

Numerical and Experimental Investigations on Tube Section Flattening for Parameter Identification and Advanced Material Modeling of Tubes

 ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
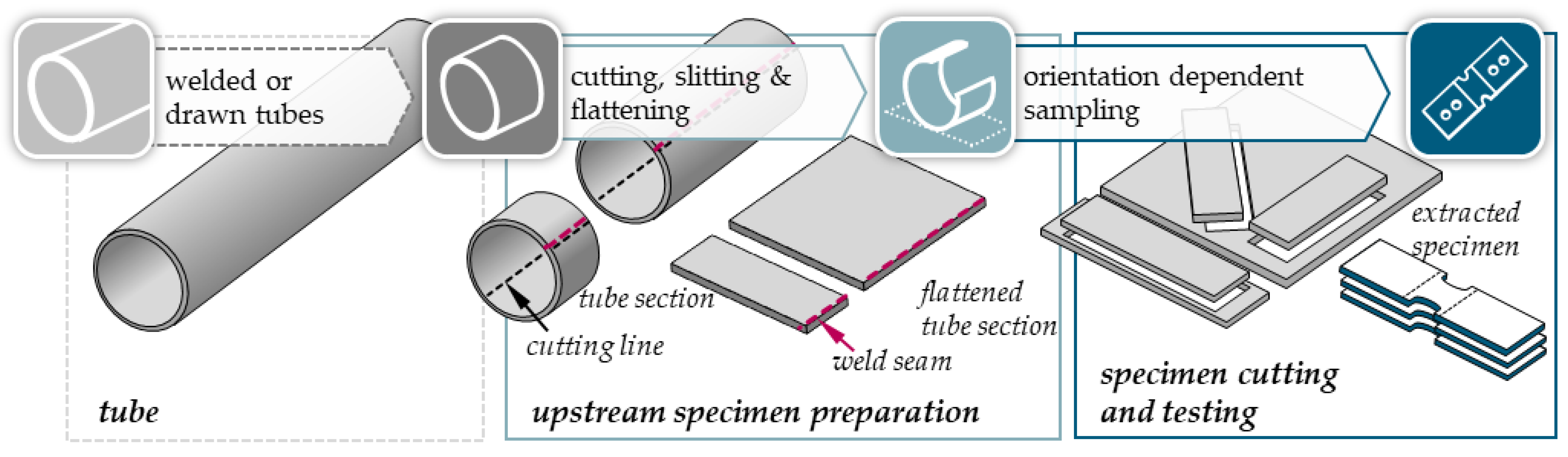
2.1. Solution Approach: Transfer of Plane Material Testing Methods to Curved Tubes by Flattening Combined with Numerical Parameter Identification
- Separation of the tubes into ring sections and subsequent flattening, including measurement of relevant experimental quantities (force-time curve, geometric quantities).
- Directional separation of specimens from the flattened sheet and conventional testing in a tensile testing machine, including measurement of force and strain quantities.
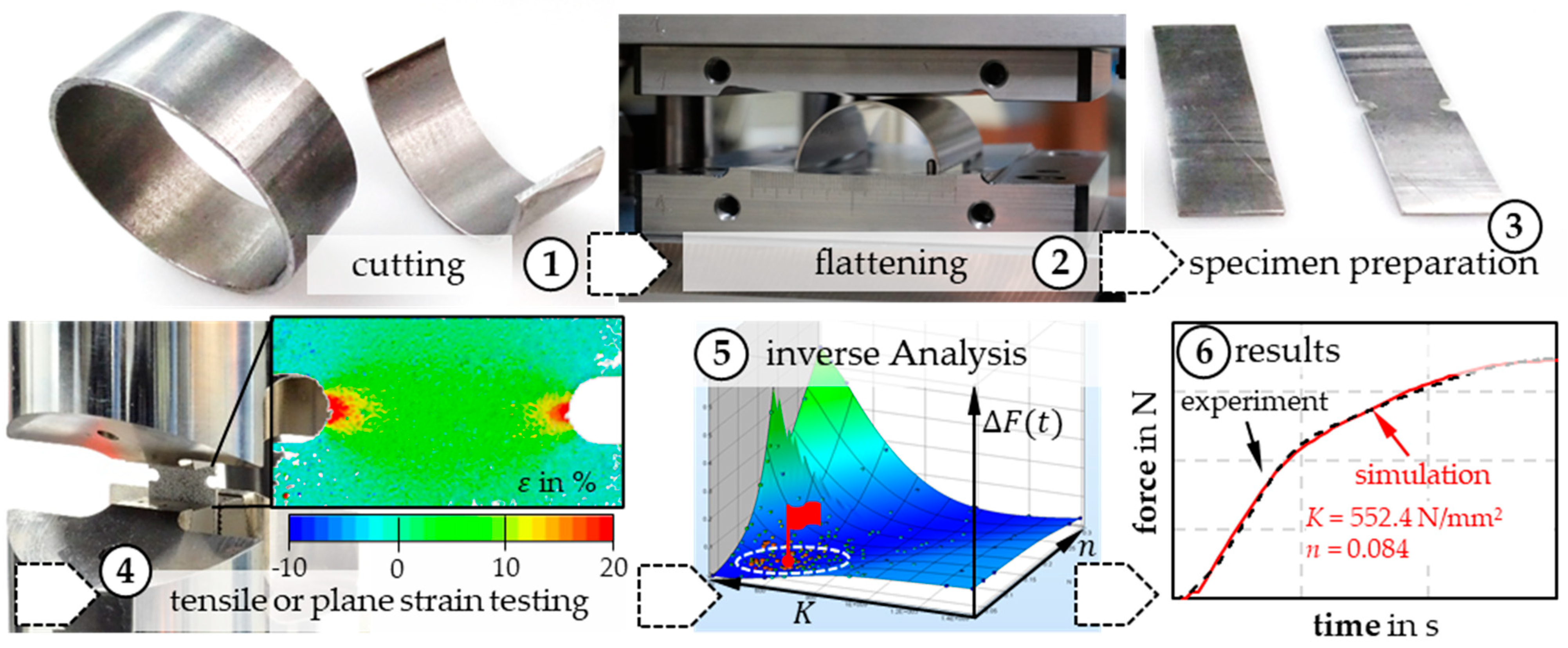
- Construction of an inverse simulation model consisting of the combination of flattening and material testing, definition of the objective function as the difference between real and simulation results and inverse parameter identification by iterative simulation calculations.
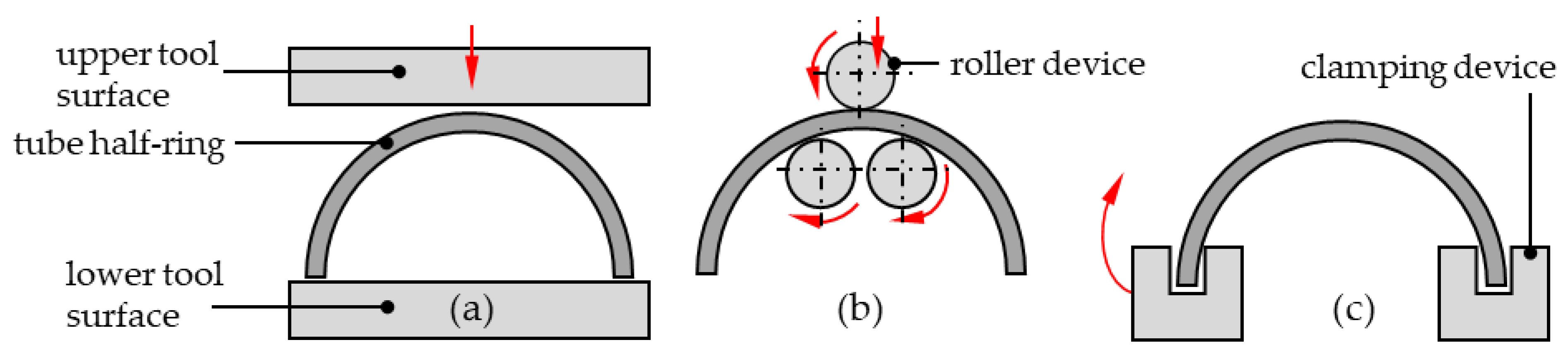
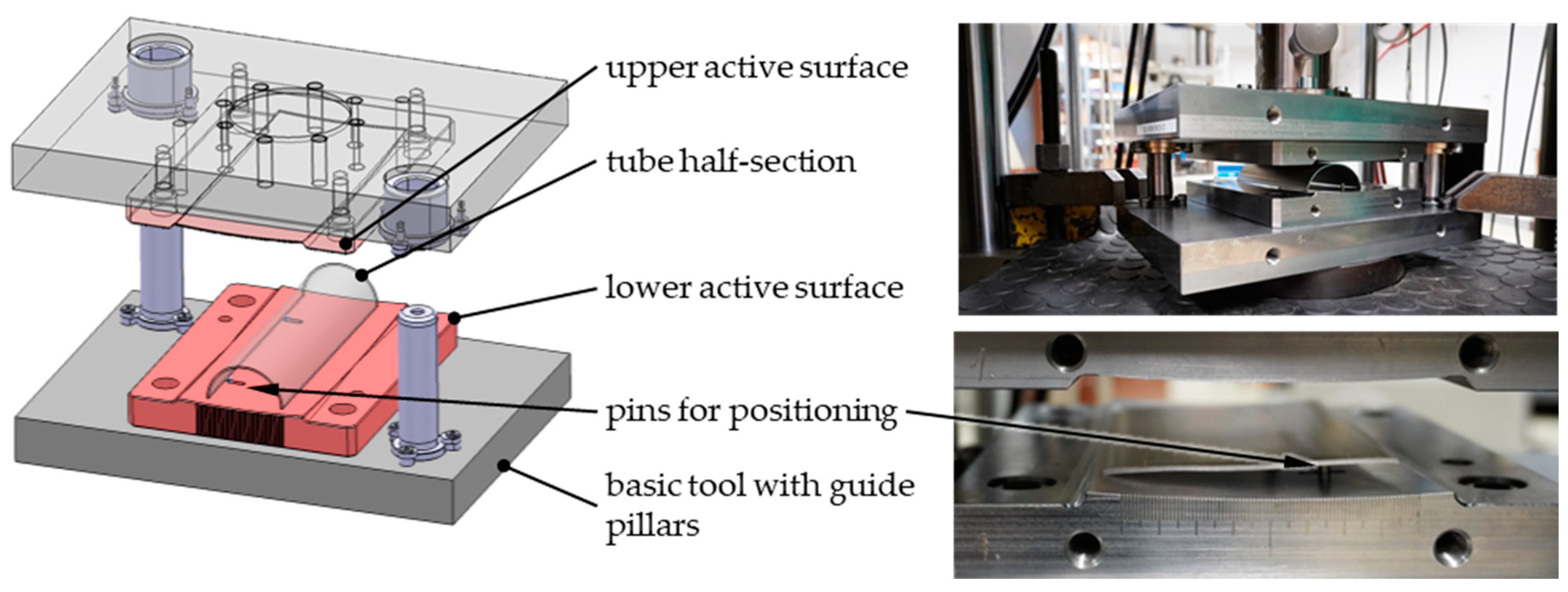
2.2. Strategies for Process Implementation of Specimen Flattening
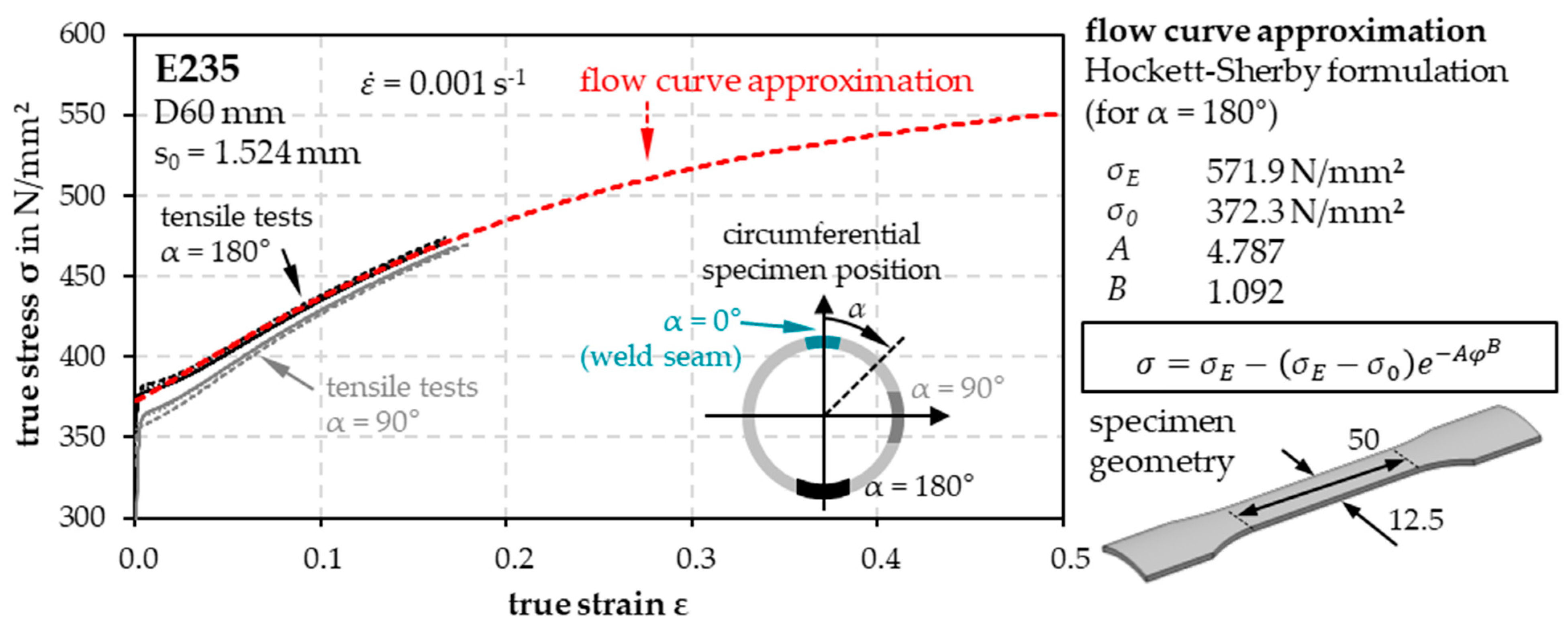
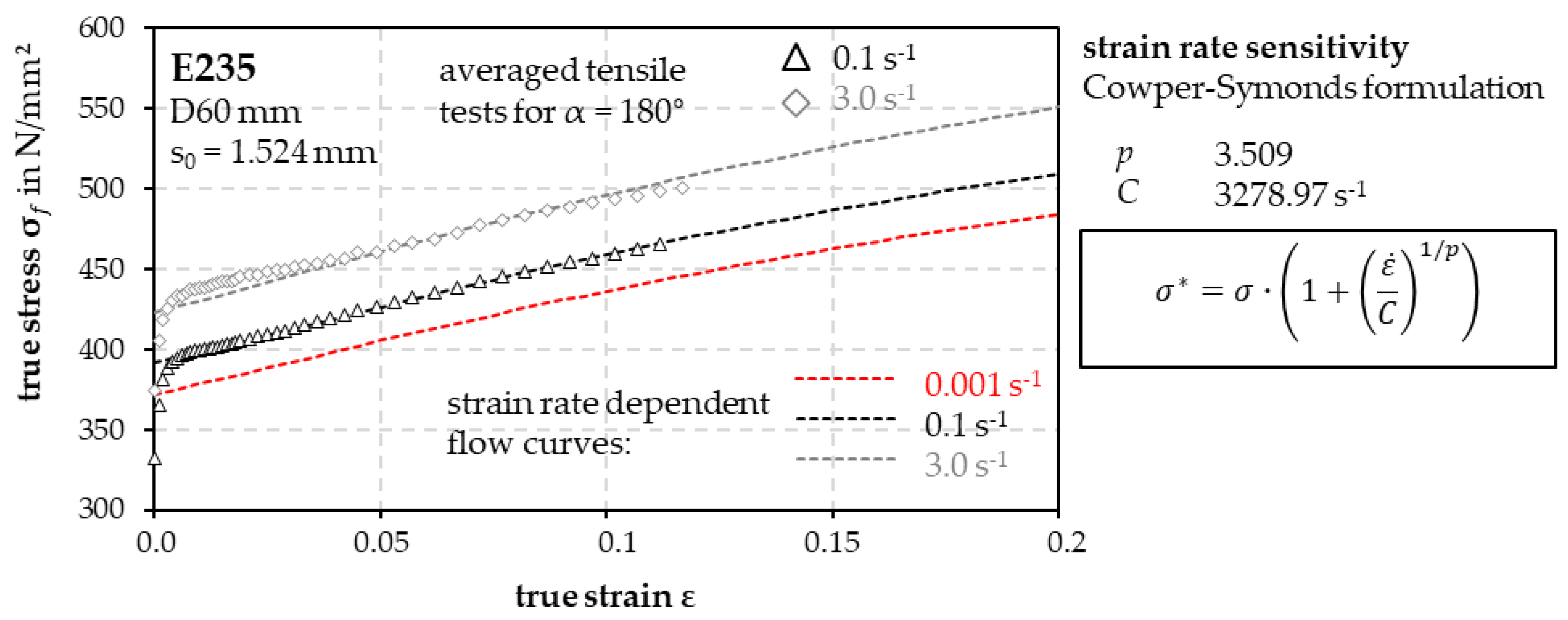
2.3. Material Modeling for Forming Simulation
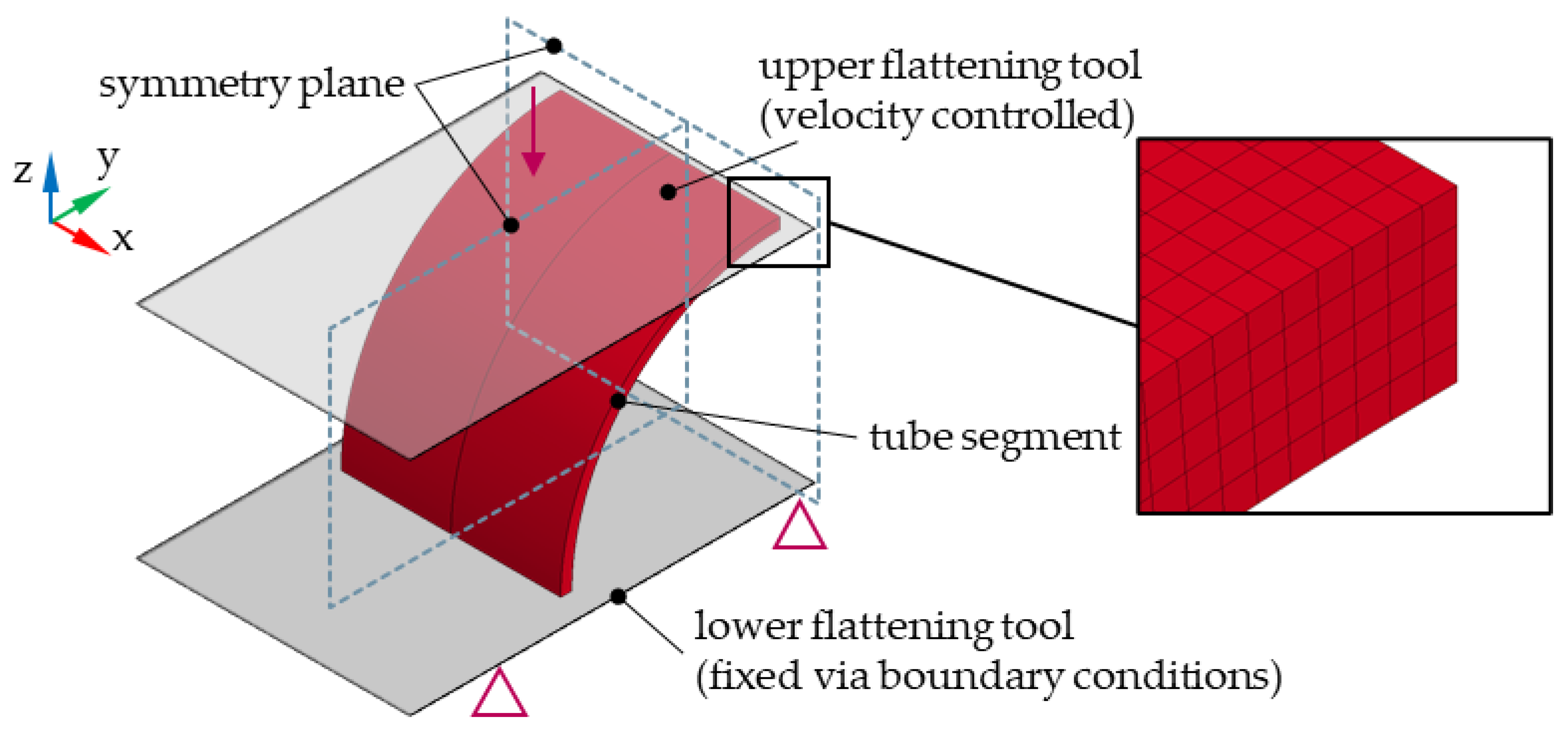
2.4. Simulation Model
3. Results and Discussion
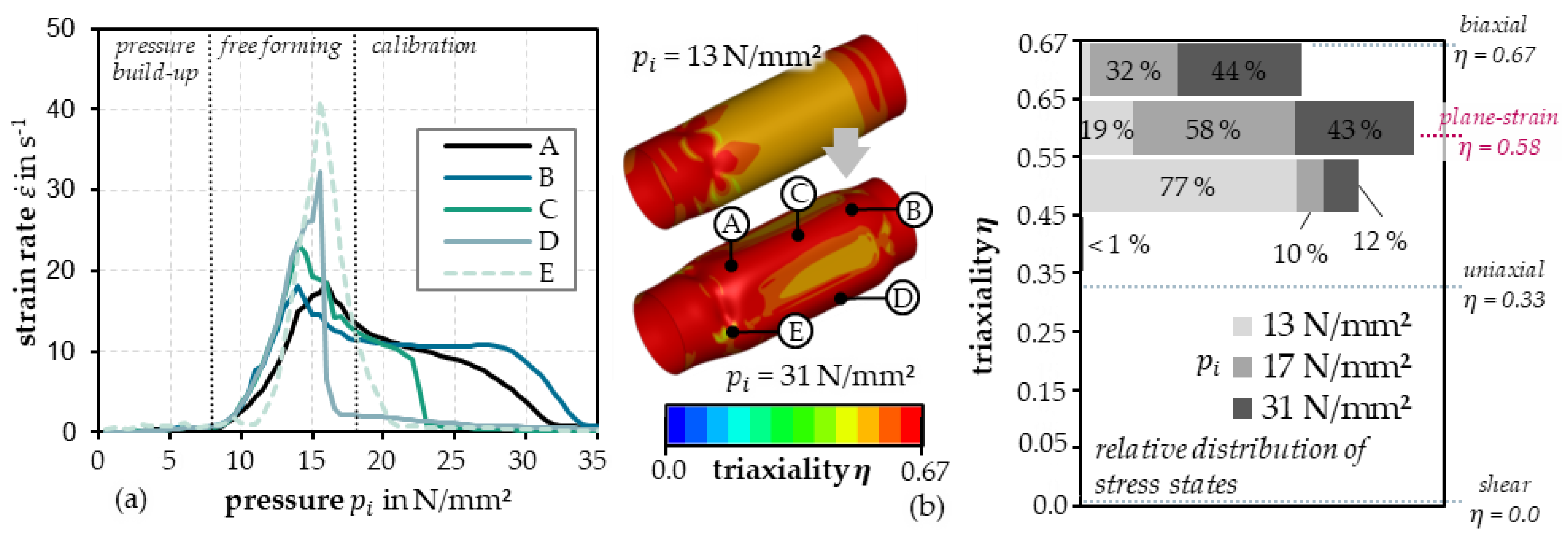
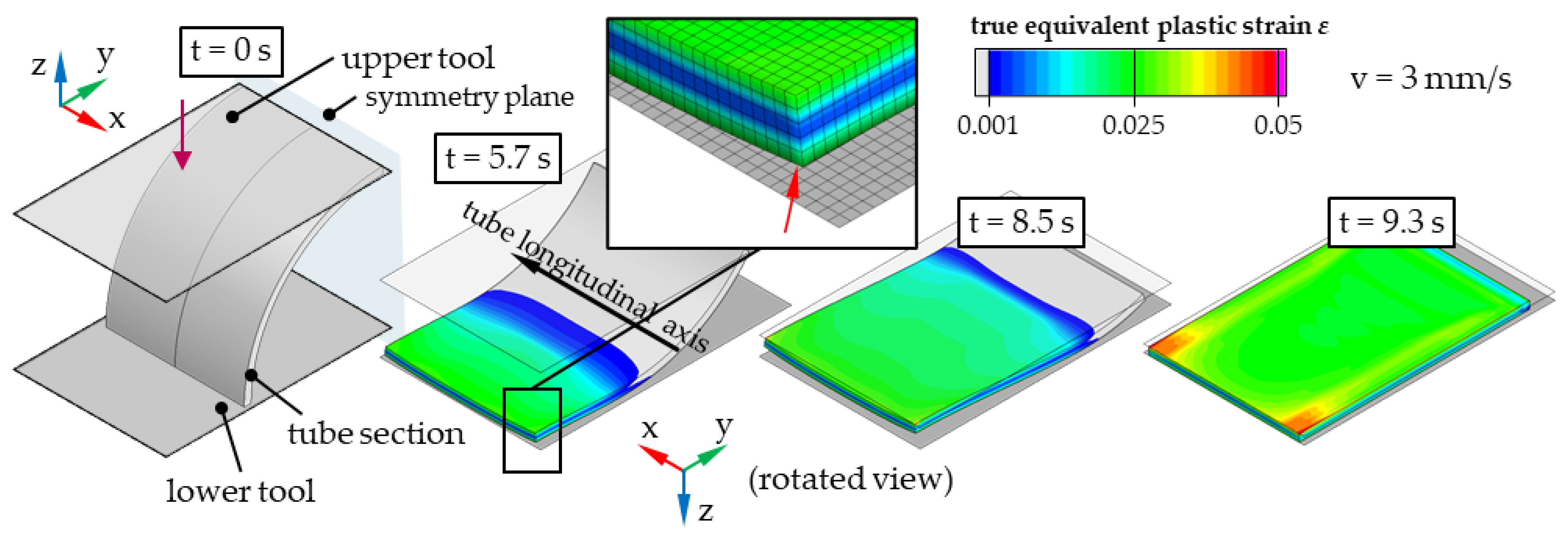
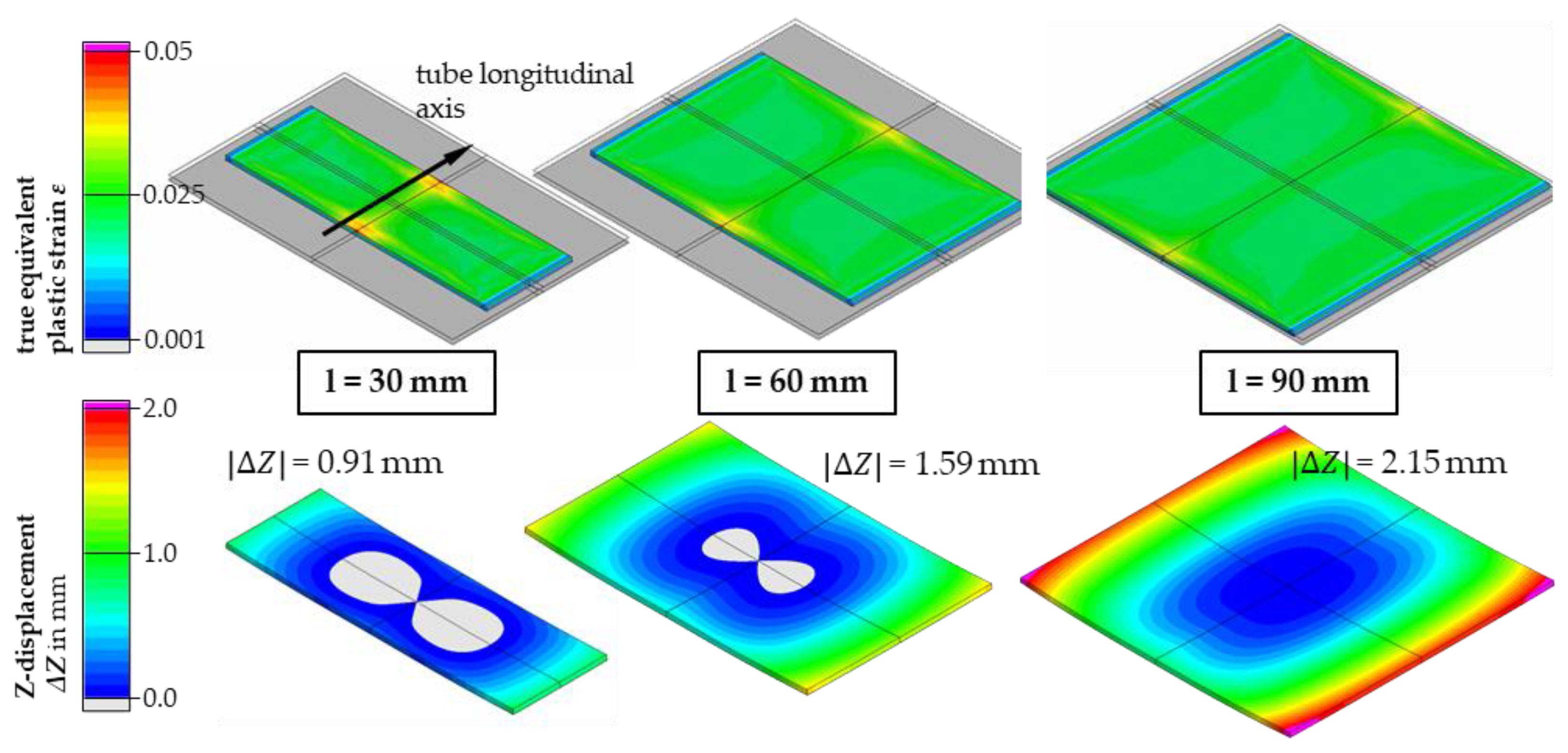
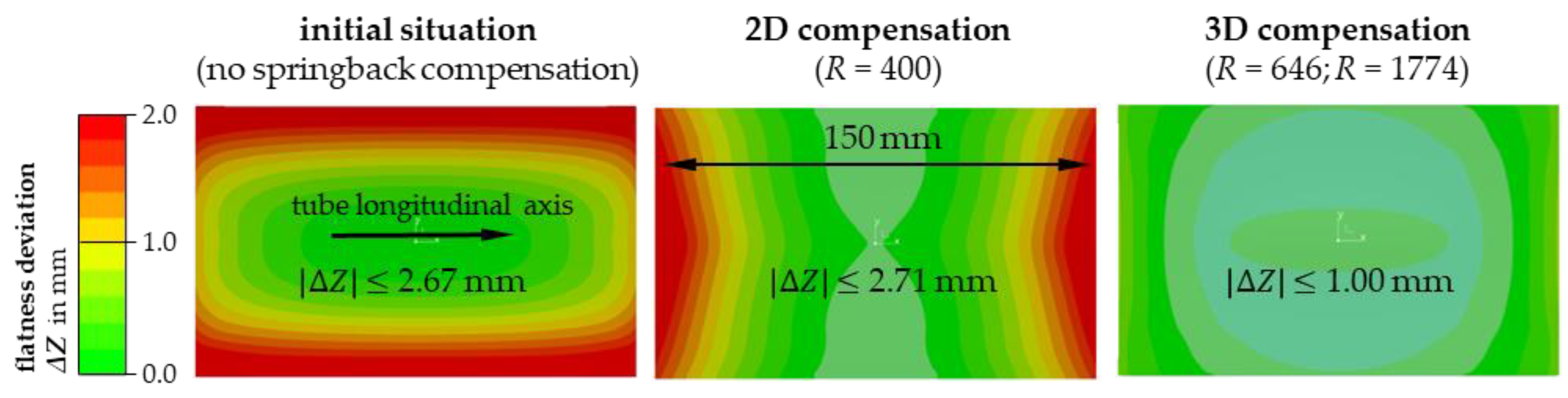
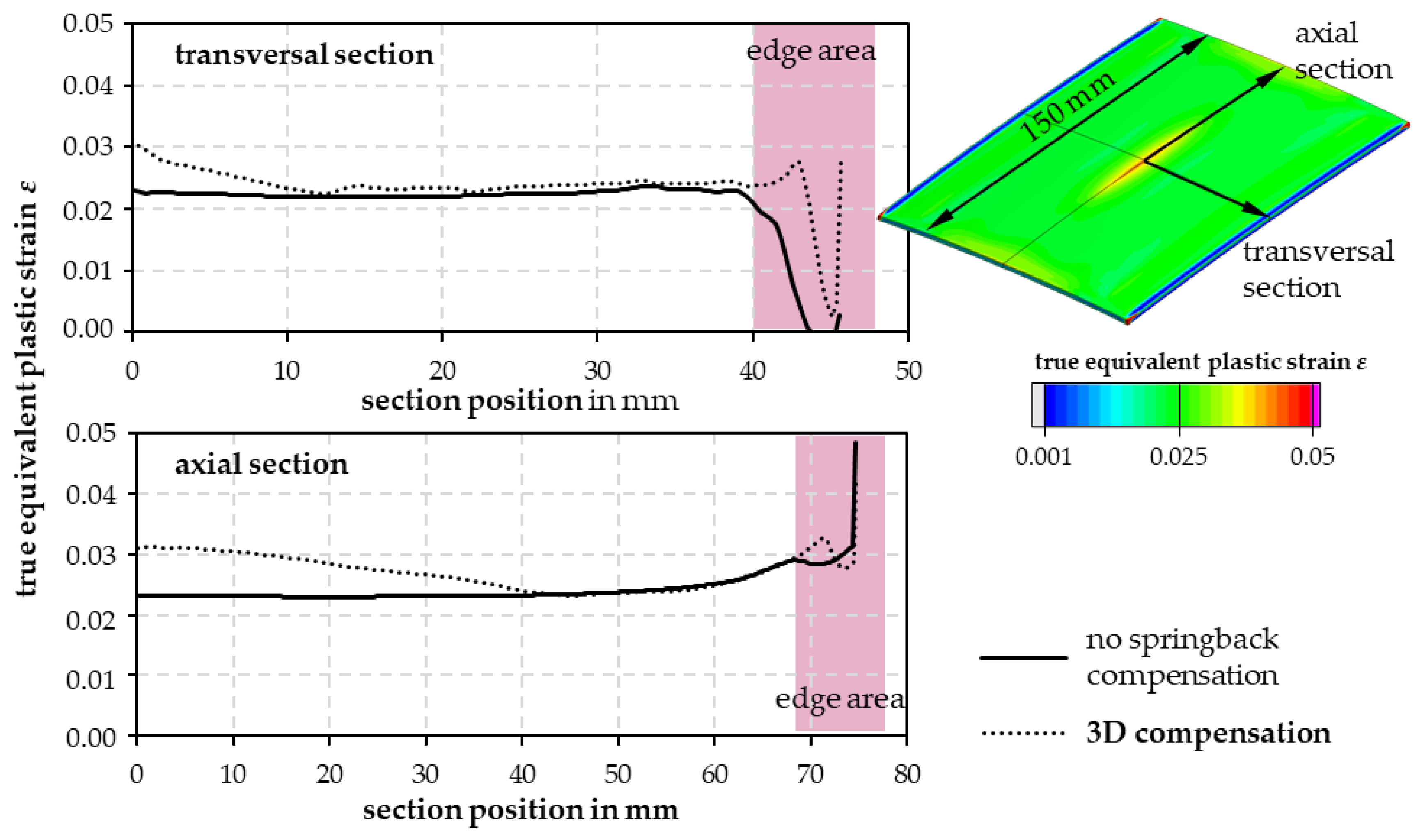
3.1. Simulation of Tube Section Flattening
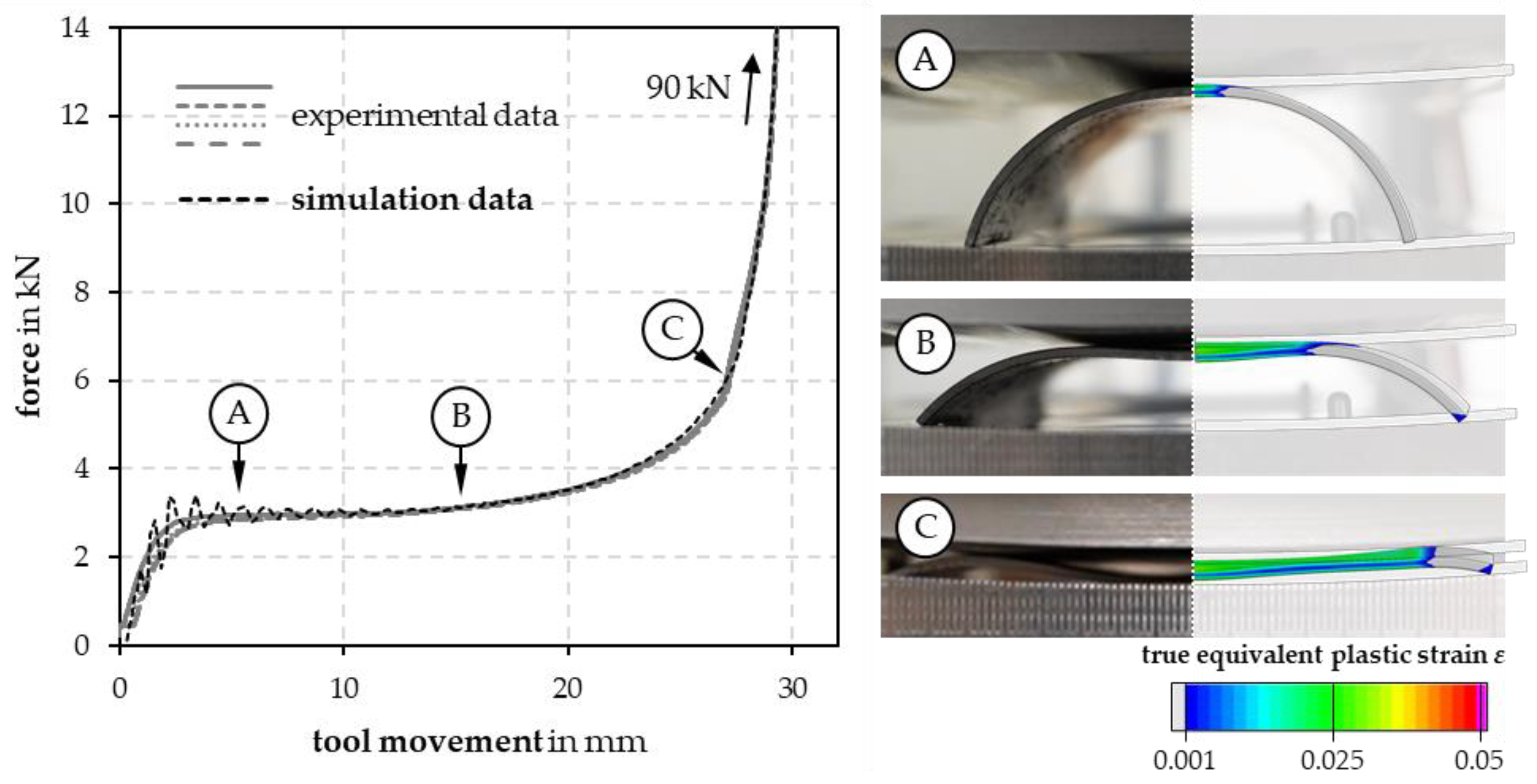
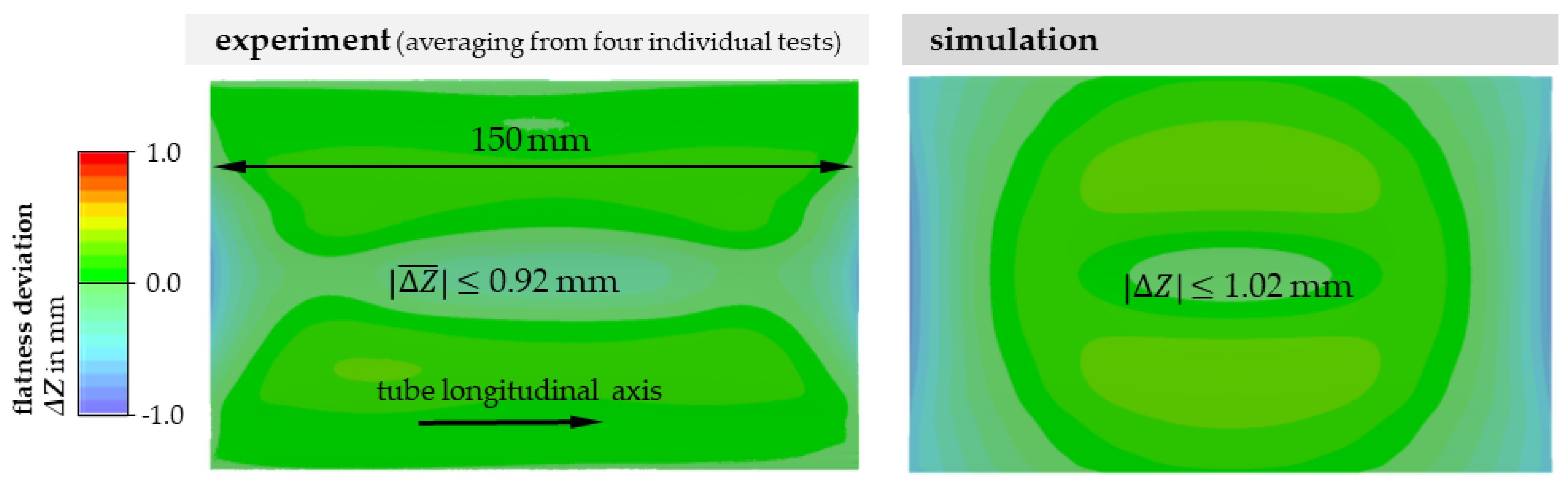
3.2. Experimental Validation of the Flattening Simulation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bruschi, S.; Altan, T.; Banabic, D.; Bariani, P.F.; Brosius, A.; Cao, J.; Ghiotti, A.; Khraisheh, M.; Merklein, M.; Tekkaya, A.E. Testing and modelling of material behaviour and formability in sheet metal forming. CIRP Ann. 2014, 63, 727–749. [Google Scholar] [CrossRef]
- Merklein, M.; Rosenschon, M. Verbesserung des Qualifizierungsprozesses von Bauschinger-Parametern Durch Wechselbiegeversuche; EFB-Forschungsbericht EFB-471: Hannover, Germany, 2017. [Google Scholar]
- Reuther, F.; Mosel, A.; Freytag, P.; Lambarri, J.; Degenkolb, L.; Werner, M.; Winter, S. Numerical and experimental investigations for hot metal gas forming of stainless steel X2CrTiNb18. Procedia Manuf. 2019, 27, 112–117. [Google Scholar] [CrossRef]
- Neugebauer, R. Hydro-Umformung; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Winter, S.; Schmitz, F.; Clausmeyer, T.; Tekkaya, A.E.; Wagner, M.F.-X. High temperature and dynamic testing of AHSS for an analytical description of the adiabatic cutting process. IOP Conf. Ser. Mater. Sci. Eng. 2017, 181, 12026. [Google Scholar] [CrossRef]
- Winter, S.; Werner, M.; Haase, R.; Psyk, V.; Fritsch, S.; Böhme, M.; Wagner, M.F.X. Processing Q&P steels by hot-metal gas forming: Influence of local cooling rates on the properties and microstructure of a 3rd generation AHSS. J. Mater. Process. Technol. 2021, 293, 117070. [Google Scholar] [CrossRef]
- Reblitz, J.; Reuther, F.; Trân, R.; Kräusel, V.; Merklein, M. Numerical and Experimental Investigations on the Mechanical Properties of Milled Specimens from an AA7020 Tube. KEM 2022, 926, 1949–1958. [Google Scholar] [CrossRef]
- Offermanns, S. Verhalten Dünnwandiger Austenitischer Rohre bei Wasserstoff-Sauerstoff-Detonation; Materialprüfungsanstalt (MPA); Universität Stuttgart: Stuttgart, Germany, 2016; ISBN 3946789005. [Google Scholar]
- Arsene, S.; Bai, J. A New Approach to Measuring Transverse Properties of Structural Tubing by a Ring Test. J. Test. Eval. 1996, 24, 386. [Google Scholar] [CrossRef]
- Zhou, J.-B.; Sun, P.-Y.; Zhou, C.-Y.; He, X.-H. Experimental characterization of anisotropic tensile mechanical behavior of pure titanium tube. J. Iron Steel Res. Int. 2019, 26, 91–101. [Google Scholar] [CrossRef]
- Bae, B.K.; Seok, C.S.; Koo, J.M.; Kim, H.I.; Murty, K.L. Creep Rupture Studies of Zirlo Tubing Using Ring Tensile Specimen. KEM 2006, 321–323, 565–569. [Google Scholar] [CrossRef]
- Hellouin de Menibus, A.; Auzoux, Q.; Besson, J.; Crépin, J. Temperature increase of Zircaloy-4 cladding tubes due to plastic heat dissipation during tensile tests at 0.1–10 s −1 strain rates. J. Nucl. Mater. 2014, 454, 247–254. [Google Scholar] [CrossRef]
- Cazalis, B.; Desquines, J.; Carassou, S.; Le Jolu, T.; Bernaudat, C. The plane strain tests in the PROMETRA program. J. Nucl. Mater. 2016, 472, 127–142. [Google Scholar] [CrossRef]
- Khalfallah, A.; Ktari, Z.; Leitão, C.; Fernandes, J.V. New Mandrel Design for Ring Hoop Tensile Testing. Exp. Tech. 2021, 45, 769–787. [Google Scholar] [CrossRef]
- Mousavi, F.; Hashemi, R.; Madoliat, R. Measurement of directional anisotropy coefficients for AA7020-T6 tubes and prediction of forming limit curve. Int. J. Adv. Manuf. Technol. 2018, 96, 1015–1023. [Google Scholar] [CrossRef]
- Woo, D.M. Tube-Bulging under Internal Pressure and Axial Force. J. Eng. Mater. Technol. 1973, 95, 219. [Google Scholar] [CrossRef]
- Hielscher, C. Entwicklung Eines Halbzeugprüfverfahrens für das Innenhochdruck-Umformen von Hohlprofilen; Shaker: Aachen, Germany, 2001; ISBN 3-8265-8827-4. [Google Scholar]
- Koc, M.; Aue-u-lan, Y.; Altan, T. On the Characteristics of Tubular Materials for Hydroforming-Experimentation and Analysis. Int. J. Mach. Tools Manuf. 2001, 41, 761–772. [Google Scholar] [CrossRef]
- von Breitenbach, G. Methode zur Analyse, Bewertung und Optimierung der Prozesskette Profiliren Längsnahtgeschweißter Rohre für das Innenhochdruck-Umformen. Dissertation Thesis, Technische Universität Darmstadt, Darmstadt, Germany, 2007. [Google Scholar]
- Steinheimer, R. Prozesssicherheit beim Innenhochdruck-Umformen; Shaker: Aachen, Germany, 2006; ISBN 9783832249809. [Google Scholar]
- Vitu, L.; Boudeau, N.; Malécot, P.; Michel, G.; Buteri, A. Evaluation of models for tube material characterization with the tube bulging test in an industrial setting. Int. J. Mater. Form. 2018, 11, 671–686. [Google Scholar] [CrossRef]
- Elsenheimer, D.; Groche, P. Determination of material properties for hot hydroforming. Prod. Eng. Res. Dev. 2009, 3, 165–174. [Google Scholar] [CrossRef]
- Kuwabara, T.; Sugawara, F. Multiaxial tube expansion test method for measurement of sheet metal deformation behavior under biaxial tension for a large strain range. Int. J. Plast. 2013, 45, 103–118. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, B.; Manabe, K.-I.; Sato, H. Evaluation of Circumferential Mechanical Properties of Tubular Material by Flaring Test. Metals 2022, 12, 764. [Google Scholar] [CrossRef]
- Daxner, T.; Rammerstorfer, F.G.; Fischer, F.D. Instability phenomena during the conical expansion of circular cylindrical shells. Comput. Methods Appl. Mech. Eng. 2005, 194, 2591–2603. [Google Scholar] [CrossRef]
- Lee, M.-G.; Korkolis, Y.P.; Kim, J.H. Recent developments in hydroforming technology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 572–596. [Google Scholar] [CrossRef]
- Király, M.; Antók, D.M.; Horváth, L.; Hózer, Z. Evaluation of axial and tangential ultimate tensile strength of zirconium cladding tubes. Nucl. Eng. Technol. 2018, 50, 425–431. [Google Scholar] [CrossRef]
- Fresnel, H.; Grolleau, V.; Longère, P.; Rio, G.; Hardy, P. Characterization of the shear behaviour of a thin-walled tubular material. Thin-Walled Struct. 2009, 47, 295–303. [Google Scholar] [CrossRef]
- Macherauch, E.; Zoch, H.-W. V48 Torsionsverformung. In Praktikum in Werkstoffkunde: 95 Ausführliche Versuche aus Wichtigen Gebieten der Werkstofftechnik, 12; überarb und erw. Aufl.; Macherauch, E., Zoch, H.-W., Eds.; Springer: Wiesbaden, Germany, 2014; pp. 373–379. ISBN 978-3-658-05037-5. [Google Scholar]
- Biermann, H.; Krüger, L. Moderne Methoden der Werkstoffprüfung; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2015; ISBN 9783527670673. [Google Scholar]
- Pepelnjak, T.; Šašek, P.; Kudlaček, J. Upsetting Analysis of High-Strength Tubular Specimens with the Taguchi Method. Metals 2016, 6, 257. [Google Scholar] [CrossRef]
- Avril, S.; Bonnet, M.; Bretelle, A.-S.; Grédiac, M.; Hild, F.; Ienny, P.; Latourte, F.; Lemosse, D.; Pagano, S.; Pagnacco, E.; et al. Overview of Identification Methods of Mechanical Parameters Based on Full-field Measurements. Exp. Mech. 2008, 48, 381–402. [Google Scholar] [CrossRef]
- Küsters, N.; Brosius, A. Semi-analytic parameter identification for complex yield functions. MATEC Web. Conf. 2016, 80, 10002. [Google Scholar] [CrossRef]
- Hockett, J.E.; Sherby, O.D. Large strain deformation of polycrystalline metals at low homologous temperatures. J. Mech. Phys. Solids 1975, 23, 87–98. [Google Scholar] [CrossRef]
- Cowper, G.R.; Symonds, P.S. Strain-Hardening and Strain-Rate Effects in the Impact Loading of Cantilever Beams; Brown University Division of Applied Mathematics Report No. 28; Brown University: Providence, RI, USA, 1957. [Google Scholar]
- Banabic, D. Sheet Metal Forming Processes; Springer: Berlin/Heidelberg, Germany, 2010; ISBN 978-3-540-88112-4. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A | B | |||||||
|---|---|---|---|---|---|---|---|---|
| Group A: dominant test methods in the hydroforming context Group B: other established tube testing methods | longitudinal tube tensile test | ring hoop tension test | tube bursting test | tube flaring test | tensile test (entire tube cross section) | torsion test | lateral ring compression tests | ring expansion test |
| Orientation-dependent testing | ± | − | − | − | − | − | − | − |
| Preferred test direction: transversal | − | + | + | + | − | − | − | + |
| Strain-rate-dependent testing | + | ± | ± | ± | + | + | ± | − |
| Hydroforming-specific strain state | − | ± | + | − | − | − | − | − |
| Isolated testing of weld seam | + | + | − | − | − | − | − | − |
| Requirements: frictionless testing | + | ± | + | − | + | + | − | + |
| Flattening by: | Pressing | Incremental Rolling | Swing Bending | |||
|---|---|---|---|---|---|---|
| Criteria from the context of experimental realization | ||||||
| kinematics | ++ | simple | − − | complex, gradual forming with several incremental rolling steps necessary | − | complex |
| forming machine and tool devices | + | easy, can be implemented in conventional tensile testing machines with tool | − | special rolling device necessary, very small roll diameters required | − | special forming and clamping device necessary |
| material utilization | ++ | high, only small edge areas are not usable later | +/− | medium, there are always edge areas that cannot be rolled over | +/− | medium, big clamping areas are necessary |
| flatness of specimen | + | good, springback compensation with overbending possible | +/− | gradually adjustable by roller movement | + | springback compensation with overbending or -stretching possible |
| Criteria from the context of inverse evaluation | ||||||
| amount of plastic deformation | +/− | small, only slight inhomogeneities | ++ | small, no inhomogeneities | +/− | small, only slight inhomogeneities |
| numerical modelling and calculation effort | ++ | only small computation times, geometrically well defined | − − | high computation times due to incremental steps | +/− | medium computation times due to kinematics |
| experimental data evaluation for inverse approach | + | forming force can be measured well, strains or thinning only offline | − | forming force only measurable with special device, strains or thinning only offline | − | forming force only measurable with special device, strains or thinning only offline |
| influence of friction | − | local contact, static and dynamic friction | + | only due to rolling | ++ | no influence |
| Chemical Composition (wt.-%) | C | Mn | Si | P | S | Fe |
|---|---|---|---|---|---|---|
| According to EN 10027-2 | max. 0.17 | max. 1.2 | max. 0.35 | max. 0.045 | max. 0.045 | balanced |
| Used material | 0.08 | 0.60 | 0.014 | 0.007 | 0.010 | balanced |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reuther, F.; Winter, S.; Fritsch, S.; Kräusel, V.; Wagner, M.F.-X.; Psyk, V. Numerical and Experimental Investigations on Tube Section Flattening for Parameter Identification and Advanced Material Modeling of Tubes. J. Manuf. Mater. Process. 2023, 7, 91. https://doi.org/10.3390/jmmp7030091
Reuther F, Winter S, Fritsch S, Kräusel V, Wagner MF-X, Psyk V. Numerical and Experimental Investigations on Tube Section Flattening for Parameter Identification and Advanced Material Modeling of Tubes. Journal of Manufacturing and Materials Processing. 2023; 7(3):91. https://doi.org/10.3390/jmmp7030091
Chicago/Turabian StyleReuther, Franz, Sven Winter, Sebastian Fritsch, Verena Kräusel, Martin F.-X. Wagner, and Verena Psyk. 2023. "Numerical and Experimental Investigations on Tube Section Flattening for Parameter Identification and Advanced Material Modeling of Tubes" Journal of Manufacturing and Materials Processing 7, no. 3: 91. https://doi.org/10.3390/jmmp7030091
APA StyleReuther, F., Winter, S., Fritsch, S., Kräusel, V., Wagner, M. F.-X., & Psyk, V. (2023). Numerical and Experimental Investigations on Tube Section Flattening for Parameter Identification and Advanced Material Modeling of Tubes. Journal of Manufacturing and Materials Processing, 7(3), 91. https://doi.org/10.3390/jmmp7030091