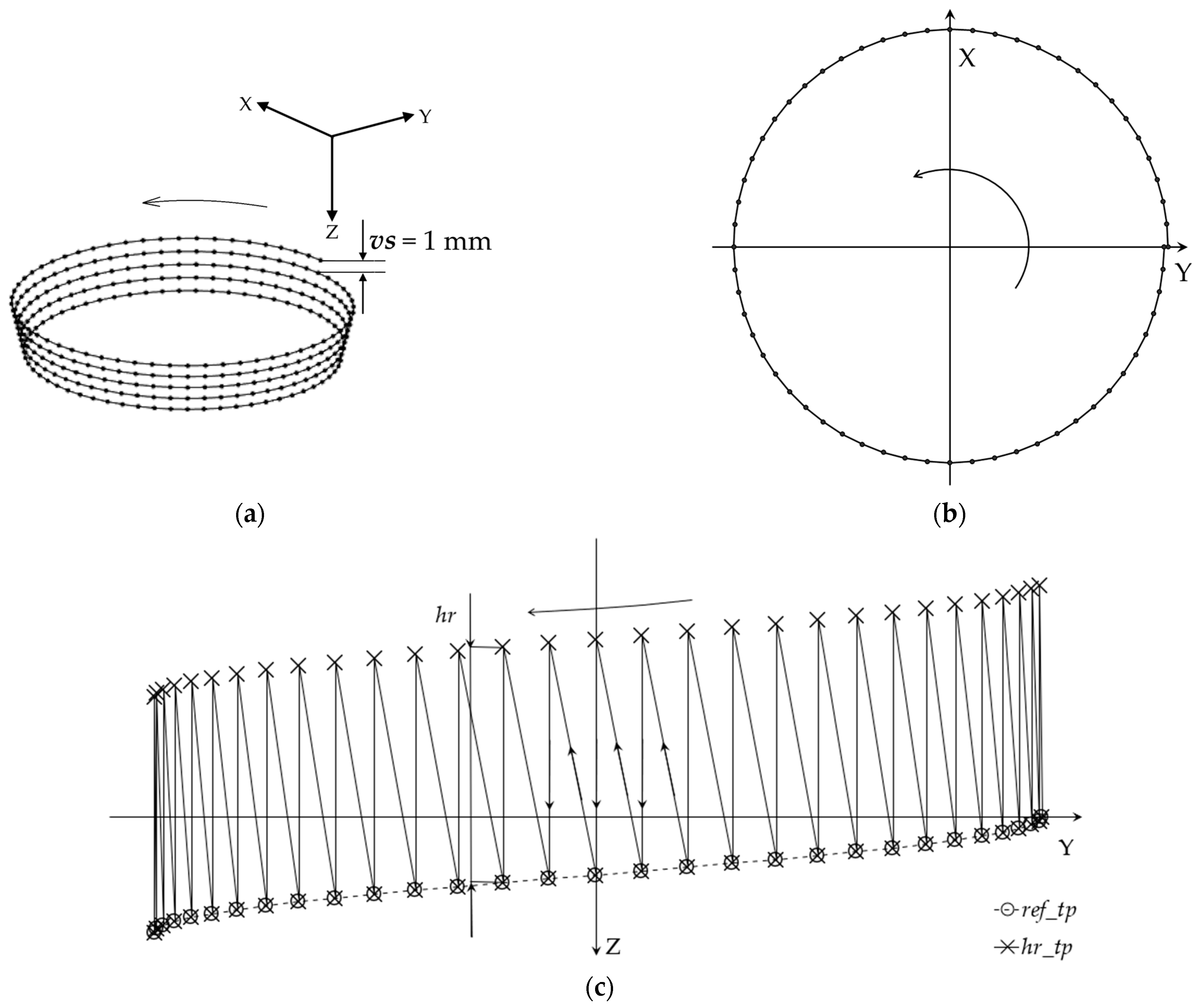
2. Materials and Methods
3. Results
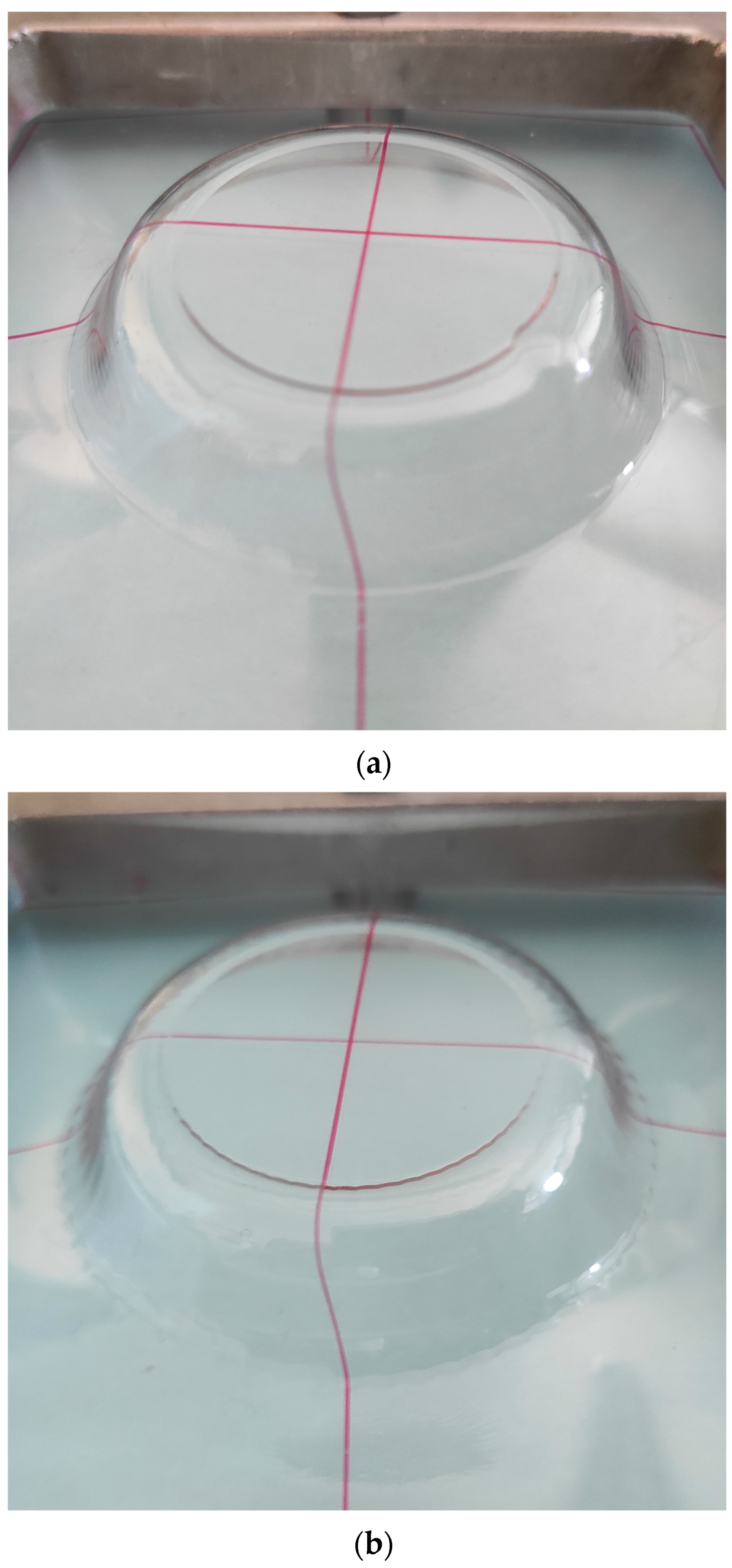
3.1. Defectiveness
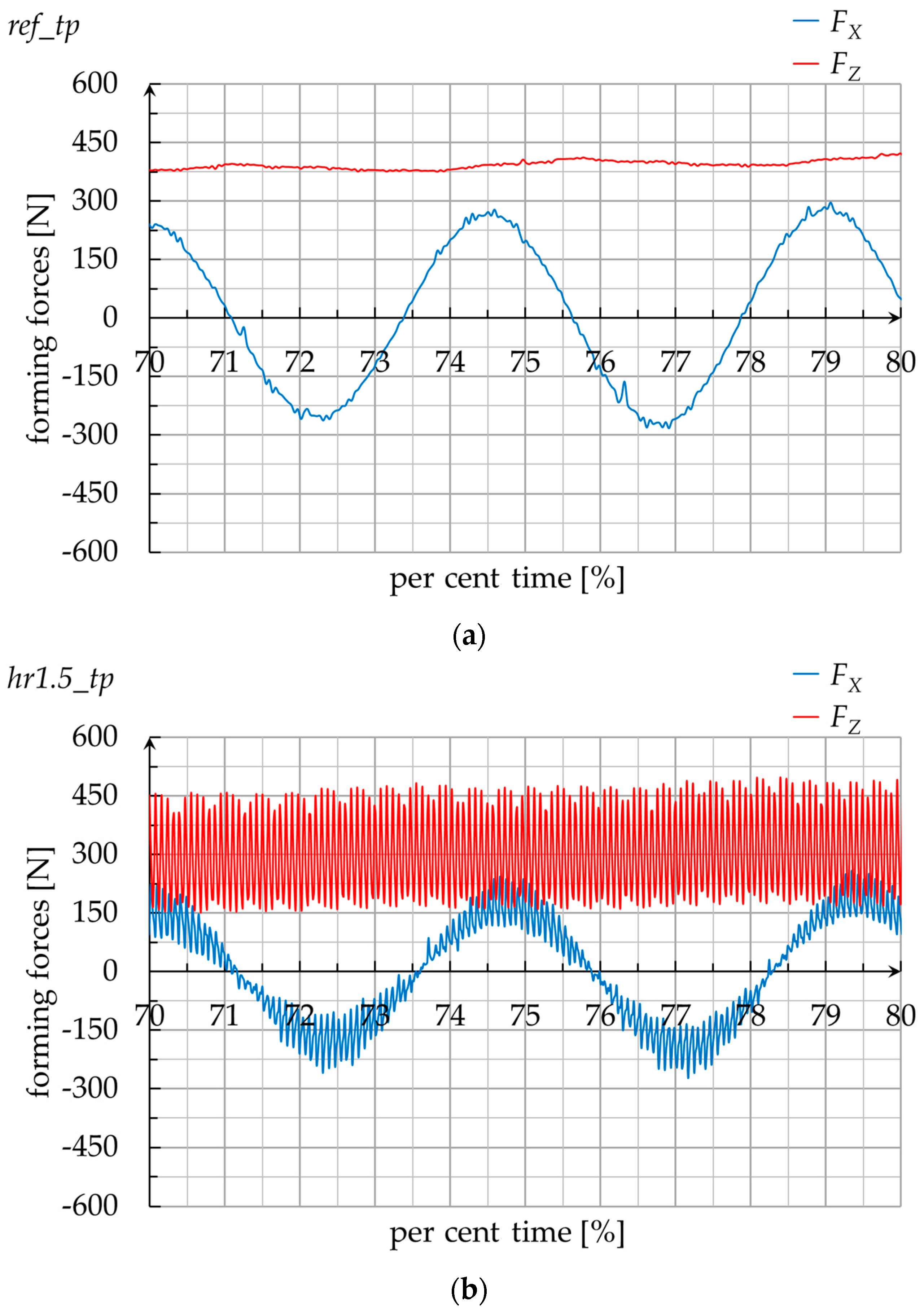
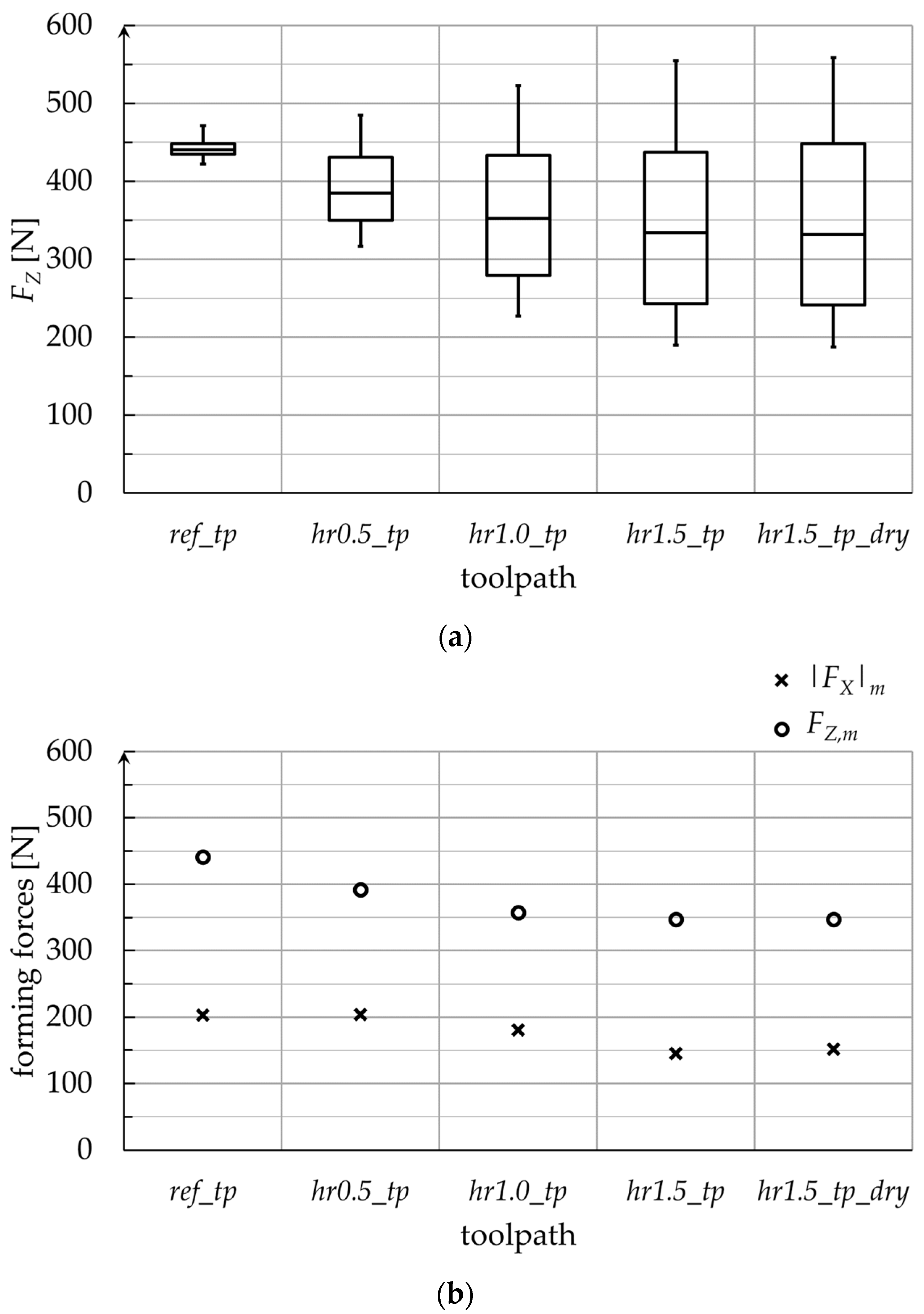
3.2. Forming Forces and Times
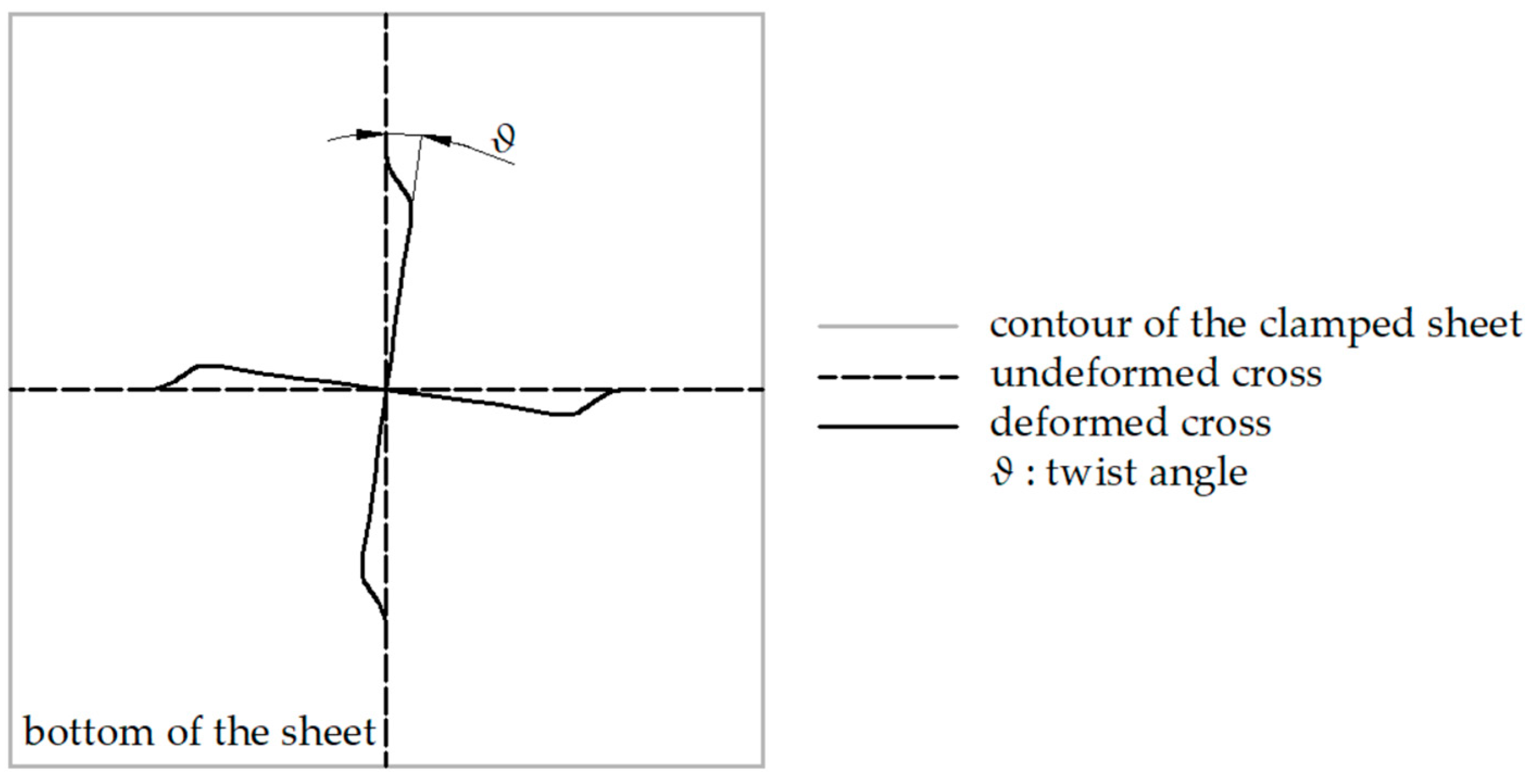
3.3. Twist Angles
3.4. Roughness
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rosa-Sainz, A.; Centeno, G.; Silva, M.B.; Vallellano, C. Experimental Failure Analysis in Polycarbonate Sheet Deformed by Spif. J. Manuf. Process. 2021, 64, 1153–1168. [Google Scholar] [CrossRef]
- Rosa-Sainz, A.; Centeno, G.; Silva, M.B.; Andrés López-Fernández, J.; Jesus Martínez-Donaire, A.; Vallellano, C. On the Determination of Forming Limits in Polycarbonate Sheets. Materials 2020, 13, 928. [Google Scholar] [CrossRef]
- Shaw, M.T. Cold Forming of Polymeric Materials. Annu. Rev. Mater. Sci. 1980, 10, 19–42. [Google Scholar] [CrossRef]
- Bagudanch, I.; Centeno, G.; Vallellano, C.; Garcia-Romeu, M.L. Revisiting Formability and Failure of Polymeric Sheets Deformed by Single Point Incremental Forming. Polym. Degrad. Stab. 2017, 144, 366–377. [Google Scholar] [CrossRef]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive Manufacturing: Scientific and Technological Challenges, Market Uptake and Opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Bertini, L.; Kubit, A.; Al-Sabur, R.; Gradzik, A.; Ochał, K.; Slota, J.; Korzeniowski, M. Investigating Residual Stresses in Metal-Plastic Composites Stiffening Ribs Formed Using the Single Point Incremental Forming Method. Materials 2022, 15, 8252. [Google Scholar] [CrossRef] [PubMed]
- Behera, A.K.; de Sousa, R.A.; Ingarao, G.; Oleksik, V. Single Point Incremental Forming: An Assessment of the Progress and Technology Trends from 2005 to 2015. J. Manuf. Process. 2017, 27, 37–62. [Google Scholar] [CrossRef]
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric Single Point Incremental Forming of Sheet Metal. CIRP Ann. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Rosca, N.; Oleksik, M.; Rosca, L.; Avrigean, E.; Trzepieciński, T.; Najm, S.M.; Oleksik, V. Minimizing the Main Strains and Thickness Reduction in the Single Point Incremental Forming Process of Polyamide and High-Density Polyethylene Sheets. Materials 2023, 16, 1644. [Google Scholar] [CrossRef]
- Bagudanch, I.; Garcia-Romeu, M.L.; Sabater, M. Incremental Forming of Polymers: Process Parameters Selection from the Perspective of Electric Energy Consumption and Cost. J. Clean. Prod. 2016, 112, 1013–1024. [Google Scholar] [CrossRef]
- Franzen, V.; Kwiatkowski, L.; Martins, P.A.F.; Tekkaya, A.E. Single Point Incremental Forming of PVC. J. Mater. Process. Technol. 2009, 209, 462–469. [Google Scholar] [CrossRef]
- Martins, P.A.F.; Kwiatkowski, L.; Franzen, V.; Tekkaya, A.E.; Kleiner, M. Single Point Incremental Forming of Polymers. CIRP Ann. Manuf. Technol. 2009, 58, 229–232. [Google Scholar] [CrossRef]
- Le, V.S.; Ghiotti, A.; Lucchetta, G. Preliminary Studies on Single Point Incremental Forming for Thermoplastic Materials. Int. J. Mater. Form. 2008, 1, 1179–1182. [Google Scholar] [CrossRef]
- Marques, T.A.; Silva, M.B.; Martins, P.A.F. On the Potential of Single Point Incremental Forming of Sheet Polymer Parts. Int. J. Adv. Manuf. Technol. 2012, 60, 75–86. [Google Scholar] [CrossRef]
- Bagudanch, I.; Garcia-Romeu, M.L.; Centeno, G.; Elías-Zúñiga, A.; Ciurana, J. Forming Force and Temperature Effects on Single Point Incremental Forming of Polyvinylchloride. J. Mater. Process. Technol. 2015, 219, 221–229. [Google Scholar] [CrossRef]
- Davarpanah, M.A.; Mirkouei, A.; Yu, X.; Malhotra, R.; Pilla, S. Effects of Incremental Depth and Tool Rotation on Failure Modes and Microstructural Properties in Single Point Incremental Forming of Polymers. J. Mater. Process. Technol. 2015, 222, 287–300. [Google Scholar] [CrossRef]
- Martínez-Donaire, A.J.; García-Lomas, F.J.; Vallellano, C. New Approaches to Detect the Onset of Localised Necking in Sheets under Through-Thickness Strain Gradients. Mater. Des. 2014, 57, 135–145. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Boccarusso, L.; Langella, A. Influence of Cold-Rolling on Incremental Sheet Forming of Polycarbonate. Mater. Manuf. Process. 2020, 35, 328–336. [Google Scholar] [CrossRef]
- Formisano, A.; Lambiase, F.; Durante, M. Polymer Self-Heating during Incremental Forming. J. Manuf. Process. 2020, 58, 1189–1199. [Google Scholar] [CrossRef]
- Formisano, A.; Boccarusso, L.; Capece Minutolo, F.; Carrino, L.; Durante, M.; Langella, A. Negative and Positive Incremental Forming: Comparison by Geometrical, Experimental, and FEM Considerations. Mater. Manuf. Process. 2017, 32, 530–536. [Google Scholar] [CrossRef]
- Zhu, H.; Ou, H.; Popov, A. Incremental Sheet Forming of Thermoplastics: A Review. Int. J. Adv. Manuf. Technol. 2020, 111, 565–587. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Lambiase, F. Incremental Forming of Polycarbonate Sheets. J. Mater. Process. Technol. 2018, 253, 57–63. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Lambiase, F. Formability of Polycarbonate Sheets in Single-Point Incremental Forming. Int. J. Adv. Manuf. Technol. 2019, 102, 2049–2062. [Google Scholar] [CrossRef]
- Chang, Z.; Chen, J. Mechanism of the Twisting in Incremental Sheet Forming Process. J. Mater. Process. Technol. 2019, 276, 116396. [Google Scholar] [CrossRef]
- Duflou, J.R.; Vanhove, H.; Verbert, J.; Gu, J.; Vasilakos, I.; Eyckens, P. Twist Revisited: Twist Phenomena in Single Point Incremental Forming. CIRP Ann. Manuf. Technol. 2010, 59, 307–310. [Google Scholar] [CrossRef]
- Formisano, A.; Boccarusso, L.; Durante, M. Optimization of Single-Point Incremental Forming of Polymer Sheets through FEM. Materials 2023, 16, 451. [Google Scholar] [CrossRef] [PubMed]
- Hou, Z.X.; Wu, J.; Wang, Z.R. A Study of the Bulge-Forming of Polycarbonate (PC) Sheet. J. Mater. Process. Technol. 2004, 151, 312–315. [Google Scholar] [CrossRef]
- Beşliu, I.; Tamaşag, I.; Slătineanu, L. An Experimental Study on Incremental Forming Process of Polycarbonate Sheets. Macromol. Symp. 2021, 395, 2000282. [Google Scholar] [CrossRef]
- Formisano, A.; Durante, M.; Boccarusso, L.; Memola Capece, F. A Numerical Approach to Optimize the Toolpath Strategy for Polymers Forming. Mater. Res. Proc. 2023, 28, 1697–1702. [Google Scholar] [CrossRef]
- Beșliu-Băncescu, I.; Slătineanu, L.; Dodun, O.; Nagîț, G. Influence of Lubrication and Cooling on the Quality of Single-Point Incremental Forming Parts of Polycarbonate Sheets. J. Manuf. Mater. Process. 2021, 5, 75. [Google Scholar] [CrossRef]
- ISO 4288:1996; Geometrical Product Specifications (GPS)—Surface texture: Profile method—Rules and procedures for the assessment of surface texture. ISO: Geneva, Switzerland, 1996.
- Rosca, N.; Trzepieciński, T.; Oleksik, V. Minimizing the Forces in the Single Point Incremental Forming Process of Polymeric Materials Using Taguchi Design of Experiments and Analysis of Variance. Materials 2022, 15, 6453. [Google Scholar] [CrossRef] [PubMed]
- Wei, H.; Zhou, L.; Heidarshenas, B.; Ashraf, I.K.; Han, C. Investigation on the Influence of Springback on Precision of Symmetric-Cone-like Parts in Sheet Metal Incremental Forming Process. Int. J. Light. Mater. Manuf. 2019, 2, 140–145. [Google Scholar] [CrossRef]
- Liu, F.; Li, Y.; Ghafoor, S.; Cheng, Z.; Li, F.; Li, J. Sustainability Assessment of Incremental Sheet Forming: A Review. Int. J. Adv. Manuf. Technol. 2022, 119, 1385–1405. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Tool | Sheet |
|---|---|---|
| Material | Stainless steel | Polycarbonate |
| Density [g/cm3] | 7.85 | 1.2 |
| Young’s modulus [GPa] | 210 | 2.3 |
| Poisson’s ratio [-] | 0.3 | 0.3 |
| Yield stress [MPa] | - | 60 |
| Ultimate elongation [%] | - | 110 |
| Toolpath | Forming Time [s] |
|---|---|
| ref_tp | 200.5 |
| hr0.5_tp | 241 |
| hr1.0_tp | 286.5 |
| hr1.5_tp | 337.5 |
| Toolpath | Twist Angle, θ [°] |
|---|---|
| ref_tp | 7.0 |
| hr0.5_tp | 6.9 |
| hr1.0_tp | 6.6 |
| hr1.5_tp | 6.1 |
| hr1.5_tp_dry | 6.2 |
| Toolpath | Mean Roughness, Ra [μm] |
|---|---|
| ref_tp | 0.59 |
| hr0.5_tp | 0.83 |
| hr1.0_tp | 0.78 |
| hr1.5_tp | 0.66 |
| hr1.5_tp_dry | 0.77 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Formisano, A.; Boccarusso, L.; De Fazio, D.; Durante, M. Experimental Evidence on Incremental Formed Polymer Sheets Using a Stair Toolpath Strategy. J. Manuf. Mater. Process. 2024, 8, 105. https://doi.org/10.3390/jmmp8030105
Formisano A, Boccarusso L, De Fazio D, Durante M. Experimental Evidence on Incremental Formed Polymer Sheets Using a Stair Toolpath Strategy. Journal of Manufacturing and Materials Processing. 2024; 8(3):105. https://doi.org/10.3390/jmmp8030105
Chicago/Turabian StyleFormisano, Antonio, Luca Boccarusso, Dario De Fazio, and Massimo Durante. 2024. "Experimental Evidence on Incremental Formed Polymer Sheets Using a Stair Toolpath Strategy" Journal of Manufacturing and Materials Processing 8, no. 3: 105. https://doi.org/10.3390/jmmp8030105
APA StyleFormisano, A., Boccarusso, L., De Fazio, D., & Durante, M. (2024). Experimental Evidence on Incremental Formed Polymer Sheets Using a Stair Toolpath Strategy. Journal of Manufacturing and Materials Processing, 8(3), 105. https://doi.org/10.3390/jmmp8030105