1. Introduction
Joining aluminum with steel alloys has been increasingly utilized for lightweighting of vehicle body structures to satisfy the growing demands of reduced greenhouse gas emission and improved vehicle fuel economy. Resistance spot welding (RSW) is the most widely used joining method for automotive body assembly. In the production line, the vehicle body structures are subject to a baking heat treatment step, typically in the range of 180–200 °C for 20–30 min in the body paint shop, after the welding assembly step, to cure the surface paint and the adhesives used to bond materials together. As a number of Al alloys such as 6xxx and 7xxx series alloys are characteristically temper age hardened, the effect of post-weld baking on base metal strength and the joint performance has been a subject of many studies, on both steel-steel RSWs and Al-Al RSWs. For example, in high strength steel RSWs, it has been found that post-weld baking resulted in increased cross-tension strength and fracture toughness, due to the low-temperature baking induced precipitation of carbides in martensite within weld nugget and heat affected zone (HAZ) [
1,
2,
3,
4]. For the heat treatable Al alloys, it is well acknowledged that paint baking hardens the materials through precipitation strengthening, however, for the corresponding RSWs, the post-weld baking was found to have limited influence on the joint strength. This is because the softening or loss in strength in the HAZ and nugget region caused by the welding thermal cycle is often unable to recover in the post-weld baking [
5]. Studies on the baking effect on dissimilar Al-steel RSWs has been limited. Recently, Hu et al. [
6] investigated the influence of post-weld baking on RSW joint of aluminum alloy AA5754 and low carbon steel by using in situ high temperature scanning electron microscope (SEM). They found the formation of microcracks and oxide film inclusions within intermetallic compounds (IMCs) (Fe
2Al
5 and FeAl
3) during baking process induced the severely weakened joint strength and resulted in interfacial fracture in the subsequent coach peel test. However, the underlying mechanisms for such a detrimental effect were not readily understood. The present work combines the machine learning (ML) and finite element (FE) analysis to determine and rationalize the effects of post-weld baking on joint performance of dissimilar Al-steel RSWs and the underlying physics and mechanisms governing the baking effect and other variables that are experimentally shown to affect the joint performance.
Past research has shown that the joint performance of spot welds strongly depends on the weld processes, post-weld conditions, and weld structures/attributes however, the interdependencies of the various factors are complex and difficult to understood and correlate. The complexity is further exacerbated by use of different stacking materials, especially with dissimilar material combinations. A machine learning based approach, having a unique advantage to solve complex problems which have no certain explicit laws, lends itself as a suitable method to explore the underlying process-structure-property relationships governing the RSW. ML techniques have been leveraged to develop optimized systems and effective decision making in many engineering and manufacturing fields [
7,
8,
9,
10]. Recently, ML algorithms have been employed to address the key issues associated with materials joining, such as the weld nugget prediction based on infrared images using convolutional neural network [
11], weld penetration detection from multisource sensing images using ensembled neural network models [
12], defect-welding process correlation establishment using decision tree and Bayesian neural network [
13], process-property relationship for Al-steel ultrasonic welds using feed forward neural network [
14], weld quality monitoring by analyzing in situ signals using multi-layer perception and support vector regression [
15], and autonomous nondestructive evaluation of weld quality using convolutional neural network [
16,
17], etc. In the present work, a model based on deep neural networks is constructed and used to analyze over 29 GB of RSW experimental data collected at General Motors’ research Lab, with an emphasis on the relationships between weld attributes, post-weld conditions, and joint performance, and to elicit the influence of post-weld baking on joint performance.
The remaining portion of the paper is organized as follows. First, a supervised algorithm of deep neural network (DNN) is presented to associate the joint performance with the weld attributes, stacking materials, and other weld conditions. The DNN model is designed with a unified architecture that is expandable so that one training strategy is applied for different material combinations and weld stack-ups. Then, the DNN model was applied to analyze a RSW data set from General Motors, which included weld stack-ups made from a wide range of material thicknesses, Al alloys and steel alloy combinations, as well as steels with different types of surface coatings. The DNN model identifies the high dimensional correlations among the weld attributes and mechanical properties of RSW joints. Moreover, the ML model identifies the material thickness-dependent effects of post-weld baking on mechanical performance of the dissimilar Al-steel spot welds. To acquire the mechanistic understanding of baking effects as revealed by the ML model, a three-dimensional finite element model is used to simulate the dissimilar Al-steel RSWs under baking process. Findings are summarized in the conclusions.
2. Machine Learning Model to Associate the Weld Attributes to Joint Performance
Making robust dissimilar material joints between Al alloys and steels is still challenging. A significant barrier to achieving optimal and repeatable joint performance is insufficient knowledge and understanding of the relationship among welding process, joint attributes, and joint performance governing the dissimilar material resistance spot welds of Al and steel alloys. The deep neural network (DNN) with a unique advantage to automatically explore nonlinear relationships through training lends itself as a suitable method for this study. In our work, we employed a supervised DNN regression model approach [
18,
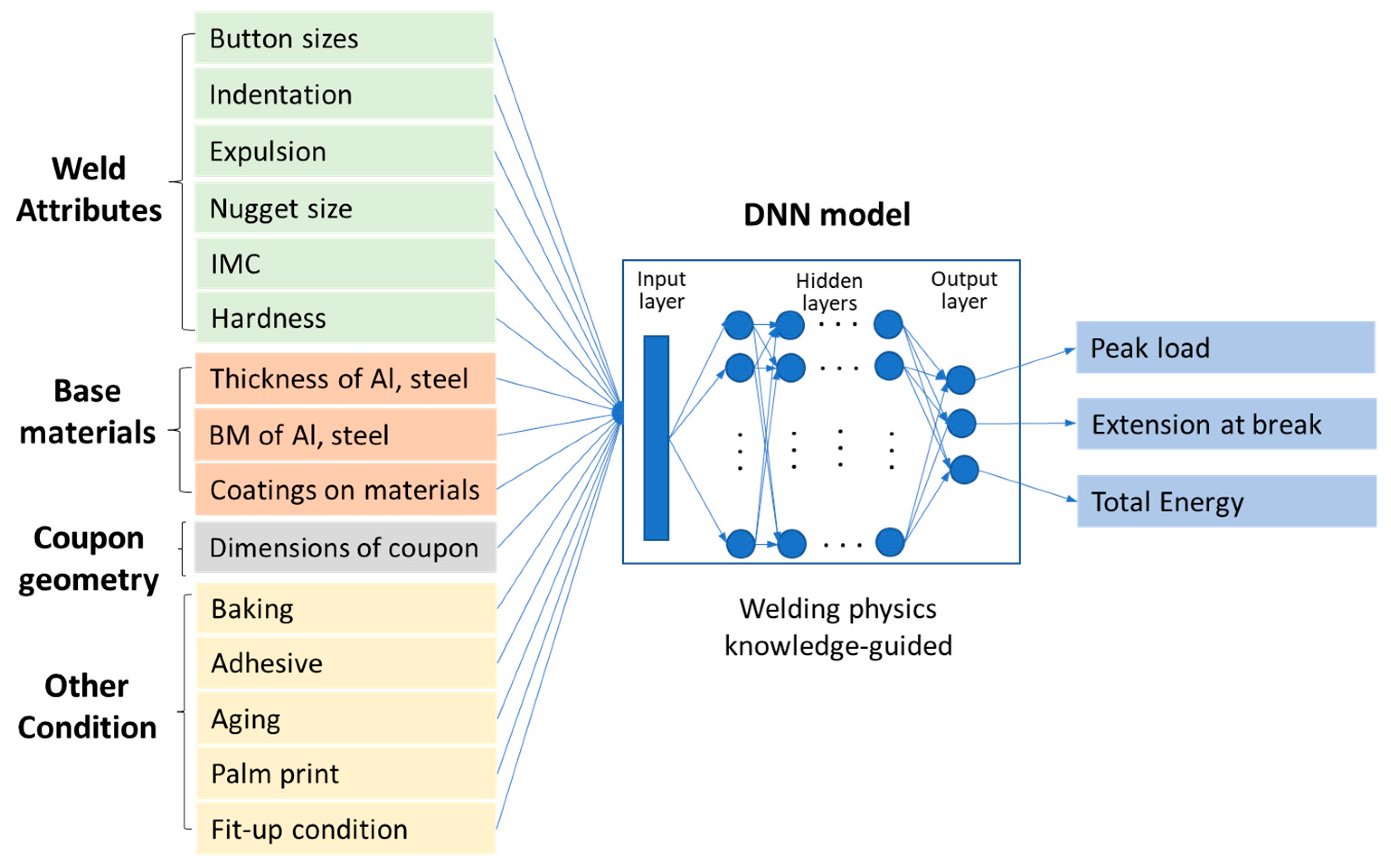
19] to establish the quantitative correlation between weld attributes and joint performance. The DNN regression model was designed with a multi-layer feed-forward neural network to make associations between the independent predictors and joint performance, refer to the model flowchart presented in
Figure 1. The independent predictors analyzed included the key weld quality attributes (weld button size, weld surface indentation, state of expulsion, weld nugget size, IMC thickness, hardness), material information (base material (BM) of steel and Al alloys, surface coating conditions, weld coupon dimensions), and other conditions (post-weld baking, aging, stack-up conditions). The performance properties in the form of coach peel test metrics such as peak load, extension at break, total energy were the dependent variables, which formed a triple-object DNN model. The model utilized one neural network design and one training strategy for all material combinations and weld stack-ups. Such a unified design can benefit comprehensive learning as the model expanded to cover more weld stack-ups, base materials, welding conditions, etc. The unified and expandable ML architecture also made it possible to guide RSW development with ‘untested’ materials, thickness, and other conditions.
The present work strived to improve the conventional view of welding engineering by designing data representation with support of welding physics knowledge and interpreting the results of ML analysis to provide insights for resistance spot welding of Al with steel alloys. The physics-guided data representation was prepared for weld attributes, base materials, and other weld conditions to allow the DNN model to gain physical insights of dissimilar Al-steel RSWs. We adopted the mean square error as loss function to evaluate the neural network performance in the prediction of joint performance properties. During training, the loss function was propagated backward to compute the gradient of loss function with respect to the weights of the network and update the weights following the gradient descent in such a way that minimized the error of prediction. While the analyzed variables were from various categories, there existed one to two orders of magnitude difference among different data streams. Training a model using such data can lead to an unstable network with large node weights. To improve the convergence and training stability, the Minimum-Maximum normalization was applied on the analyzed variables (i.e., data rescaled to the range of [0, 1] through
, where
represents an input data stream,
and
denote the minimum and maximum of the data stream, and
is the corresponding normalized data), which encouraged a more balanced weighting of neurons and ensured that the gradient descent moved smoothly towards the minima. The normalized independent variables were then fed into the DNN model to predict three joint performance properties: peak load, extension at break, and total energy. The training process for neural networks was conducted using Pytorch [
20]. The details about the design of DNN architecture and hyperparameters will be discussed in a companion methodology paper. The current paper focuses on understanding a specific aspect of Al-steel dissimilar RSW—the effect of post-weld baking on joint performance—by combining the DNN modeling to identify key variables affecting the joint performance and applying FE modeling to determine the root causes of correlation identified by DNN modeling.
3. Application of DNN Model to a Comprehensive RSW Dataset
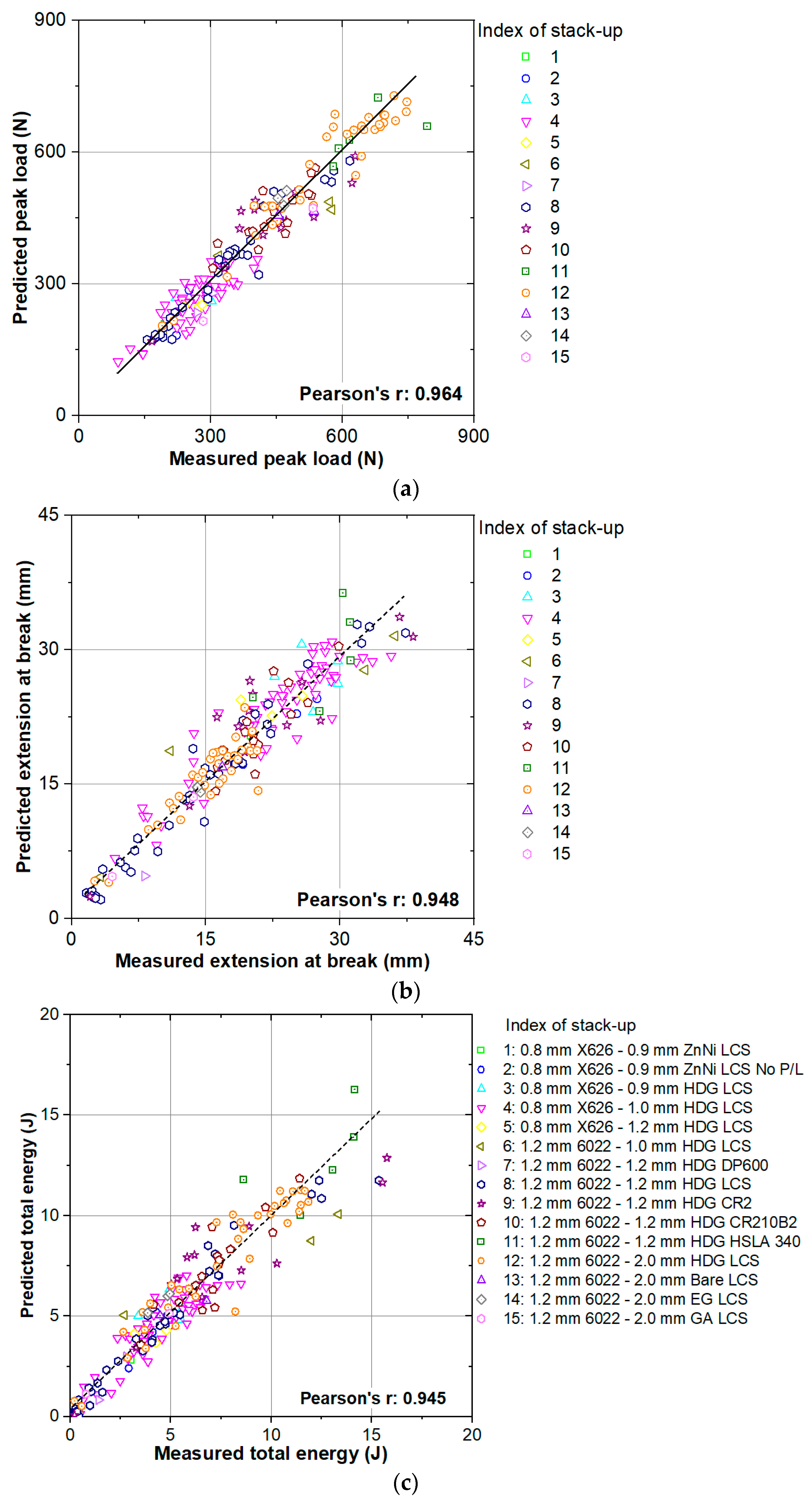
The DNN model was applied to analyze a fairly large dataset (over 5000 welds) of dissimilar Al-steel resistance spot welds collected in General Motors research lab over several years of research and testing, which consisted of over 20 different material combinations and hundreds of welding conditions. The data being presented in the following covered welds fabricated from two types of Al alloys (X626, 6022) and different steel alloys (Low Carbon Steels (LCS), High Strength Low Alloy (HSLA) steels, Dual Phase (DP) steels) with various types of surface coatings (Hot-Dip Galvanizing (HDG), ZnNi, Electrogalvanized (EG), Galvannealed (GA), bare material). For notation, a weld stack-up was defined as a group of welds which were made by the same thickness combination of one Al alloy and one steel alloy. Each weld stack-up comprised tens to hundreds of welds which were fabricated through different process parameters and possessed varying joint attributes and performances. The DNN model was utilized to analyze the dataset with an emphasis on the relationships between weld attributes, post-weld conditions, and joint performance. Particularly in this paper, the influence of post-weld baking is analyzed in detail, as the thermal excursion during post-weld baking can induce microstructural and property changes of the Al alloys and steels as well as at the joint interface, all of which can impact the weld performance.
The experimental data was standardized and transformed into readable formats for machine learning analysis through knowledge-guided quality assurance. As an example,
Table 1 lists the measurement data for a resistance spot weld made between 1.2 mm thick AA6022 and 1.2 mm thick HDG LCS. The weld attributes, including button size, material indentation, expulsion, intermetallic compound (IMC), and hardness formed during resistance spot welding, were measured by metallographic and metallurgical analysis. Those weld attributes collectively influence the weld performance, and they were implemented together with material information (material classification, surface coating, dimensions) and other conditions (post-weld baking, aging, stack-up conditions) as independent variables to assess the mechanical performance of Al-steel resistance spot welds. We note that joint performance tests were performed on seven replicated samples for the weld quality and repeatability study, while the IMC and hardness measurements were collected from another three replicated weld samples. The feature extraction was performed for IMC thickness and hardness with guidance grounded in welding physics to represent their key distribution characteristics, and then the averaged feature variables of IMC and hardness (as listed in
Table 1b,c were assigned as group variables to label the mechanical test samples for subsequent training and testing the DNN model (each mechanical test sample as an independent data set). A total number of 2212 labeled data sets for Al-steel welds was prepared for ML analysis. The labeled data sets were then randomly categorized into training and validation testing, with the ratio of 8:2 (training: testing).
5. Thickness-Dependent Baking Effects Identified by the ML Model
An essential step for automotive production, paint baking is used to cure coatings and adhesives after the auto body parts are welded together. Our ML model has identified, with high confidence, several variables that influence the post-weld baking joint performance of dissimilar Al-steel RSW. The results of one material combination (AA6022-LCS) is used, as an example, to illustrate the correlation identified by our ML model.
Figure 3 shows the differences in joint performance (peak load, extension at break, and total energy) of the unbaked welds and the corresponding paint baked welds. Both the experimental measurement results and the ML predictions are presented in
Figure 3. It should be noted that for these plots, AA6022 alloy included only one thickness of 1.2 mm, whereas the low carbon steel (HDG-LCS) included three thicknesses of 1.0, 1.2, and 2.0 mm. The ML model clearly identified the correlation of steel sheet thickness on the differences in joint performance between the unbaked and baked weld, which is confirmed by the experimental measurements. First, the post-weld baking resulted in significant reduction (averges ranging from 29% to 55%) of peak load, extension at break, and total energy in 1.2 mm AA6022-1.0 mm HDG LCS spot welds. Second, as the thickness of steel sheet increased, the baking-induced performance reduction gradually subsided. The effect of baking became negligible for resistance spot welds in stack-ups containing 2.0 mm thick steel steel. Overall, our ML model predicts that the post-weld baking resulted in a degraded joint performance of Al-steel spot welds and that the degree of degradation exhibited an inverse dependence on the thickness of the steel alloy within the dissimilar material stack-up. We also note that, according to the experimental data, paint baking actually increases the hardness of AA6022. For example, the hardness of AA6022 increased from approximately 74 MPa to 82 MPa in the base metal, from 64 MPa to 67 MPa in the weld nugget, and from 72 MPa to 80 MPa in the HAZ on average. Given this one would expect an increase of weld strength post paint baking. However, the opposite is true which suggests that the baking effect on the constituent materials alone is insufficient to explain the reduced performance of dissimilar Al-steel RSWs, and the distinct physical and metallurgical properties of the Al and steel alloys must be considered. In a recent study by Hu et al. [
6] on AA5754-LCS RSW, in situ high temperature SEM found that the baking process induced a severely weakened strength by opening microcracks and oxide film inclusions in the IMC layer. However, the root cause of such cracking, and especially the thickness dependence, remains unclear. In this work, FEM simulations were carried out to gain insight on the baking effects on dissimilar Al-steel RSWs, as described in the next section.
6. Mechanistic Understanding of Baking Effects with the Finite Element Model
A three-dimensional (3-D) model was constructed based on the coach peel specimen configuration, refer to
Figure 4a. The details of the testing weld were mapped from the photography of the polished cross section to capture the material thinning and structural change due to resistance spot welding, as presented in
Figure 4b. The mechanical properties of Al alloy 6022-T4 and HDG LCS, together with the coefficient of thermal expansion (CTE) are listed in
Table 2 [
21]. The hardness measurement was imported to represent the material strength of different locations across the weld, as the contour plot presented in
Figure 4b. Since the thermal cycles inherent in the weld schedule altered the material microstructure and properties, the hardening behavior of the HAZ and nugget of Al-steel welds was unknown. In the present work, the hardening behavior in Al HAZ and nugget was estimated by assuming that both the yield and ultimate tensile strength were linearly proportional to hardness [
22]. As the most critical location in the dissimilar Al-steel RSWs was within the HAZ, nugget, or base material of Al alloy, for simplicity the same elastoplastic property was assumed for the entire steel side including the base metal, HAZ and weld nugget. Based upon metallographic analysis of the polished weld cross-sections, the IMC was approximated as a uniformly thin layer (approximately 4 μm thick) between Al and steel plates. The elastic modulus of Fe-Al IMC was taken as 230.5 GPa [
22] and CTE was about 6~10 ×
at room temperature [
23]. Since temperature-dependent material properties for the HAZ and nugget are not readily available, the material properties at room temperature were used to simulate the deformation behavior of the spot weld during baking process.
In the 3-D FE model, the weld coupon was heated from room temperature to 175 °C to simulate the paint baking effect. In the experimental tests, the weld coupon had one testing weld and one anchor weld. During baking, the deformation and stress in the testing weld could be influenced by the presence of the anchor weld since it imposed a strong constraint on the expansion of the two sheets composing the stack-up. To differentiate the influence caused by baking and the presence of the anchor weld, two weld configurations were prepared and examined in the following FE analysis: one with a single testing weld (single joint specimen) and the other with both a testing weld and an anchor weld (double joint specimen same as the coach peel test specimen). In the following simulations, the stress-free conditions were assumed as the initial states of welds, aimed to directly study the stresses caused by post-weld baking process.
Figure 5a is a schematic of the simulated stress distribution in the single joint specimen for 1.2 mm AA6022 and 1.2 mm HDG LCS at the baking temperature of 175 °C. The deformation of the specimen was amplified by a factor of 10 for better visualization. As can be observed in the figure, the aluminum sheet expanded significantly more than both the IMC layer and steel sheet, because of its relatively greater thermal expansion coefficient. This created a substantial deformation mismatch among Al alloy, IMC, and steel, and accordingly led to the formation of high thermal stresses at the faying interface within the IMC layer, refer to
Figure 5b. The stress generally concentrated at the midpoint of the IMC layer, i.e., approximate center of the weld, and gradually decreased towards the periphery of the IMC layer. The principal direction of the thermal stresses was within the plane of the IMC layer. Such high in-plane thermal stresses can cause crack formation within the IMC layer. Upon cooling of the sample, these defects can act as low energy crack paths leading to reduced joint strength by promoting undesirable interfacial fracture under externally applied loads. The deduction from the above mechanistic simulation was evidenced by an in situ SEM study of baked AA5754-LCS RSWs [
6]. To date there are limited studies discussing the baking effects on dissimilar material RSWs and even fewer addressing welds with different material thickness combinations. In the above ML analysis, it was illustrated that the baking induced degradation of joint performance and the resultant influence exhibited a strong dependence on the thickness of stacking materials. To gain an understanding of the mechanics underlying this phenomenon, finite element simulations were performed of two-sheet RSWs for three material thickness combinations. The contour plots of
Figure 5b are the simulated stress distribution within the IMC layer for the three material combinations. A relatively high thermal stress can be observed within the IMC layer of the thinner steel sheet containing welds. This peak stress level is reduced as the thickness of steel sheet increases which is attributed to the thicker steel sheet contributing to an enhanced structural stiffness which provided greater resistance to the thermal expansion deformation of the Al sheet during the baking process. Accordingly, the deformation mismatch between Al, IMC, and steel was suppressed, and the thermal stresses became less prominent which was insufficient to trigger crack formation in the IMC layer. These numerical simulations help identify the thermal expansion mismatch between Al and steel alloys as the primary factor for the deteriorated joint performance caused by post-weld baking and the mechanistic origin for the material thickness dependent behavior.
The post-weld baking process was also simulated on the double joint specimen to study what influence if any is created by the anchor weld.
Figure 6a is a plot of the simulated stress distribution in a resistance spot weld composed of 1.2 mm AA6022 and 1.2 mm HDG LCS at the end of baking (applied deformation amplifier factor of 10). The double joint specimen exhibited significant bending deformation in contrast to the single joint specimen, refer to
Figure 5a. This is generally attributed to the presence of the anchor weld imposing a strong constraint which retards the fast expansion of the Al sheet within the stack-up. Consequently, the stress distribution on the IMC layer is also altered due to the anchor weld, refer to
Figure 6b. Instead of the axisymmetric stress distribution in the single-joint weld, high thermal stress was also generated in the region between the welds. With increasing steel sheet thickness, the relatively high thermal stresses in the central region of the IMC gradually released, while the off-center stresses concentration remained unchanged. Such high stresses can induce cracking of the IMC, nevertheless, they could be secondary for the overall RSW performance, as its location was opposite to the direction of the primary external load in the coach peel test. Those high thermal stresses will not influence the crack initiation in a button pullout fracture regime, but they could affect cracking behavior during a later stage of propagation by providing a lower energy path to form interfacial fracture as the crack approached that area. In short, the presence of an anchor weld can induce different stress distributions at the faying interface and further research is required to design a weld specimen which can represent the patterned RSWs in actual vehicle body structures as well as to mitigate the negative effect of post-weld baking on dissimilar Al-steel welds through welding process development.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}