
Improving the Mechanical Properties of GlassFibre-Reinforced Laser-Sintered Parts Based on Degree of Crystallinity and Porosity Content Using a Warm Isostatic Pressing (WIP) Process

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
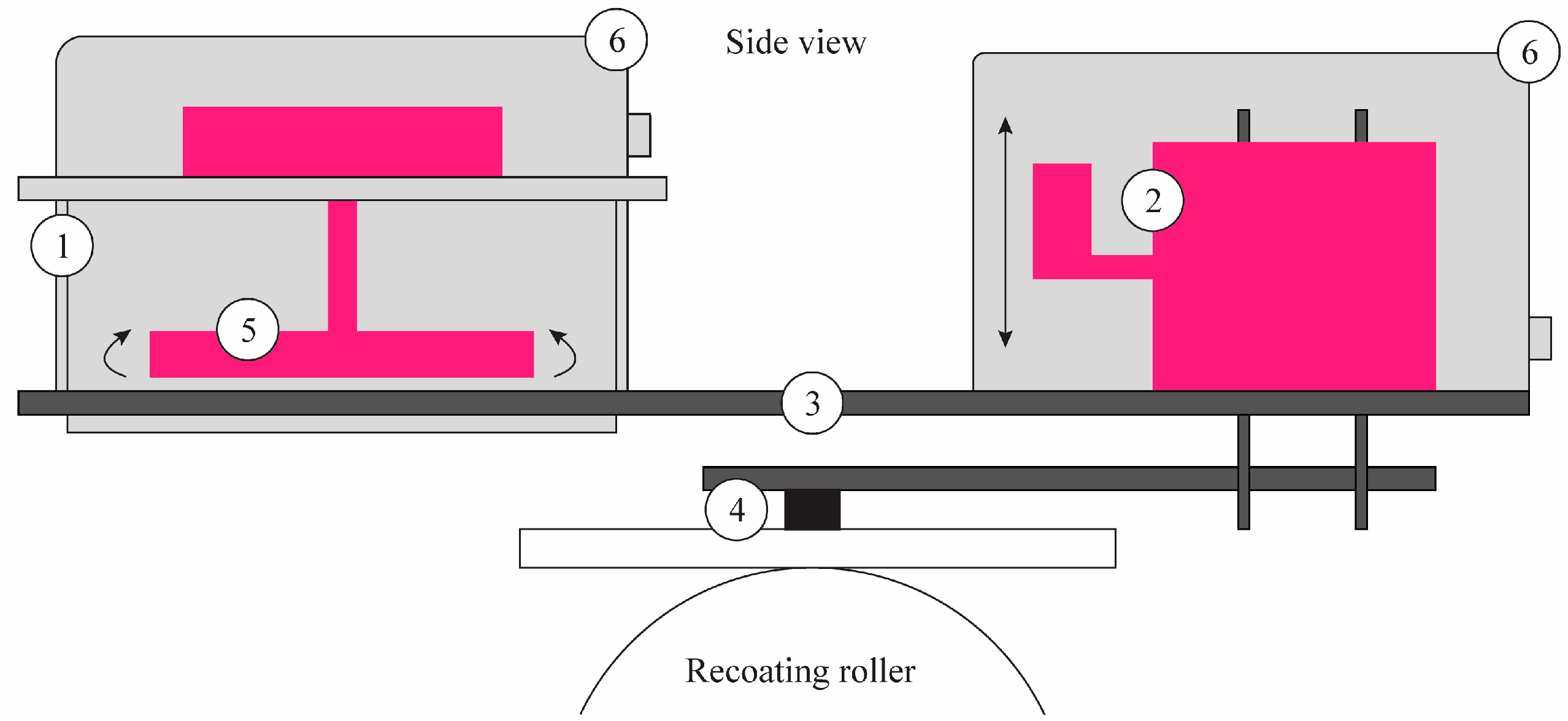
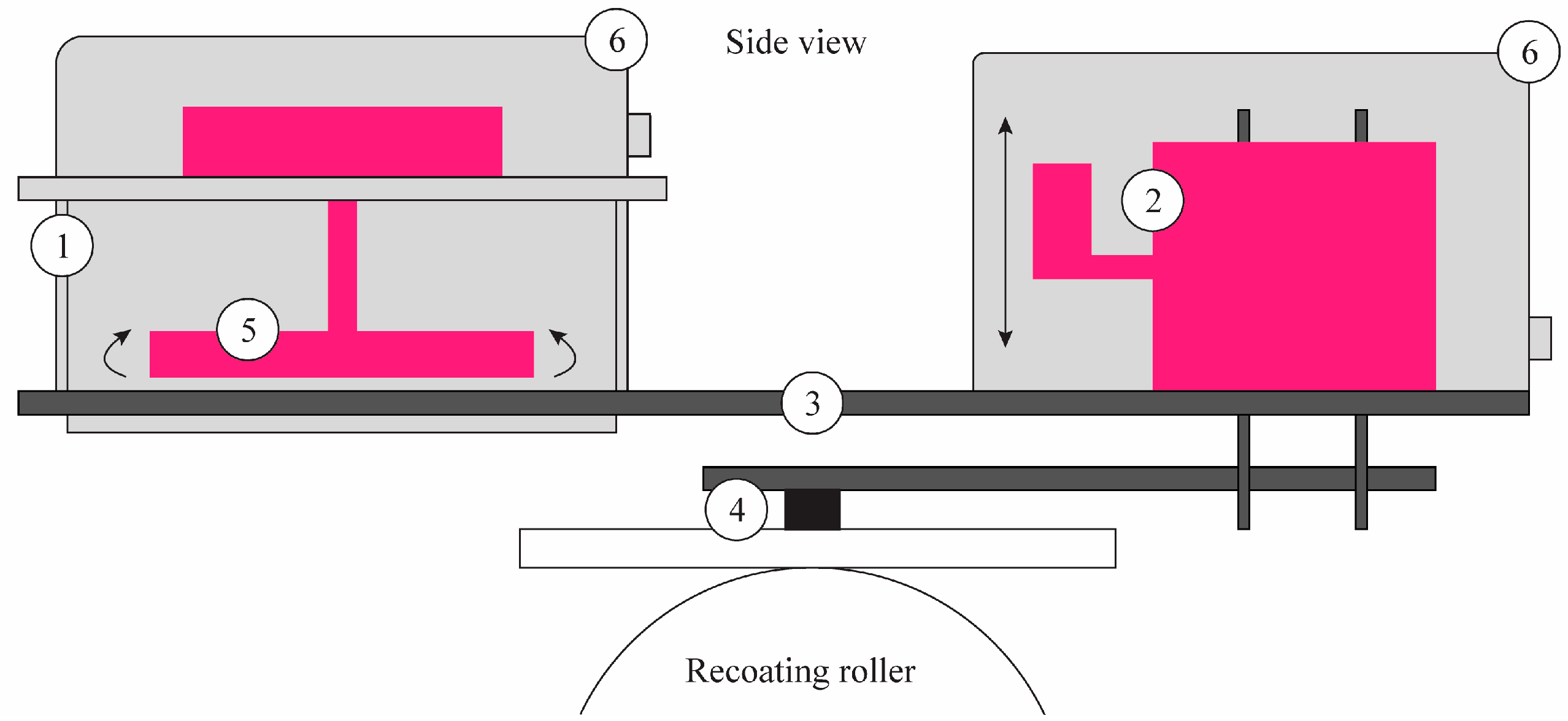
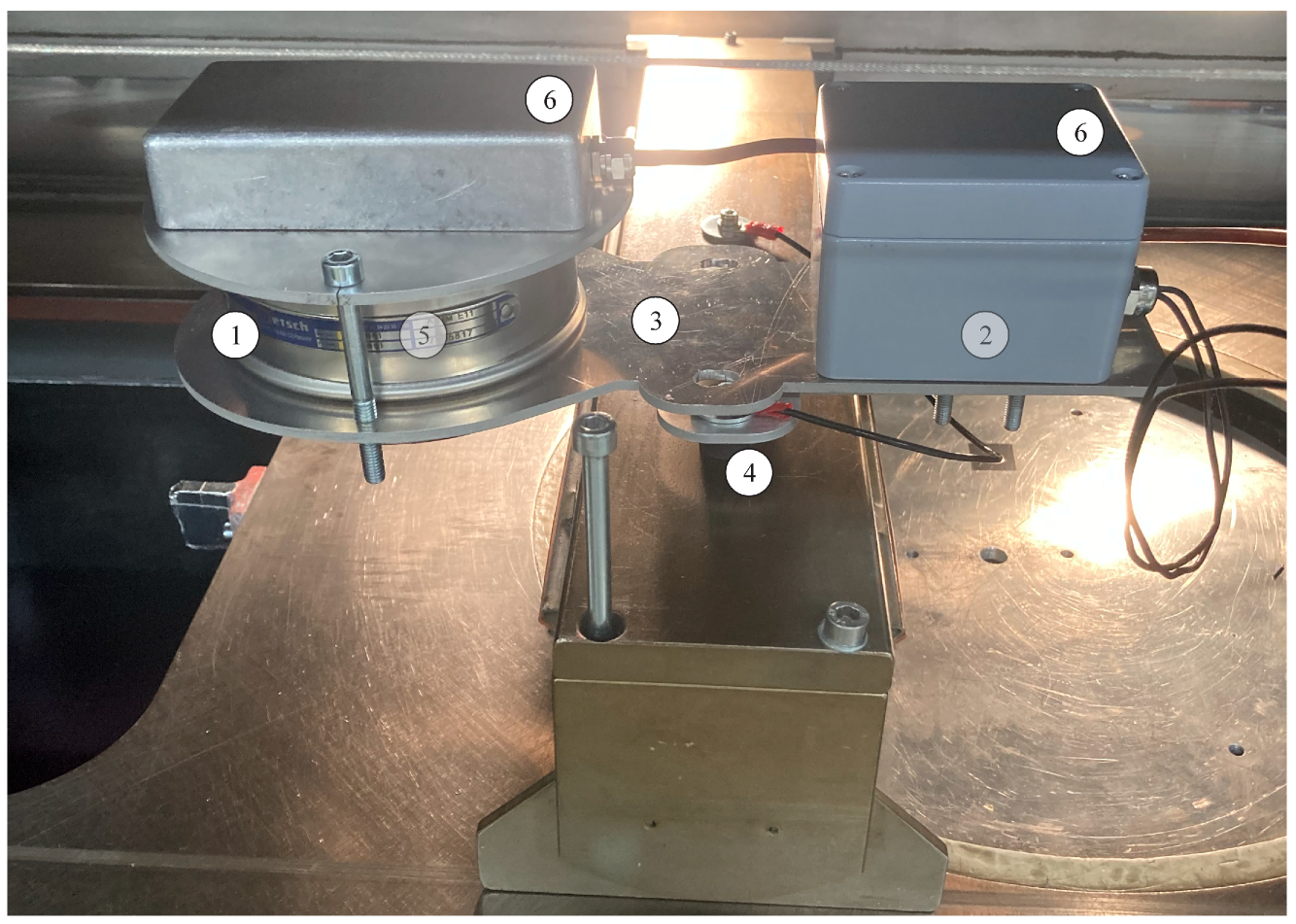
2.2. Laser Sintering
- Test sieve;
- Vibrating system;
- Support structure;
- Connection and grounding;
- Mixer;
- Protective covers.
2.3. Post-Processing of Specimens
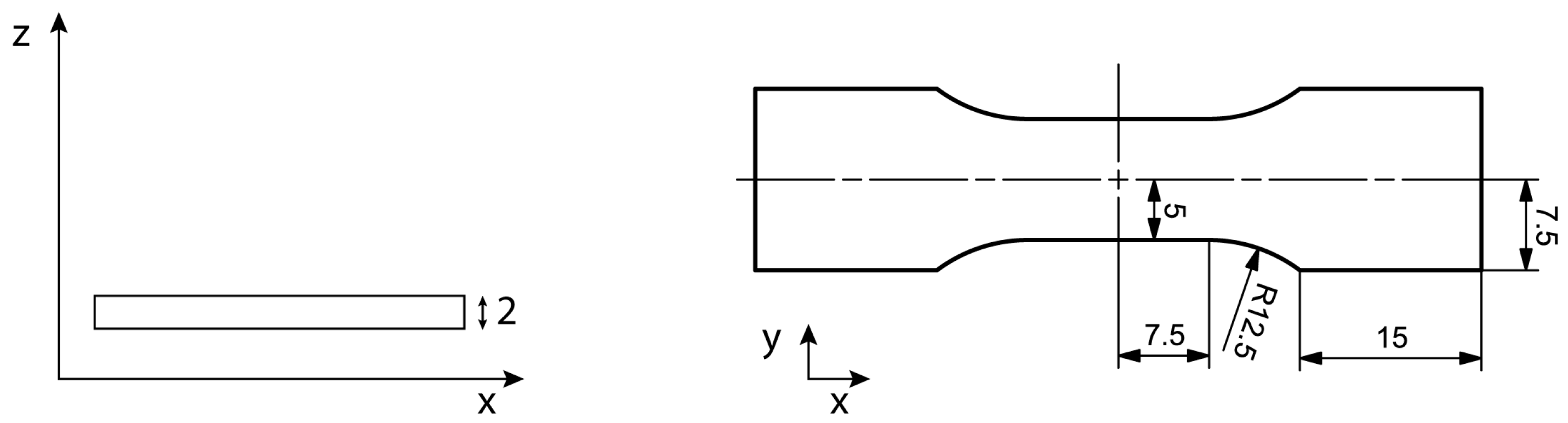
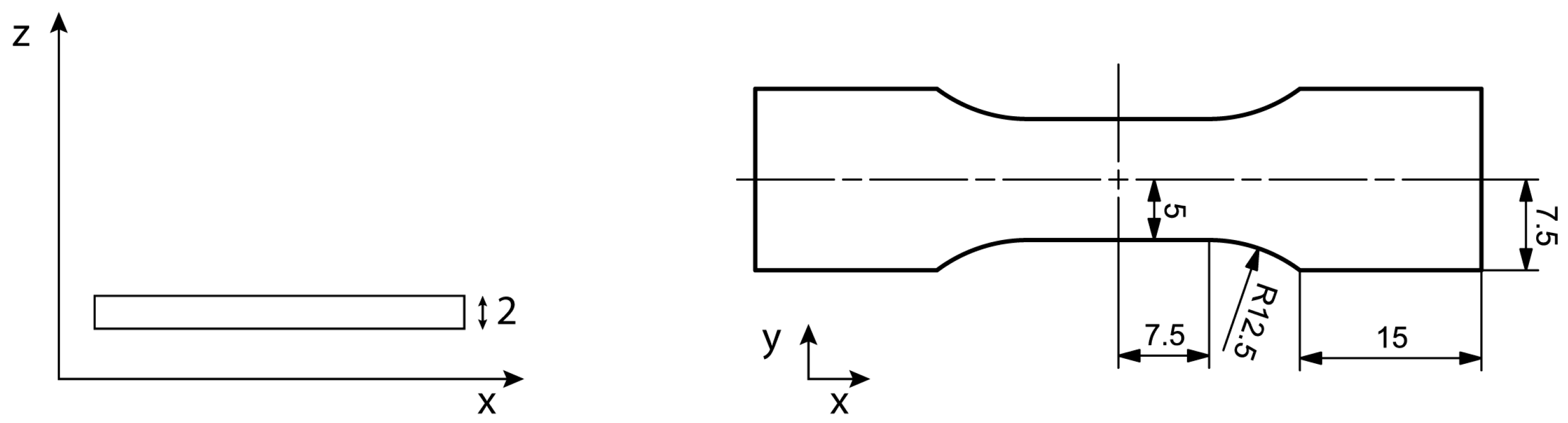
2.4. Analysis and Mechanical Characterisation
- LS without fibres, as-built.
- LS with glass fibres, as-built.
- LS without fibres, post-processed with the WIP process.
- LS with glass fibres, post-processed with the WIP process.
3. Results and Discussion
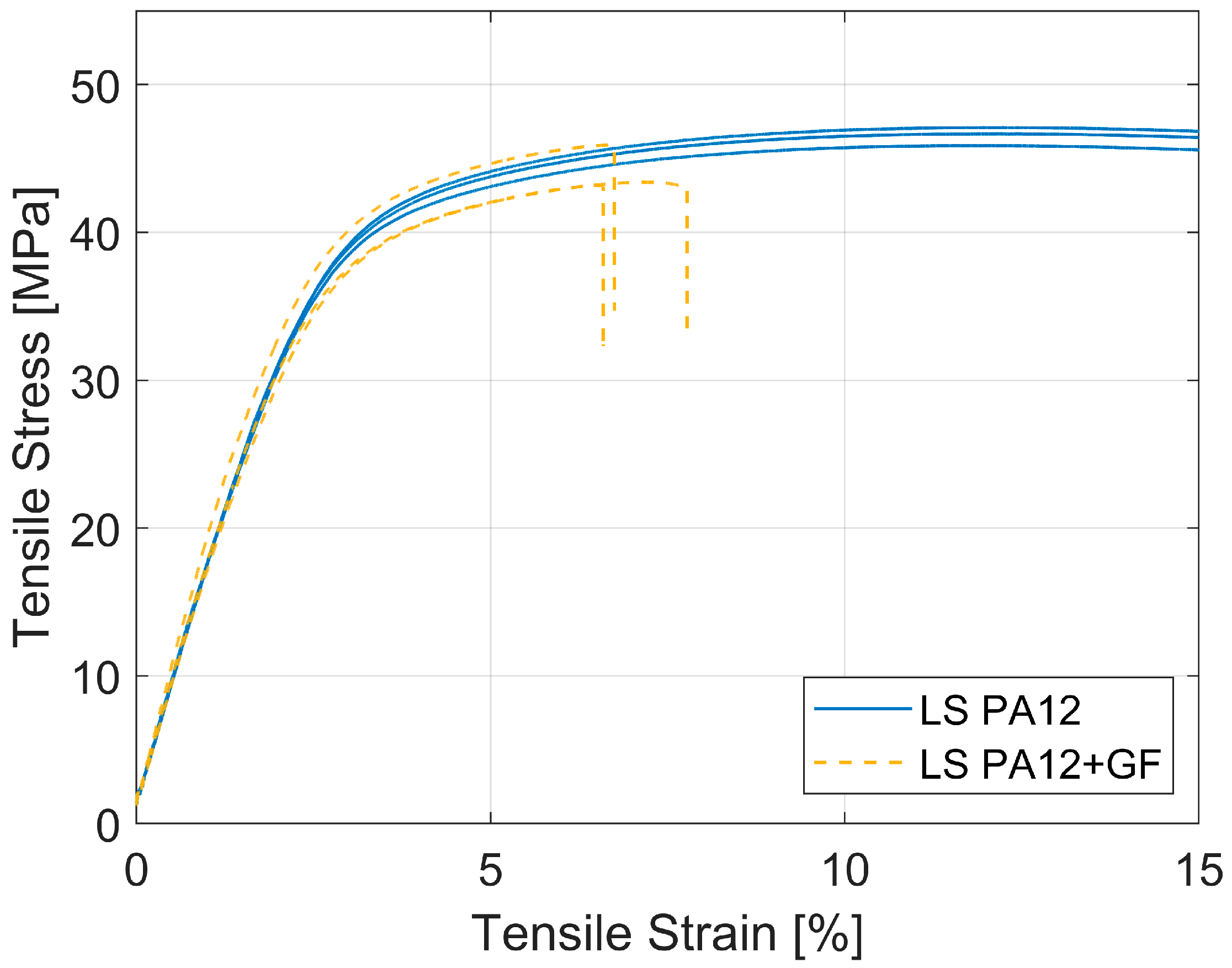
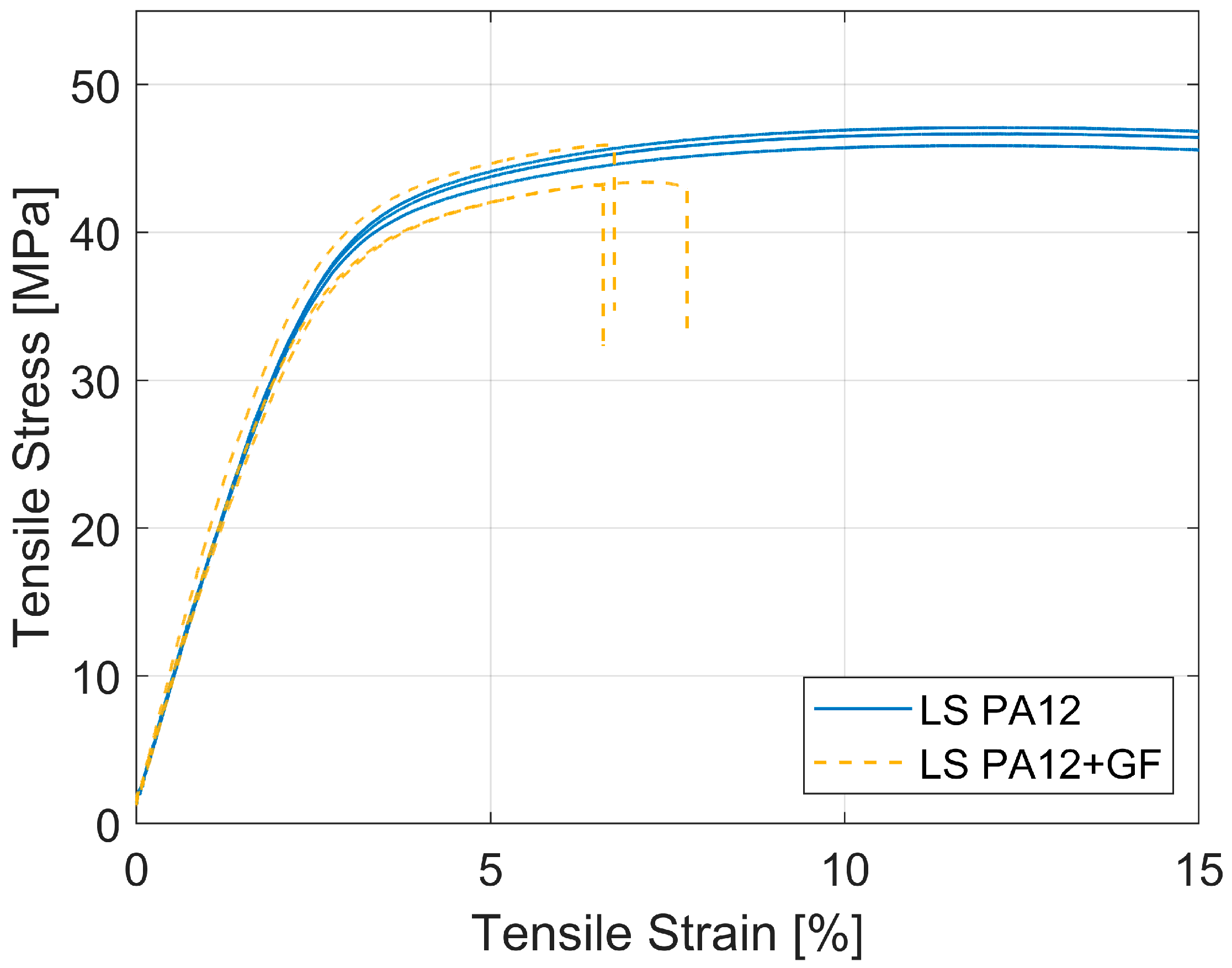
3.1. Mechanical Properties of Specimens without Post-Processing
- A small decrease (6%) in ultimate tensile strength (UTS) is observed for LS specimens with glass fibres, compared to LS specimens without glass fibres.
- When glass fibres are added to the LS specimens, a minor increase in modulus of elasticity (E-modulus) and a decrease in fracture strain are observed. This shows that, when glass fibres are added, the specimens tend to become more brittle.
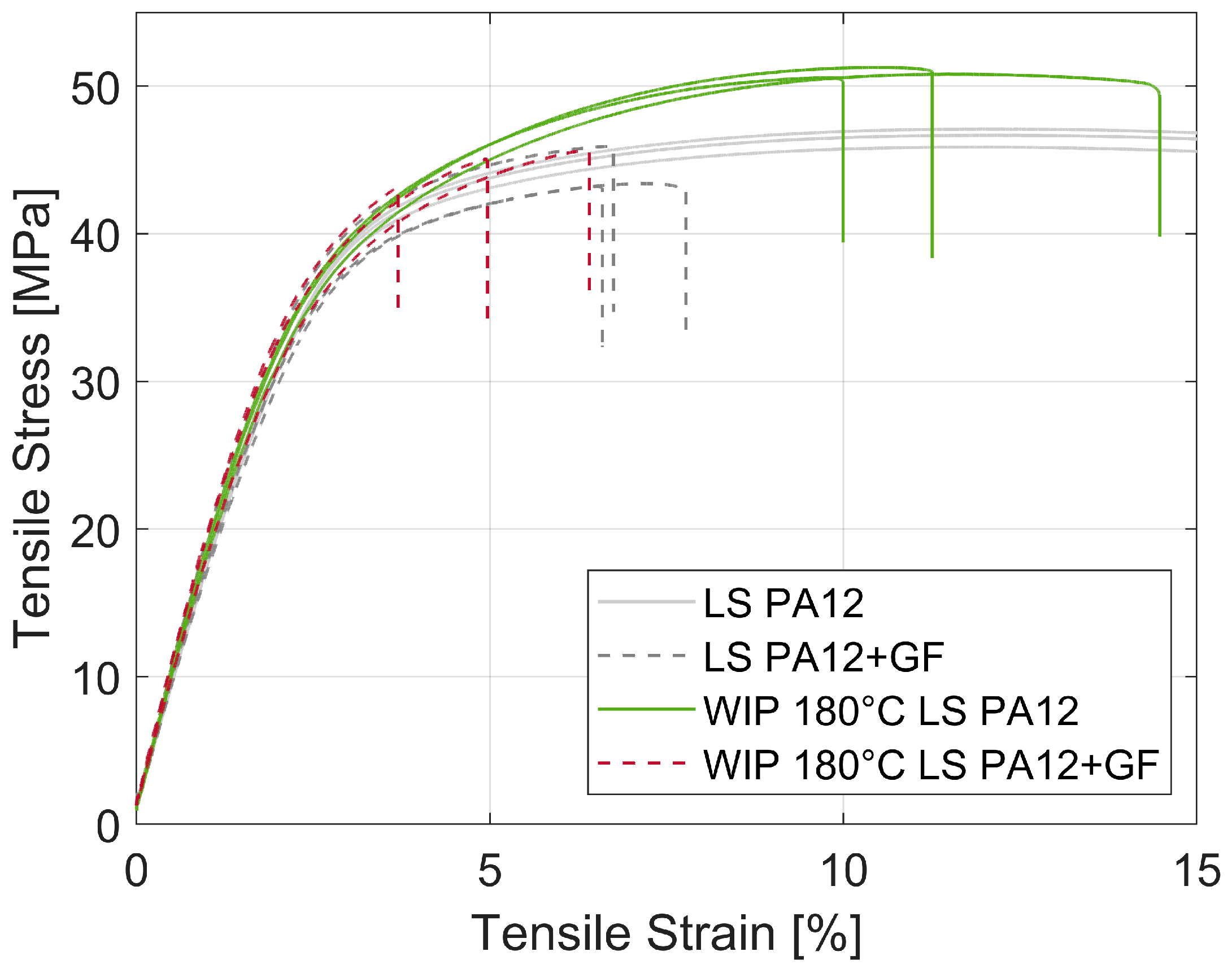
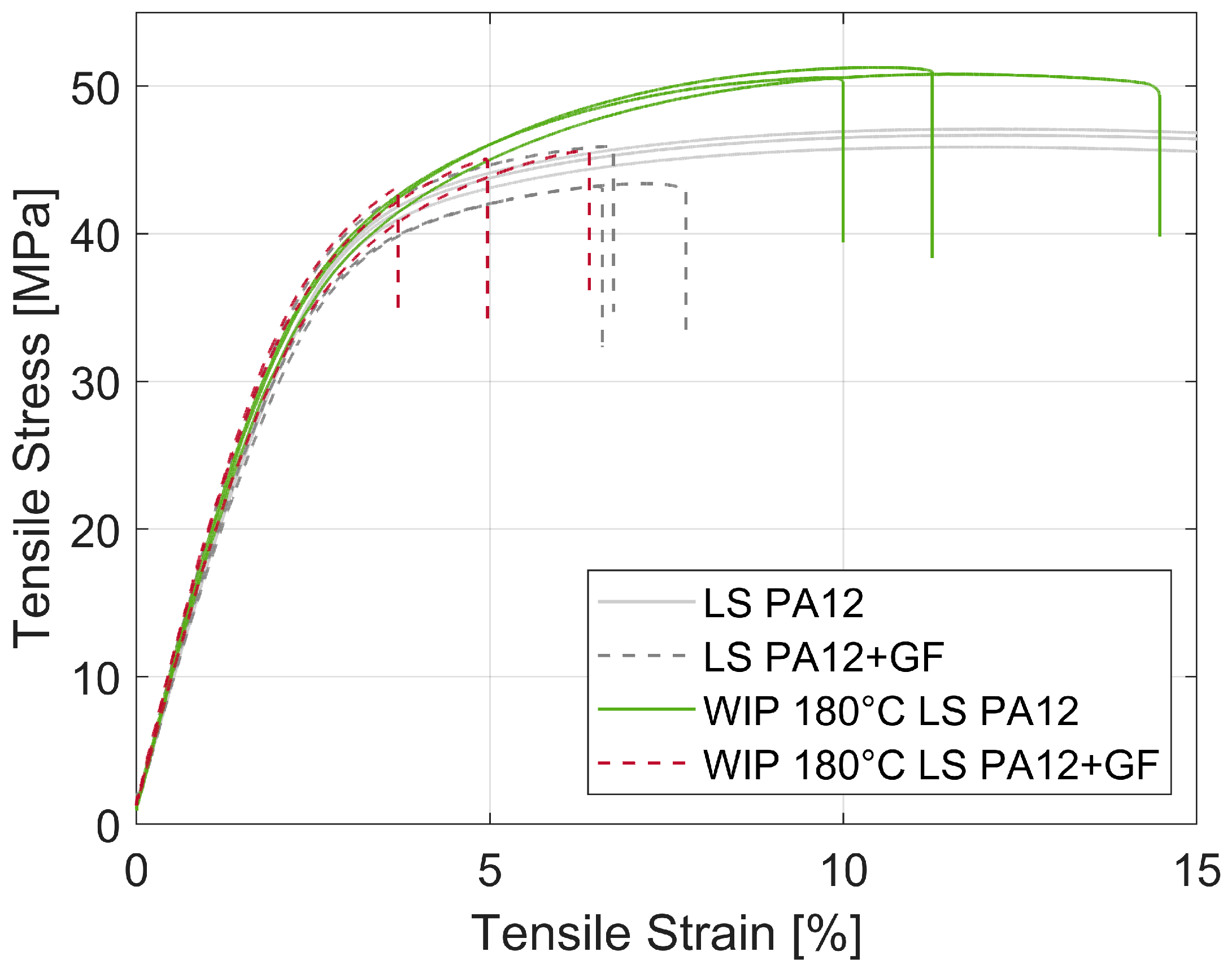
3.2. Effect of the WIP Process on LS Specimens with Glass Fibres
- After the WIP process, the UTS of the LS-produced specimens with fibres remains lower compared to specimens without fibres. Before the WIP process, a decrease of 6% in UTS was noted for specimens with fibres compared to specimens without fibres. After the WIP process, when WIP-produced specimens with and without fibres are compared (conditions 3 and 4), an even higher discrepancy of 12% in UTS can be noted. This is related to the significant influence of the WIP process on specimens without fibres compared to the limited influence on specimens with fibres. Given that the WIP process only influences the matrix material, the marginal increase observed for the UTS of specimens with fibre can be attributed to the closure of pores within the matrix.
- For specimens both with and without fibres, an increase in E-modulus and a decrease in the fracture strain are noted after the WIP process. The specimens with fibres and post processed with the WIP process have the highest E-modulus and lowest fracture strain. This shows that the addition of glass fibres but also the post processing with the WIP process results in more brittle parts. These results are in line with earlier reported results by Park et al. [9].
4. Discussion
5. Conclusions
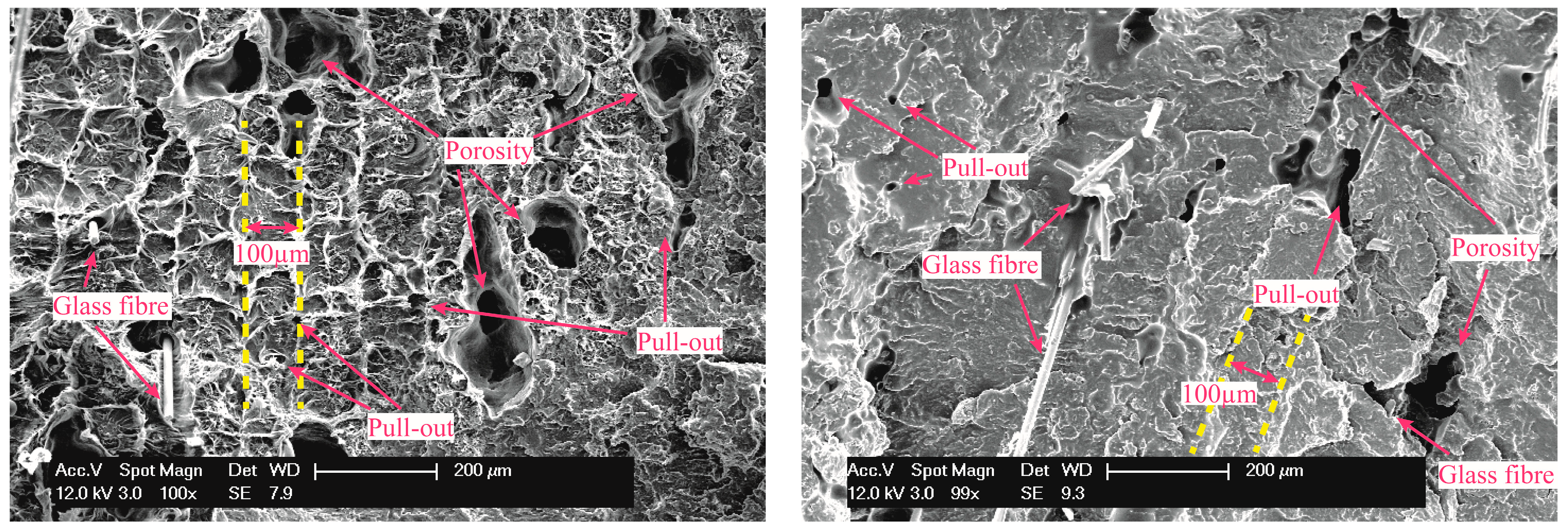
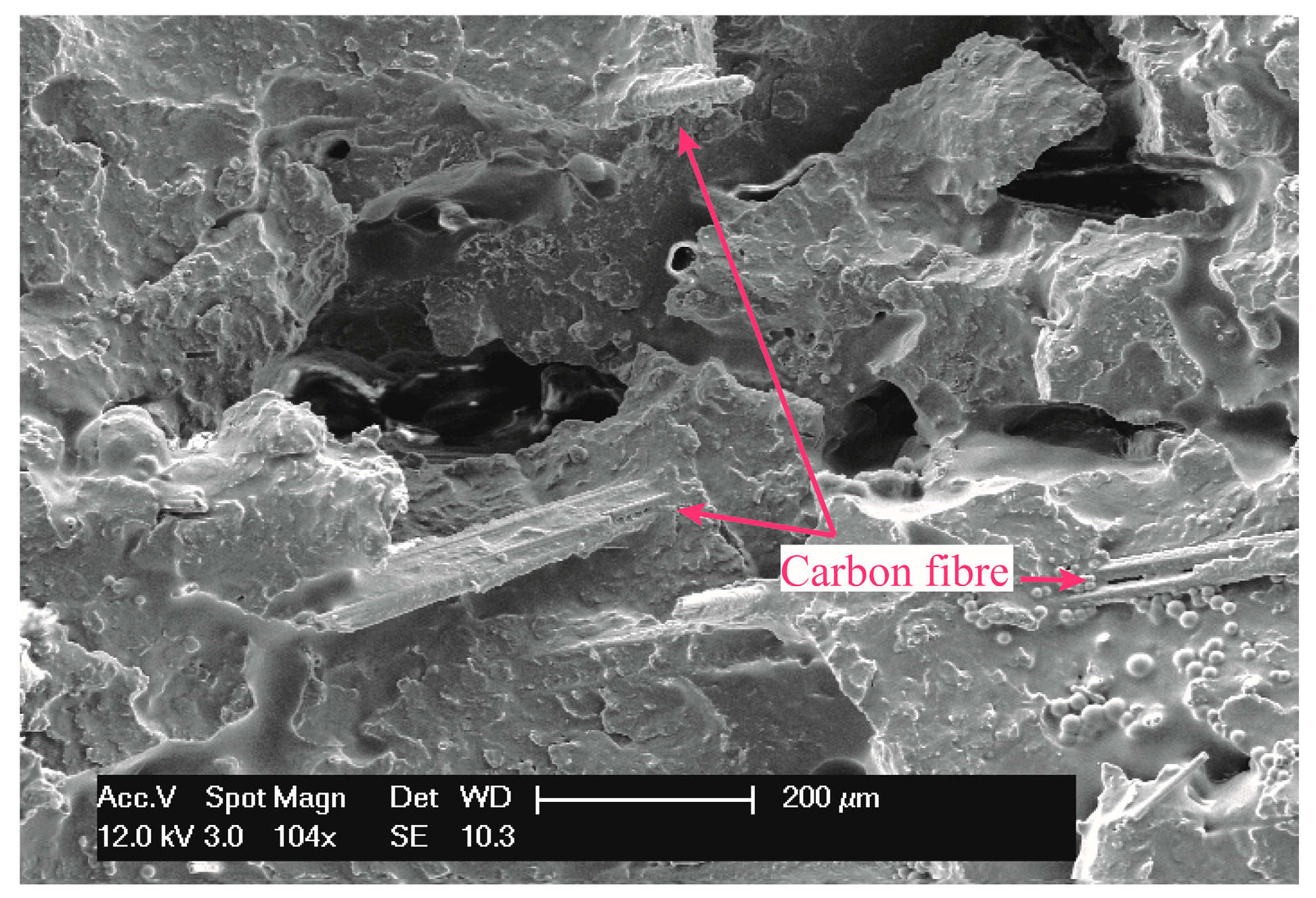
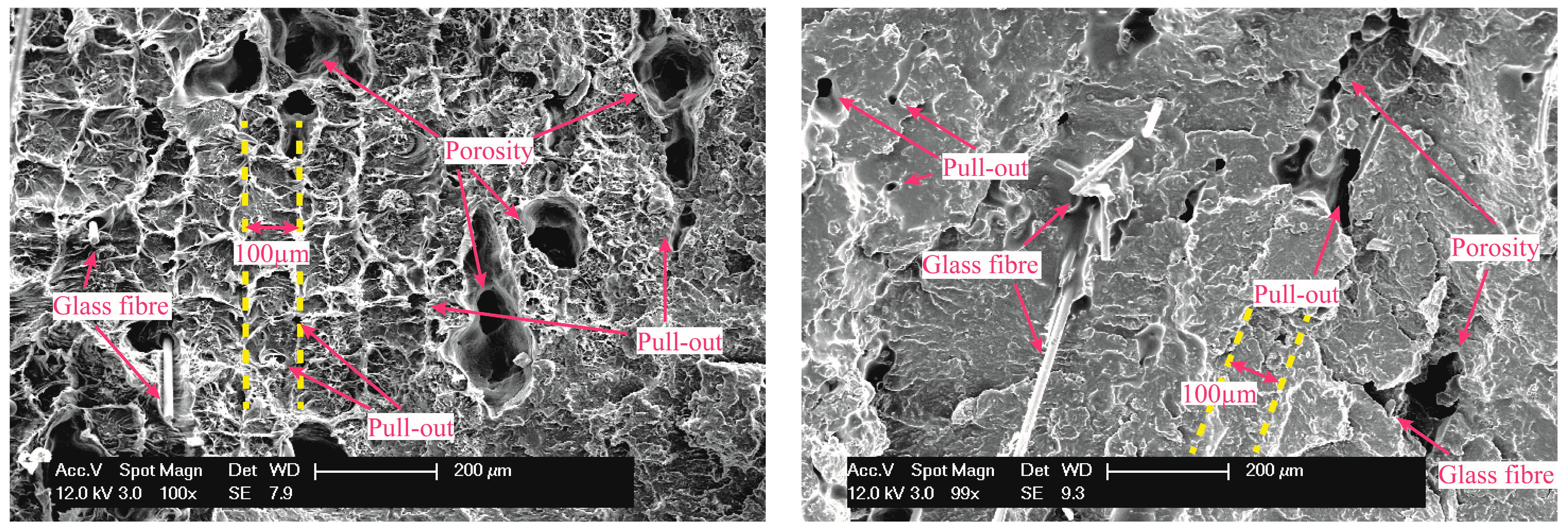
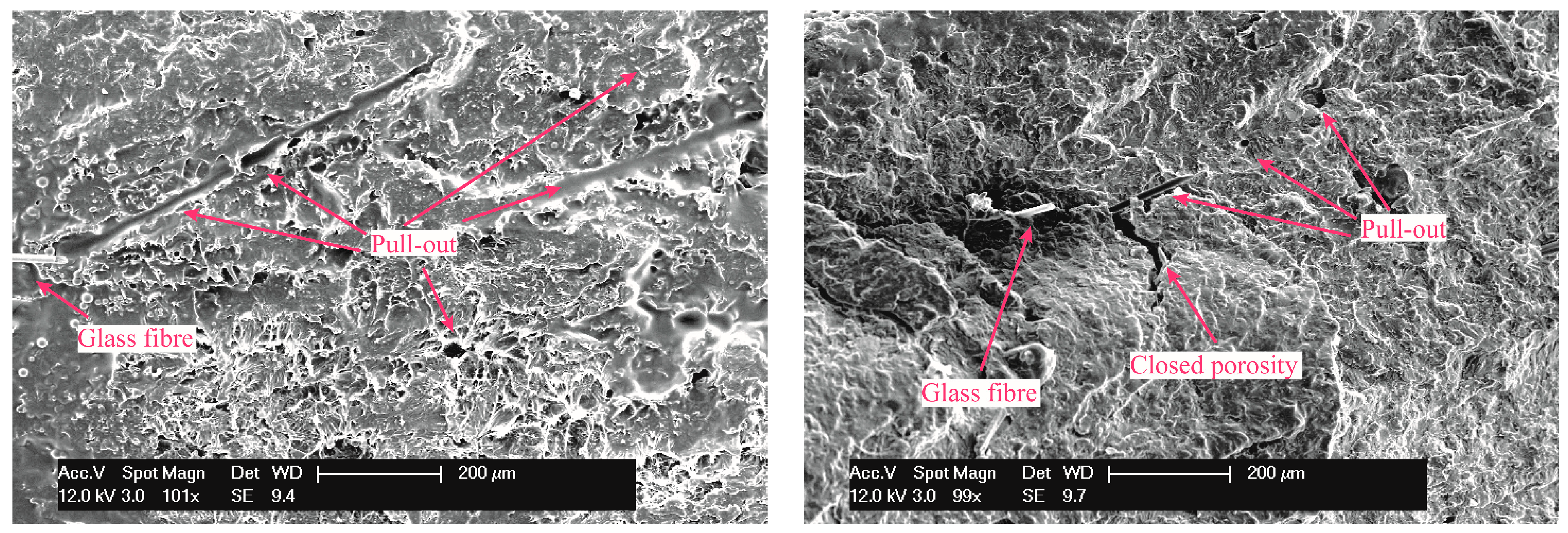
- Insufficient impregnation of the fibres and insufficient bonding of the fibres with the matrix material;
- In-process damaging (e.g., thermal degradation caused by the selective laser scanning) of the sizing, present on the glass fibres and necessary for ensuring sufficient bonding between fibre and matrix material;
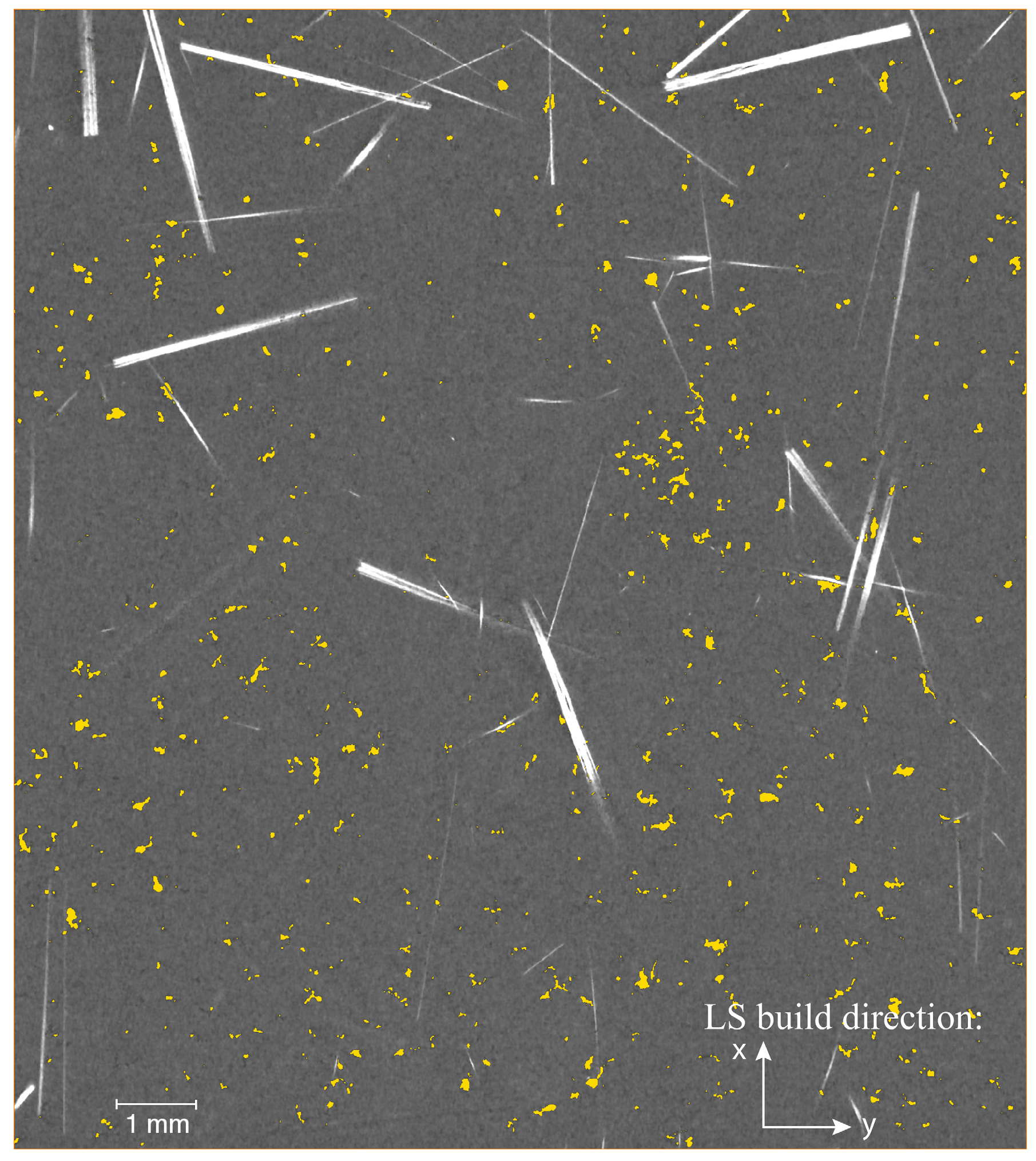
- Bundles of glass fibres present in the part acting as big defects and degrading the mechanical properties;
- The random orientation of the chopped glass fibres contributes less to the mechanical properties of composites compared to an aligned fibre orientation.
6. Outlook
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abbott, C.S.; Sperry, M.; Crane, N.B. Relationships between porosity and mechanical properties of polyamide 12 parts produced using the laser sintering and multi-jet fusion powder bed fusion processes. J. Manuf. Process. 2021, 70, 55–66. [Google Scholar] [CrossRef]
- Zhang, S.; Tang, H.; Tang, D.; Liu, T.; Liao, W. Effect of fabrication process on the microstructure and mechanical performance of carbon fiber reinforced PEEK composites via selective laser sintering. Compos. Sci. Technol. 2024, 246, 110396. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Alghamdi, S.S.; John, S.; Choudhury, N.R.; Dutta, N.K. Additive manufacturing of polymer materials: Progress, promise and challenges. Polymers 2021, 13, 753. [Google Scholar] [CrossRef] [PubMed]
- Lupone, F.; Padovano, E.; Casamento, F.; Badini, C. Process phenomena and material properties in selective laser sintering of polymers: A review. Materials 2022, 15, 183. [Google Scholar] [CrossRef] [PubMed]
- Regassa, Y.; Lemu, H.G.; Sirabizuh, B. Trends of using polymer composite materials in additive manufacturing. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; Volume 659, p. 012021. [Google Scholar]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer Composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef]
- Park, S.J.; Choi, J.W.; Park, S.J.; Son, Y.; Ahn, I.H. Improving properties of a part fabricated by polymer-based powder bed fusion using a warm isostatic press (WIP) process. Mater. Des. 2022, 224, 111417. [Google Scholar] [CrossRef]
- Kruth, J.P.; Levy, G.; Klocke, F.; Childs, T.H.C. Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann.-Manuf. Technol. 2007, 56, 730–759. [Google Scholar] [CrossRef]
- Goodridge, R.D.; Tuck, C.J.; Hague, R.J.M. Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- De Coninck, H.; Meyers, S.; Van Puyvelde, P.; Van Hooreweder, B. On the Difference in Mechanical Behavior of Glass Bead-Filled Polyamide 12 Specimens Produced by Laser Sintering and Injection Molding. 3D Print. Addit. Manuf. 2022, 1–21. [Google Scholar] [CrossRef]
- Kozior, T. Assessment of mechanical properties of pa 3200 gf polyamide models made by SLS. Czas. Tech. 2018, 11, 181–186. [Google Scholar] [CrossRef]
- Forderhase, P.; Mc Alea, K.; Booth, R. The development of an SLS composite material. In International Solid Freeform Fabrication Proceedings; The University of Texas at Austin: Austin, TX, USA, 1995; pp. 287–297. [Google Scholar]
- Kleijnen, R.G.; Sesseg, J.P.W.; Schmid, M.; Wegener, K. Insights into the development of a short-fiber reinforced polypropylene for laser sintering. In AIP Conference Proceedings; AIP Publishing: Melville, NY, USA, 2017; Volume 1914. [Google Scholar] [CrossRef]
- Lanzl, L.; Wudy, K.; Drummer, D. The effect of short glass fibers on the process behavior of polyamide 12 during selective laser beam melting. Polym. Test. 2020, 83, 106313. [Google Scholar] [CrossRef]
- De Coninck, H.; Dejans, A.; Meyers, S.; Buls, S.; Kinds, Y.; Soete, J.; Van Puyvelde, P.; Van Hooreweder, B. Process and material optimisations for integration of chopped glass fibres in laser sintered polymer parts. In Proceedings of the 34th Annual International Solid Freeform Fabrication Symposium 2023, Austin, TX, USA, 14–16 August 2023; Volume 12, pp. 261–271. [Google Scholar]
- Hakim, I.A.; Donaldson, S.L.; Meyendorf, N.G.; Browning, C.E. Porosity Effects on Interlaminar Fracture Behavior in Carbon Fiber-Reinforced Polymer Composites. Mater. Sci. Appl. 2017, 8, 170–187. [Google Scholar] [CrossRef]
- Khotbehsara, M.M.; Manalo, A.; Aravinthan, T.; Reddy, K.R.; Ferdous, W.; Wong, H.; Nazari, A. Effect of elevated in-service temperature on the mechanical properties and microstructure of particulate-filled epoxy polymers. Polym. Degrad. Stab. 2019, 170, 108994. [Google Scholar] [CrossRef]
- Dewulf, W.; Pavan, M.; Craeghs, T.; Kruth, J.P. Using X-ray computed tomography to improve the porosity level of polyamide-12 laser sintered parts. CIRP Ann. 2016, 65, 205–208. [Google Scholar] [CrossRef]
- Van Hooreweder, B.; Moens, D.; Boonen, R.; Kruth, J.P.; Sas, P. On the difference in material structure and fatigue properties of nylon specimens produced by injection molding and selective laser sintering. Polym. Test. 2013, 32, 972–981. [Google Scholar] [CrossRef]
- Frketic, J.; Dickens, T.; Ramakrishnan, S. Automated manufacturing and processing of fiber-reinforced polymer (FRP) composites: An additive review of contemporary and modern techniques for advanced materials manufacturing. Addit. Manuf. 2017, 14, 69–86. [Google Scholar] [CrossRef]
- Pavan, M.; Faes, M.; Strobbe, D.; Van Hooreweder, B.; Craeghs, T.; Moens, D.; Dewulf, W. On the influence of inter-layer time and energy density on selected critical-to-quality properties of PA12 parts produced via laser sintering. Polym. Test. 2017, 61, 386–395. [Google Scholar] [CrossRef]
- Terekhina, S.; Tarasova, T.; Egorov, S.; Guillaumat, L.; Hattali, M.L. On the difference in material structure and fatigue properties of polyamide specimens produced by fused filament fabrication and selective laser sintering. Int. J. Adv. Manuf. Technol. 2020, 111, 93–107. [Google Scholar] [CrossRef]
- ISO. Plastics—Determination of Tensile Properties—Part 1: General Principles, 527-1. 13. 2006. Available online: https://www.iso.org/obp/ui/#iso:std:iso:527:-1:ed-3:v1:en (accessed on 5 February 2024).
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J. Compos. Mater. 2017, 51, 451–462. [Google Scholar] [CrossRef]
- Liao, G.; Li, Z.; Cheng, Y.; Xu, D.; Zhu, D.; Jiang, S.; Guo, J.; Chen, X.; Xu, G.; Zhu, Y. Properties of oriented carbon fiber/polyamide 12 composite parts fabricated by fused deposition modeling. Mater. Des. 2018, 139, 283–292. [Google Scholar] [CrossRef]
- Heuer, A.; Pinter, P.; Weidenmann, K.A. Analysis of the Effects of Raster Orientation in Components Consisting of Short Glass Fibre Reinforced ABS of Different Fibre Volume Fraction Produced by Additive Manufacturing. Key Eng. Mater. 2017, 742, 482–489. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Huang, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of short CF/GF reinforced PEEK composite filaments and their comprehensive properties evaluation for FDM-3D printing. Compos. Part B Eng. 2020, 198, 108175. [Google Scholar] [CrossRef]
- Ogierman, W.; Kokot, G. A study on fiber orientation influence on the mechanical response of a short fiber composite structure. Acta Mech. 2016, 227, 173–183. [Google Scholar] [CrossRef]
- Zainudin, E.S.; Sapuan, S.M.; Sulaiman, S.; Ahmad, M.M.H.M. Fiber orientation of short fiber reinforced injection molded thermoplastic composites: A review. J. Inject. Molding Technol. 2002, 6, 1–10. [Google Scholar]
- Zarringhalam, H.; Hopkinson, N.; Kamperman, N.F.; de Vlieger, J.J. Effects of processing on microstructure and properties of SLS Nylon 12. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2006, 435–436, 172–180. [Google Scholar] [CrossRef]
- Gogolewski, S.; Czerntawska, K.; Gastorek, M. Effect of annealing on thermal properties and crystalline structure of polyamides. Nylon 12 (polylaurolactam). Colloid Polym. Sci. 1980, 258, 1130–1136. [Google Scholar] [CrossRef]
- Sofia, L.; Pires, O.; Figueira, M.H.; Fernandes, V.; Martinho, J.; De Oliveira, M. Crystallization kinetics of PCL and PCL-glass composites for additive manufacturing. J. Therm. Anal. Calorim. 2018, 134, 2115–2125. [Google Scholar] [CrossRef]
- Radcliffe, D.J.; Rosenberg, H.M. The thermal conductivity of glass-fibre and carbon-fibre/epoxy composites from 2 to 80 k. Cryogenics 1982, 22, 245–249. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Effect of Porosity on Mechanical Properties of 3D Printed Polymers: Experiments and Micromechanical Modeling Based on X-ray Computed Tomography Analysis. Polymers 2019, 11, 1154. [Google Scholar] [CrossRef] [PubMed]
- Matrenichev, V.; Belone, M.C.L.; Palola, S.; Laurikainen, P.; Sarlin, E. Resizing Approach to Increase the Viability of Recycled Fibre-Reinforced Composites. Materials 2020, 13, 5773. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material 1 | PA12 (PA2200) | |
|---|---|---|
| Parameter | Unit | |
| Preheating temperature build platform | °C | 168 |
| Removal chamber temperature | °C | 30 |
| Scan Spacing | µm | 150 |
| Feed temperature | °C | 65 |
| Layer thickness | µm | 100 |
| Laser power | W | 12 |
| Scanning speed | mm/s | 1200 |
| PA12 (PA2200) | PA12 with Glass Fibres Condition 2 | ||
|---|---|---|---|
| Unit | |||
| E-modulus | MPa | 1633 ± 11.4 | 1735 ± 103.1 |
| UTS (σb) | MPa | 47 ± 0.5 | 44 ± 1.2 |
| Strain (εb) | % | 21 ± 3.3 | 7 ± 0.5 |
| Strength (0.5%) (σx) | MPa | 37 ± 0.5 | 35 ± 1.4 |
| PA12 without Fibres | PA12 with Fibres | ||||
|---|---|---|---|---|---|
| As-Built Condition 1 | WIP Condition 3 | As-Built Condition 2 | WIP Condition 4 | ||
| Unit | |||||
| E-modulus | MPa | 1633 ± 11.4 | 1831 ± 32.4 | 1735 ± 103.1 | 1873 ± 105.9 |
| UTS (σb) | MPa | 47 ± 0.5 | 51 ± 0.3 | 44 ± 1.2 | 45 ± 1.1 |
| Strain (εb) | % | 21 ± 3.3 | 12 ± 1.9 | 7 ± 0.5 | 5 ± 1.1 |
| Strength (0.5%) (σx) | MPa | 37 ± 0.5 | 35 ± 0.9 | 35 ± 1.4 | 35 ± 1.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
De Coninck, H.; Choi, J.W.; Soete, J.; Meyers, S.; Van Hooreweder, B. Improving the Mechanical Properties of GlassFibre-Reinforced Laser-Sintered Parts Based on Degree of Crystallinity and Porosity Content Using a Warm Isostatic Pressing (WIP) Process. J. Manuf. Mater. Process. 2024, 8, 64. https://doi.org/10.3390/jmmp8020064
De Coninck H, Choi JW, Soete J, Meyers S, Van Hooreweder B. Improving the Mechanical Properties of GlassFibre-Reinforced Laser-Sintered Parts Based on Degree of Crystallinity and Porosity Content Using a Warm Isostatic Pressing (WIP) Process. Journal of Manufacturing and Materials Processing. 2024; 8(2):64. https://doi.org/10.3390/jmmp8020064
Chicago/Turabian StyleDe Coninck, Hellen, Jae Won Choi, Jeroen Soete, Sebastian Meyers, and Brecht Van Hooreweder. 2024. "Improving the Mechanical Properties of GlassFibre-Reinforced Laser-Sintered Parts Based on Degree of Crystallinity and Porosity Content Using a Warm Isostatic Pressing (WIP) Process" Journal of Manufacturing and Materials Processing 8, no. 2: 64. https://doi.org/10.3390/jmmp8020064
APA StyleDe Coninck, H., Choi, J. W., Soete, J., Meyers, S., & Van Hooreweder, B. (2024). Improving the Mechanical Properties of GlassFibre-Reinforced Laser-Sintered Parts Based on Degree of Crystallinity and Porosity Content Using a Warm Isostatic Pressing (WIP) Process. Journal of Manufacturing and Materials Processing, 8(2), 64. https://doi.org/10.3390/jmmp8020064