Digital Twin Modeling for Smart Injection Molding


Abstract
1. Introduction
- The approach for capturing and synthesizing data from multiple sources (e.g, sensors, systems (Enterprise Resource Planing (ERP) and documents) within the injection molding process.
- The impact of integrating AI, specifically Case-Based Reasoning (CBR) and intelligent documentation, on predictive and real-time analytics.
- The role of AM in rapidly prototyping mold designs and making and refining the DT model for greater agility and precision.
- The broader implications of these integrations in steering the injection molding industry toward the innovations promised by Industry 4.0.
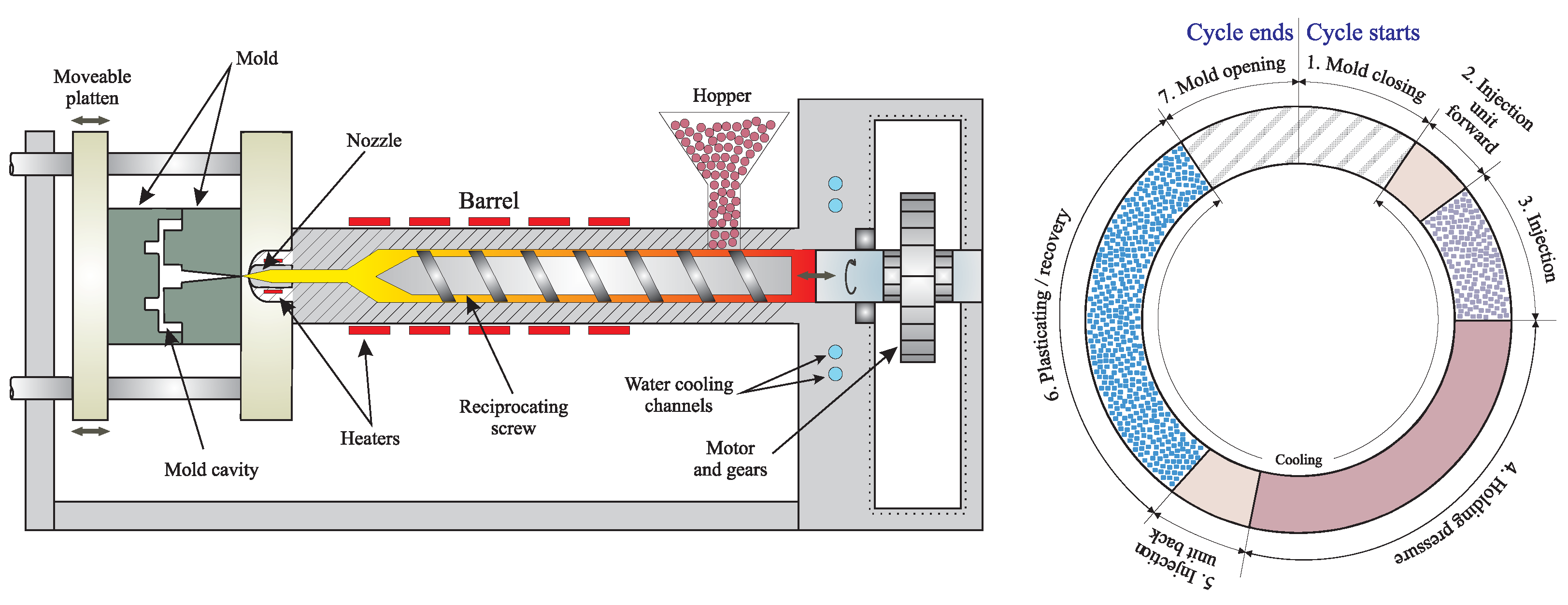
2. Basics of Injection Molding Process
3. Knowledge-Based Digital Twin
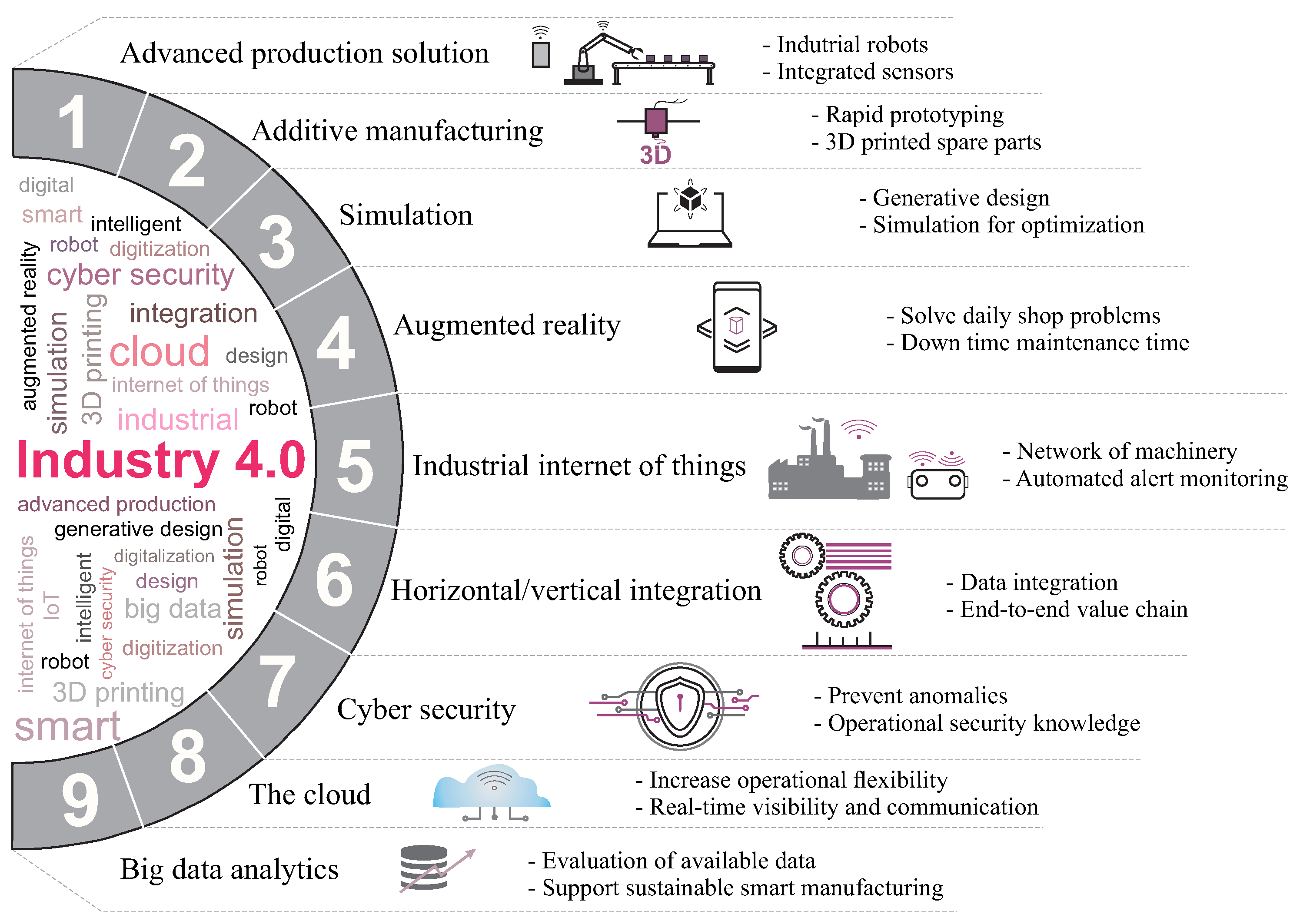
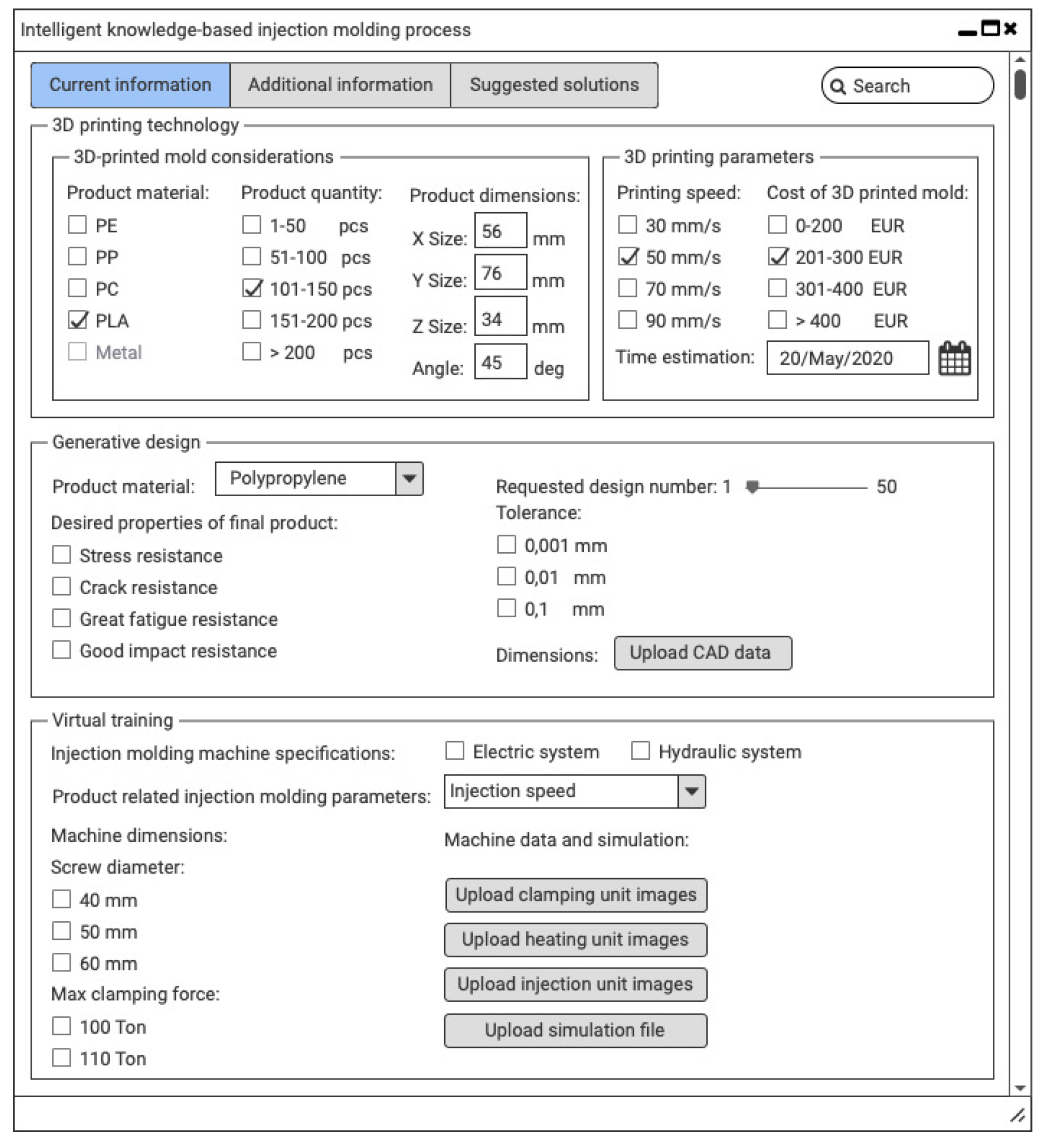
3.1. Advanced Technologies
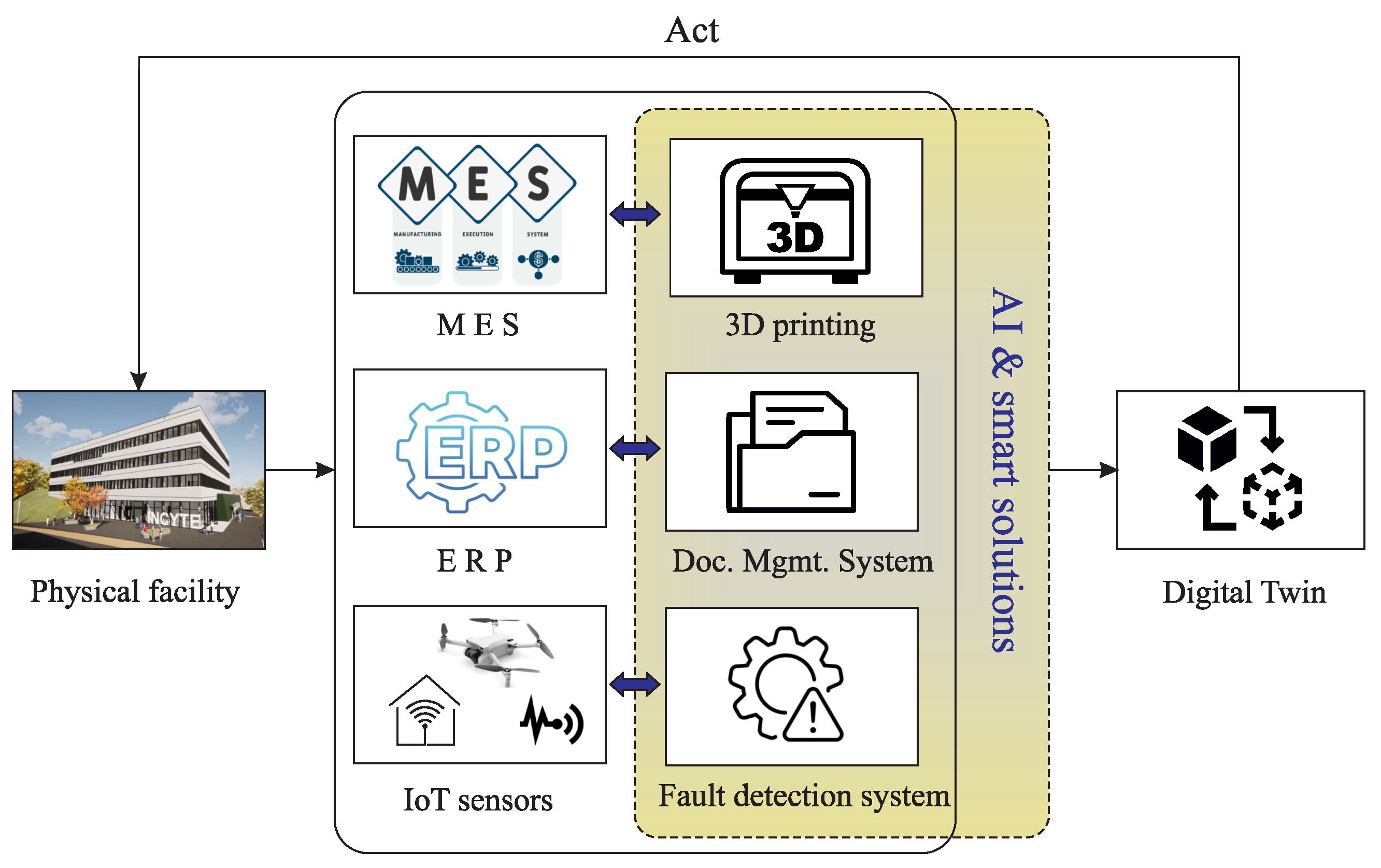
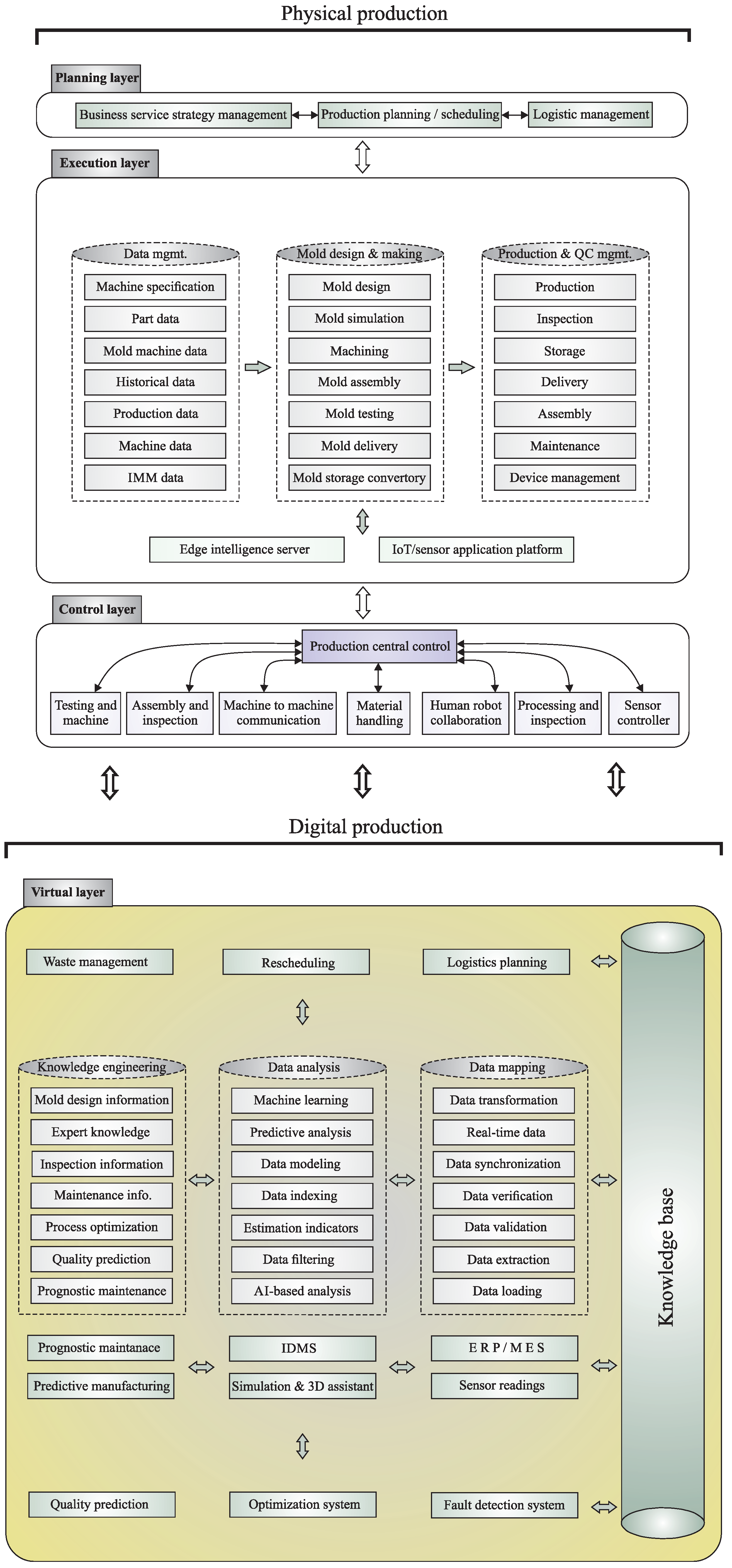
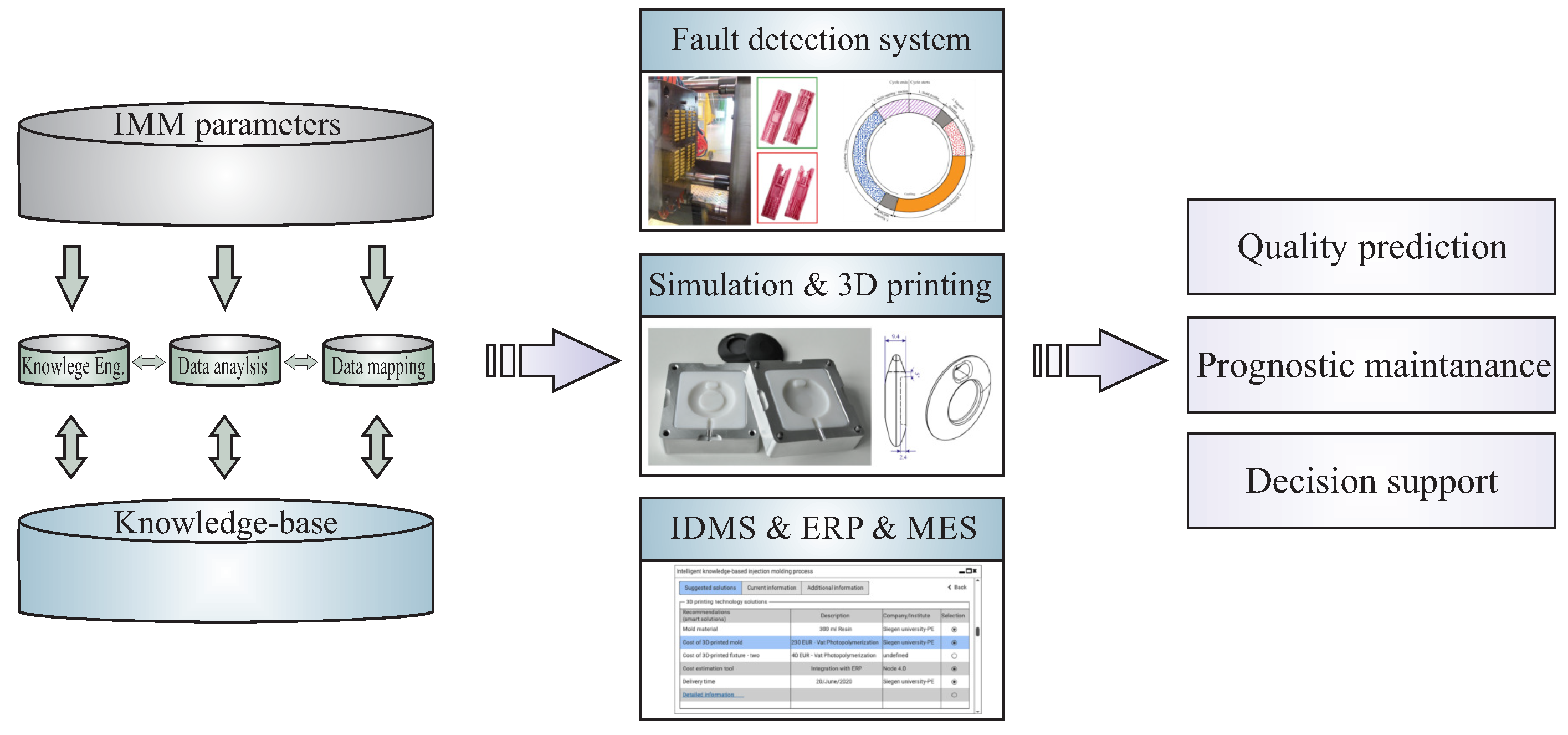
3.2. DT Modeling
- -
- IMM, AM, and the ERP/IDMS model.
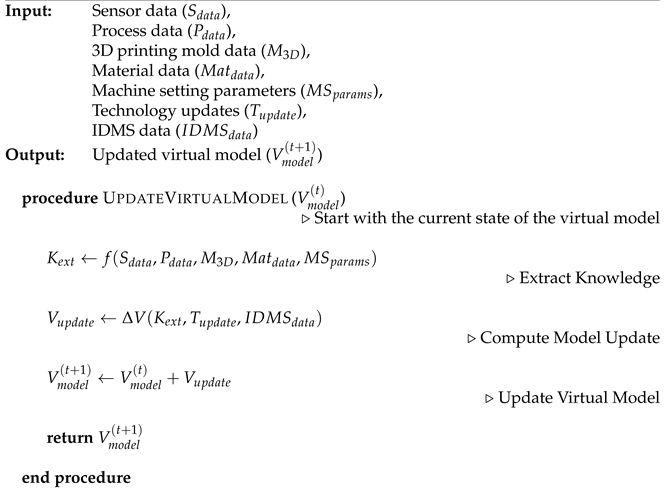
- Initialization: The algorithm begins with the existing state of the virtual model, denoted as , which represents the most current validated state of the injection molding process.
- Knowledge Extraction: Using a function f, the algorithm processes various types of input data—such as sensor data (), process data (), 3D printing mold data (), material data (), and machine setting parameters ()—to extract relevant knowledge (). This knowledge encapsulates critical insights about the current state of the molding process.
- Model Update Computation: An update function takes the extracted knowledge along with technology updates () and insights from the IDMS () to calculate the necessary updates to the virtual model. This computation reflects changes in the physical process that need to be mirrored in the digital realm to maintain the DT’s accuracy.
- Virtual Model Update: The virtual model is updated to a new state, , by integrating the computed updates. This step ensures that the virtual model remains a faithful and updated replica of the physical injection molding process.
- Output: The final step returns the updated virtual model, , which is now ready for further analysis, simulation, and optimization to support improved decision making and operational efficiency.
| Algorithm 1 Update Virtual Model for Injection Molding DT |
 |
- 1.
- Initialization of the Virtual Model:
- -
- The process begins with the current state of the DT model (), representing the operational status of an injection molding machine.
- 2.
- Knowledge Extraction:
- -
- Sensors on the machine gather real-time data () on temperature, pressure, and cycle times.
- -
- Process data () provide insights into production efficiency, material usage, and operational trends.
- -
- The machine’s recent design changes, facilitated by Additive Manufacturing (), are incorporated into the DT to reflect updated mold configurations.
- -
- Material data () detail the properties of plastics used, influencing processing parameters.
- -
- Machine setting parameters () and updates from new technologies () are integrated to keep the model current.
- -
- The system synthesizes these data () to form a comprehensive understanding of the machine’s performance and potential improvements.
- 3.
- Compute Model Update:
- -
- Given the clarification on the role of the IDMS focusing on managing documents like invoices and delivery notes to integrate ERP functions, and the emphasis on material properties monitoring and machine performance through the fault detection system, the algorithm calculates necessary model adjustments () based on the extracted knowledge, considering insights from the Intelligent Document Management System ().
- 4.
- Update Virtual Model and Fault Detection:
- -
- The DT model () is updated, reflecting the latest operational state.
- 5.
- Proactive Operational and Fault Management:
4. Illustration of the Proposed Modeling
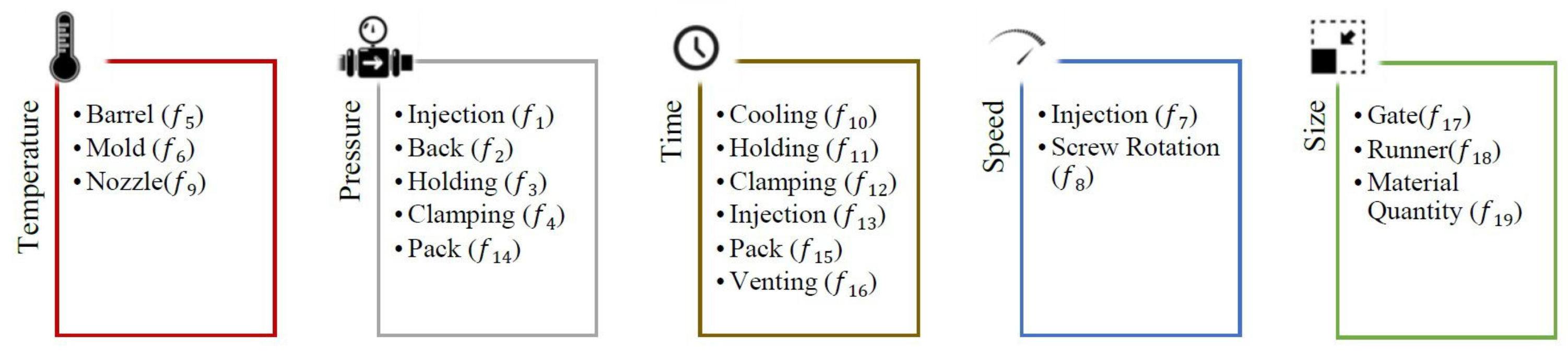
4.1. Faults Detection
- Sensor Integration: Equipping the injection molding machines with sensors to collect relevant operational data.
- System Calibration: Setting baseline parameters and performance metrics based on historical data to enable accurate anomaly detection.
- Case Base Development: Designing and developing case base and similarity measurements/algorithms to identify patterns and predict faults based on the collected data.
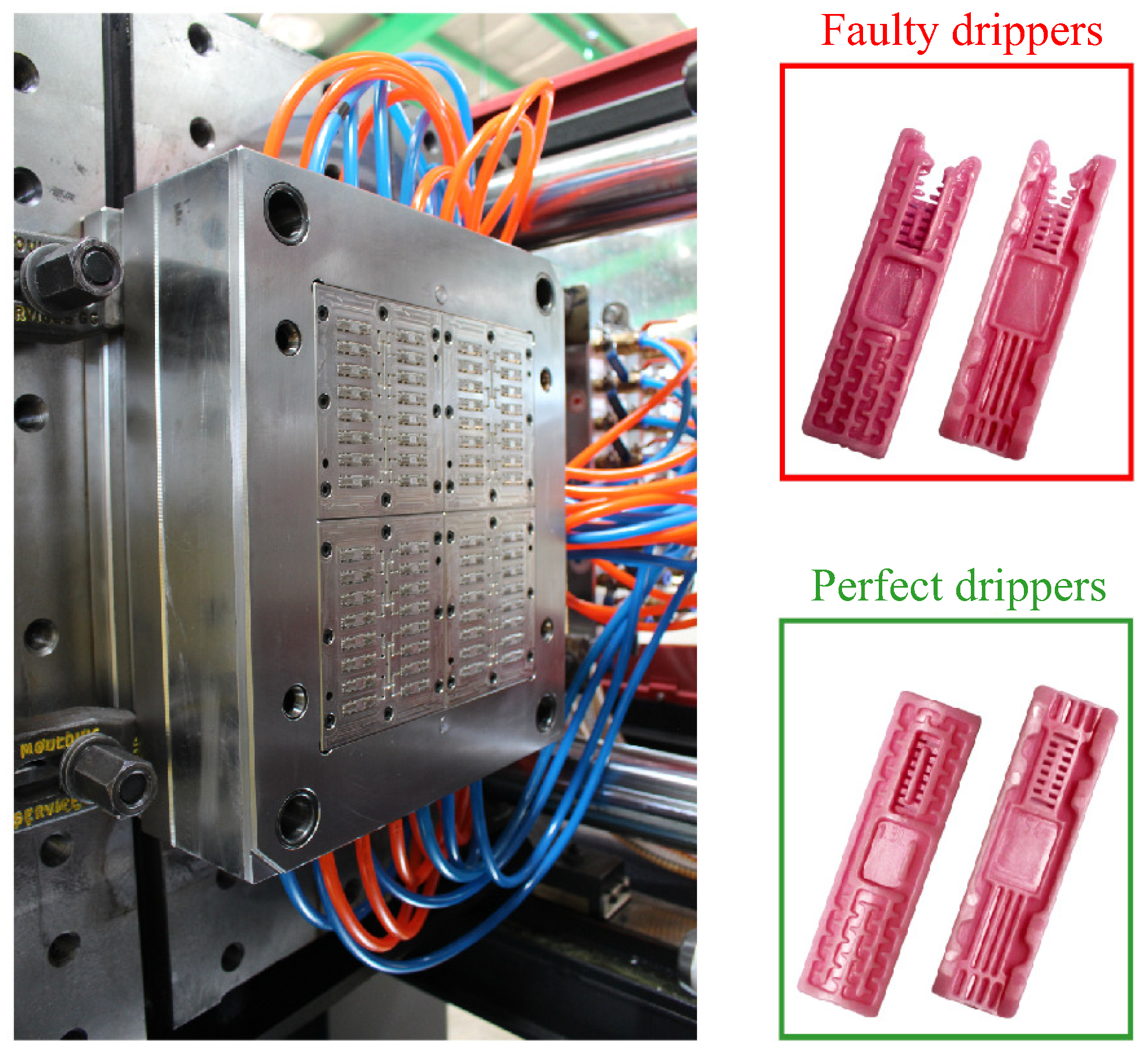
- Testing and Validation: Conducting trials to test the system’s accuracy and reliability in detecting faults and predicting failures, using a specific case, such as dripper production, as a pilot area for implementation.
- Integration with DT: Embedding the fault detection system within the DT framework to facilitate continuous monitoring, analysis, and optimization of the injection molding process.
| Listing 1. Example of temperature/pressure sensor reading. |
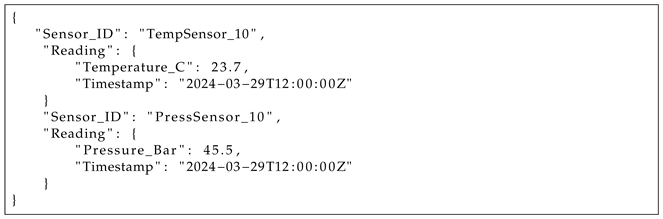 |
| Listing 2. Annotated temperature/pressure sensor reading. |
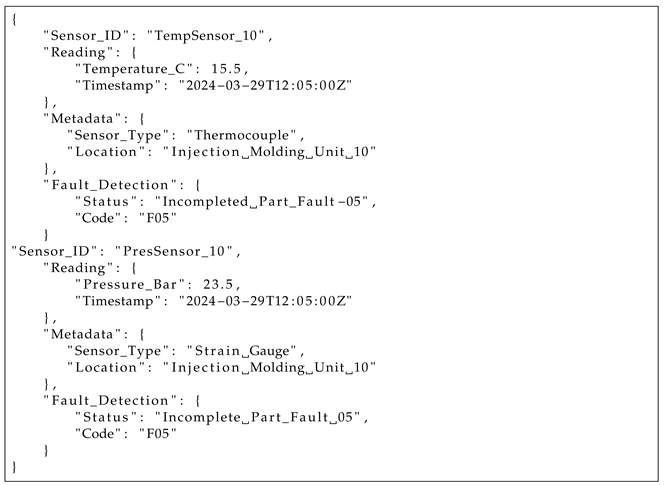 |
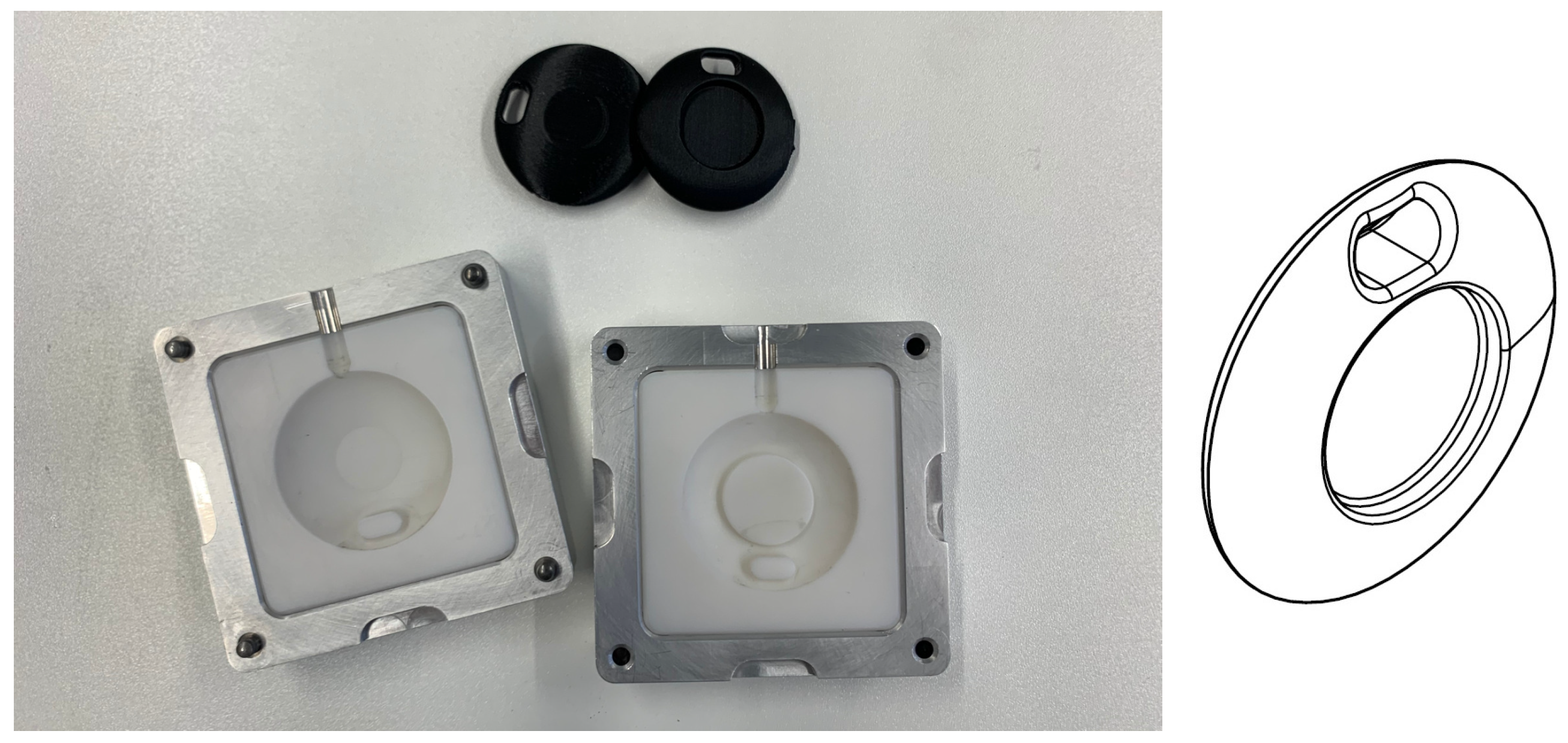
4.2. Additive Manufacturing
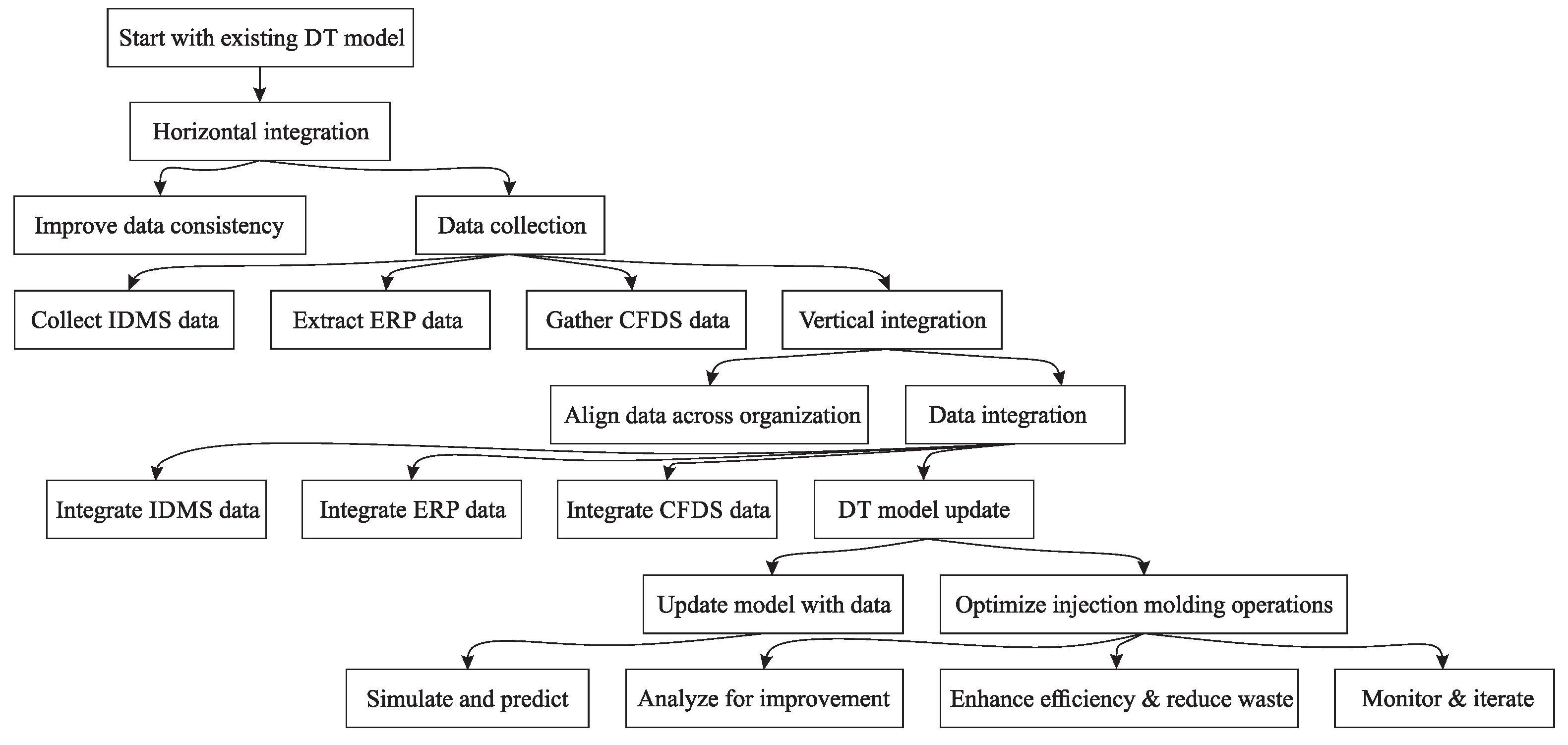
4.3. Horizontal and Vertical System Integration
- -
- Networking between production sites.
- -
- Integration of the user into the processes.
- -
- Information exchange throughout the entire value-added process.
- -
- Intelligent system communication in different departments.
- -
- Networking within the company from the production to the field level.
- -
- IT systems communicate at all levels.
- -
- Third-party suppliers and our system for the recording of invoices (e.g., invoices from different service providers).
- -
- API for conversion of different file types. Thus, there are many use cases for which this system can be further developed for other input and output data types.
- -
- Bidirectional integration between text files and AI engine (training and testing).
- -
- ERP system integration: Direct linkage with ERP systems to synchronize financial, operational, and resource management data, allowing for a unified view of business processes and enabling more informed decision making.
- -
- Real-time analytics and dashboard integration: Incorporates real-time data analytics and customizable dashboards, providing stakeholders with immediate insights into operational performance, financial metrics, and other key business indicators.
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Castillo, O.; Melin, P. Soft Computing and Fractal Theory for Intelligent Manufacturing; Springer: Berlin/Heidelberg, Germany, 2003. [Google Scholar]
- Gim, J.; Turng, L.S. Interpretation of the effect of transient process data on part quality of injection molding based on explainable artificial intelligence. Int. J. Prod. Res. 2023, 61, 8192–8212. [Google Scholar] [CrossRef]
- Munaro, R.; Attansio, A.; Prete, A. Tool Wear Monitoring with Artificial Intelligence Methods: A Review. J. Manuf. Mater. Process. 2023, 7, 129. [Google Scholar] [CrossRef]
- Wang, X.; Ma, Y.; Dang, K.; Zhao, B.; Chen, A.; Yang, W.; Xie, P. Fault diagnosis of injection molding machine non-return valve based on data-driven model. J. Manuf. Processes 2024, 117, 145–153. [Google Scholar] [CrossRef]
- IBM, How Does a Digital Twin Work? 2022. Available online: http://www.ibm.com/topics/what-is-a-digital-twin (accessed on 14 December 2023).
- Perno, M.; Hvam, L.; Haug, A. Implementation of digital twins in the process industry: A systematic literature review of enablers and barriers. Comput. Ind. 2022, 134, 103558. [Google Scholar] [CrossRef]
- Liau, Y.; Lee, H.; Ryu, K. Digital twin concept for smart injection molding. Mater. Sci. Eng. 2018, 324, 012077. [Google Scholar] [CrossRef]
- Lee, H.; Ryn, K.; Cho, Y. A framework of a smart injection molding system based on real-time data. Procedia Manuf. 2017, 11, 1004–1011. [Google Scholar] [CrossRef]
- Böttjer, T.; Tola, D.; Kakavandi, F.; Wewer, C.; Ramanujan, D.; Gomes, C.; Larsen, P.; Isofidis, A. A review of unit level digital twin applications in the manufacturing industry. CIRP J. Manuf. Sci. Technol. 2023, 45, 162–189. [Google Scholar] [CrossRef]
- Haenel, A.; Seidel, A.; Fries, U.; Teicher, U.; Wiemer, H.; Wang, D.; Wenkler, E.; Penter, L.; Hellmich, A.; Ihlenfeldt, S. Digital Twins for High-Tech Machining Applications—A Model-Based Analytics-Ready Approach. J. Manuf. Mater. Process. 2021, 5, 80. [Google Scholar] [CrossRef]
- Knebel, F.P.; Trevisan, R.; Nascimento, G.S.; Abel, M.; Wickboldt, J.A. A study on cloud and edge computing for the implementation of digital twins in the Oil & Gas industries. Comput. Ind. Eng. 2023, 182, 109363. [Google Scholar]
- Zhang, J.; Cui, H.; Yang, A.; Gu, F.; Shi, C.; Zhang, W.; Niu, S. An intelligent digital twin system for paper manufacturing in the paper industry. Expert Syst. Appl. 2023, 230, 120614. [Google Scholar] [CrossRef]
- Khadiri, H.; Sekkat, S.; Herrou, B. Digital Twin Based SUDIHA Architecture to Smart Shopfloor Scheduling. J. Manuf. Mater. Process. 2023, 7, 84. [Google Scholar] [CrossRef]
- Bellavista, P.; Bicocchi, N.; Fogli, M.; Giannelli, C.; Mamei, M.; Picone, M. Requirements and design patterns for adaptive, autonomous, and context-aware digital twins in industry 4.0 digital factories. Comput. Ind. 2023, 149, 103918. [Google Scholar] [CrossRef]
- Bibow, P.; Dalibor, M.; Hopmann, C.; Mainz, B.; Rumpe, B.; Schmalzing, D.; Schmizz, M.; Wortmann, A. Model-driven development of a digital twin for injection molding. In Proceedings of the International Conference on Advanced Information Systems Engineering, Grenoble, France, 8–12 June 2020; pp. 85–100. [Google Scholar]
- Modoni, G.E.; Stampone, B.; Trotta, G. Application of the digital twin for in process monitoring of the micro injection moulding process quality. Comput. Ind. 2022, 135, 103568. [Google Scholar] [CrossRef]
- Kumar, S.; Park, H.S.; Lee, C.M. Data-driven smart control of injection molding process. CIRP J. Manuf. Sci. Technol. 2020, 31, 439–449. [Google Scholar] [CrossRef]
- Gim, J.; Yang, H.; Turng, L.S. Transfer learning of machine learning models for multi-objective process optimization of a transferred mold to ensure efficient and robust injection molding of high surface quality parts. J. Manuf. Processes 2023, 87, 11–24. [Google Scholar] [CrossRef]
- Gim, J.; Lin, C.Y.; Turng, L.S. In-mold condition-centered and explainable artificial intelligence-based (IMC-XAI) process optimization for injection molding. J. Manuf. Syst. 2024, 72, 196–213. [Google Scholar] [CrossRef]
- Lucchetta, G.; Masato, D.; Sorgato, M. Optimization of mold thermal control for minimum energy consumption in injection molding of polypropylene parts. J. Cleaner Prod. 2018, 182, 217–226. [Google Scholar] [CrossRef]
- Guo, W.; Deng, F.; Meng, Z.; Hua, L.; Mao, H.; Su, J. A hybrid back- propagation neural network and intelligent algorithm combined algorithm for optimizing microcellular foaming injection molding process parameters. J. Manuf. Processes 2020, 50, 528–538. [Google Scholar] [CrossRef]
- Carrasco, M.; Guerrero, J.; Lazo, M.; Adrian, E.; Medina-Perilla, J.; Rigail-Cedeno, A. Evaluation of Processing Conditions in the Performance of Purging Compounds for Polypropylene Injection Molding. J. Manuf. Mater. Process. 2023, 7, 31. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Nasiri, S.; Reinicke, T. Intelligent knowledge-based system to improve injection molding process. J. Ind. Inf. Integr. 2022, 25, 100275. [Google Scholar] [CrossRef]
- Nasiri, S.; Khosravani, M.R. Faults and failures prediction in injection molding process. Int. J. Adv. Manuf. Technol. 2019, 103, 2469–2484. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Nasiri, S.; Weinberg, K. Application of case-based reasoning in a fault detection system on production of drippers. Appl. Soft. Comput. 2019, 75, 227–232. [Google Scholar] [CrossRef]
- SP& F, Semnan Polyethylene Pipe and Fitting Co. 2022. Available online: http://www.semnanpe.com/en (accessed on 18 January 2024).
- Khosravani, M.R.; Nasiri, S.; Anders, D.; Weinberg, K. Prediction of dynamic properties of ultra-high performance concrete by an artificial intelligence approach. Adv. Eng. Software 2019, 127, 51–58. [Google Scholar] [CrossRef]
- Ageyeva, T.; Horvath, S.; Kovacs, J.G. In-mold sensors for injection molding: On the way to Industry 4.0. Sensors 2019, 19, 3551. [Google Scholar] [CrossRef] [PubMed]
- Worley, J.H.; Chatha, K.A.; Weston, R.H.; Aguirre, O.; Grabot, B. Implementation and optimisation of ERP systems: A better integration of processes, roles, knowledge and user competencies. Comput. Ind. 2005, 56, 620–638. [Google Scholar] [CrossRef]
- Monostori, L.; Erdos, G.; Kadar, B.; Kis, T.; Kovacs, A.; Pfeiffer, A.; Vancza, J. Digital enterprise solution for integrated production planning and control. Comput. Ind. 2010, 61, 112–126. [Google Scholar] [CrossRef]
- Grabot, B.; Mayere, A.; Lauroua, F.; Houe, R. ERP 2.0, what for and how? Comput. Ind. 2014, 65, 976–1000. [Google Scholar] [CrossRef]
- Szirbik, N.; Aerts, A.; Wortmann, H.; Hammer, D.; Goossenaerts, J. Mediating negotiations in a virtual enterprise via mobile agents. In Proceedings of the Academia/Industry Working Conference on Research Challengess, New York, NY, USA, 27–29 April 2000; pp. 1–6. [Google Scholar]
- Koch, B. Business Case E-Invoicing/E-Billing. 2017. Available online: http://www.billentis.com/e-invoicing-businesscase.pdf (accessed on 23 January 2024).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values | Parameters | Values |
|---|---|---|---|
| Printing duration | 11 h | Material | Rigid 10 K Resin |
| Infill density | 100% | Layer height | 50 micron |
| Build angle | 45° | Support touchpoint size | 0.5 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nasiri, S.; Khosravani, M.R.; Reinicke, T.; Ovtcharova, J. Digital Twin Modeling for Smart Injection Molding. J. Manuf. Mater. Process. 2024, 8, 102. https://doi.org/10.3390/jmmp8030102
Nasiri S, Khosravani MR, Reinicke T, Ovtcharova J. Digital Twin Modeling for Smart Injection Molding. Journal of Manufacturing and Materials Processing. 2024; 8(3):102. https://doi.org/10.3390/jmmp8030102
Chicago/Turabian StyleNasiri, Sara, Mohammad Reza Khosravani, Tamara Reinicke, and Jivka Ovtcharova. 2024. "Digital Twin Modeling for Smart Injection Molding" Journal of Manufacturing and Materials Processing 8, no. 3: 102. https://doi.org/10.3390/jmmp8030102
APA StyleNasiri, S., Khosravani, M. R., Reinicke, T., & Ovtcharova, J. (2024). Digital Twin Modeling for Smart Injection Molding. Journal of Manufacturing and Materials Processing, 8(3), 102. https://doi.org/10.3390/jmmp8030102