
Patterning of Surfaces for Subsequent Roll Bonding in a Low-Oxygen Environment Using Deformable Mesh Inlays


Abstract
:1. Introduction
2. Materials and Methods
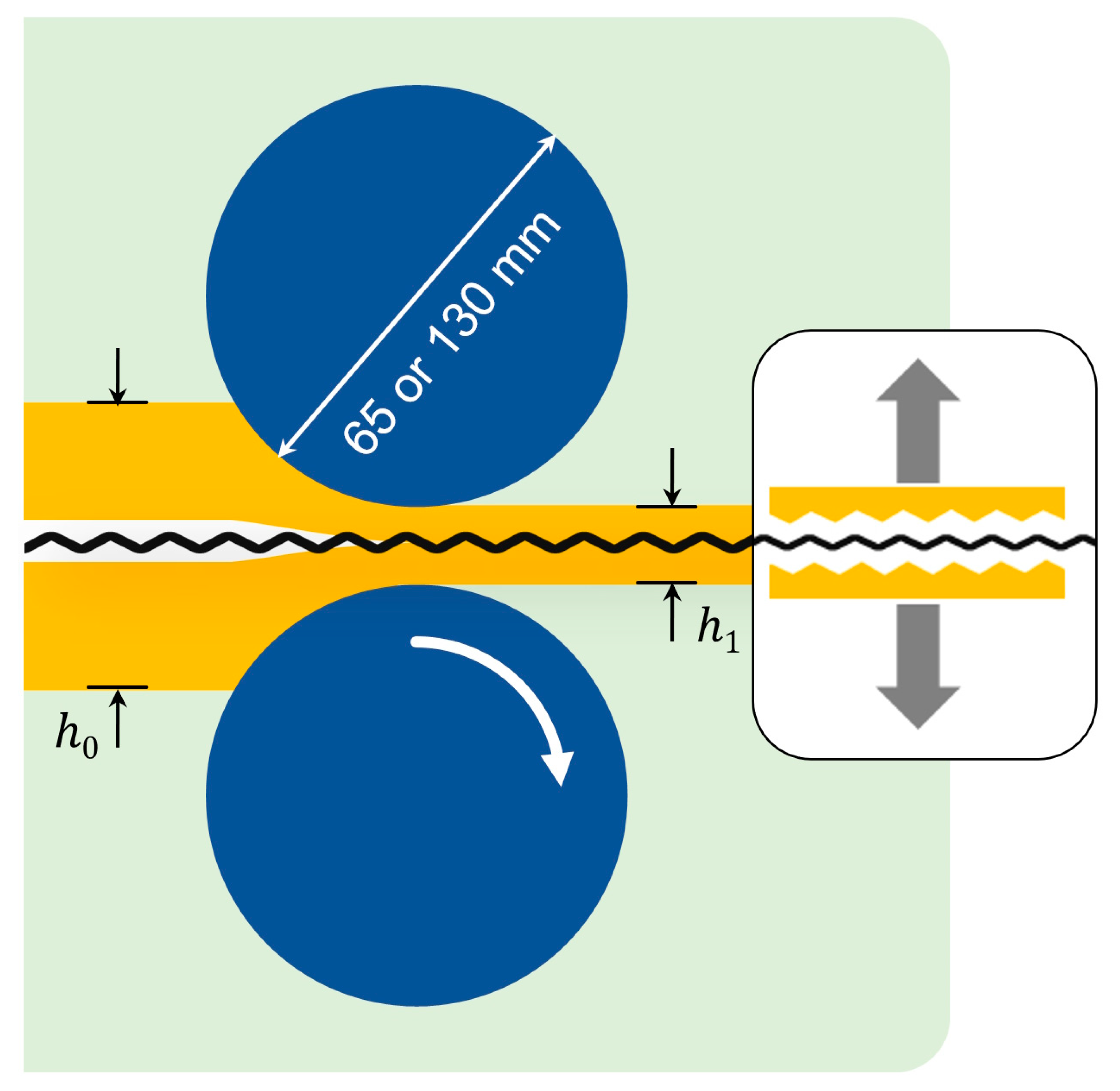
- First, the rolling gap, which determines the final thickness of the outgoing strip (h1), was set at 85% of the initial thickness of the assembly (h0), which corresponds to a rolling reduction of 15%. These experiments were indexed with single-digit numbers.
- The second approach implied that the rolling gap is equal to the sum of the initial thicknesses of the assemblies. These are denoted by two-digit numbers.
3. Results
4. Discussion
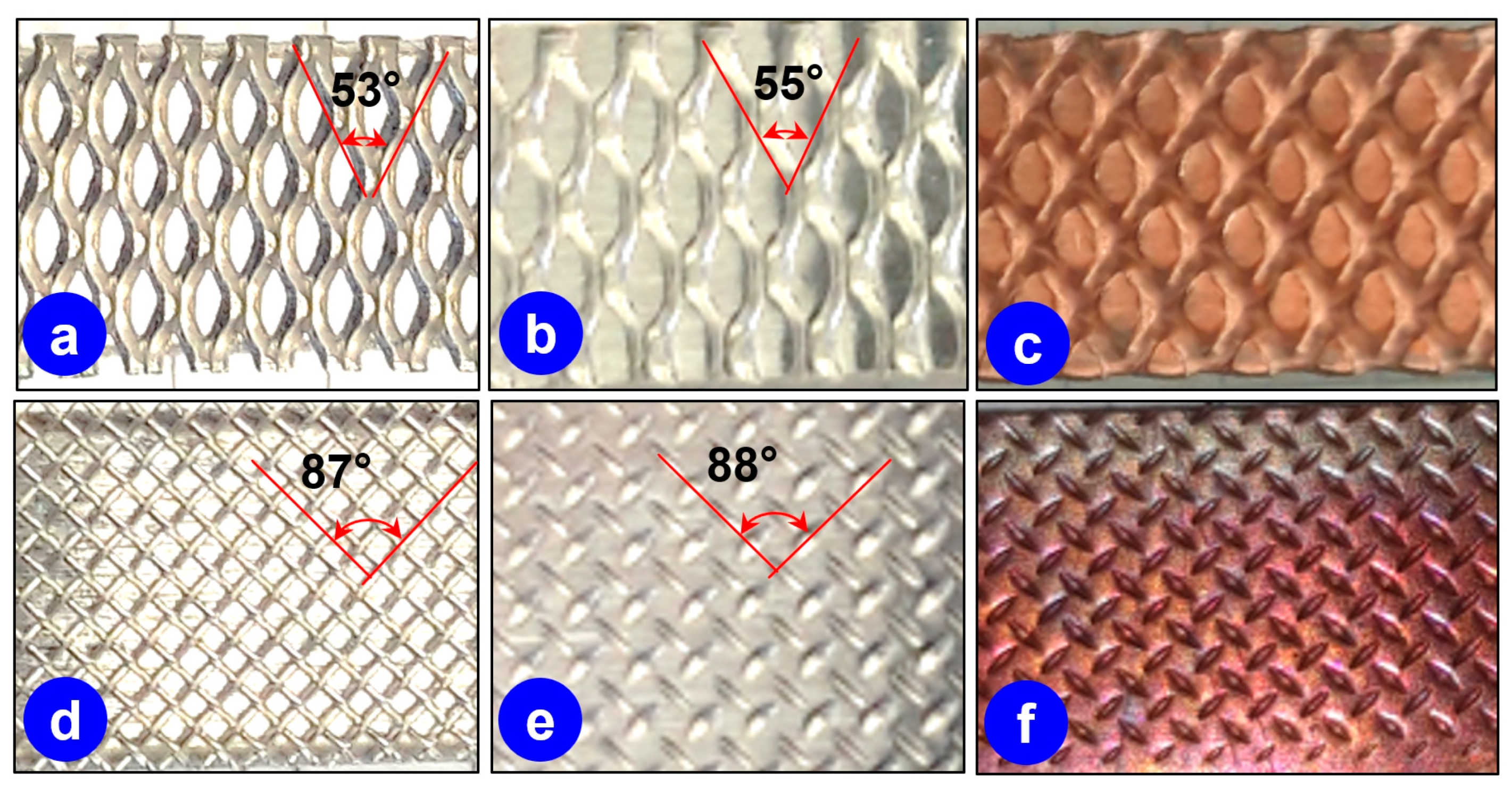
- Distortion of the mesh is proportional to the rolling reduction in the range of 9% to 28% until reaching 9 degrees;
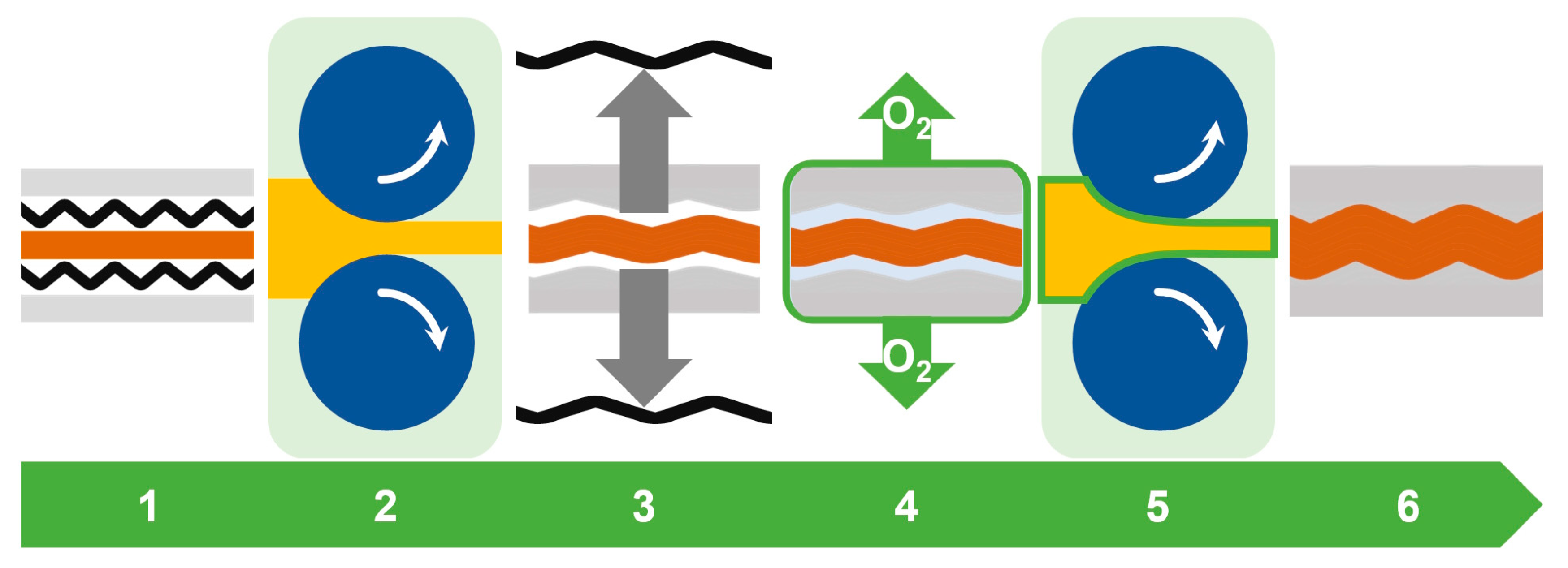
5. Application of the Obtained Results in Oxygen-Free Production
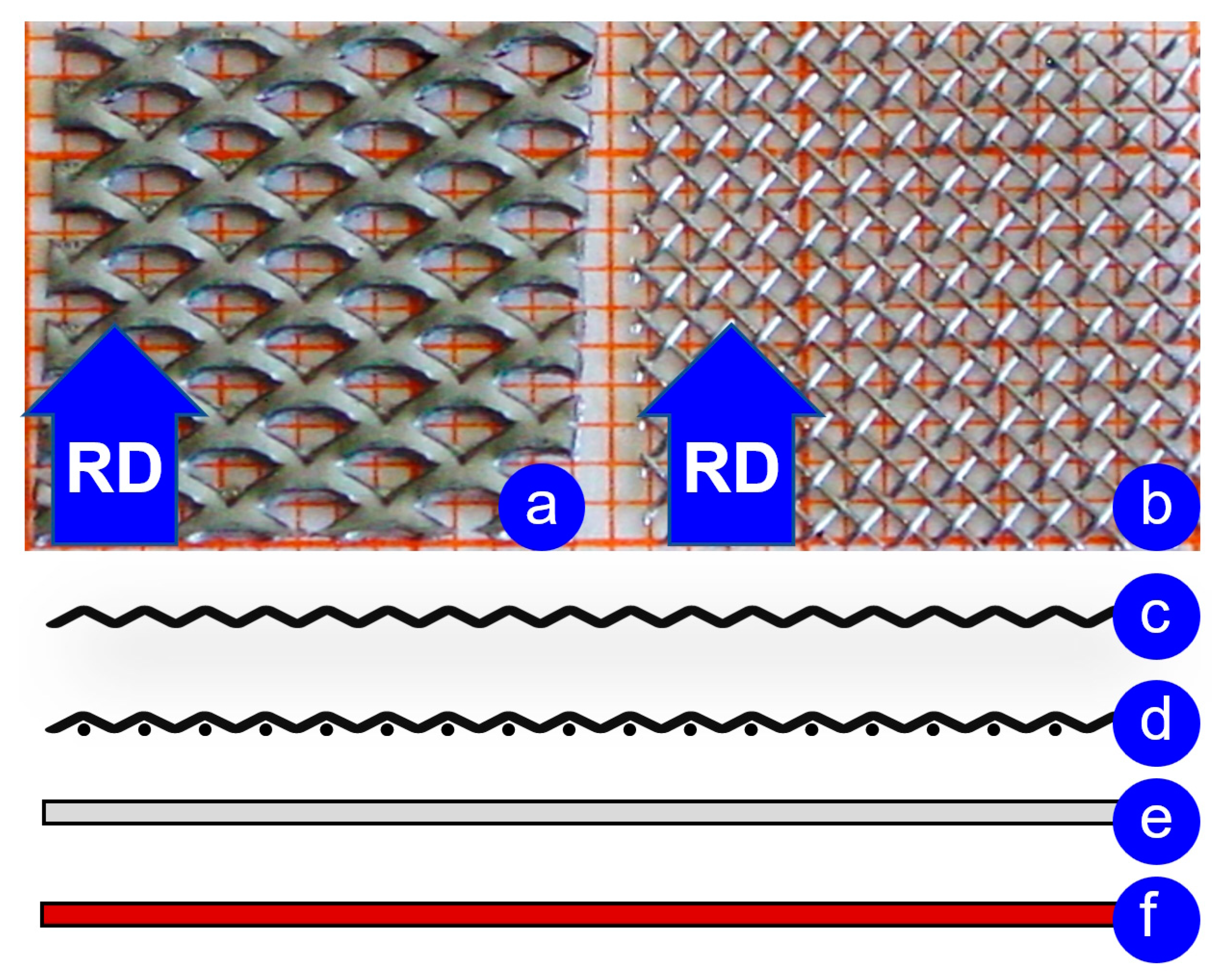
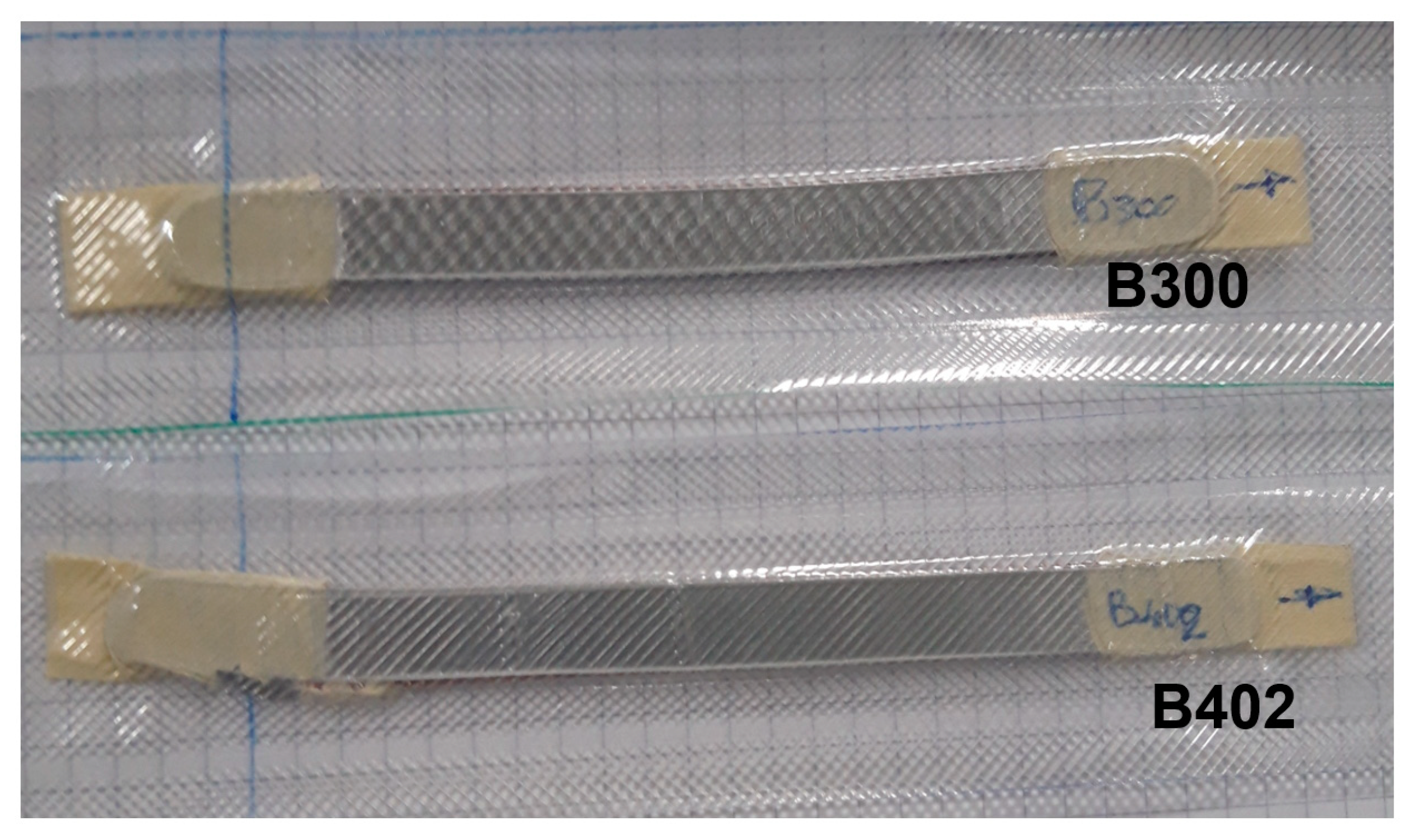
- Assemblies were previously patterned using 130 mm diameter rollers with both expanded mesh (B300) and wire mesh (B402);
- Low-oxygen partial-pressure atmosphere was provided by vacuuming in a PE sealer bag;
- Roll bonding at room temperature using three passes with approximately 10% rolling reduction during each pass until 33% of accumulated reduction was reached (Figure 10) without any additional surface treatment;
- Control of the integrity of the insulating bag was performed after each pass using a water bath;
- Roll-bonded composites were tested regarding a primary bonding (mechanical joining) after removal of the bag.
- The strain hardening of components during patterning differs from non-patterned specimens;
- Good results can be obtained if the inner component (here: copper) features a slightly higher yield stress and sufficient elongation capabilities;
- Roll bonding in insulating sealer bags requires smooth surfaces of the assemblies;
- The thickness of the insulating film does not decrease significantly in the deformation zone; failure is more likely to occur due to inhomogeneity of stress and/or surface inaccuracies;
- Friction between rolls and film must be less than between rolls and composite, but this impairs the grip in the deformation zone;
- Use of larger rollers in comparison with smaller ones provides longer life of the insulation bag;
- Alignment and guidance of the packed assembly when rolling is important to prevent a bending of the rear end during rolling.
6. Conclusions
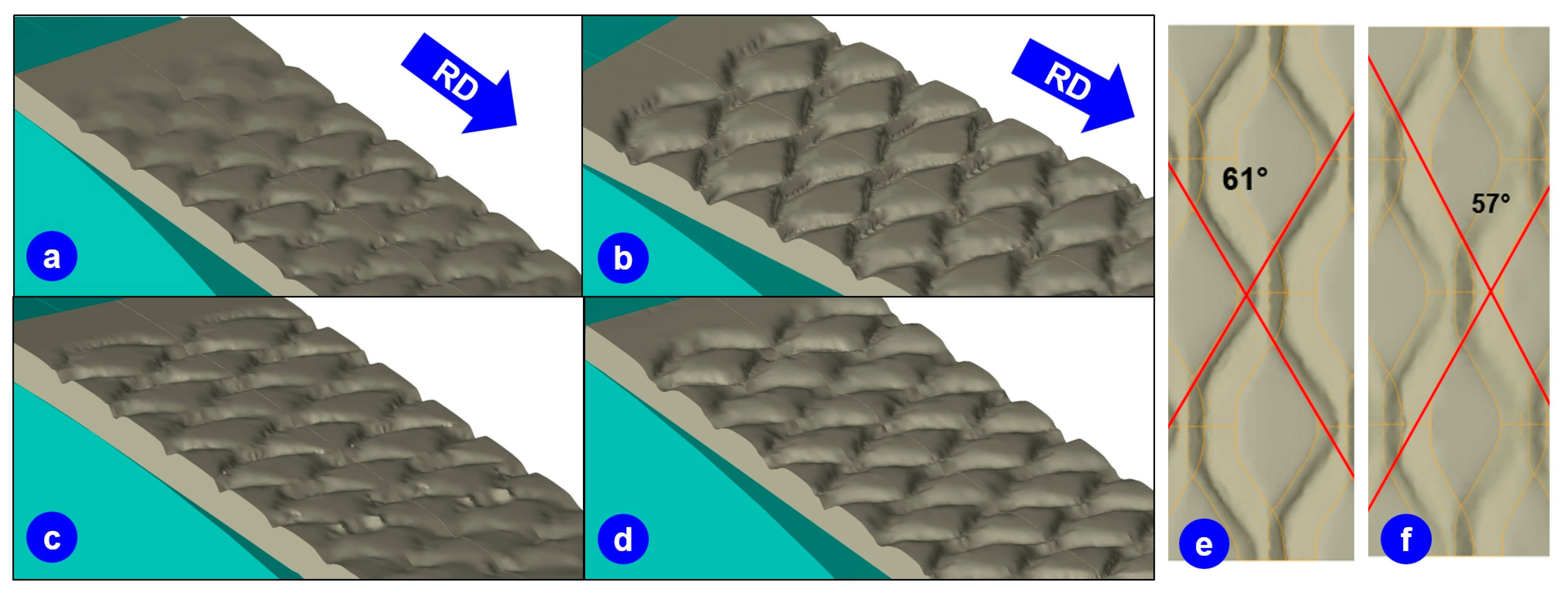
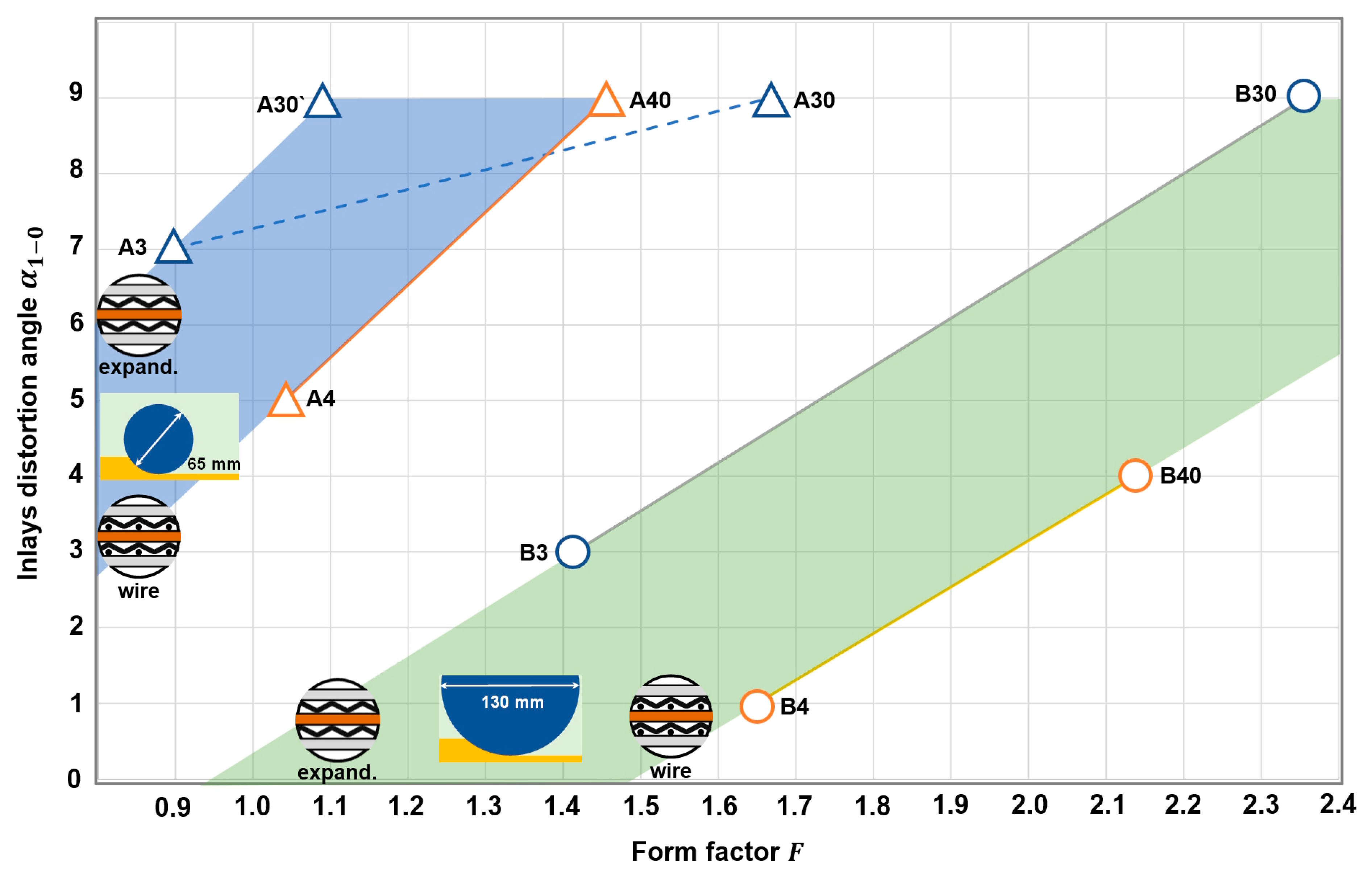
- The use of form factor F to describe the experimental results obtained during roll patterning with various roll diameters and roll reductions allows one to observe the common effect of these parameters on the distortion of the netting inlay made of two different types of meshes. The numerical simulation of the process using the FE software QForm UK is in accordance with the obtained experimental values of the inlay distortion angle for F > 1.5. For lower values, it is observed that the predicted angle is one degree higher than the experimental value.
- Mesh angle distortion increases proportionally with the increase in rolling reduction for 0.33–0.68 degrees for each percent of strain until it reaches 9%. Further deformation of the inlay results in its fracturing due to clamping of the mesh between the matrices. The highest intensity of distortion is observed during rolling with smaller rolls.
- The use of rolls with half the diameter is the second important factor, which increases the net distortion angle by about 30% in the whole field of experiments investigated.
- There is a minimum value of rolling reduction for each assembly, after which the angle of the mesh starts to warp. The value of this threshold depends on the diameter of the rollers and the type of mesh. The smaller the diameter of the rollers, the lower the threshold.
- Displacement of the inlay from the rolling plane is another important factor influencing its deformation. The main mechanism of this effect is the lowering of the distortion threshold, which in some cases induces plastic deformation of the inlay even before the plastic deformation of the entire assembly has occurred.
- Comparison of the wire mesh and the expanded mesh used as a patterning inlay between aluminum matrices suggests that the type of mesh does not play a major role in changing the intensity of the distortion angle for similar constructions of assemblies.
- Interface patterning is an important technological element of oxygen-free roll bonding due to its ability to increase the contact stress without significantly increasing the rolling force, which is especially helpful when the surfaces of the rolls and the composite interact through the protective film.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Khan, H.A.; Asim, K.; Akram, F.; Hameed, A.; Khan, A.; Mansoor, B. Roll Bonding Processes: State-of-the-Art and Future Perspectives. Metals 2021, 11, 1344. [Google Scholar] [CrossRef]
- Rahemi, R.; Li, D. Variation in electron work function with temperature and its effect on the Young’s modulus of metals. Scr. Mater. 2015, 99, 41–44. [Google Scholar] [CrossRef]
- Schmidt, H.C.; Homberg, W.; Orive, A.G.; Grundmeier, G.; Hordych, I.; Maier, H.J. Cold pressure welding of aluminium-steel blanks: Manufacturing process and electrochemical surface preparation. In Proceedings of the 21st International ESAFORM Conference on Material Forming: Esaform 2018, Palermo, Italy, 23–25 April 2018; p. 50007. [Google Scholar] [CrossRef]
- Karfoul, M.K.; Tatlock, G.J. Interfacial processes during diffusion welding of titanium alloy/aluminium couples under ambient atmosphere. Weld. World 2019, 63, 841–849. [Google Scholar] [CrossRef]
- Serajzadeh, S.; Karimi Taheri, A.; Nejati, M.; Izadi, J.; Fattahi, M. An investigation on strain inhomogeneity in hot strip rolling process. J. Mater. Process. Technol. 2002, 128, 88–99. [Google Scholar] [CrossRef]
- Lenard, J.G. Primer on Flat Rolling, 2nd ed.; Elsevier: Oxford, UK, 2014; ISBN 978-0-08-099418-5. [Google Scholar] [CrossRef]
- Frolov, Y.; Nosko, M.; Samsonenko, A.; Bobukh, O.; Remez, O. Roll Bonding of Al-Based Composite Reinforced with C10 Steel Expanded Mesh Inlay. Metals 2021, 11, 1044. [Google Scholar] [CrossRef]
- Gupta, K.; Paulo, D. Advanced Welding and Deforming; Elsevier: Amsterdam, The Netherlands, 2021; ISBN 978-0-12-822049-8. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R. The Role of Surface Preparation Parameters on Cold Roll Bonding of Aluminum Strips. J. Mater. Eng. Perform. 2011, 20, 191–197. [Google Scholar] [CrossRef]
- Xiangyu, G.; Wenquan, N.; Wenle, P.; Zhiquan, H.; Tao, W.; Lifeng, M. Deformation behavior and bonding properties of Cu/Al laminated composite plate by corrugated cold roll bonding. J. Mater. Res. Technol. 2023, 22, 3207–3217. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R. Cold roll bonding bond strengths: Review. Mater. Sci. Technol. 2011, 27, 1101–1108. [Google Scholar] [CrossRef]
- Wu, G.Q.; Luo, G.X. The use of laser surface modification in combined superplastic forming and diffusion bonding of metals. In Superplastic Forming of Advanced Metallic Materials; Elsevier: Amsterdam, The Netherlands, 2011; pp. 83–111. ISBN 978-1-84569-753-2. [Google Scholar] [CrossRef]
- Frolov, Y.; Stolbchenko, M.; Grydin, O.; Makeeva, H.; Tershakovec, M.A.; Schaper, M. Influence of strain parameters at rolling on the properties of wire-reinforced aluminium composites. Int. J. Mater. Form. 2019, 12, 505–518. [Google Scholar] [CrossRef]
- Frolov, Y.; Haranich, Y.; Bobukh, O.; Remez, O.; Voswinkel, D.; Grydin, O. Deformation of expanded steel mesh inlay inside aluminum matrix during the roll bonding. J. Manuf. Process. 2020, 58, 857–867. [Google Scholar] [CrossRef]
- Callens, S.J.; Zadpoor, A.A. From flat sheets to curved geometries: Origami and kirigami approaches. Mater. Today 2018, 21, 241–264. [Google Scholar] [CrossRef]
- Hashimoto, M.; Taguchi, Y. Design and Fabrication of a Kirigami-Inspired Electrothermal MEMS Scanner with Large Displacement. Micromachines 2020, 11, 362. [Google Scholar] [CrossRef] [PubMed]
- Choi, H.; Luo, Y.; Olson, G.; Won, P.; Shin, J.H.; Ok, J.; Yang, Y.J.; Kim, T.; Majidi, C. Highly Stretchable and Strain-Insensitive Liquid Metal based Elastic Kirigami Electrodes (LM-eKE). Adv. Funct. Mater. 2023, 33, 2301388. [Google Scholar] [CrossRef]
- Tang, C.; Liu, Z.; Zhou, D.; Wu, S. Surface Treatment with the Cold Roll Bonding Process for an Aluminum Alloy and Mild Steel. Strength Mater. 2015, 47, 150–155. [Google Scholar] [CrossRef]
- Fromm, A.C.; Barienti, K.; Selmanovic, A.; Thürer, S.E.; Nürnberger, F.; Maier, H.J.; Klose, C. Oxygen-Free Compound Casting of Aluminum and Copper in a Silane-Doped Inert Gas Atmosphere: A New Approach to Increase Thermal Conductivity. Int. J. Metalcast. 2023, 17, 2171–2183. [Google Scholar] [CrossRef]
- Nosko, M.; Konovodov, D.; Samsonenko, A.; Bobukh, O. Determination of the deformation parameters of the steel reinforcing phase inside the aluminum matrix during hot rolling. Nauk. Visnyk Natsionalnoho Hirnychoho Universytetu 2022, 6, 84–89. [Google Scholar] [CrossRef]
- QForm UK, version 10.2.4. Windows; Micas Simulations Limited: Oxford, UK, 2023. Available online: https://qform3d.com (accessed on 25 March 2022).
- Wegewitz, L.; Maus-Friedrichs, W.; Gustus, R.; Maier, H.J.; Herbst, S. Oxygen-Free Production—From Vision to Application. Adv. Eng. Mater. 2023, 25, 2201819. [Google Scholar] [CrossRef]
- Barienti, K.; Werwein, S.; Herbst, S.; Maier, H.J.; Nürnberger, F. A Novel Way to Reduce the Critical Deformation for Cold Roll Bonding. Manuf. Lett. 2023, 36, 9–12. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Code | ||||
|---|---|---|---|---|
| A1–10 | 11 ± 0.1 | 8.4 | 0.68 | 2.25 |
| A2–20 | 11 ± 0.1 | 12.4 | 0.66 | 5.63 |
| B1–10 | 6.7 ± 0.15 | 8.0 | 0.58 | 2.78 |
| B2–20 | 6.7 ± 0.15 | 9.9 | 0.58 | 4.41 |
| A3–30` | 9.4 ± 0.2 | 1.9 | 0.64 | −2.4 |
| A4–40 | 9.4 ± 0.2 | 5.0 | 0.46 | 0.14 |
| B3–30 | 6.2 ± 0.1 | 6.0 | 0.37 | 1.6 |
| B4–40 | 6.2 ± 0.1 | 9.0 | 0.33 | 3.7 |
| Position | Experimental Parameters | |||
|---|---|---|---|---|
| Assembly | Roll Diameter | Experiment | ||
| 1 | 0.68 | 65 mm | A1–10 | |
| 2 | 0.66 | 65 mm | A2–20 | |
| 3 | 0.64 | 65 mm | A3–30` | |
| 4 | 0.58 | 130 mm | B1–10 | |
| 5 | 0.58 | 130 mm | B2–20 | |
| 6 | 0.46 | 65 mm | A4–40 | |
| 7 | 0.37 | 130 mm | B3–30 | |
| 8 | 0.33 | 130 mm | B4–40 | |
| Position | Experimental Parameters | |||
|---|---|---|---|---|
| Assembly | Roll Diameter | Experiment | ||
| 1 | −2.4 | 65 mm | A3–30` | |
| 2 | 0.14 | 65 mm | A4–40 | |
| 3 | 1.6 | 130 mm | B3–30 | |
| 4 | 2.25 | 65 mm | A1–10 | |
| 5 | 2.78 | 130 mm | B1–10 | |
| 6 | 3.7 | 130 mm | B4–40 | |
| 7 | 4.41 | 130 mm | B2–20 | |
| 8 | 5.63 | 65 mm | A2–20 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frolov, Y.; Bobukh, O.; Samsonenko, A.; Nürnberger, F. Patterning of Surfaces for Subsequent Roll Bonding in a Low-Oxygen Environment Using Deformable Mesh Inlays. J. Manuf. Mater. Process. 2023, 7, 158. https://doi.org/10.3390/jmmp7050158
Frolov Y, Bobukh O, Samsonenko A, Nürnberger F. Patterning of Surfaces for Subsequent Roll Bonding in a Low-Oxygen Environment Using Deformable Mesh Inlays. Journal of Manufacturing and Materials Processing. 2023; 7(5):158. https://doi.org/10.3390/jmmp7050158
Chicago/Turabian StyleFrolov, Yaroslav, Oleksandr Bobukh, Andrii Samsonenko, and Florian Nürnberger. 2023. "Patterning of Surfaces for Subsequent Roll Bonding in a Low-Oxygen Environment Using Deformable Mesh Inlays" Journal of Manufacturing and Materials Processing 7, no. 5: 158. https://doi.org/10.3390/jmmp7050158
APA StyleFrolov, Y., Bobukh, O., Samsonenko, A., & Nürnberger, F. (2023). Patterning of Surfaces for Subsequent Roll Bonding in a Low-Oxygen Environment Using Deformable Mesh Inlays. Journal of Manufacturing and Materials Processing, 7(5), 158. https://doi.org/10.3390/jmmp7050158